旋盤(旋盤加工)とは、材料を削り取ることで狙いの形状を実現する加工方法で、切削加工に分類されます。さまざまな工具や加工方法を組み合わせることで、複雑な形状を実現できる旋盤加工について、その特徴や加工手順などを紹介します。
目次
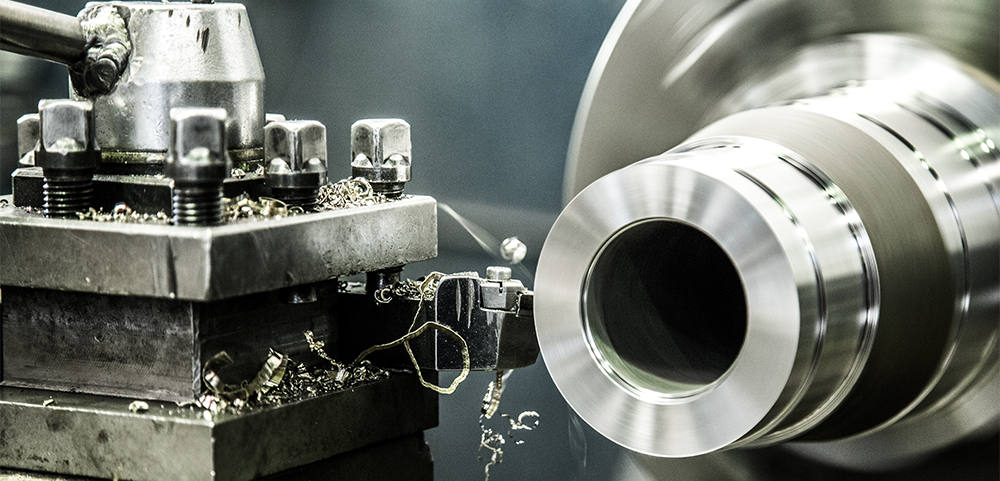
旋盤加工(ターニング)とは?

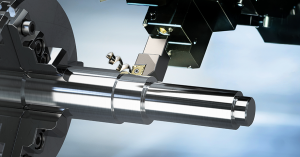
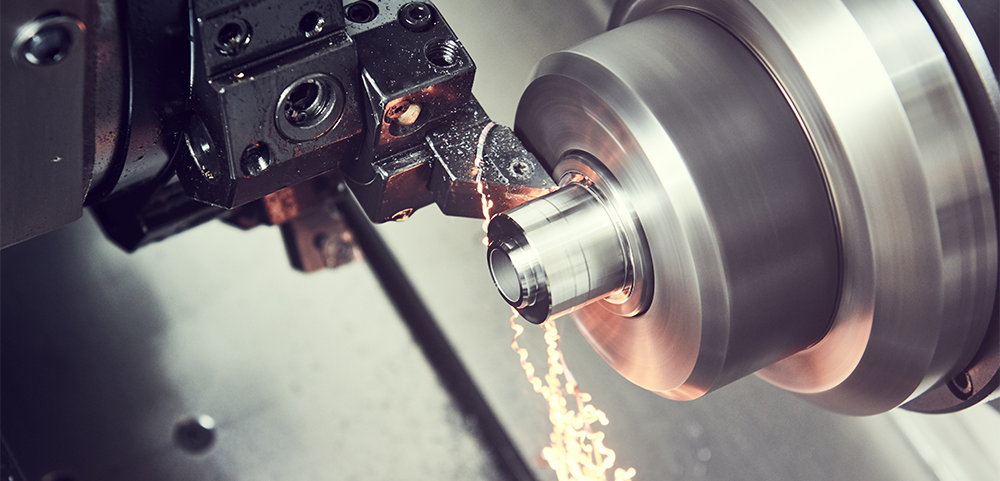
旋盤加工は切削加工の一種です。切削加工には他にフライス加工や穴あけ加工が含まれますが、旋盤加工では、回転させている材料に対して切削工具を当て、不要な部分を削り取りながら、狙いの形状に加工します。
特に円柱形状の加工に適しており、シャフトやボルト、パイプなどの部品製作によく使用されます。内径加工やねじ切りなどを組み合わせれば、複雑な形状も加工可能です。
近年では、コンピュータ制御により自動で加工を行うCNC旋盤が主流となっています。NC旋盤という言葉は、ほぼCNC旋盤と同義です。NC旋盤では、加工条件をプログラムとして入力することで、複雑な形状でも高精度な加工が可能です。
フライス盤との違い
旋盤加工とフライス加工はどちらも切削加工ですが、「何を回転させるか」が異なります。旋盤では材料を回転させ、フライスでは切削工具を回転させるのが特徴です。そのため、旋盤加工は円柱形状、フライス加工は平面や溝の加工に適しています。
旋盤の基本的な加工方法
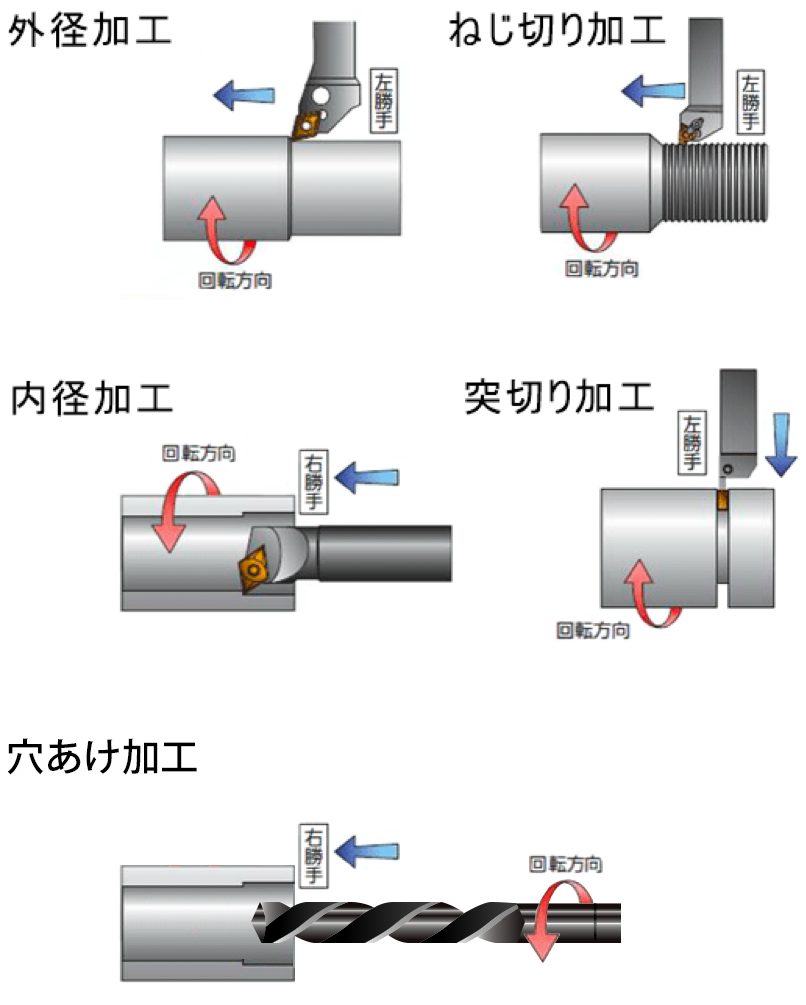
旋盤加工には外径加工、内径加工、ねじ切り加工、突切り加工と穴あけ加工の5つの基本的な加工方法があります。
各加工方法について説明します。
ココミテvol.2より参考
-
- 外径加工
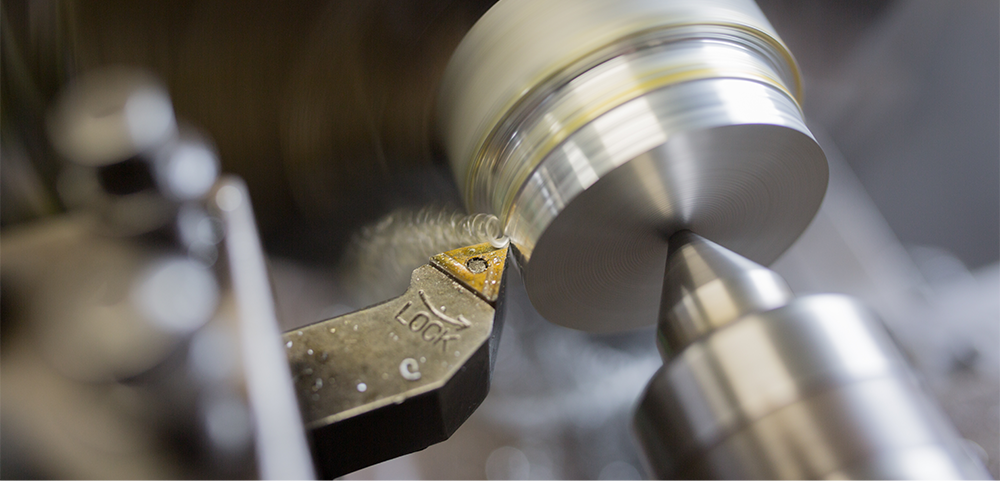
外径加工は、回転している材料の外側から切削工具を当てる方法です。旋盤加工の中でも、もっとも多く用いられている加工法で、表面をきれいにする仕上げ加工や、加工初期の段階で大まかに狙いの形状に削り取るときに使われます。
外径加工では、発生した切りくずが切削工具に絡まってしまう可能性があります。特に高い精度が求められる仕上げ加工の場合には、切りくずが絡まって精度が悪化することを防ぐために、切削工具の角度を調整することが必要です。 - 内径加工
内径加工では、材料に穴あけ加工などで開けた穴を大きく広げていくように材料の内側を削っていきます。穴の大きさを整えたり、内側の表面をきれいに仕上げたりする場合に用いられます。
内径加工では、加工する穴の深さに応じて工具を長くする必要があります。しかし、長い工具はたわみが発生しやすいため、精度悪化に注意が必要です。また、切りくずが穴の内部に溜まってしまうため、頻繁に切りくずを取り出す必要があります。 - ねじ切り加工
ねじ切り加工は、ねじのピッチを製作する加工法です。旋盤加工では、専用のねじ切り工具を用いることで、雄ねじと雌ねじの両方を加工できます。フライス加工やマシニングセンタの場合には、雌ねじしかできない場合が多いので、雄ねじも製作できる点は旋盤加工の大きなメリットの一つです。
ねじ切り専用の工具を材料に当て、一定の速度で工具を動かしていきます。ねじのピッチを等間隔にするために、「自動送り機能」を使って速度を一定に保つ場合が多いです。 - 突切り加工
突切り加工は、材料に工具を押し当てることで不要な部分を切り落とす加工法です。円柱を輪切りにしていくようなイメージです。
刃が細い工具を使用する必要があり、振動や音を確認しながら作業をする必要があるため、ある程度の技術が必要です。精度の高い加工をするためには、しなりやすい刃や切削する際に油を使うなど、対策する必要があります。 - 穴あけ加工
穴あけ加工は、回転する材料にドリルを押し当てて穴を開ける方法です。内径加工を行う際には、あらかじめ専用の工具が入る穴を開けておく必要があり、その際に穴あけ加工が用いられます。
ドリルでの穴あけ加工はそれほど精度が高くないため、必要な大きさの穴を開けた後の仕上げは、一般的に内径加工が用いられます。
- 外径加工

旋盤加工で使用される材質
焼き入れ鋼
焼き入れ鋼は軟鋼の約5倍の硬度を持ち、切削に必要なエネルギーが少なく、発熱量も軟鋼の30%減少します。また、仕上げ面の荒さは軟鋼と比較し、焼き入れ鋼では20%小さくきれいに仕上げられます。
加工変質層は軟鋼で約20μmですが、焼き入れ鋼では約5μmと浅く、加工金属への影響が少ないため、切削に優れた材質です。
焼き入れ鋼は、具体的に以下の用途で使用されています。
- 刃物や切削具、工具
- バネやゼンマイ、メリヤス針
- メジャーテープ
- ワッシャー
焼き入れ鋼は伸長性が低いため、研削以外にも多くの用途で使われています。
MCナイロン
MCナイロンとは「モノマーキャストナイロン」の略で、衝撃や摩耗に強く、有機溶剤やアルカリ性薬剤、油脂へ高い耐性があります。120℃〜150℃の高温でも使用可能で、比重は金属の約15%と軽量なため、金属部品の代替としても使われます。
一方で、水分を吸収しやすいため、環境によっては想定よりも寸法が大きくなるデメリットも有しています。また、酸性への溶剤への耐性は低いため、注意が必要です。
具体的な用途は以下の通りです。
- ベアリング
- 歯車
- 車輪
- スプリング
- ビス
- パイプ
- 衣料品
MCナイロンは次の7色に分かれており、それぞれグレードが異なります。
| MCナイロンの色 | グレード |
| 青 | 一般グレード(MC901など) |
| 白 | 一般グレード(MC900など) |
| 茶 | 耐熱性グレード(MC602など) |
| 黒 | 耐候性、導電性など(MC501R2、MC501R6など) |
| 紫、灰、緑 | 摺動性グレード(MC703など) |
色によって耐熱性や伝導性などの性質が異なるため、目的に合ったグレードを選ぶことが重要です。
モリブデン
モリブデンは融点が2623℃と高く、圧縮や引っ張り強度に優れた金属です。鋼やステンレスの添加剤として使用され、金属の硬度や耐熱性の強化に役立っています。
具体的に、モリブデンは以下の用途で使用されます。
- 航空機や自動車部品
- 建設用途
- 包丁や医療用メス
- 石油精製や石油化学などの触媒
- 工業用の潤滑油やエンジンオイルの添加剤
しかし、モリブデンは水質汚染や有害大気汚染の原因物質として指定されているため、取り扱いには注意が必要です。
ステンレス
ステンレスとは、鉄にクロムが10.5%以上含まれる金属で、錆に強いのが特徴です。クロムが酸素と結合して、金属の表面に100万分の3mmほどの膜を形成するため、錆に強くなります。仮に膜が破壊されたとしても、大気中の酸素と結合して再度膜を自動的に形成します。
ただし、強酸性や強アルカリ性の物質が長時間付着した場合には、酸素の皮膜が形成されにくくなり、そのまま錆びる可能性があるため、使用する際は注意が必要です。
ステンレスは以下の用途で使用されています。
- 建築(屋根材や内外装、ドアの金具など)
- 土木(トンネル内装板や貯水槽、ベンチや道路標識など)
- 家電(洗濯機や冷蔵庫、洗浄機やオーブンレンジなど)
- キッチン(食器や食具など)
- 輸送機器(自転車やバイクのブレーキ、コンテナーやドラム缶など)
- 精密機器(カメラや時計部品など)
- 産業機器(食品加工機器やビール貯蔵タンクなど)
- 家庭用品(ハサミや灰皿、物干し竿や門扉など)
- レジャー(ゴルフや釣り道具など)
建築や土木などの材料として使用されるのはもちろん、キッチンや家電など日常生活に欠かせないものにまで用途が広いのも特徴です。
旋盤加工で使用する加工機とその特徴

旋盤加工で使用する加工機には、材料の大きさや加工の方法によってさまざまな種類があります。代表的な加工機の種類と特徴を紹介します。
- 汎用旋盤
作業者が手動で工具を動かしたり、工具を交換したりする旋盤です。プログラミングが難しい複雑な形状のものや、1点もの、微調整が必要な試作品を作る際に重宝されます。 - NC旋盤
NC旋盤では、加工条件をプログラムとして作成し、読み込ませておくことで自動加工が可能です。プログラム通りに動いてくれるため、初心者でも一定以上の精度で加工できます。繰り返し同じ作業が必要な量産品に向いています。
最新のNC旋盤では、複数の工具を自動で交換する機能(ATC:Automatic Tool Changer)を搭載した機種もあり、連続的に異なる加工を行えます。 - 卓上旋盤
卓上という言葉が表すようにテーブルの上におけるような小型の旋盤です。使用方法については汎用旋盤同様で、小さな部品を作る際に必要です。 - 正面旋盤
正面旋盤は、大きな材料を加工する際に用いられる横型の旋盤です。切りくずが溜まらずに下に落ちてくれるため、切りくずによる精度悪化を防げる点が特徴です。切りくずの除去作業が不要なため、連続で効率よく作業を進められます。 - 立旋盤
立旋盤は工具を垂直方向に動かしていく旋盤で、大きな材料を加工する際に用いられます。重心や遠心力による振れを低減でき、高い加工精度を実現できます。旋盤加工に使う刃物
旋盤加工に使われる刃物をバイトといいます。バイトの先端にはチップとよばれる「刃」が取り付けられています。加工の種類や、加工しようとする材料によりバイトにはさまざまな種類があります。
回転する材料に外側から刃を押しつける、最も一般的なバイトをまとめて外丸切削用バイトとよびます。加工を進めていきたい方向や、刃の先端形状によって、加工に適したバイトを選択します。
同様に、外側から刃を押しつけ、溝を切るバイトを溝入れバイトといいます。溝をさらに深くしていき、材料を切断する目的で使われるのが突っ切りバイトです。
さらに外周側からおねじを切る加工もあります。このときに使うのはねじ切りバイトです。
旋盤加工では円筒の内側の加工も可能です。材料を固定していない側から刃物を挿入し、穴開け加工をしたり、穴の中を加工したりすることもできます。ドリルで大まかに開けた穴の内径を整える穴ぐりバイトや、穴の内壁にめねじ加工をするめねじ切りバイトがあります。
旋盤加工では、1本の刃で加工を行うため、他の加工に比べて強い刃物が求められます。
旋盤加工のメリット・デメリット
では次に、旋盤加工のメリットとデメリットについて考えてみましょう。
- メリット
旋盤加工では、丸物の製品を製作できます。また、材料を回転させながら切削していくため、高い寸法精度を実現できる点が大きなメリットです。
回転数や回転方法を任意に変更できます。また工具の種類も用途に合わせたものがラインナップされているため、加工方法を組み合わせることで、複雑な形状の製品を製作できます。 - デメリット
旋盤加工は、さまざまな工具や加工法を組み合わせることで、複雑な形状を実現できますが、工具を交換する頻度が多くなると一つの製品を作り上げるのに時間がかかってしまいます。
また、複数の加工方法を使いこなすためには、熟練した作業者が必要となり、誰でも精度の高い製品を作り出せるわけではありません。製品の複雑さや作業者の技術を見極めた加工方法の選択が必要です。

旋盤加工の注意点
材料による刃物の選定
ここでは「セラミック」と「高速度鋼」の2種類を紹介します。
セラミックは「焼結した酸化アルミニウム」で、刃先温度が1000℃の場合でも常温の約73%の硬度を保ちます。焼き入れ鋼のような硬度の高い金属でも高速で切削できます。一方で、刃先はもろくなりやすい特徴があるため、寿命は長くありません。
また、高速度鋼はタングステンやバナジウム、コバルトなどが含まれた金属であり、焼き入れ前の鋼材切削に有効です。しかし、切削時に600℃を超えると急激に硬度が低下してしまいます。硬度の低下を防ぐためにも、回転数を30m/min以下に抑え、切削油を使用し熱の上昇を避けましょう。
加工中の熱の発生
加工中に熱が発生すると、加工物の熱膨張により切削の精度が低下したり、温度上昇により切削工具の寿命が短くなったりします。
加工中の熱の発生を抑えるためには、切削部分に切削油を当てる必要があります。切削油には冷却効果があり、加工金属のせん断変形の程度を抑え、発熱の抑制が可能です。また、切削工具の形状や回転数を抑えると熱の発生を防げます。
材料と回転速度の最適化
加工時の回転数(回転速度)が大きくなるほど精度は良くなり、加工時間も短くなりますが、その分工具の消耗が激しくなります。また、送り速度が大きいほど加工時間は短くなりますが、精度が低く工具の消耗も激しくなります。
| 回転数/送り速度が大きくなったときの変化 | |
| 回転数 | ・切削速度:速い ・加工時間:短い ・精度:良い・工具の消耗:早い |
| 送り速度(送り量) | ・切削速度:速い ・加工時間:短い ・精度:悪い・工具の消耗:早い |
切削工具の材料の回転数や送り速度などの条件は、メーカーのカタログに推奨値が記載されています。また、加工機によっては、切削条件のデータが内蔵されています。どの項目を優先するかによって切削条件は異なるため、自社の状況に合わせて調整しましょう。
旋盤加工の手順
旋盤加工の手順は、製作する製品によって細かく異なります。ここでは、代表的な手順について紹介します。
- 工具と材料の取り付け
はじめに、旋盤加工に使用する切削工具と材料を取り付けます。加工中に動いてしまわないようにしっかり固定します。取り付け時の位置がずれていると、精度が悪化してしまうため、位置決めは高い精度で実施することが重要です。 - 荒加工
次に、製作したい製品の大まかな形状を削りだす荒加工を行います。この工程で高い精度は必要ありませんが、削りすぎに注意が必要です。また、材料の回転状態や切りくずの発生状況には注意しましょう。 - 仕上げ加工
荒加工で大まかな製品形状を削り出せたら、仕上げ加工を行います。高い精度が必要となるため、回転数や送りの速度には十分注意しながら進めましょう。もしバリが出てしまう場合には、加工面を傷つけないように気を付けながら、ヤスリで丁寧に取り除く必要があります。
旋盤加工部品の注意点

旋盤加工で部品を製作する際には、できるだけ低コストで必要な精度を実現することが必要です。
設計する際の注意点としては、材料からの削り量を小さくし、加工時間を短縮することが重要です。また、特殊な工具ではなく一般的に販売されている工具で加工できる状態にすることで、納期短縮やコストの削減につながります。
旋盤加工を行う際には、できるだけ手順が複雑にならないような加工順序や工具選択が重要です。一朝一夕では身につかないので、熟練の職人がもつノウハウをうまく共有するといいでしょう。
まとめ
旋盤加工は切削加工の一種で、回転させている材料に対して切削工具を当てて加工します。旋盤では外径加工や内径加工、ねじ切り加工、穴あけ加工や突切り加工が可能です。汎用旋盤やNC旋盤、卓上旋盤、正面旋盤や立旋盤などの種類があるため、目的に合わせて使い分けが必要です。寸法精度の高い加工ができますが、加工に時間がかかったり高精度が要求されたりと熟練した作業者が必要な場合もあるため、ノウハウの共有がポイントになります。
ミスミでは旋盤(ターニング)加工の特注見積もりを承っております。用途にあわせてサービスをご選択ください。
FA図面品、FAカタログ品の特注見積もりはこちらをご覧ください。
製品同等の試作品・プロトタイプの即時見積もりはこちらをご覧ください。
関連記事
除去加工の種類や工作機械についてわかりやすく解説!加工事例もご紹介。
もう迷わない!ローレット加工(ナーリング)の図面指示と設計のポイント