第13回では、「搬送ストロークを変更したい!」というお客様の要望から、「ロングストロークの搬送が簡単に設計できるタイミングベルト駆動を採用する」ことを考え、その時に発生する問題点である、「停止時のオーバーシュート」について考えました。その原因はタイミングベルトの剛性(ばね定数)が影響するので、ベルトの許容張力と伸びからばね定数を考えると、オーバーシュート量は予測可能ということがわかりました。
今回はエアシリンダと吸着パッドを使用した吸着搬送装置で板状のワークを搬送する場合に、仕様変更によりワークの板厚が薄くなった場合の注意点と検討事項を見ていきます。テーブル状のところでワークを吸着する場合には板厚の影響はありませんが、ローラーコンベアのようなワークの一部しか支えていない状態から吸着する場合は、吸着パッドの位置によっては押付け圧力(押付け力)によりワークが変形し、吸着不良やワークの破損に繋がります。
この場合、吸着パッドの押付け圧力を低くすればよいわけですが、電磁弁の一次側(Pポート側)の減圧弁で圧力を低くすると、押付け側だけでなく、引き込み側の動作圧力も低くなり、コンベアからワークを引き上げることができなくなるという問題が起きます。
このようなことが起きないように電磁弁の二次側(AまたはBポート)に減圧弁を設置し、減圧をすればいいのですが、注意すべき点が幾つかあります。今回はこの二次側減圧弁の利用と注意点について見ていきます。
板状のワークを扱う装置は多種多様なものが考えられますが、今回は、ローラーコンベア上からワークを吸着し、上昇する吸着搬送装置をモデルとして考えていきます。
目次
1.吸着時に問題が発生する事例
【図1】~【図3】にローラーコンベアから吸着する状態を示します。この中で、一つだけ、吸着時に問題が発生するものがあります。どれか、わかりますか?
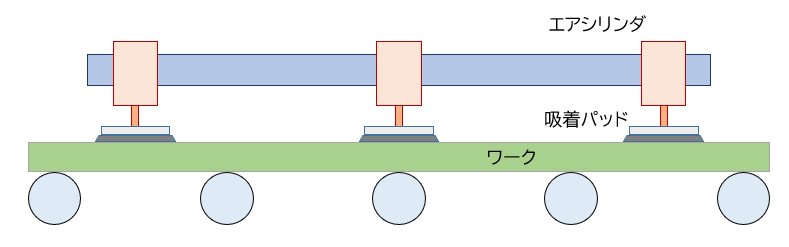
【図1】ローラーコンベア上でのワーク吸着例(1)
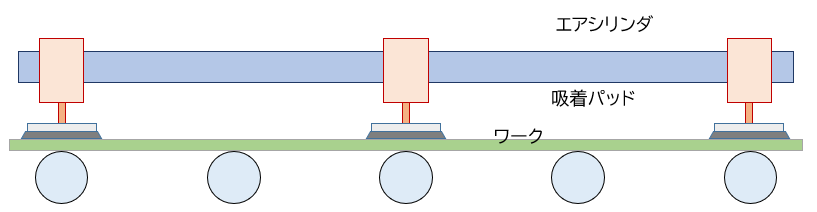
【図2】ローラーコンベア上でのワーク吸着例(2)
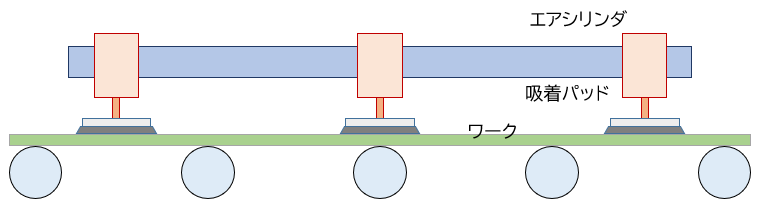
【図3】ローラーコンベア上でのワーク吸着例(3)
正解は【図3】の吸着例(3)です。
3つのワーク吸着条件を比較してみると、
- 【図1】では、ワークの厚さが厚いため、吸着パッドで押さえられてもワークがたわむことはありません。
- 【図2】では、ワークの厚みは薄いですが、吸着パッドが押さえる位置はローラーコンベアの上であるので、ローラーがワークを支持するため、ワークはたわみません。
- 【図3】では、ワークが薄いので、吸着パッドが押さえると、【図4】のようにワークがたわみます。
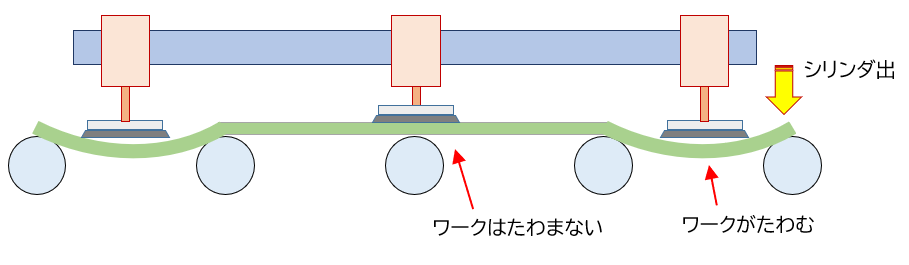
【図4】吸着時にワークがたわむ
「吸着パッドをワークに押付ければ、そうなるでしょ。」と考える方もおられると思います。しかし、吸着パットを全く押付けることなく吸着することはできません。吸着パットはワークに対していくらか押し付けることでパッドのリップ部分を変形させ、リップとワークの隙間をなくし、パッドの真空度を上げることができます。吸着するためには、必ずパッドをワークに押付けなければなりません。
では、ワークが“たわまない”ためには、どうすればいいでしょうか?
答えは簡単です。吸着パッドをワークに押付ける力を小さくすれば良いですね。
押付ける力は、シリンダに掛かる力を小さくすればいので、回路の減圧弁で調整することができます。ここで、減圧弁の設置位置を確認して欲しいのですが、ほとんどの場合、エアフィルタとセットで設置してあると思います。この減圧弁で圧力を低くするとどうなるでしょうか?どこの圧力が変化するかわかりますか?
2.減圧弁の設置位置と動作圧力(一次側減圧と二次側減圧)
ここまでお話しした通り、ワークのたわみを抑えるためには【図5】のように押付け圧力を小さくすればいいことがわかりました。
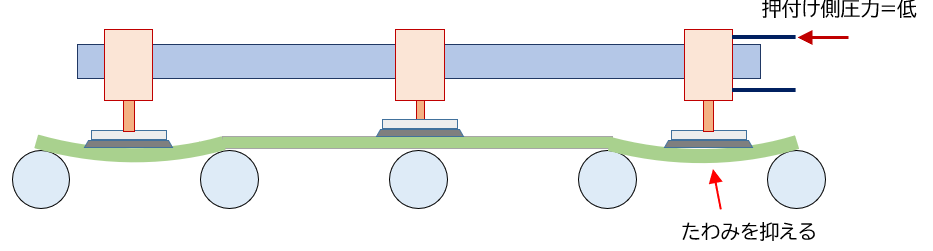
【図5】押付け圧力を低くしてワークのたわみを抑える
では、エアフィルタとセットになっている減圧弁(電磁弁一次側減圧弁)で減圧した場合に、ワークを吸着し、シリンダを戻して(引き込み)、ワークを上昇させるとどうなるでしょうか?
電磁弁に供給される圧力が低くなっているので、ワークを上昇させることができない、もしくはかなりゆっくりでないと上昇させることができない場合がほとんどでしょう。極めて薄いワークでは、吸着パットの間隔が狭くなる(吸着パッドの使用個数が多くなる)ので、今回考えた吸着パット1個にシリンダ1個の構造だと、シリンダの合計した推力は大きくなるため、影響が無い場合もありますが、吸着パッドにある程度の間隔を取れるワーク(吸着パッドの使用個数が少ない)ではシリンダの本数が少ないので圧力を下げると、推力が不足します。もし、推力が不足しないなら、シリンダのサイズ(ボア径)が必要以上に大きいかも知れません。
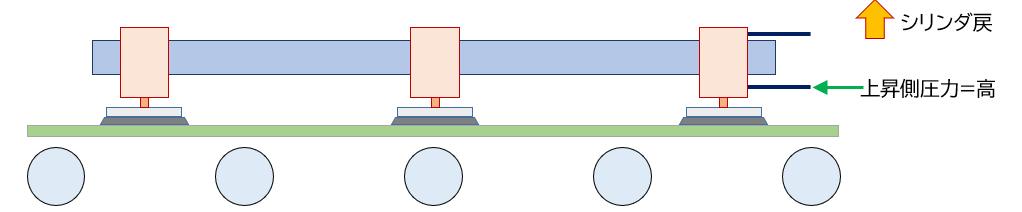
【図6】上昇側圧力は高い必要がある
したがって、薄い板状のワークの吸着では、【図5】のように押付け側圧力は低く、【図6】のように上昇側圧力は高いままである必要があります。このような回路はどのようにすれば作れるでしょうか。
【図6】で必要圧力の状況を整理すると、
シリンダ伸び側(押付け圧力):圧力低い(単独で調整)
シリンダ戻り側(上昇側圧力):圧力高い(回路全体の圧力)
となります。
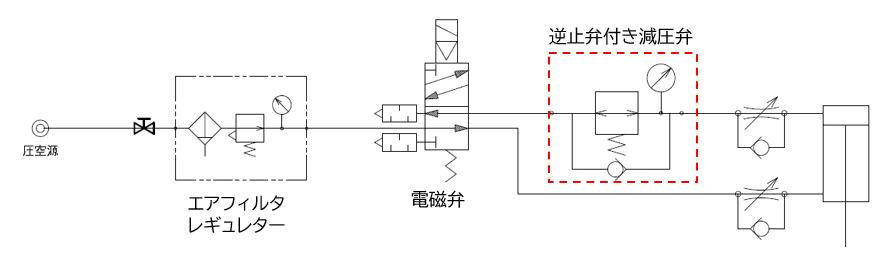
このように、シリンダ伸び側の圧力を単独で調整するには、【図7】のように電磁弁二次側に減圧弁を入れます。(赤で囲んだ部分)これにより、シリンダ伸び側(押付け側)の圧力だけを低くすることができます。
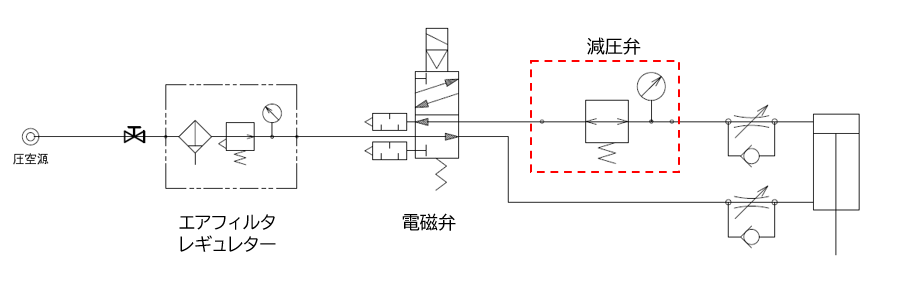
【図7】二次側減圧弁を導入した回路
このような減圧弁の使用方法を「電磁弁の二次側減圧弁」や「電磁弁二次側減圧」というような呼び方をします。
これで、解決したように思いますが、そうではありません。この回路で実際に動作させると、思ったようには動きません。伸び側の動きはいいのですが、戻り側(上昇側)の動きはスピードが出ないのです。ただ、減圧弁を入れただけではダメなんですね。
3.減圧弁の構造(逆止弁付き減圧弁とは)
エア機器のカタログを見ると、「減圧弁」にも色々あります。
- 減圧弁(一般的なもの*)
- 精密減圧弁
- 逆止弁付き減圧弁(チェック弁付きと記載される場合もあり)
などがあります。
*参考:MISUMI(総合Webカタログ)「エア用減圧弁」
【図7】で回路に組み込んだのは、①の減圧弁でした。この減圧弁の構造を簡単に図で示すと、【図8】のようになります。
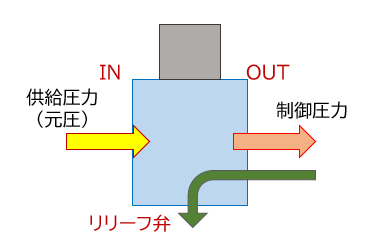
【図8】減圧弁の構造
IN側に入った供給圧力は減圧弁により設定圧力に調整され制御圧力としてOUT側へ出力されます。制御圧力側に外部から加圧されると、設定圧力を超えないようにリリーフ弁から圧力を逃がします。減圧弁はこのような動作を繰り返して制御圧力を一定に保ちます。
これだけ聞くと、【図7】の回路には何の問題もないように思えますが、リリーフ弁は非常に小さい口径(ハンドルのすき間から流出するような感じ)なので、シリンダの動作によるような急激な圧力変化に対してはリリーフ速度が追い付かず、シリンダの動作速度が上がらない結果になります。
このような場合に有効なのが、③逆止弁付き減圧弁です。回路図で示すと、【図9】のようになります。
【図9】逆止弁付き減圧弁を導入した回路
減圧弁をバイパスするように逆止弁(チェック弁)があります。制御圧力側に急激な圧力変化があると、この逆止弁が開き、供給圧力側に開放されます。この流路はリリーフ弁より口径が大きく設計されています。これにより、減圧弁のOUT側からIN側へ素早くシリンダの排気を流すことが出来ます。
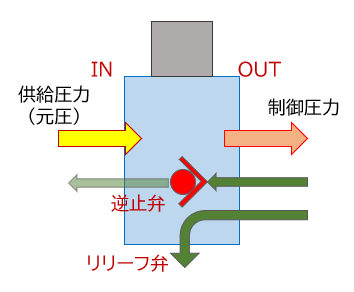
【図10】逆止弁付き減圧弁の構造
②の精密減圧弁もリリーフ速度が速くなるように設計されているので、逆止弁付き減圧弁に近い使い方はできますが、電磁弁の二次側減圧弁には逆止弁付き減圧弁を使用するのが良いでしょう。
精密減圧弁はここでは使用しませんでしたが、減圧弁OUT側(二次側)の圧力変動に対しての応答性が良くなるような構造となっています。シリンダの先端を指で触るとリリーフポートから排気音がするのが分かります。
テンションコントロール等に使用することが多い減圧弁です。
4.まとめ
今回は吸着パッドを使用する際に問題になりやすい吸着パッドの押付け圧力の制御方法について考えました。減圧弁はハンドルを回すと圧力調整ができるものですが、電磁弁二次側のような圧力変動が大きなところは得意ではありません。そのような時にこの逆止弁付き減圧弁を使用すると有効です。
薄い板状ワークの吸着を考える際の注意点としては、下記になります。
- 吸着パッドで押さえる部分にはワークの支持材があるか。
- 支持材を配置することができないなら、押付け圧力の調整ができる設計を考える。
- 押付け圧力はワークの剛性と吸着パッドの潰し代を考えて設計する。
- 最終的な圧力調整は試運転調整で決定する。
エア機器をある程度使い慣れていないと、電磁弁の二次側減圧弁を設置する回路は理解しにくいと思います。今回は吸着パッドでの例で考えましたが、「優しく押さえて、さっと退避」が必要な場面では、この二次側減圧弁の回路を思い出してください。
次回はロッドレスシリンダ使用時の不具合について考えていきます。単体で使用している場合は特に問題はないですが、リニアガイドと組み合わせる場合には注意すべき点があります。併せてリニアガイドの芯出し調整にも触れたいと思います。
それではまた。