meviyブログをご覧になっている皆さん、気が付けば年末ですね。年末の慌ただしい中、ご覧いただき有難うございます。
さて今回は射出成型品に起こりうる不良に対しての対策について、注意点も加えて3つのパートで紹介していきます。
- コールドスラグウェル
- 透明部品のボイド対策
- ショートショット・ガス焼け対策とバキューム機構
一、コールドスラグウェル
成形品多数個取のコールドランナーの金型では、PL面上にスプルーからランナーを走らせ、途中で分岐させて各キャビティ内へ送り込むレイアウトになります。
この分岐点をまっすぐ通過する短いランナーを彫りますが、これをコールドスラグウェルといいます。
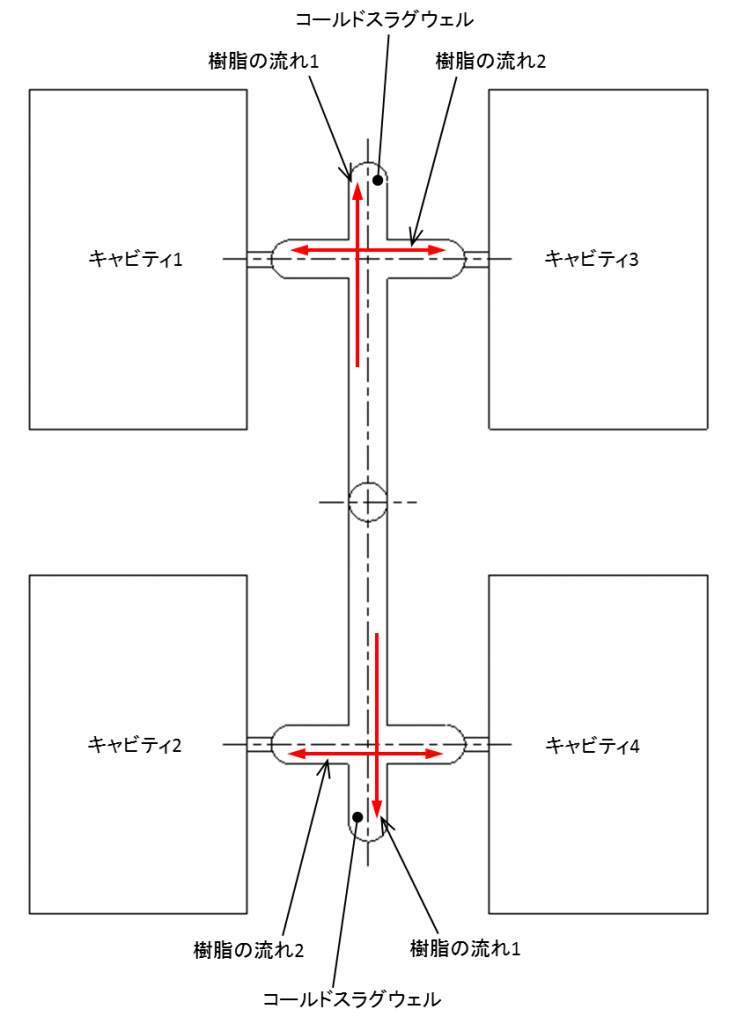
コールドスラグウェルの「スラグ」とは不純物またはカスという意味、「ウェル」とは井戸またはくぼみという意味です。
走って来る溶融樹脂の先端は樹脂の不純物や分解ガス等がボイド(気泡)となって含まれていることが多く、こういった不純物をコールドスラグウェルの中へ封入し、製品のキャビティ内への流入を防止します。
二、透明部品のボイド対策
基本的に成形材料は成形前に炉で乾燥処理を行いますが、成形時かすかに残った水分が熱で気化し、肉厚の中に気泡が発生する事があります。
また流動中、キャビティ内の形状等により空気を巻き込んでしまい、それがそのまま気泡として残ってしまうケースもあります。これらをボイドと言いますが、PPのような吸湿しない成形材料でも特に厚肉部の中に小さな空間(真空ボイド)ができることはよくあります。
成形品意匠面や外観、あるいは製品の機能に影響を与えない限り、さほど問題になることはないのですが、これが透明の成形品となると外観不良となり問題です。
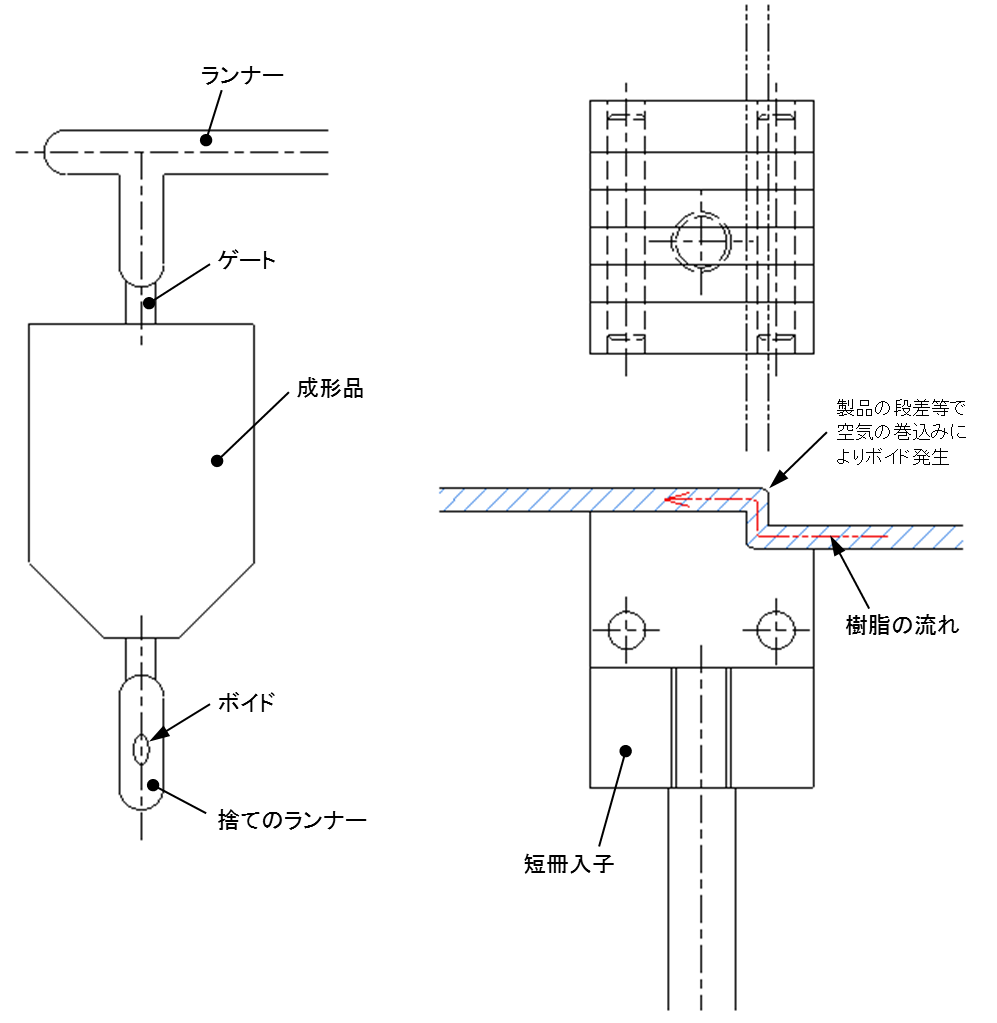
ゲートの反対側になる最終充填位置にゲートと同じ形状の出口を作り、その先に捨てのランナーを彫り、そこにボイドを封入します。
樹脂の先頭を走って来るボイドに有効です。
真空ボイドに関しては射出スピードの変更、充填樹脂圧を上げる等、成形条件で対応する事が多いです。
また透明品でなくても外観や機能に影響を与えるボイドには短冊入子等によってガス抜きをする事になります。
トライ結果によりボイド発生部位に短冊入子を追加する事が多いです。

三、ショートショット・ガス焼け対策とバキューム機構
製品形状で、深リブ等ショートショットが起こり易い部位、あるいはゲート位置等により成形ガスが集中し易い部位には、ガス抜きの入子を設定します。
ガスが抜け易いよう、入子を短冊状に多数に割る手法もあります。また型外郭までエア回路を設け、バキュームをかける(空気を吸い出す)方法もあります。
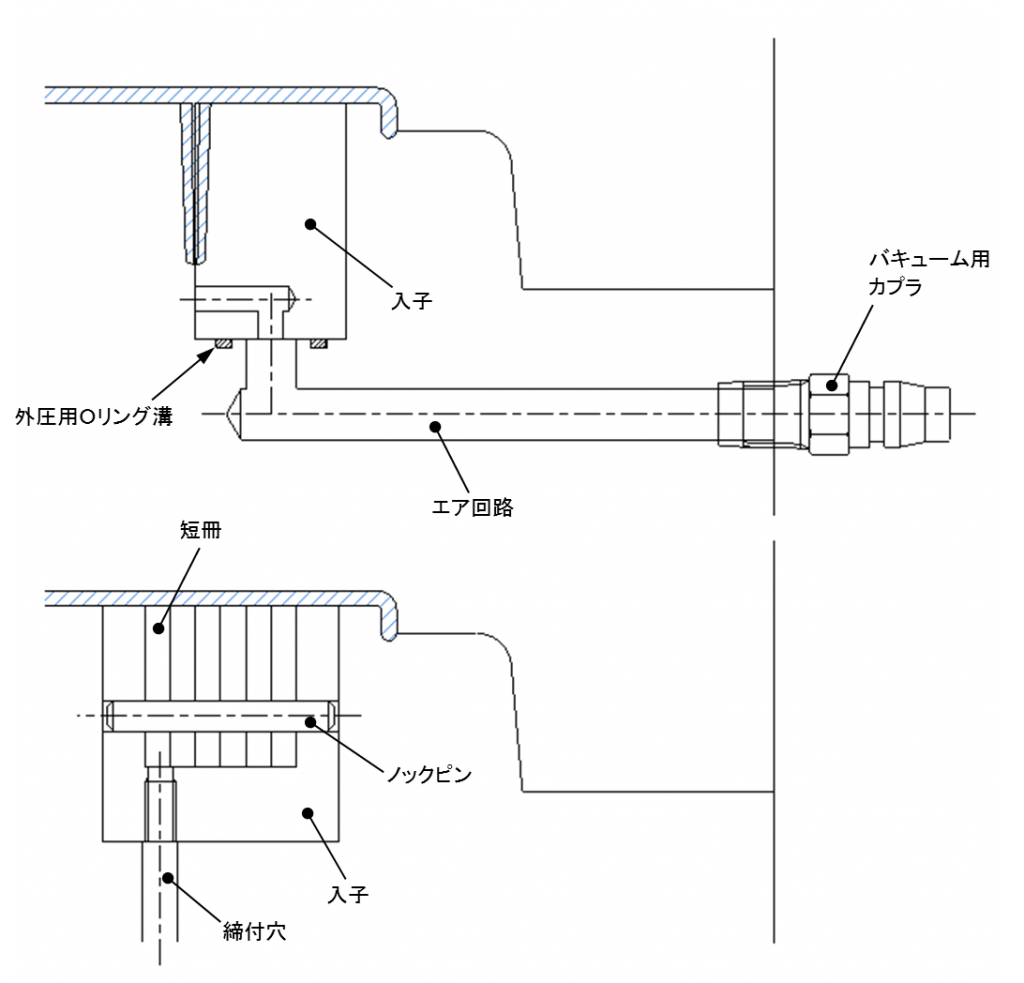
短冊状に多数に割った入子は一枚ずつ締付けるのではなく、ノックピンで全体をサブアッシー状態にする方が組付の作業性が良いでしょう。
入子側面・底面に、締付穴まで到達する小道(ベント溝)を彫ってやる等の加工をすればガス抜きにはより効果的です。
またバキューム構造採用時、入子底面に入るOリング溝は外圧用の寸法を採用しなければなりません。
通常の冷却回路に使うOリング(内圧用)とはOリング溝の加工寸法が違うので要注意です。
以上、第十五巻『成形品の不良対策』でした。
ブログをご覧の皆さん、meviyスタッフの皆さん。今年も一年間お付き合いいただきありがとうございました。来年も引き続き宜しくお願いいたします。
皆さま。良いお年をお迎えください。。
ヒケ、ソリ、ヤケ、ウェルド、シルバーなど成形品の外観不良でお困りのお客様
成形品の複雑化、強化剤入り樹脂の採用増加により、対策方法のお問合せ急増中。
記事にて紹介されていたガス抜き入れ子も取り揃えています!