生産設備や装置の設計者さん向けに、“タメになる”部品設計の秘訣について、製造現場目線で情報を共有させていただくシリーズの第13回の後編です。
※板材と平鋼、角パイプ材、アングル材、チャンネル材の特徴と選び方は「設備部品でよく使われる鉄の特徴や選び方を解説(前編)」をご覧ください。
目次

5. 鉄系材料の板材の特徴と選び方
鉄系材料のうち、板材の特徴について解説します。
板材は主に、板金加工により切断、曲げを行い、場合よっては溶接加工や塗装などを施されて、カバーやブラケットなどの部品に利用されることが多いですね。
通常の鉄の板材は、SS400のほかに、SPCC(冷間圧延鋼板)やSPHC(熱間圧延軟鋼板)が用いられます。
また、あらかじめ耐食性のある処理を施されたSECC(電気亜鉛メッキ鋼板:いわゆるボンデ鋼板)もよく利用されると思います。
SECCは電気亜鉛メッキがあらかじめ施された板材です。定尺の大きさが決まっていて、通常は下記の規格サイズが用いられます。
3×6(サブロク板) 914mm x 1,829mm
4×8(シハチ板) 1,219mm x 2,438mm
5×10(ゴットー板) 1,524mm x 3,050mm
レーザーカットやタレットパンチといった精密板金加工は、これらの定尺板を機械にセットして必要な形状を抜き取っていく加工方法となります。
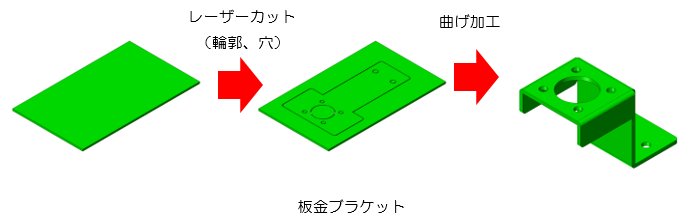
図5-1 板材の活用例
鉄の場合は、規格の板厚が特徴的ですので、ぜひ覚えておいてください。
下表に板材の標準寸法についてまとめておきます。
表5-1 鉄系材料 板材の標準寸法
| 種類 | 材質 | 板厚 |
| 一般構造用 圧延鋼材 |
SS400 | 3.2, 4.5, 6.0, 9.0, 12, 16, 19, 22, 25, (28, 32, 36, 38, 40, 45, 50, 55, 60, 65) |
| 熱間圧延 軟鋼材 |
SPHC 黒皮、酸洗 |
1.6, 2.3, 3.2, 4.5, 6.0 |
| 冷間圧延 鋼材 |
SPCC ミガキ |
0.5, 0.6, 0.8, 1.0, 1.2, 1.6, 2.0, 2.3, 3.2 |
| 電気亜鉛 メッキ鋼板 |
SECC | 0.6, 0.8, 1.0, 1.2, 1.6, 2.3, 3.2 |
材料業者提供情報より、筆者にて作成
板金加工で使用される板材は、板厚3.2mm未満の薄板の場合はSPCC、3.2mm以上の厚板の場合はSPHCが一般的です。
特に1.0mm、1.2mm、1.6mmのあたりはカバー類などで多用する板厚になると思います。1.0mmより薄い板材は、溶接加工が難しくなってきますので、溶接構造としたい場合は、加工業者と良く相談した方が良いですね。
6. 鉄系材料の平鋼の特徴と選び方
鉄系材料のうち平鋼(フラットバー)の特徴について解説します。
フラットバー(Flat Bar)はFBとも略されますね。
規格で決まった板厚と幅を持った長い材料です。都合の良い板厚と幅の規格を選定し、用途に合わせた長さに切断して使用するのが一般的です。
フラットバーは設計内容と規格サイズをうまく合わせれば、非常に使い勝手が良く、コストダウンも含めた合理的な設計が可能となります。
例えば、前回ご紹介した架台の取り付け面のプレート等といった利用方法もありますし、ねじ穴をあけただけの固定用の取り付けプレートなどとしても活用できますね。
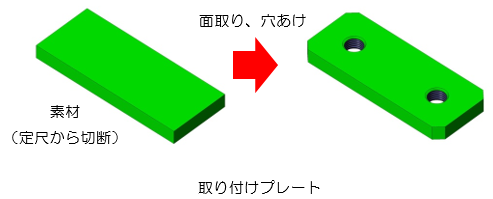
図6-1 平鋼の活用例
定尺は5.5mまたは6mが一般的です。
6Fのプレート材のように精度の高い材料をわざわざ用意する必要のない、比較的ラフな部品製作にはとても相性の良い素材です。
材料の規格を覚えておくと、合理的な設計にすぐに役立てることができます。
下表にフラットバーの標準寸法を示しますが、材料業者によってはこの表以外の規格を扱っている場合や、表中の規格は取り扱いがない場合もあります。
表6-1 鉄系材料 フラットバー(平鋼)の標準寸法
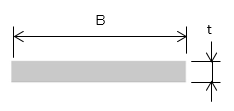
| 材質 | 板厚 t | 幅 B |
| SS400 黒皮、ミガキ |
3 | 9, 13, 16, 19, 22, 25, 32, 38, 44, 50 |
| 4.5 | 9, 13, 16, 19, 22, 25, 32, 38, 44, 50, 65, 75, 90, 100, 125, 150 | |
| 6 | 9, 13, 16, 19, 22, 25, 32, 38, 44, 50, 65, 75, 90, 100, 125, 150,180, 200, 230, 250, 280, 300 | |
| 8 | 25, 32, 38, 44, 50, 65, 75, 90, 100, 125, 150, 180, 200, 230,250, 280, 300 | |
| 9 | ||
| 12 | ||
| 16 | 32, 38, 44, 50, 65, 75, 90, 100, 125, 150, 180, 200, 230,250, 280, 300, 350, 400, 450, 500 | |
| 19 | 38, 44, 50, 65, 75, 90, 100, 125, 150, 180, 200, 230,250, 280, 300 | |
| 22 | 50, 65, 75, 90, 100, 125, 150, 180, 200, 230 250, 280, 300 |
|
| 25 | ||
| 28 | 75, 90, 100, 125, 150, 180, 200, 230,250, 280, 300 | |
| 32 | ||
| 36 | ||
| 40 | ||
| S45C 黒皮、ミガキ |
3 | 13, 16, 19, 22, 25, 32, 38, 50 |
| 4.5 | 13, 16, 19, 22, 25, 32, 38, 50 | |
| 6 | 13, 16, 19, 22, 25, 32, 38, 44, 50, 60, 65, 75, 90, 100, 125,150 | |
| 9 | 16, 19, 22, 25, 32, 38, 44, 50, 60, 65, 75, 90, 100, 125, 150, 200, 250, 300 | |
| 12 | ||
| 16 | 19, 22, 25, 32, 38, 44, 50, 60, 65, 75, 90, 100, 125,150, 200, 250, 300 | |
| 19 | 22, 25, 32, 38, 44, 50, 60, 65, 75, 90, 100, 125,150, 200, 250, 300 | |
| 22 | 25, 32, 38, 44, 50, 60, 65, 75, 90, 100, 125 150, 200, 250, 300 |
|
| 25 | 32, 38, 44, 50, 60, 65, 75, 90, 100, 125 150, 200, 250, 300 |
|
| 30 | 50, 60, 65, 75, 90, 100, 125, 150 | |
| 32 | ||
| 38 | ||
| 50 | 65, 75, 100 |
材料業者提供情報より、筆者にて作成
meviy における材質別のミガキ材フラットバー 規格対応表はこちらからダウンロードいただけます。
7. 鉄系材料の角パイプ材、アングル材、チャンネル材の特徴と選び方
鉄系材料のうち、角パイプ材、アングル材、チャンネル材について解説します。
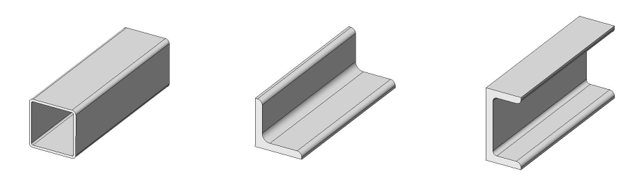
角パイプ材、アングル材(山形鋼)、チャンネル材(溝形鋼)は同一断面を持った長い部材です。メタルソーなどを用いて、製缶加工業者で切断し加工に利用されることが多いです。
主にフレーム形状などの製缶部品の主要部材として利用されますね。
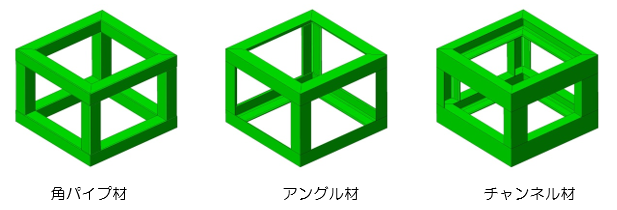
図7-1 角パイプ材、アングル材、チャンネル材の活用例
穴加工や取り付け面の設定、製作方法や塗装との兼ね合い、強度などの観点から、これらの部材を使い分けることになります。
切断面を45°に角度をつけておき、直角に組み立ててフレーム形状にすることが多いですね。45°に切断することを「トメ切り」と呼んでいます。
材料の規格もバラエティーに富んでいますので、基本となる規格寸法を覚えておくとスムーズな設計が可能ですね。
表7-1 角パイプ(小径角径鋼管)の標準寸法
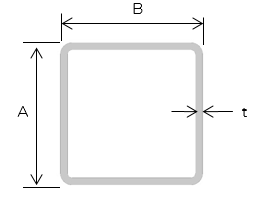
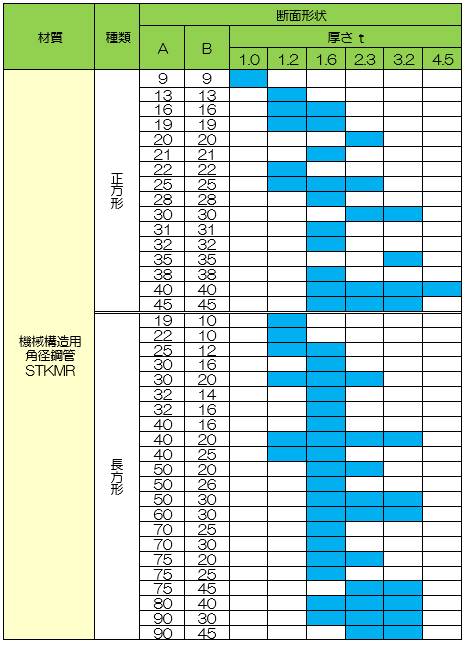
材料業者提供情報より、筆者にて作成
表7-2 角パイプ(角形鋼管)の標準寸法
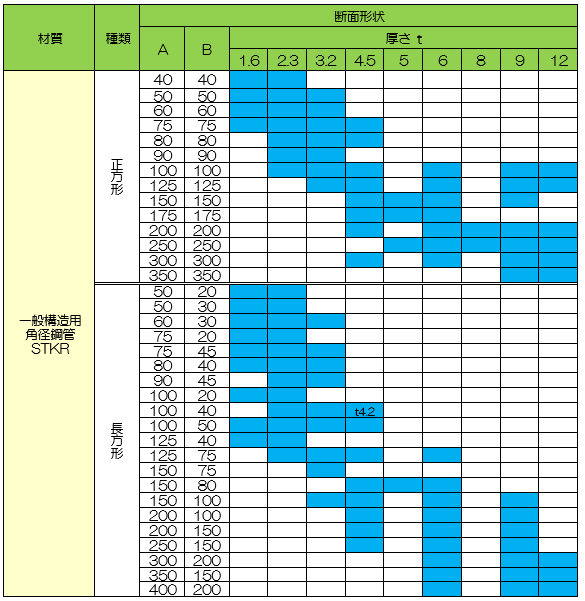
「JIS G 3466」 より抜粋
表7-3 鉄系材料 アングル材(山形鋼)の標準寸法
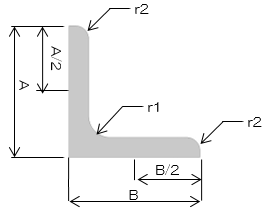
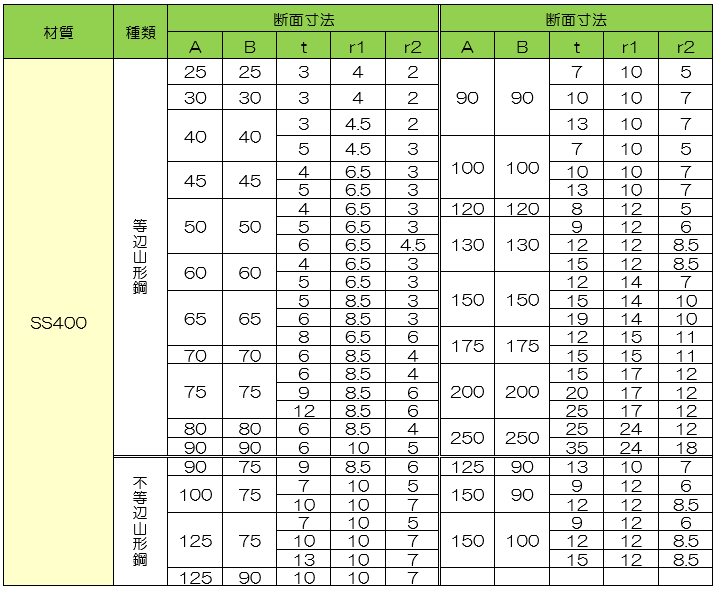
「JIS G 3192」 より抜粋
表7-4 鉄系材料 チャンネル材(溝形鋼)の標準寸法
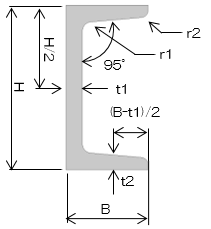
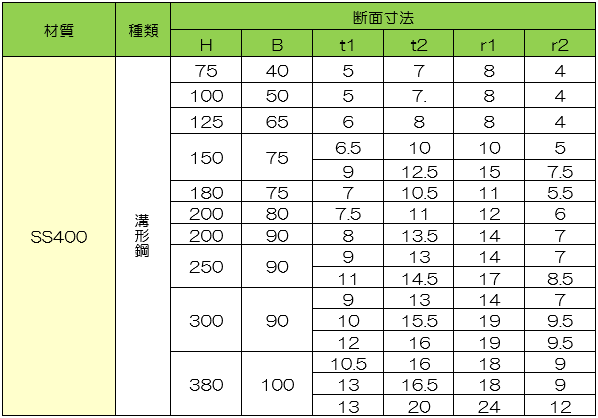
「JIS G 3192」より抜粋
溝形鋼はほかにも、軽量形鋼(リップ溝形鋼、軽溝形鋼)などの規格もあります。
材料メーカーや流通業者によって非常に多くの形状が存在しますので、設計用途に合わせて独自に調べてみると良いと思います。
8. まとめ
設備部品でよく使われる鉄の特徴や選び方について解説しました。
鉄系材料は特殊なケースを除いて、SS400やS45Cを利用することになると思います。材料の規格形状も豊富ですので、あらかじめ規格の種類や寸法を頭に入れておくと、スムーズな設計が可能になります。
今回ご紹介した規格寸法はあくまでも一例ですので、自社の商流などを確認し、現実的に入手可能な規格寸法をあらかじめ確認しおきましょう。
鉄系材料には材質や規格形状の種類も多く、非常に選択肢の多い材料だということをご理解いただけたのではないでしょうか。特徴を十分に理解し、用途にあった鉄系材料を選ぶことが大切です。
今回ご紹介した情報を基に、合理的な設計を心がけてみてください。
前の記事
次の記事