樹脂製品には、平らな面に突起があったり、凹んでいたり、何かでカットされたような傷がついているような箇所があります。これらはゲート跡といい、樹脂の射出成型でなくてはならないものです。今回はゲートとは何なのか、そして代表的なゲートの種類と特徴について解説します。

目次
ゲートとは?
射出成型とは樹脂の代表的な加工方法で、溶かした樹脂に圧力を加えて金型に流しこみ、冷やして固める方法です。ゲートは射出成型機から金型へ樹脂を流しこむための入り口で、ゲート跡はどの金型にもあります。また、ゲートまでの樹脂の通り道をランナーといいます。
ゲートは樹脂を流しこむための入り口としての役割だけでなく、圧力や流入速度の調整、逆流防止や温度を制御するなどの機能も持っています。またゲートは一か所とは限らず、製品の形や大きさによって複数設置することもあります。製品の寸法や外観は、ゲートの種類や位置などで変わってくるため、製品形状や材質にあったものを選ぶことが大切です。
ランナーとゲートは、冷えたあとは製品とつながったまま固まります。ほとんどの場合には、固まった後に不要なのでカットします。人がニッパーなどでカットすることもありますし、ゲートの種類によっては型を開く時や製品を取り出す時に自動でカットすることもあります。
ゲートは製品の品質や生産性から人件費などのコストに関わってくるため、特徴を理解して適切に設置する必要があります。次に主なゲートの特徴を紹介します。
ランナー不要のダイレクトゲートと側面から入れるサイドゲート
- ダイレクトゲート
ダイレクトゲートにはランナーがなく、直接製品につながります。ランナーがないので使う樹脂の量を少なくできるため、材料コストを安くできます。ダイレクトゲートは、樹脂を流しこむときの圧力を大きくできるので、大きい製品や平均肉厚が厚い製品に向いています。金型の構造は、単純で作りやすいです。成型後にはゲートカットが必要です。 - サイドゲート
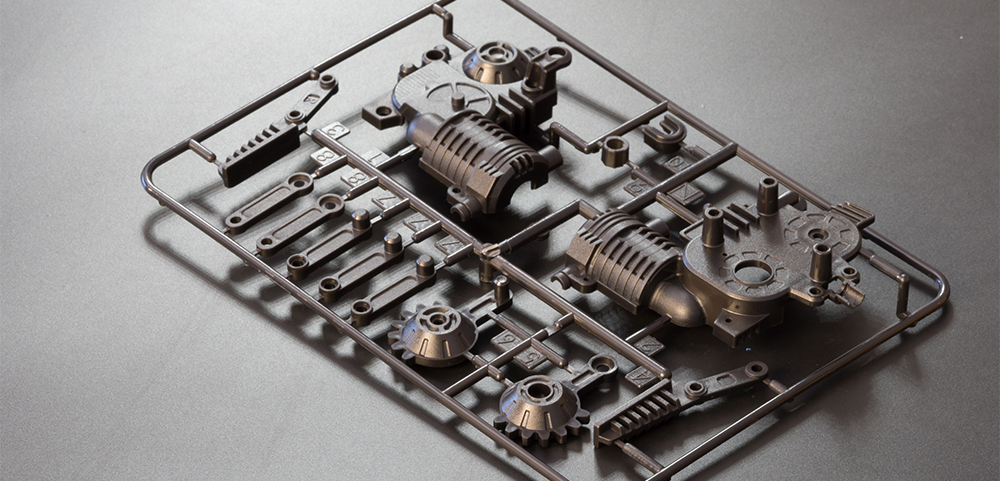
製品の側面につけるのでサイドゲートといいます。多数個取りもできるので、とてもよく使われるゲートです。身近な例ではプラモデルがイメージしやすいでしょう。プラモデルは、ランナーとゲートが残っている状態で販売されています。サイドゲートは、自動でゲートカットできないため、ニッパーなどをつかってカットします。カットした跡が残るので、目立たないような場所を設計者と相談してゲート位置にします。 - ジャンプゲート
ジャンプゲートは、サイドゲートと似ています。サイドゲートが製品の側面につけるのに対して、ジャンプゲートは上面または下面につけます。ゲートカットが必要です。 - フィルムゲート
フィルムゲートは、製品の面に沿ってランナーをつけたフィルム状のゲートです。
入り口であるゲートの幅が広いので均一に樹脂が流れこみ、反り防止などに効果的です。そのため薄板状の製品に向いているでしょう。フィルム状なので、ゲートカットに手間がかかります。

後処理不要なゲートの種類と特徴
- サブマリンゲート
サブマリンゲートは、トンネルのような形をしているゲートです。金型が開くときに自動でゲートカットされるので成型後の手間がかかりません。流動性の悪い樹脂や、ガラス入りの樹脂には向いていません。また金型の形状が複雑なため、金型製作のコストが高くなります。ゲートカットが不要なので、ロットが多い製品に使うといいでしょう。 - バナナゲート
バナナゲートはサブマリンゲートにとても似ています。ランナーから製品連結部までがバナナのようにカーブしています。外形にゲートを設置できない場合に、製品の外形をよけるようにして内側の面などにゲートを設置します。ゲートカットは不要ですが、加工はさらに難しくなり型コストはかかるでしょう。 - ピンゲート
ピンゲートは、ゲート部が細くなっています。ランナーを自由に配置しやすく、ゲートを複数配置することも可能です。ピンゲートは複雑な形状の製品でも、高い品質で加工可能です。複数取りも可能で、ゲートカットが不要なのでロットが多い製品に向いています。
一方で、型構造は複雑なため金型コストがかかります。
まとめ
射出成型のゲートは、製品の寸法や外観品質に関わります。また、取り数や後処理の有無などで製品の生産性やコストが変わってきます。それぞれの特徴を把握して、コスト、製品の成型しやすさなどから最適なゲートを選択しましょう。
メビーの詳細を見る >>