前回に引き続きアンダーカット処理に用いる機会が多い定番機構『スライドコア』について紹介していきます。今回は、設計時に押さえておきたいポイントについて4パートにわけてご紹介します。
- 幅広のスライドコア設計時の注意点
- トンネルスライドコアの割り位置
- 極端な上りスライドコア
- 小物スライドコアのアンギュラ兼用ロッキングブロック
一、幅広のスライドコア設計時の注意点
スライドコアは、摺動方向に対するコアの幅方向の比が大きくなるほどに、その動きは不安定となります。その動きの悪さゆえにカジリ防止のための工夫が必要となります。この場合、スライドコアの両端にアンギュラピンを1本ずつ配置します。
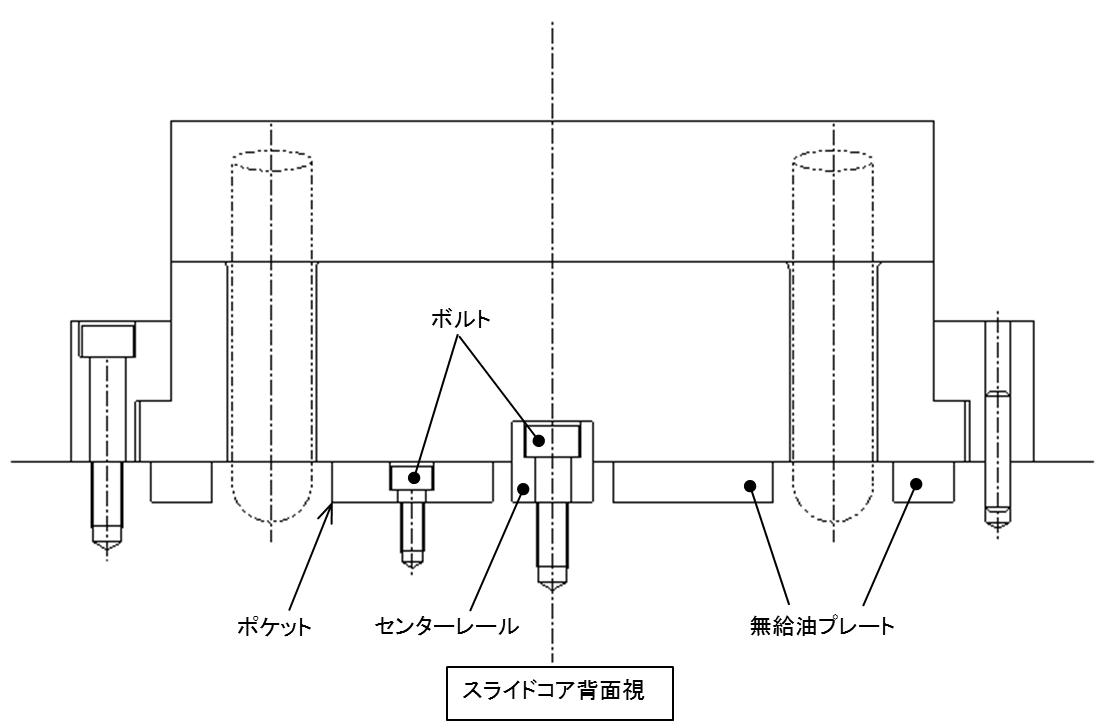
上図ではスライドコアの中央にセンターレールを入れることで、スライドコアの直進性を向上させ、カジリを防いでいます。また無給油プレートをスライドコアの下に敷き詰めることでスライドコアの滑りを良くしています。
ただしこの時の注意点として、センターレールも無給油プレートも可動主型のポケットで位置が決まっていなければいけません。(特に前後方向)ポケットで位置が決まっていないとスライドコアの摺動抵抗により、スライドコアに引きずられるように一緒に前後に動いてしまい、センターレールや無給油プレートを締めているボルトに繰返しの交番荷重(せん断力)がかかってしまいます。
結果、ボルトが破断する危険があります。また、サイズの大きいスライドコアは、金型の天側には配置しないのが得策です。
二、トンネルスライドコアの割り位置
下図のようなアンダーカットでスライドコアを用いる場合、必然的にトンネルスライドとなります。この場合スライド頂点の割り位置が問題です。アンダーカットのフランジの先端が余裕代を持って確実に抜ける高さまで上げていかなければなりません。
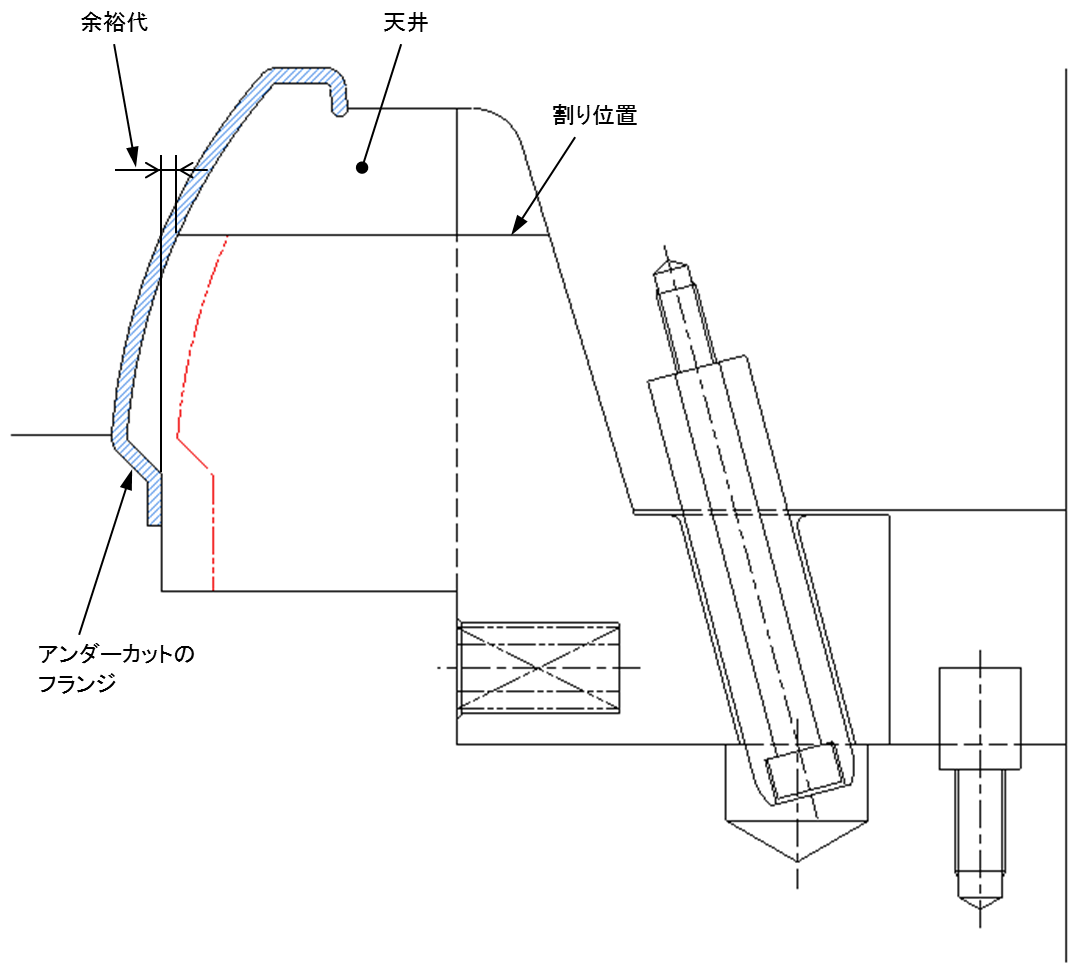
上図のようにアンダーカットのフランジがまっすぐ突出されるためには、その上空が開け放たれていなければなりません。
フリーとなったフランジが変形で内側に倒れ込む懸念がある場合は、通常よりも大きめにスライドを下げておいた方がいいでしょう。
また、この構造では天井が薄くなり過ぎないよう注意が必要です。成形圧力で天井がたわみ、トンネルスライドを押え込んでしまうと動けなくなる危険があります。その場合、思い切った下りスライドにする、あるいは下り2段スライドにする等して、天井の厚みをかせぐといった発想も必要でしょう。
三、極端な上りスライドコア
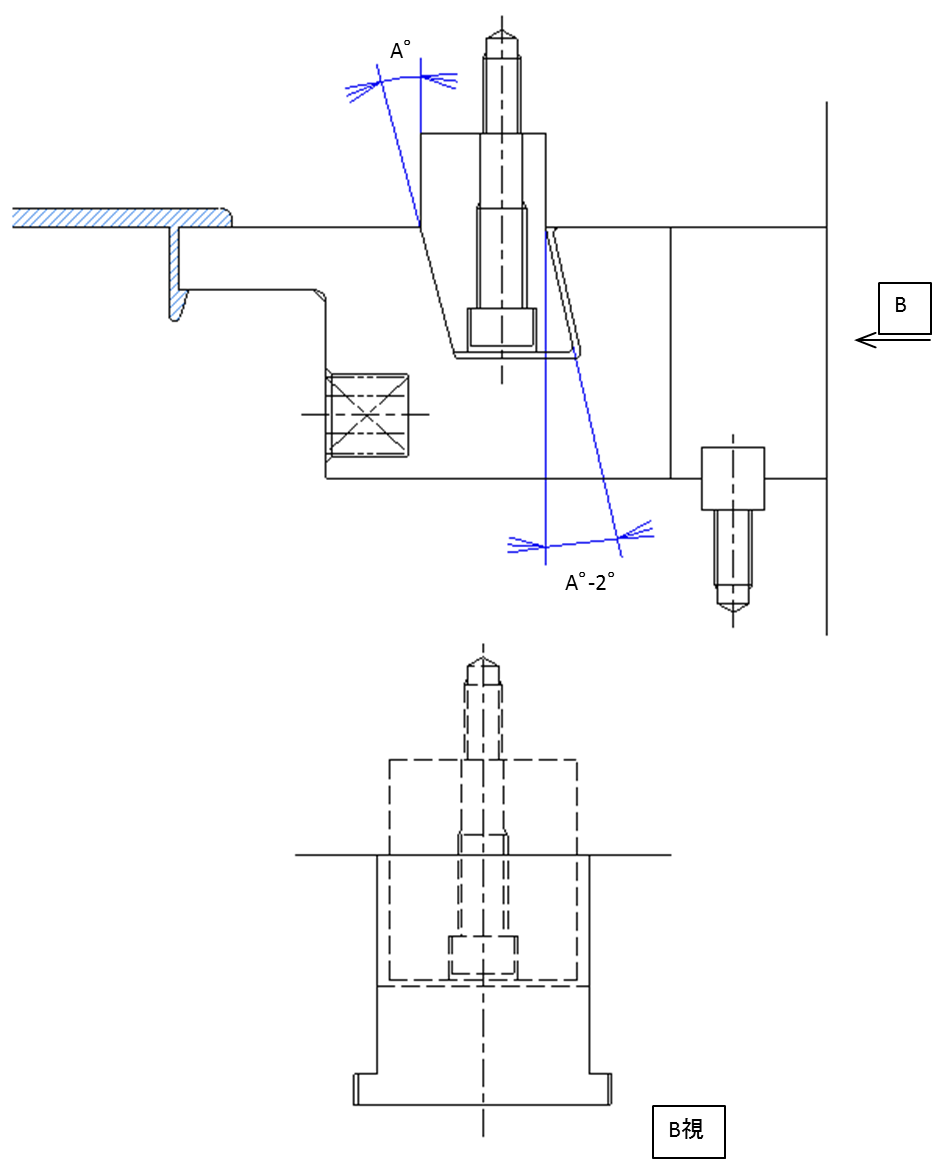
下りのスライドコアは、アンギュラピンは上へ、スライドは下へと、相反する方向へ作動しようとするのに加え、スライドの作動方向に対しアンギュラの角度が鋭角的になり作動に不利に働きます。これに対し上りのスライドコアはアンギュラがスライドを引張り上げようとする(スライドの作動を助ける)ため有利に働きます。従って上りはかなりの角度まで対応できます。
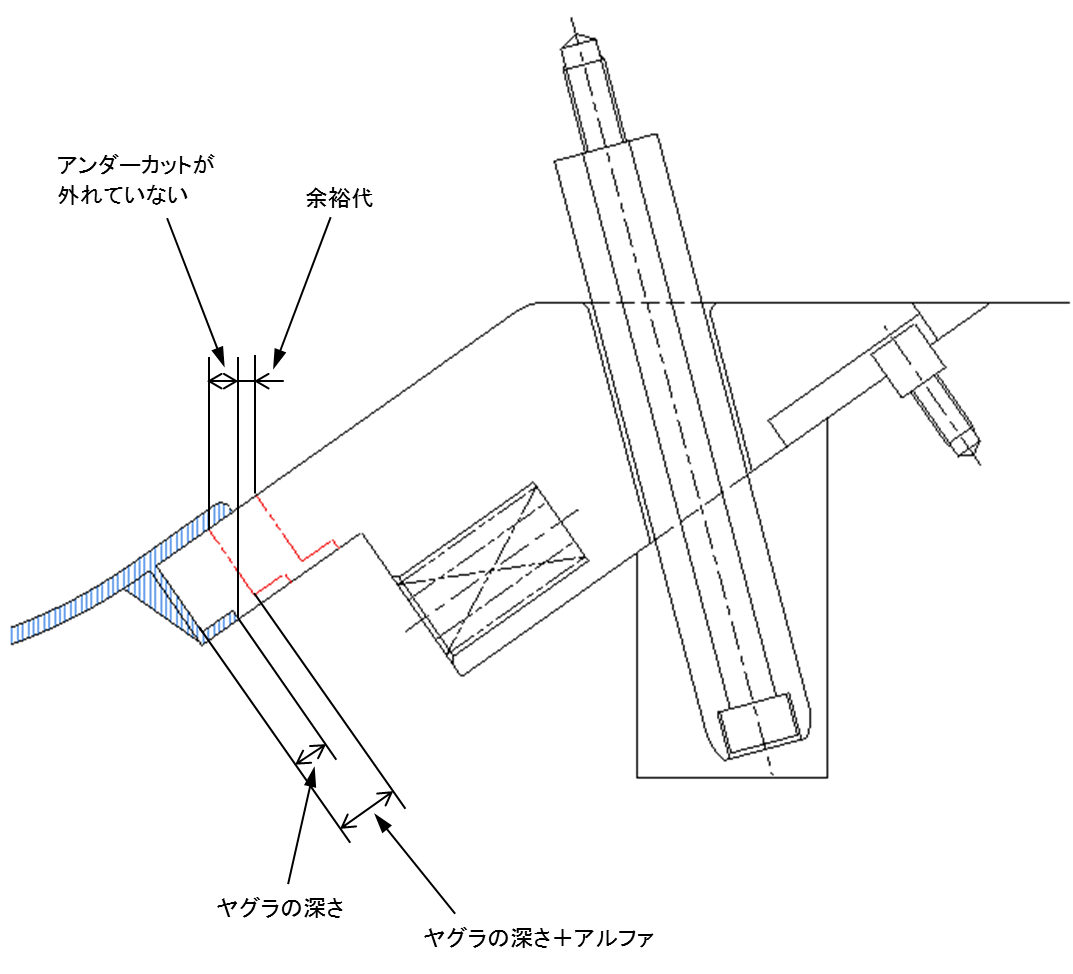
上図の例は極端な例ですが成立しています。ただヤグラの深さをそのままアンダーカット量と判断してしまうと、スライドコアの作動ストロークを見誤ることになりかねません。
ヤグラの深さ+アルファ動かしただけでは、まだスライドコア先端が抜き方向で製品にかぶってしまう可能性があります。アンダーカットを外すストロークはあくまでも抜き方向(型開き方向)で考えなければならないのです。
上り角の大きなスライドではこの事に留意が必要です。
四、小物スライドコアのアンギュラ兼用ロッキングブロック
小さな成型品では当然成形機の出力も小さく、モールドベースのサイズも限られてきます。通常のアンギュラピンによるスライドコアは設定不能な金型も多く存在します。このような金型ではアンギュラピンの機能を併せ持つロッキングブロックを設定する方法があります。
このロッキングブロックは後側斜面でスライドコアを引き出し、前側斜面でスライドコアを押さえ成形圧力を受け止めます。
当然大きな成形圧力、大きなストロークには対応できません。金型もスライドも小さいのでレールを組付ける余地もない事がほとんどで、可動主型に直接レールの溝を彫ることになります。
以上、第十巻『スライドコア設計その五』でした。
今回の事例は設計者が見落とし易い内容です。設計中はアンダーカット処理機構(アンダーカット処理方向)をメインで考えているため、どうしても型抜き方向がないがしろになってしいますので注意が必要ですね。
さて次巻は固定側アンダーカット処理機構について紹介していきますので楽しみにお待ちください。