6F材(6面フライス)とは、ブロック材の上下および側面4面すべてにフライス加工を施した素材のことを意味します。6面フライスが済んでいる素材は基準面ができており、面精度も出ている素材として、高い精度が求められる加工などに使われます。ここでは6F材が求められる理由や6面フライスで重要となる基準面、加工方法などについて紹介します。

目次
6面フライスとは?
6F材(6面フライス)とは、ブロックや板状の鋼材やアルミの角プレートなどの金属材料の6面すべてにフライス加工を施し、寸法精度や平面度、面同士の直角度を高めた材料のことです。
購入者が機械加工を施す目的で購入するブロックや厚みのある板の形で流通する金属材料は、黒皮材とよばれる熱間圧延鋼材や、ミガキ材とよばれる冷間圧延鋼材などが一般的です。このような材料は、だいたいの寸法でおおまかに切断して販売されるため、長さの寸法や側面の直角さ、平面度などがあまり高くありません。例えば、直方体の側面が斜めに傾いていたり、向かい合う側面同士が完全に平行でなかったりします。そのため、材料を加工しようと思っても、このような状態では正しい加工ができないため、前加工として加工基準面を作る必要があります。もちろん精度が必要な部位にも使うことができません。
しかし、あらかじめ直方体の6面全てにフライス加工を施し、ブロックとしての寸法精度や面同士の直角、平面度などの精度を高めた6F材であれば、前加工の工程を省けます。
では、実際に6F材や6面フライスでは、どの程度の精度が確保されているのでしょうか。
6F材(6面フライス)の精度目安
6F材は高精度な金属素材ですが、その公差基準は仕上げ方法(フライス加工や研磨)や要求精度等級によって異なります。一般的な6F材では寸法公差がおおよそ+0.1~+0.3mm、平面度は約0.05mm程度に収まります。
なお、これらの数値はあくまで一般的な鋼材(S50CやSS400等)の標準的な公差です。アルミ材(A5052等)の場合は、熱膨張の影響を受けやすいため慎重な公差設計が求められます。
また、6Fより小さい面粗さや、ミクロン単位の平行度・平面度が必要な場合は、研磨仕上げである「6G(6面研磨)」を検討してください。過剰品質にならない範囲で最適な仕上げを選択すれば、ムダなコストを抑えられます。
ここでは、6F材における板厚方向および長さ・幅方向(A・B寸)の寸法公差と、平面度・平行度などの精度基準について、標準サイズと大サイズの場合に分けて目安値を示します。
板厚公差
| 上下面仕上方法 | P | Q | N | M |
|---|---|---|---|---|
| フライス加工 | +0.1~+0.3 | 0~+0.2 | ±0.1 | −0.2~0 |
| ロータリー研磨 | +0.1~+0.3 | 0~+0.2 | ±0.1 | −0.2~0 |
| サーフェイス研磨 | +0.1~+0.2 | 0~+0.1 | ±0.05 | −0.1~0 |
A・B寸公差
| A・B寸法 | P | Q | N | M |
|---|---|---|---|---|
| 250mm以下 | +0.1~+0.3 | 0~+0.2 | ±0.1 | −0.2~0 |
| 250.5mm以上 | +0.1~+0.6 | 0~+0.5 | ±0.25 | −0.5~0 |
精度基準−標準サイズ− (最大値)
| 項目 | 板厚面仕上方法 | |||
|---|---|---|---|---|
| フライス加工 | ロータリー研磨 | サーフェイス研磨 | ||
| 板厚平行度(100mmに対して) | 0.05 | 0.012 | 0.012 | |
| 平面度(100mmに対して) | T4~7.5 | 0.1 | 0.05 | 0.05 |
| T8~15.5 | 0.07 | 0.03 | 0.03 | |
| T16~25.5 | 0.05 | 0.015 | 0.015 | |
| T26~50 | 0.05 | 0.012 | 0.012 | |
| 基準面直角度 | 100mmに対し0.015 | |||
| 全周面取り | C0.2~C0.5 | |||
精度基準−大サイズ−
| 項目 | フライス加工 | ロータリー研磨 | サーフェイス研磨 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| A・B寸法 | ~500 | ~1000 | 1000.5~ | ~500 | ~1000 | 1000.5~ | ~500 | 500.5~ | |
| 平面度 (全長に対して) |
T5~9.5 | 0.3 | 0.5 | 0.7 | 0.3 | 0.5 | 0.7 | 0.1 | 0.2 |
| T10~19.5 | 0.3 | 0.4 | 0.5 | 0.3 | 0.4 | 0.5 | 0.1 | 0.2 | |
| T20~29.5 | 0.2 | 0.3 | 0.5 | 0.2 | 0.3 | 0.5 | 0.05 | 0.1 | |
| T30~50 | 0.2 | 0.3 | 0.3 | 0.2 | 0.3 | 0.3 | 0.05 | 0.1 | |
| 板厚平行度(100mmに対して) | 0.05 | 0.012 | 0.012 | ||||||
| 基準面直角度 | 100mmに対し0.015 | ||||||||
| 全周面取り | C0.2~C0.5 | ||||||||
6F材(6面フライス)のメリット
基準面を取りやすく、直角度・平行度を確保しやすい
6F材はあらかじめ6面すべてが精密に直角・平行に加工されているため、機械加工時に基準面を設定しやすいという利点があります。工作物の一面をフライス盤のバイス(万力)の固定面にしっかりと当てるだけで、その面を基準に他の面との直角度や平行度を容易に確保できます。
素材自体が正確な直方体になっていることで、穴あけや追加の切削加工を行う際も、測定やセッティングにかかる手間を減らし、加工精度のばらつきを抑えることができます。
寸法精度の高い材料としてそのまま使いやすい
6F材は高い寸法精度と平面度が確保されているため、場合によっては追加工なしでそのまま部材として使用できます。例えば、治具のスペーサーや精密なブロック部品など、素材寸法がそのまま必要な寸法に近い場合には、6F材を購入してそのまま利用するだけで、部材として成立する場合があります。
フライス加工による仕上げ面は研磨面ほど滑らかではないものの十分平滑であり、全周にわたり面取りも施されているため、安全に取り扱える点も利点のひとつです。
高精度な素材として、設計寸法どおりのブロック形状を即座に得られる6F材は、試作品や単品製作でも重宝します。
前工程を減らせるため、加工時間の短縮につながる
通常、粗材(黒皮材や一般鋼材)から精密加工を行う場合、まず基準面出しや荒削りの工程が必要です。6F材であれば、素材準備段階ですでに直角度・平行度が確保されているため、こうした前準備の切削を行う必要がありません。その結果、加工時間を短縮でき、生産リードタイムの短縮やコスト削減につながります。加工者にとってもセットアップが容易になり、段取り替えの回数削減や工具摩耗の低減といった副次的な効果も期待できます。
なお、素材単価は6F材のほうが高くなりますが、前工程削減による工数低減効果により、トータルではコストメリットが得られる場合が多いでしょう。
加工歪みを抑え、寸法精度を安定させられる
6F材のメリットとして、加工時の歪みや反りを抑えられる点が挙げられます。黒皮材などの粗材は、製造工程における熱間圧延などの影響で内部に「残留応力」を抱えています。この状態でいきなり片面だけを削り出すと、応力のバランスが崩れて材料が反るおそれがあります。
あらかじめ全周を削り取っている6F材は、内部応力が一定程度解放されているため、粗材に比べて影響を抑えやすい場合があります。
管理コストを可視化し、リードタイムの予測が容易になる
6F材を調達すれば、加工にかかるコストの把握と管理がしやすくなります。社内で黒皮材からフライス加工を行う場合、人件費や機械の稼働時間、工具の消耗といった「見えないコスト」を正確に算出するのは困難です。
6F材として購入すれば、これらの加工賃が材料費として明確に数値化されるため、より正確な原価管理が可能になります。
また、素材の基準面出しという工程を外部に委託することで、自社の設備をより付加価値の高い精密加工に集中させられます。
4F材(4面フライス)との違い
直方体の材料には、「上面・下面・前面・背面・左側面・右側面」の計6つの面があります。「2F」「4F」「6F」は、このうちどの面にフライス加工を施しているかを表す呼び方です。それぞれの違いを整理すると次のようになります。
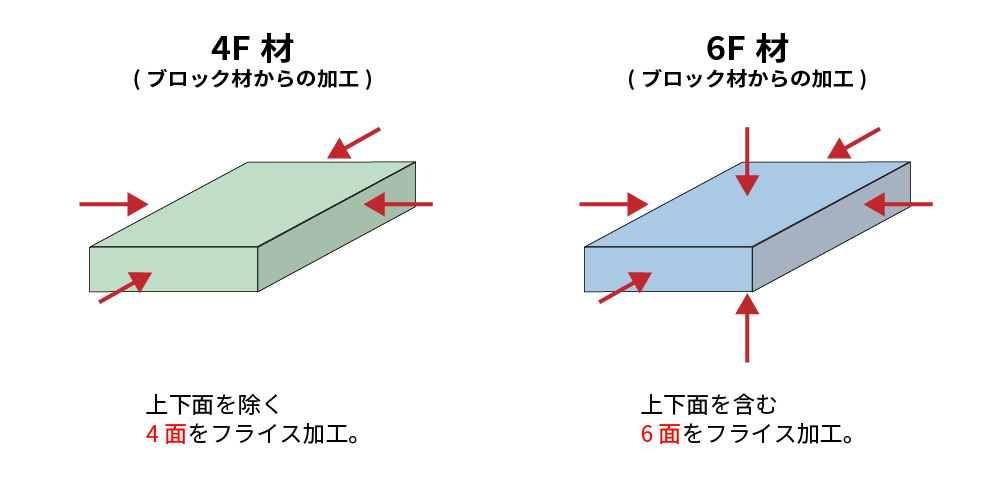
- 6F:6面すべてをフライス加工で仕上げたもの
- 4F:上下2面を除いた側面4面をフライス加工で仕上げたもの
- 2F:上面・下面の2面のみをフライス加工で仕上げたもの
4F材と6F材の違いは、フライスで加工された面の数にあります。6F材は直方体のすべての面に加工されますが、4F材では天面と下面を除いた4面に加工されます。4面フライスは、主に冷間圧延鋼板やアルミの角プレートに対して行われる加工です。冷間圧延時にローラーで加工された面ではない4面にフライス加工を施します。
冷間圧延時にローラーが当てられた面は素地のままのためフライス加工ほどではないものの、それなりに高い寸法精度や平面度をもっています。そのため、そこまで高い精度を求めない場合や、精度を必要とする面の数が低い加工を行う場合などには、4F材を使用します。6面すべてを加工しなければならない6F材にくらべ、安価なのが特徴です。さらに手軽な選択肢としてフラットバーという素材もあります。平鋼ともよばれる、平らで長い棒状の素材です。
4面フライスと6面フライスの比較表
4面フライスと6面フライスの違いをまとめると次のようになります。
| 項目 | 4面フライス (4F材) | 6面フライス (6F材) |
| 加工面数 | 上下面以外の4面を加工。上下2面は素材圧延時のまま。 | 6面すべてを加工。 |
| 対象素材 | 主に厚板プレート材(冷間圧延鋼板、アルミ板など)。 | ブロック材(厚みのある鋼材、アルミ角ブロックなど)。 |
| 精度・平面度 | 未加工の上下面にもある程度の平面度はあるが、6Fほどではない。 | 全面加工済みのため寸法精度・平面度ともに非常に高い。 |
| 面粗度 | 上下面は圧延肌のため、フライス面より光沢があるが、微細な傷がある場合がある。 | 全面がフライス特有の刃跡となり、均一で清浄な面。 |
| 内部応力 | 未加工面に圧延時の応力が残っているため、追加加工時に反りが出やすい。 | 全面削り取りにより応力が緩和されており、追加加工時の精度が安定しやすい。 |
| 主な用途 | 高精度を要しない部品、または精度が必要な面が限られる場合に使用。 | すべての面の精度が要求される部品や高精度加工に使用。 |
| コスト | 6Fより低コスト(加工面が少なく手軽)。 | 4Fより高コスト(加工面が多いため)。 |
6面フライスを施す際に重要な3つのポイント
6面フライスを行う際には、より正しい直方体を作るために次の3つのポイントが重要です。
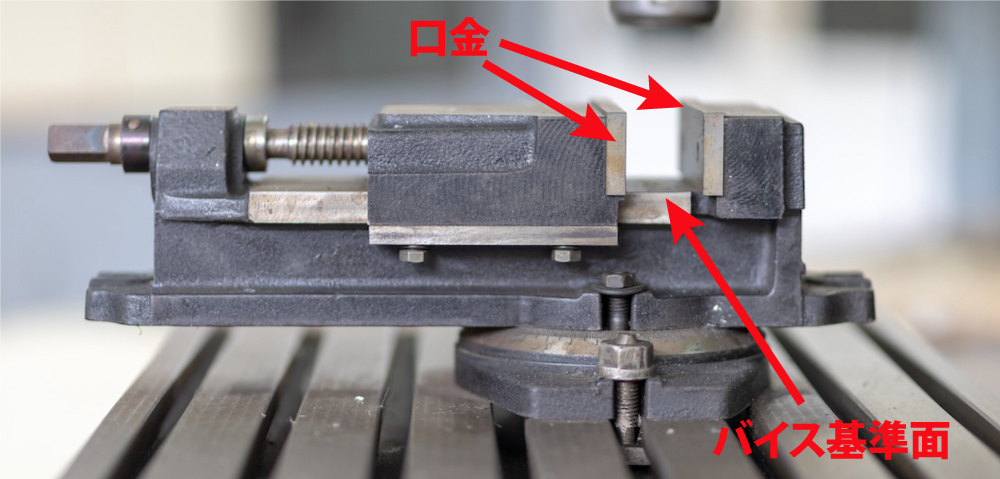
マシンバイスの基準面
マシンバイスとはフライス加工を行う際に、フライス盤のテーブルにワークを固定するための工具です。スライドする口金でワークを挟んで把持します。口金と口金の奥にあるのがバイスの基準面です。マシンバイスの口金の面がフライスの主軸と正しく平行になっていなければならず、さらにバイスの基準面はフライスの主軸と直角になります。もしも口金がフライスの主軸に対して傾いていれば、フライスによって削り出された面も傾いてしまいます。ワークの基準面を正しく作るために、マシンバイスは精度が保証されたものを使用し、フライス盤に正しく固定することが重要です。
ワークの基準面
ワークがマシンバイスの口金に当たる面も重要です。6面フライスでは、最初に基準面を加工します。そのためそれ以降に加工される面においては、ワークの基準面が正しくマシンバイスの口金に当たっていれば、基準面に対して正しく直角になります。
ワークの固定方法
6面フライスにおいて、基準面加工後の加工は基準面を基準に行っていきます。しかしこのとき、ワークの固定が正しく行われていなければ、正しい加工ができません。6面フライスにおいて基準面の対面が未加工の場合、口金の片側は基準面に接触させますが、対面は必ずしも基準面と平行になっていないため、正しい把持ができなくなってしまいます。そのため基準面の対面は、面あたりではなく線あたりで固定とするといいでしょう。このような場合には、対面と口金の間に丸棒やキーを挟みます。

6面フライスで使用する設備
6面フライスでは、名前の通りフライス盤を使用します。フライス盤とは刃物を回転させて材料に押し当てて加工する、切削加工用の機械です。
フライス盤で使用される刃物は大きく分けて3種類あます。正面フライスとエンドミル、そして溝フライスです。
正面フライスは広い平面削るための刃物で、大きめの円の円周に等間隔に刃が付けられた構造をしています。6面フライスでは一般的に平フライスが使われます。

エンドミルはドリル刃のような形状をしています。しかしドリルは先端で穴を開けていくのに対し、エンドミルは側面で材料を削り取っていきます。立ち壁の加工に使われます。

溝フライスは名前の通り、材料に溝を掘るための刃物です。スロットカッターともよばれます。6面フライスでは使用しません。T溝加工に使われるTスロットカッターや、アリ溝加工に使われるアリ溝カッターなど、溝の形によっていくつかの形状があります。
6面フライスの加工方法
続いて実際に6面スライスを行う際の手順を紹介します。重視する精度などにより、いくつかの手順があるので、ここで紹介するのは一例です。
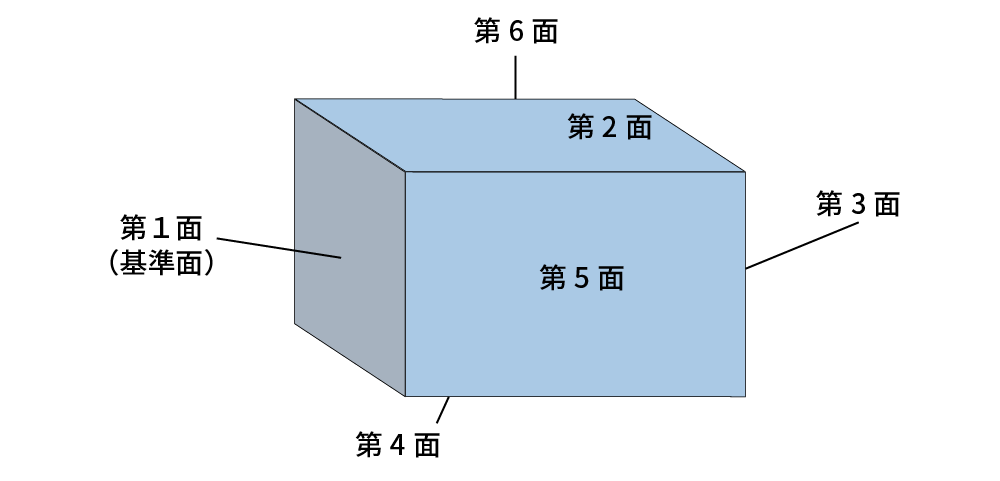
まずは各面の呼び方を次の図に示します。
1.材料を取り付ける
まずはバイスに材料を固定し、フライス盤に取り付けます。加工前の状態では各面の面精度や直角も出ていないため、バイスの口金との間に遊びがある場合には紙などのスペーサーを噛ませ、しっかりと固定しましょう。
2.基準面の捨て加工する
6面フライスで一番に最初に行うのは、基準面となる第1面の捨て加工です。この加工により、基準面が口金と正しく接触できるようになります。
3.基準面に直角な面を加工する
続いて基準面に直角な、第2面を加工していきます。捨て加工で作られた基準面をマシンバイスの口金にしっかりと突き当て、対向面である第3面と口金の間には丸棒やキーを挟んで口金を締めます。こうすることで、第2面と基準面が正しく直角になります。
4.基準面に対向な面を加工する
第2面を口金に当て、第3面を加工します。またこのとき、ワークの基準面はバイスの基準面に合せます。これにより第2面と第3面も正しく直角になり、第1面と第3面は平行になります。
5.基準面に直角な残りの面を加工する
第3面と第1面を口金で挟み、第2面をバイスの基準面に当てて第4面を加工します。続いて、第3面と第1面を口金で挟んだ状態で、第2面や第4面がバイスの基準面と直角であることをゲージなどで確認しながら第5面を削り、最後に、第3面と第1面を口金で挟んで、第5面をバイスの基準面に合せて第6面を削ります。
6.基準面を削りなおす
最後に第2面を口金に合せ、第3面バイスの基準面としっかり合っていることを確認しながら基準面を削り直します。これにより隣り合う全ての面の直角が確認されます。

まとめ
6F材とは、直方体形状の金属材料の6面すべてにフライス加工を施し、寸法精度・平面度・直角度を高めた機械加工用素材のことです。黒皮材やミガキ材のように前加工で基準面出しを行う必要がなく、加工準備の手間や時間を大幅に削減できるため、高い精度が求められる部品加工や治具製作、試作などで広く用いられています。素材単価は高めですが、前工程の削減や加工精度の安定によって、トータルコストやリードタイムの最適化につながる点が6F材の大きな特長です。