加工図面で手配する場合に、とてつもなく高額な見積書を受け取ることがあります。部品形状的は複雑ではなく3D CADでのモデリングや2次元図面作成も数分で出来るのに、加工屋さんからは“こんな図面じゃ加工できないよ”、“高くても良いならやるよ”などの答えが返ってきます。
目次
加工コストが高くなる加工図面とは?
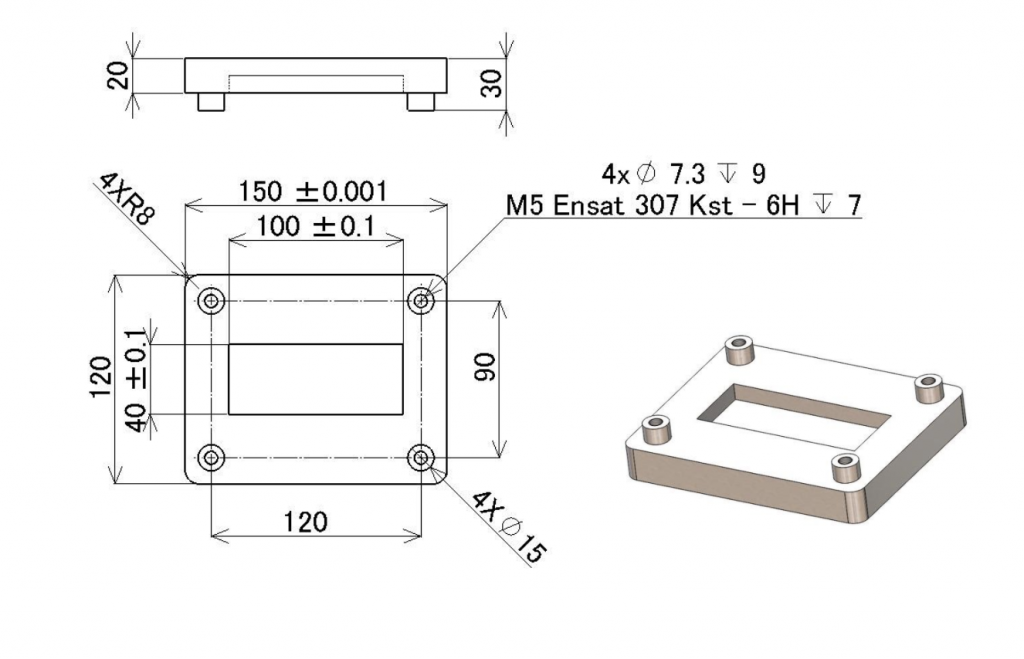
下記に筆者が駆け出しの設計者だった頃に手配した部品図を示します。案の定、複数の加工屋さんには断られ、受けてくれる場合には高額な見積もりになってしまいました。原因はどこにあるのでしょうか?
コストが高い理由
理由① 素材の定型寸法
- 部品の最外形サイズと素材サイズの違いが有り過ぎると、加工面積が大きくなり加工時間=加工コストが高くなります。
理由② 特殊な規格
- 機械加工で一般的に使われない様な規格のネジ穴などは工具の新規購入などが必要となり加工コストが高くなります。
※熱処理工程:焼入れ・焼もどし・焼なまし・焼ならし など
理由③ ポケットの内側ピン角
- ポケット加工はエンドミルというドリルの様な工具を使って加工するので、角にはエンドミルと同じ径の角丸めが必要です。
- ピン角を作る場合には放電加工や、ワイヤーカットなどの加工方法が必要となり加工コストが高くなります。
理由④ 平面に立つボス(スタッド)
- 機械加工は切削加工ですので、ボスを作るためには周りをたくさん削る必要があり、加工時間=加工コストが高くなります。
- フライス盤は直線加工(手動加工の場合)が得意ですので円筒状のボスは加工が困難です。従ってNC工作機械が必要となりCAMデータ作成などの追加工数が多くなり加工コストが高くなります。
理由⑤ その他
- 部品外周などに角丸めがあるとNC工作機械が必要となり、加工コストが高くなります。
- 過度に厳しい公差があると加工工程の見直しや、複数の工作機械を使用する必要があり加工コストが高くなります。
加工コストを抑えるために
下記に加工コストを抑えた加工図面を示します。
加工コストが安くなるポイントはどこでしょうか?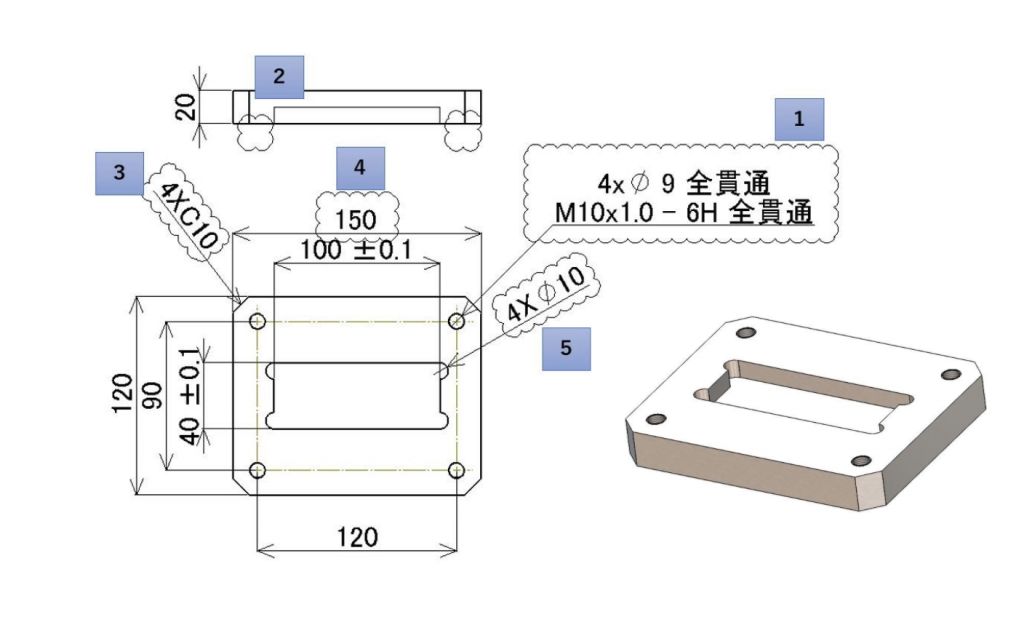
ポイント① 汎用的な規格
- 一般的に利用される規格、サイズのネジ穴を利用します。
- 工具も揃っていて加工コストが安くなります。
ポイント② 平面状のボス
- ボスの切削加工をやめて、汎用部品のスタッドを利用します。
- スタッド部品の購入と組み立てが必要ですがトータルコストが安くなります。
ポイント③ 角丸めを面取りにする
- 角丸めを面取りに変更するとフライス盤での直線加工が可能になり加工コストが安くなります。
ポイント④ 公差をゆるくする
- 公差をゆるくすることで、加工工程の簡素化、加工時間の短縮が図ることが出来、加工コストが安くなります。
ポイント⑤ ポケットの内側形状
- ピン角部分に円形の“逃げ”を追加することでフライス盤での加工ができます。
まとめ
ひと昔前の設計者でしたら、加工コストを意識した図面作成は常識でした。また、購買部門の担当者も加工に精通して設計者の図面にアドバイスしていましたが、近年は部門間の繋がりが気薄になりノウハウが継承されていない企業が見受けられます。設計者は現場に足を運び、自分のノウハウを増やすことが急務だと筆者は考えます。
こちらから、低コストで3次元加工を実現させるコツに関する資料を無料でダウンロードいただけます。
図面関連記事
板金設計者向け加工図面の基礎 書き方や読み方、問題と対策など製図のポイント
見積もり関連記事
製品開発における「試作」とは?種類、設計のポイントを詳しく解説


タグ