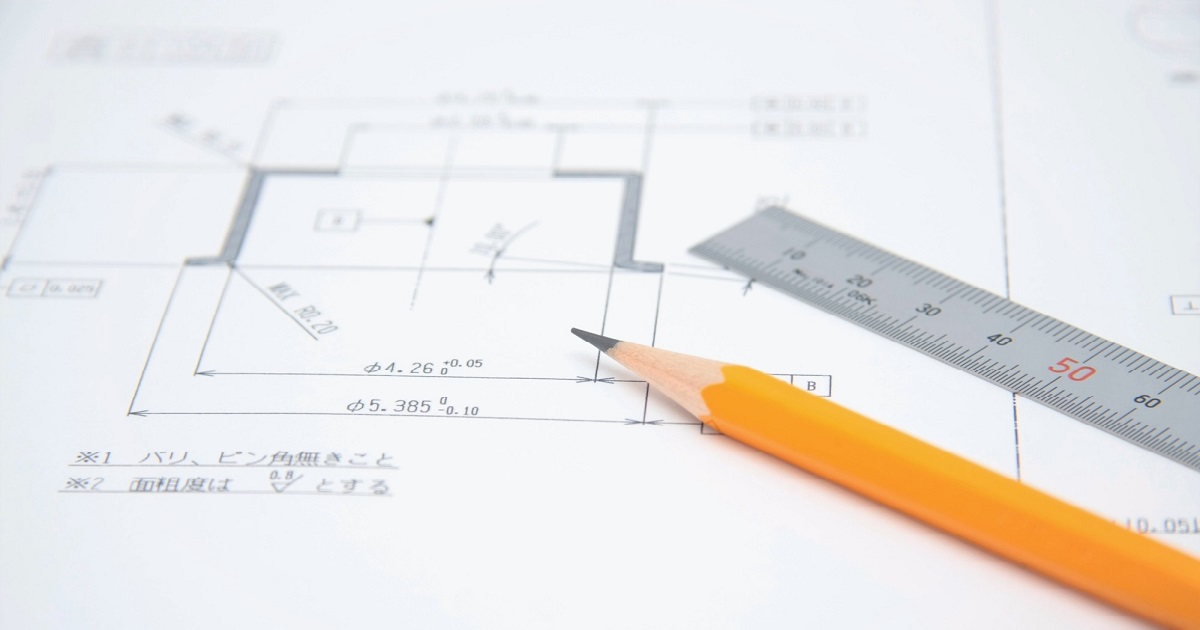
図面の外形図が同じでも寸法の記入方法が異なることで、加工難易度が変化してしまいます。加工難易度は加工工数、不良率、最終的には価格に影響します。したがって、設計者はコスト意識も持って図面を描く必要があります。
目次
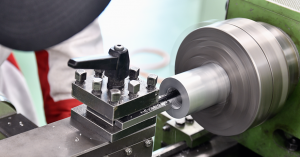
加工方法を指示できる図面寸法
図面寸法の中には直接加工方法や加工工程を指示できる表記があります。例えば、穴の寸法、幾何公差、面の粗さです。特に穴寸法はダイレクトに加工方法を寸法で指定できます。また注記などでさらに詳細に加工方法を指示することもできます。
穴寸法と加工難易度
穴寸法の表記は複数種類存在します、設計者は寸法を記入すれば済みますが、加工者にとって寸法表記は加工工数に大きく影響します。
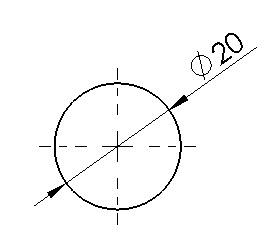 |
左図は標準的な穴寸法の表記です。 (最新のJIS製図規格では丸マークを描かないルールですが、混乱を防ぐために今回はまるマークを入れてあります。) この表記法では、加工者が複数の加工方法を選択できます。フライス盤によるエンドミル加工、ボール盤によるドリル加工などです。また公差の指定が無いので加工難易度は低く抑えられます。 |
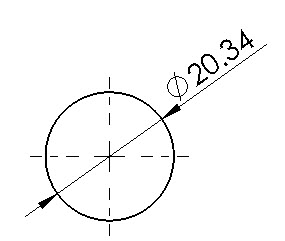 |
標準的な穴寸法の表記でも左図のように寸法値が20.34のように標準数以外になると加工難易度が上がってしまいます。これは、エンドミルやドリルのような工具では標準数*に準じてサイズが用意されていますので、20.34を直接加工できないからです。別途加工工程が必要となり、加工難易度が高くなります。設計者はこの様な寸法表記は避けるべきです。 |
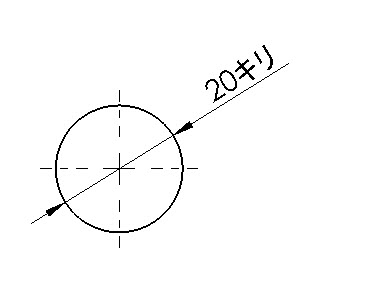 |
左図の穴寸法の表記では(JISに準じて丸マークは表記していませんが)“キリ”が追加されています。 キリの意味は、直径が20mmのドリル加工をすることです。したがって穴の径は厳しく指定されず、単にドリル加工した出来合いの穴でOKとなりますので、加工難易度は低くなります。 |
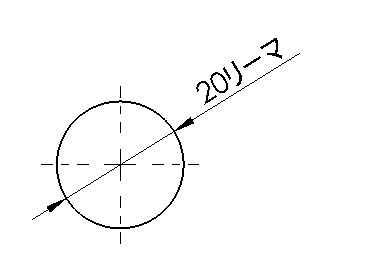 |
左図の穴寸法の表記は“キリ”と同様に”リーマ“が追加されています。リーマは穴の仕上げ加工に使用されるツールですが、それ自体では穴を開けることはできません。したがって下穴の加工工程の後にリーマ加工を行う必要があります。また、リーマは手作業で使われることが多く、加工技術や時間が多くかかり加工難易度が高くなります。 |
*標準数とは
標準数とは、JISで規定された工業製品を設計する際に基準となる数値です。また標準数は基本的に等比数列になっておりR5,R10-R80などの系列があります。標準数を利用するメリットの例を挙げます。
直径を少し大きめにする場合
1mmと4mmの直径を大きめする時に両方に1mmを足すと、2mm(2倍)、5mm(1.25倍)となり、大きくなる比率が異なります。R5系列の等比数列を使うと1mm->1.6mm, 4mm->6.3mmとなり両方とも約1.6倍大きくなることがわかります。またドリル径なども標準数に準じて用意されますので、規格化された寸法値として利用できると思います。
図面寸法と加工難易度
図面に不適切な寸法を記入することで加工不可能になったり、大幅なコストアップにつながります。図面寸法の記入は簡単にできますが、設計者はその意味と加工難易度に及ぼす影響を考慮する必要があります。


タグ