今回も製品外周のアンダーカット処理に用いる機会が多い定番機構『スライドコア』について追加機能や設計のポイントなどを5つのパートで紹介していきます。
一、型内部のスライドコアの組付性 その一
製品形状や製品配置の都合で、金型の内部にポケットを彫り、そこにスライドコアを配置することがあります。
型外郭へ向かって抜けていないポケットになりますが、この場合スライドコアの組付性に注意が必要です。レールを外せばスライドコアを取り出せるのですが、レールの一部及びスライドコアのツバの一部を切り欠くことで作業性・組付性の向上が見込めます。
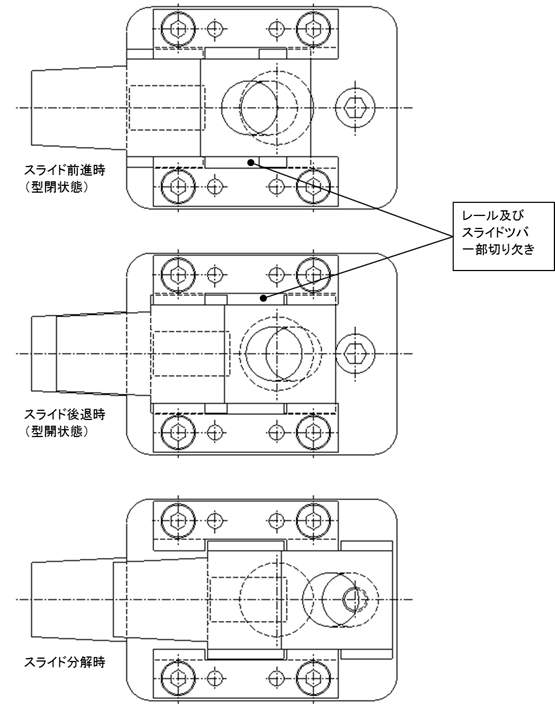
スライドコアが完全にレールからはずれるまで下がれるように長くポケットを彫ってもいいのですが多くの場合それは困難です。
スライドストッパーをはずしてスライドコアを後退させて来るとスライド分解時のポイントでレールをはずさなくてもスライドが取り出せます。ただしこのときスプリングが自由長まで伸びていることが条件となります。更にスライドコアにスプリングガイドを設けていればその分も考慮しなければなりません。
二、型内部のスライドコアの組付性 その二
トンネルスライドを金型の内部に配置する場合、注意が必要です。
型外郭へ向かって抜けていないポケットになりますが、レールを切り欠き、レールをはずさなくてもスライドコアが取り出せる工夫をしたとしても、その時点ではトンネルスライドピンが依然として入子に勘合したままというケースがほとんどで、結果取り出せないスライドコア(現実には組付けできないスライドコア)を設計してしまうことになります。トンネルスライドピンが入子のリーマ穴から抜け切るポイントは随分後方にあるのです。(図1)
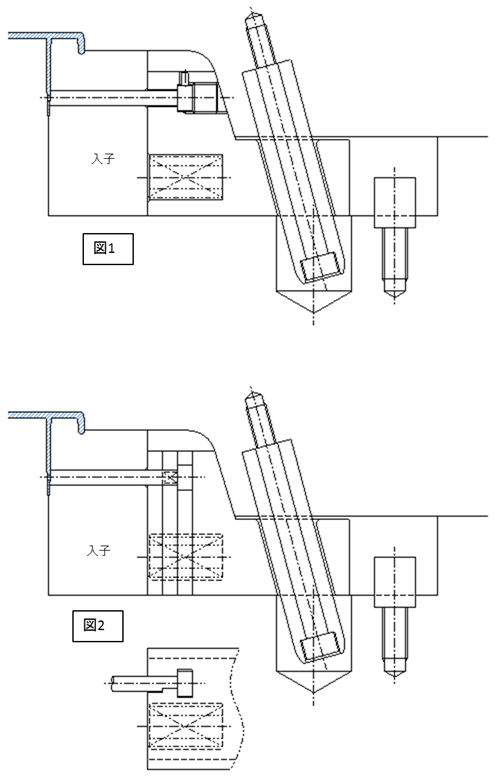
本を一部カットしたピンと勘合させます。ピン径によってはツバのDカットでも事足りるでしょう。
この方法でピンは入子に置き去りにしたままスライドコア本体が取り出せます。本体がいなくなればポケット内でピンを抜き取るスペースが生まれます。
三、丸物の製品のアンダーカット量
回転体の丸物のアンダーカット量には一つ注意が必要です。
丸物の製品の型構造を考える時、まず下図のようなセンターの断面をイメージします。アンダーカット量を割り出して型構造を決めますが、センターの断面だけで考えてはいけません。
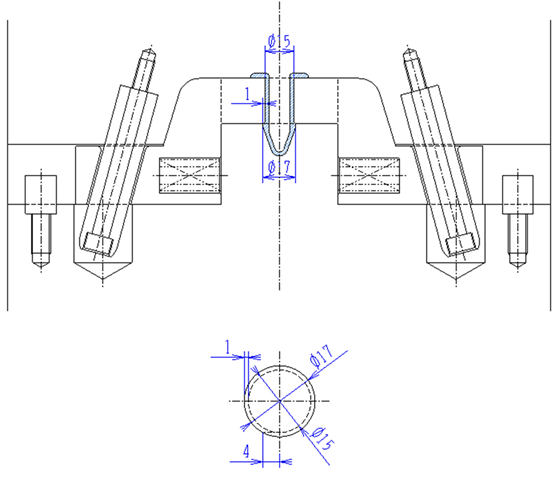
上図のような丸物の製品を例にすると、センターの断面だけでイメージした場合アンダーカット量を1mmと考えてしまいがちですが、2つ割りのスライドコアが横へ回り込んだ時に実際には4mmのアンダーカット量があります。
2次元の絵を見た時も3次元的にイメージすることが大切です。
四、固定主型と共ミガキが必要なスライドコア
スライドコアの先端部分がPL面より上(固定側)に存在し、意匠面側に割り線を出してスライドコアを設定する場合、固定主型とスライドコアを組んで一緒に磨かなければならない時があります。
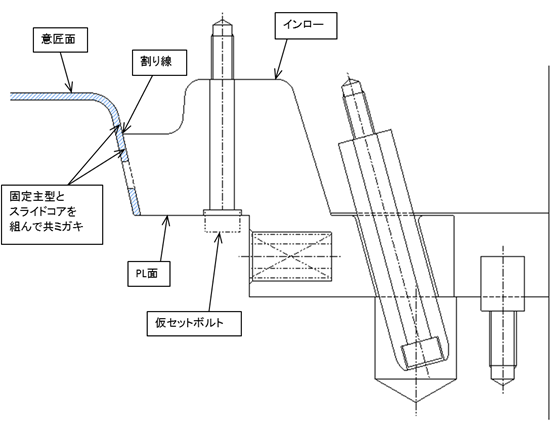
上図のようなスライドコアでは、固定主型とスライドコアでそれぞれの意匠面を磨いたとしても、結果として製品の意匠面の割り線上に微妙な段差が付く可能性が高いです。割り線が出ることはやむを得ないとしても、段差は忌避されることが多く、その場合型閉状態を再現するためインローを設けてスライドコアを固定主型に仮組し、同時に磨いてやる(共ミガキ)必要があります。
五、アンギュラカムによるスライドコアの作動
型開時、すぐにスライドコアが動き始めずにしばらくその場に留めておきたい場合があります。下図を例に取ると、キャビコアが反転したような製品で、何らかの対策がなされなければ型開き時に製品が固定に取られてしまう可能性があります。
このケースでは外周のアンダーカット形状を利用してアンギュラカムによるスライドコアの動きで取られを防止しています。
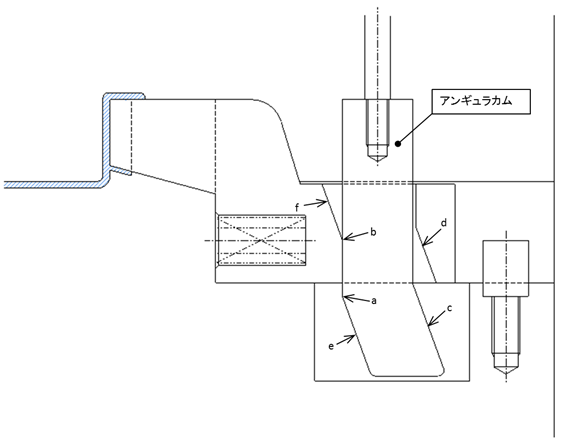
型が開き、アンギュラカムのa点がスライドコアのb点の位置に移動するまではスライドコアは動き始めません。c面がd面に当たりスライドコアを後退させますが、当った瞬間にa点がb点をクリアしている(a点がb点よりも固定側へ抜けている)必要があります。型閉時はe面がf面を抑え込んでスライドコアを前進させます。
以上、第七巻『スライドコア設計その二』でした。
新年一巻目となる次巻は引き続き定番機構『スライドコア』について紹介していきますが、もう少しマニアックな機構も合わせて紹介しますので楽しみにお待ちください。
ブログをご覧の皆さん、meviyスタッフの皆さん。本年から掲載をはじめた拙いブログですが一年間お付き合いいただきありがとうございました。来年も引き続きお付き合い宜しくお願いいたします。
皆さま。良いお年をお迎えください。




