樹脂加工のなかでも代表的なプラスチックの射出成形は、温めて溶かした樹脂を金属で作った金型に流し込みます。今回は射出成形には欠かせない金型の製作方法について紹介します。
目次
1.金型のおおまかな形を作る 荒加工(前加工)からマシニング加工

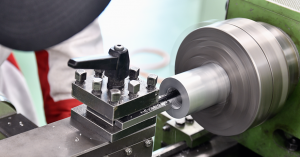
金型は名前の通り「金属」の「型」です。金型はブロック状の金属の塊を切ったり削ったりして作ります。実はこの金属の塊には、ブロックの製造時に発生した内部応力などが残っています。そのためまずは、ブロックに10mm以上の大きめの穴をあけたり、切込みを入れたりして応力を除去して材料の歪みを取ります。この工程を荒加工(前加工)といいます。またこのときに、荒取りも行われます。荒取りとは材料をおおまかに金型の形に削り出す加工です。たとえば深さ20mmの溝を掘る場合には、まずはザックリと17mmくらいを削り、残りの3mmを削りながら溝の底を整えていくと思います。このときのザックリ削る17mmが荒取りに該当します。
荒取りの後はマシニングなどの機械加工で、金型の形状を削り出していきます。
また金型を製作する場合には、荒取りとマシニングの間に熱処理が行われる場合が多いです。熱処理は全ての機械加工の後に行うのが一般的ですが、熱処理により形状が微妙に変化してしまう可能性があります。金型は基本的に非常に高い精度を必要としますので、先に熱処理を行うのです。熱処理により硬化した範囲のなかでマシニング加工を行えるように、荒取りの寸法や熱処理の工程が調整されています。
2.金型の細部を作る 放電加工、ワイヤカット、研削加工
さまざまな形が作れるマシニングセンタですが、弱点もあります。たとえば隅Rの小さな凹形状は、刃物の形状などの都合で加工が難しくなります。そのため金型に要求される形状の全てがマシニングセンタで作れるわけではありません。
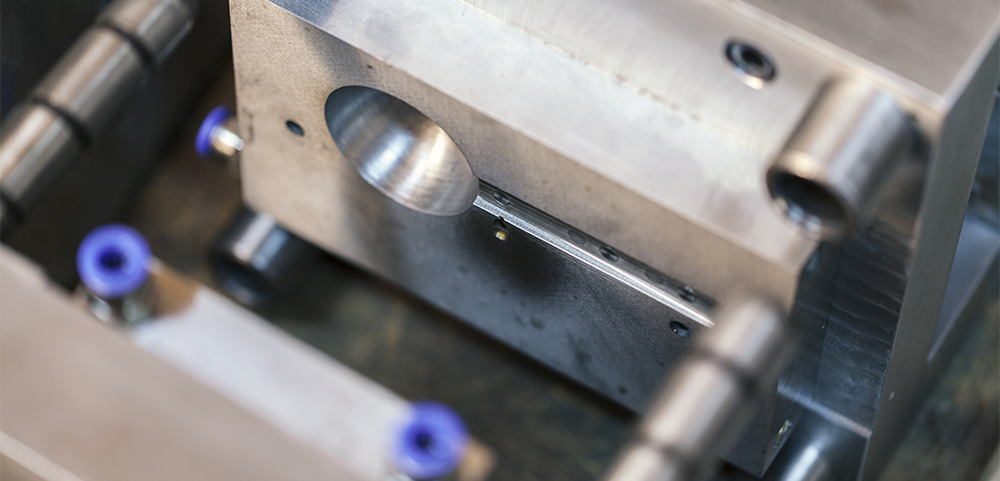
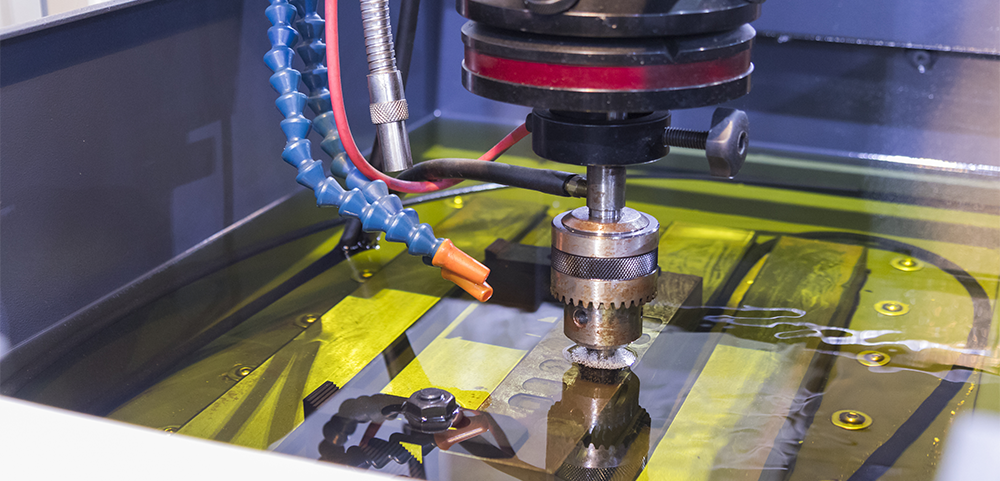
マシニング加工が終わると、マシニングでは難しかった部分の加工に進みます。放電加工機を使用し、深い溝(樹脂製品の形状としては高い立壁)やエッジ形状を加工していきます。放電加工機は、加工物と電極の間でアーク放電を起こしてワークの表面を除去します。
さらにワイヤカットを用いてエジェクターピン(Eピン)などを通す穴の加工も行います。ワイヤカットも放電加工の仲間で、ワイヤーとワークの間でアーク放電を起こしています。
放電加工やワイヤカットは切削加工に比べて加工速度は遅いですが、なめらかな加工面が得られます。そのため仕上げの研磨がしにくい場所の加工にも向いているのです。

3.金型の仕上げ 磨き、表面処理、組み立て

金型の形状が出来上がると、磨き加工に進みます。樹脂製品のなめらかな表面を実現するためには、高度な技で金型を磨く必要があります。多くの場合、金型の磨きは手作業で行われています。またシボ加工が求められる部位には薬品などを用いた表面処理が行われます。
最後にEピンやスライド、入れ子などの必要な部品を全て集め、金型を組み立てます。複雑な形状の金型の場合、組み立ても非常に難しい作業になります。
組み立ての後は、実際に射出成型機に金型をセットし、ファーストトライが行われます。金型のトライでは、それぞれのパーツが正しく駆動するか、成形された樹脂部品がきれいに金型からはがれるか、成形品に不具合がないかのチェックが行われます。
まとめ
樹脂製品の射出成形には欠かせない金型は、非常に多くの工程を経て製作されています。金型の精度が加工製品の品質に大きく影響し、金型加工の高度な技術によって、樹脂加工は支えられているのです。