
皿穴とは、ねじを通す穴のふちを、ねじ頭部の大きさよりも大きく円錐状に削った穴のことです。ねじの頭が製品面から飛び出さないため、薄板部品や、表面に突起を出せない箇所の締結に欠かせない形状です。皿穴に使う「皿ねじ」は頭部が円錐形状のねじで、取り付けには相手側の穴を皿穴形状に加工しておく必要があります。本記事では、皿穴・皿ザグリ・皿モミの違いから、加工方法、設計時の注意点まで解説します。
目次

皿穴とは?
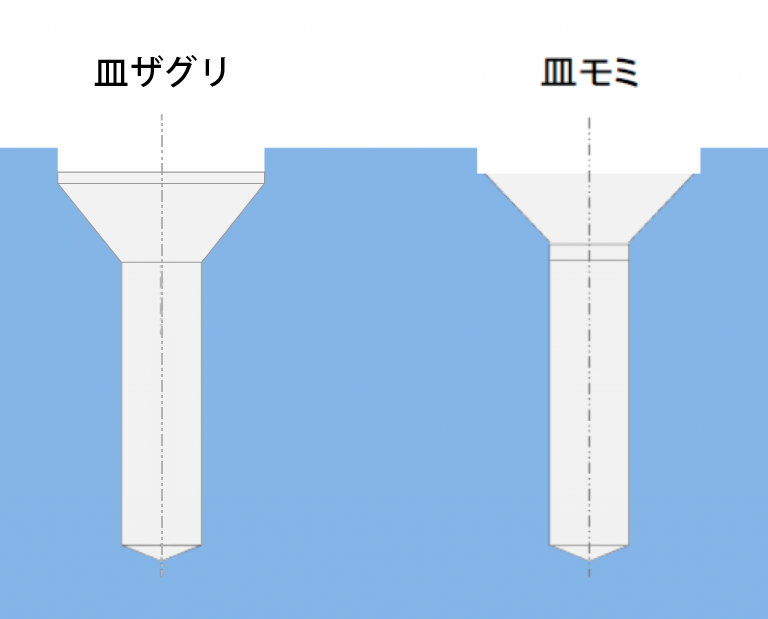
皿穴に関連する用語には「皿ザグリ」と「皿モミ」があります。実務ではほぼ同じ意味で使われ、「皿ねじの頭を表面に平らに入り込ませるための円錐形の加工・形状」を指す言葉です。
皿ザグリ
皿ザグリとは、穴のふちを円錐状に大きく面取りした穴のことです。頭部が円錐状の「皿頭形状」のねじ・ボルトを通す穴は、頭部に合わせて円錐状に加工する必要があります。こうすることで皿頭がすっぽりと穴に収まり、板の面から飛び出さなくなります。皿頭形状のねじやボルトは、表面にひっかかりを作りたくない箇所で使われます。身近な例では、ノートPCの裏面や底面の外装カバーを固定するねじに皿穴が使われています。
皿モミ
皿モミとは、穴のふちを円錐状に大きく面取りする作業のことです。皿モミでつくる形状はJISで規定されており、円錐の角度・深さ・直径は、使用する皿頭形状のねじやボルトの大きさに応じて決まります。
皿穴の寸法を定めるJIS規格(JIS B 1017・JIS B 1013)
皿穴の寸法はJIS規格を基準にします。参照すべき規格は次の2つです。設計時は、使用する皿ねじの呼び径に対応する皿穴寸法をJIS B 1017で確認しましょう。
|
規格番号 |
規定内容 |
|
JIS B 1017 |
皿ねじ用皿穴の形状・寸法。円錐の角度は90±1°。円錐部の直径、ストレート部の直径、ストレート部と円錐部の同心度を規定 |
|
JIS B 1013 |
皿ねじの頭部の形状を規定 |

皿穴の加工方法3種類|切削・バーリング・パンチング
皿穴の主な加工方法は、切削加工・バーリング加工・パンチング加工の3種類です。対象の材料(軸・ブロック材か薄板か)によって適した方法が異なり、コストや寸法精度にも差があります。
|
加工方法 |
主な対象材料 |
特徴 |
|
切削加工 |
軸物・ブロック材・切削樹脂(薄板も可) |
専用ドリルでJIS寸法どおりに高精度に削れる。薄板ではコスト増 |
|
バーリング加工 |
薄板(板金・プレス) |
穴の外周を突き出して成形。タップ加工で皿ねじ用の穴にできる |
|
パンチング加工 |
薄板(板金・プレス) |
型で塑性変形させて面取り。皿穴周辺の面がゆがむことがある |
切削加工
切削加工で面取りをします。ボール盤に皿穴用のドリルを取り付けて削っていきます。専用のドリルを使って、円錐部の角度や、穴径などをJISの寸法どおりに削ります。皿穴用のドリルを使わないと、きちんと皿ねじが収まらない形状になるため注意しましょう。金属の軸や切削加工の樹脂、ステンレスやアルミのブロックなどは切削加工が多いです。板金加工やプレスで使われる薄板でも使われることがありますが、加工コストが上がってしまいます。
バーリング加工
バーリング加工は、薄板の穴の外周を円筒形状に突き出す加工です。板金加工や、プレス加工で使われる加工方法です。バーリング加工は位置決め用のエンボスの代わりに使ったり、厚みが薄い板で、有効ねじ深さを得るために使われたりします。
バーリング加工で皿穴形状に加工することが可能です。皿バーリングと言われています。 皿バーリング用の型を使うことで成形できます。また、タップをつけることで皿ねじ用の穴として使えます。
パンチング加工
パンチング加工は、金属の薄板の穴を皿モミする加工方法です。パンチング加工は、専用の型を使って穴のふちを変形させることで面取りを行います。板を削っているわけではないので面取り部は肉を周辺の平面によせています。そのため、皿穴周辺の面がゆがむことがあります。高精度な平面が必要な箇所では注意しましょう。
皿穴の加工・設計時の注意点

皿ねじを使うときには必須な皿穴ですが、加工、設計上の注意点があります。よくあるものを紹介します。
裏ザグリはコストが高く、加工が難しい
裏ザグリとは、下穴を通した裏側からザグリをする加工方法です。ドリルを通す側にザグリを入れるのは表ザグリ、逆が裏ザグリです。裏ザグリで皿モミをすることも可能で、専用の工具があります。ですが、通常とは加工工程が異なっており、コストが高くなります。下穴を空けた後に、刃物がついていない回転軸を通して、穴の裏側から先端に刃物を取り付けます。皿モミをしたあと、刃物部だけを外して、軸を抜くので手間がかかります。
例えば、カタカナの「コ」の字のような形をしたブロックで、片面だけ内側から皿ザグリを入れたい場合、裏ザグリとなります。逆側には、「コ」の字のもう一方の面があるため、ドリルを入れることができません。
皿ねじの飛び出し・ゆるみは位置精度で防ぐ
皿ねじは、ゆるんでしまうと、板の面から飛び出てきてしまいます。皿ねじは、円錐部をねじと穴が接触することで締結されます。しかし、タップの軸線とねじを通すための皿穴の部分の軸線がずれていると、円錐部は面で接触せずに、点または線で接触してしまいます。そのため、タップ穴、皿穴ともに位置ずれがないように厳しい公差を指示しなければなりません。
別のゆるみ対策としては、接着剤が使われます。接着剤は、「ロックタイト」が有名です。ねじ締め前に塗布して、ねじ締めすると固まります。

まとめ
皿穴・皿ザグリ・皿モミの違いから、JIS規格、加工方法、設計時の注意点までを解説しました。ポイントは次の3つです。
- 皿穴の寸法は、使用する皿ねじに合わせてJIS B 1017を基準に決める
- 加工方法は材料に応じて切削・バーリング・パンチングを使い分ける
- タップ穴と皿穴の位置ずれは飛び出し・ゆるみの原因になるため、位置精度に注意する
ミスミmeviyでは、ストレート穴・皿穴をはじめとする各種穴加工が可能です。3Dデータをアップロードするだけで即時見積もりができるため、皿穴付き部品の調達にぜひご活用ください。







