クランプリンクとリンク(ベントタイプ)の選定や製図のポイントを解説
前回はリンク機構などの回転支点として利用される支点段付きねじを取り上げて、もし製図したらという仮定の下での製図上の注意点を解説しました。今回はリンク機構の腕(アーム)として使用するクランプリンクやリンク(ベントタイプ)に着目します。
リンクとは“関連付ける”という意味をもち、メカニカルな機構では連結する棒やレバーのことをリンクと呼びます。
meviy 2D|PDF図面アップロードで簡単操作
かんたん見積もりはこちらから >
目次
1)リンク機構とは
リンク機構とは、動力側の運動を回転やスライドに変換するするため、支点や腕(アーム)などを組み合わせた構造物のことをいいます。
製品設計でリンク機構を設計する場合、スペースの制約などからオリジナルで設計することが多いのですが、工場内で使用する生産設備設計などではミスミのカタログ品から選定して使う場合も多いかと思います。
今回は、様々なリンク機構に用いられ、腕(アーム)の機能を持つ一般的な形状をした製品を筆者の独断でカタログから選定しました。
まずは、クランプリンクについて設計製図の考え方を知りましょう。
ちなみに“クランプ”とは、対象物を挟んで任意の状態に固定するための工具のことを言うのが一般的ですが、今回の部品はスリットのある穴に軸を差し込んで軸の接線方向に配置されているねじを締め付けることで軸とリンクを固定して使います。
詳細構造は後述する「クランプリンクの仕様」で紹介する図5-3「クランプリンクと軸の接続例」を参照ください。
2)クランプリンク–標準部品の選び方と図面
リンク機構は次のようなものに分類されます。
| 三節リンク (トラス構造とも呼ぶ) |
動作を目的とせず強度や剛性を目的としたもの |
| 四節リンク | 関連するリンクが追従してある一定の動作しかできないもの |
| スライダクランク | 回転運動を往復運動に変えることができるもの、 または往復運動を回転運動に変えることができるもの |
1.四節リンク機構の例
4つの回転部を持つ構造物のことを四節(よんせつ)リンクと呼び、リンク機構としては最も一般的な構造として利用されます。
この四節リンク機構を例に、腕として働くリンクの動作例を確認しましょう。まずはアニメーションを見てください。
赤丸で囲んだ左側の支点軸に動力源(モータなど)が連結され、リンク1(黄色)に回転を伝え、連結リンク(白色)を介してリンク2(水色)がリンク1に同期して揺動(ようどう)運動して支点2(赤色)に連結された従動軸に回転力を伝えていることがわかります。
今回解説するクランプリンクは、軸に固定するリンク1(黄色)やリンク2(水色)に用います。(図5-1)
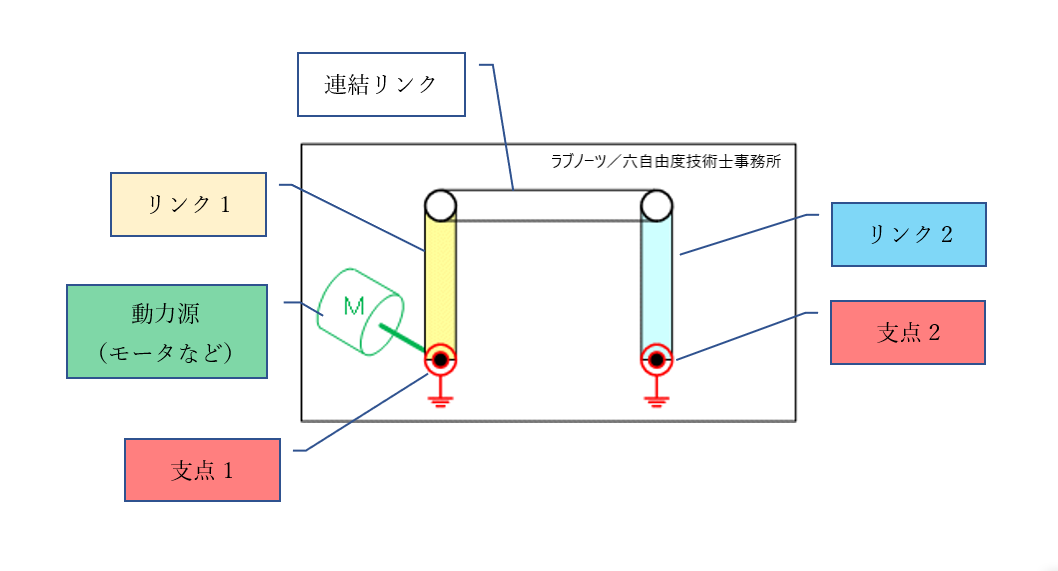
図5-1 四節リンク機構の例
MISUMI(総合Webカタログ)に掲載されているクランプリンク(ロッドエンドベアリング用スタンダードタイプ)は、その形状から直径D部の穴に軸を挿入しボルトで固定して使用することがわかります。
参考:MISUMI(総合Webカタログ)「クランプリンク -ロッドエンドベアリング用スタンダードタイプ-」
2.クランプリンクの仕様
MISUMI(総合Webカタログ)では型式指定する際に直径Dを基準に選定するようになっており、オリジナルで設計する場合でも直径Dから決めることが一般的です。
おおよその選定順序を参考に示します。カタログの左から順に寸法を決めていけばよいことがわかると思います。
| ① D寸法を選定 ② d寸法を選定 ③ 2穴間ピッチL寸法の決定 ④ L寸法からℓが自動的に決定 ⑤ 上記から他の寸法が決定される |
したがって、選定表の直径Dのサイズ(赤矢印)から選ぶ手順になります(図5-2)。
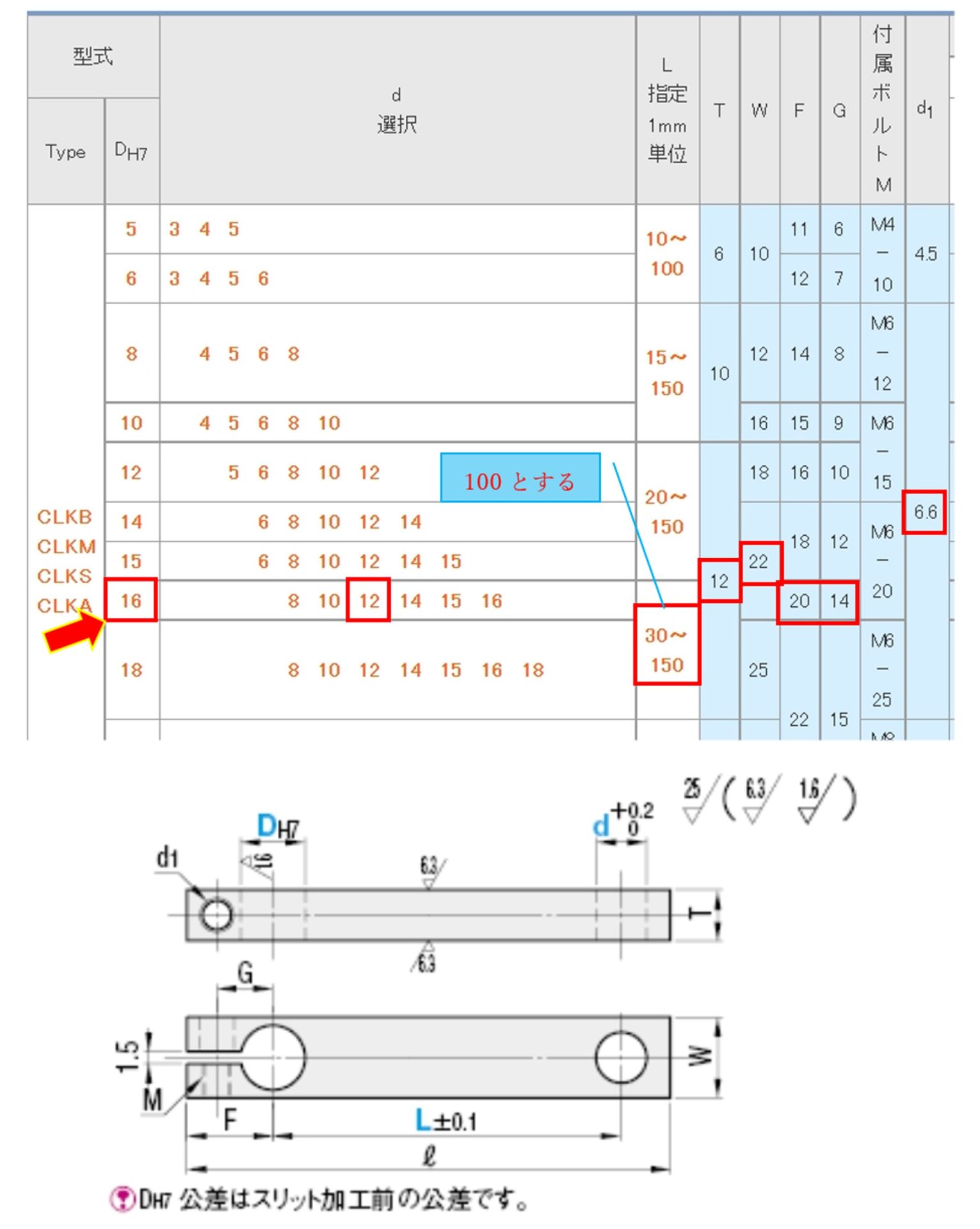
a) 選択タイプ
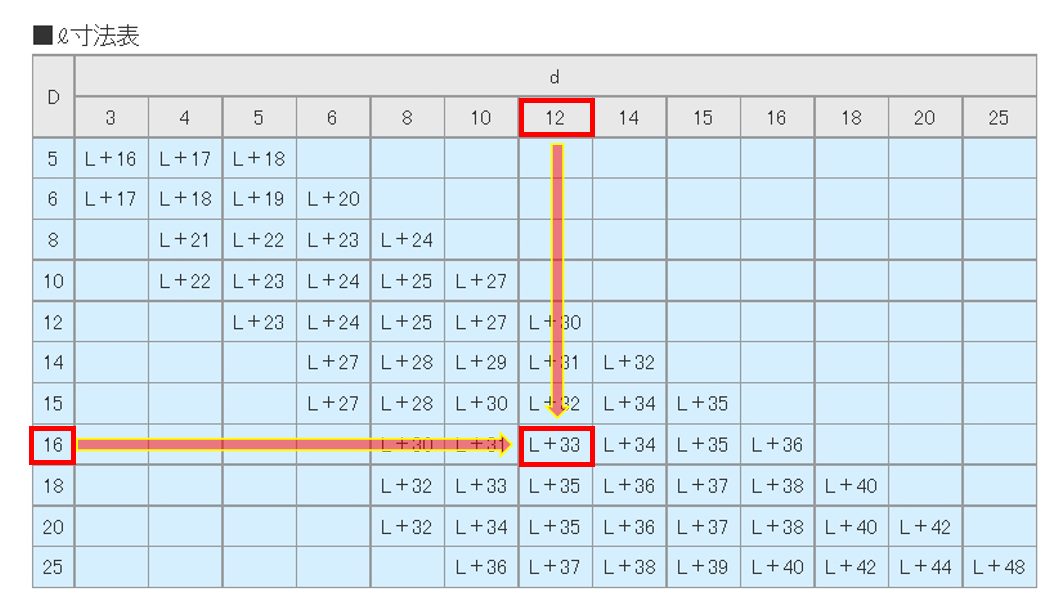
b) ℓ 寸法表

c) クランプリンク
図5-2 MISUMI:クランプリンク(ロッドエンドベアリング用スタンダードタイプ)外形図・規格表
図5-2 の図を見ればわかるように寸法Dは完全な円形ではなく一部がスリットによって途切れた形状になっています。このスリットの空いた穴に軸を挿入した後、付属のボルトで挟み込んで摩擦力を頼りに軸とクランプリンクを固定します。
軸とリンクの相対角度を任意に調整できることがメリットですが、大きなトルクがかかった際にスリップしてリンクと軸の相対角度がずれるというリスクを含んでいます(図5-3)。
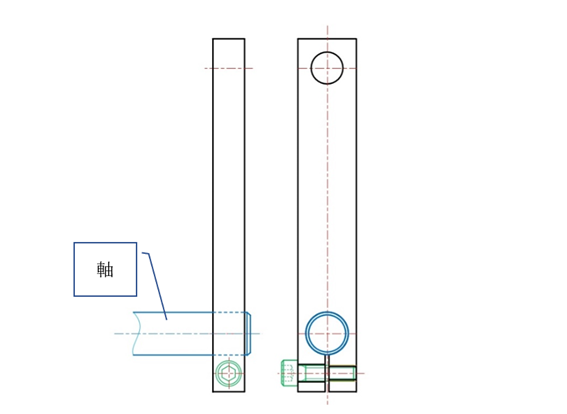
図5-3 クランプリンクと軸の接続例
3)クランプリンク–投影図の見かたと製図の手順
クランプリンクを作図する際の思考過程順に製図を考えていきましょう。
1. クランプリンクの投影図の配置
まずは、投影図を描きます。この時の問題になるのが投影図の向きと必要最小限の投影図の選択になります。製品の中でどのように取り付けられるかによってクランプリンクの向きは360°変化します(図5-4)。
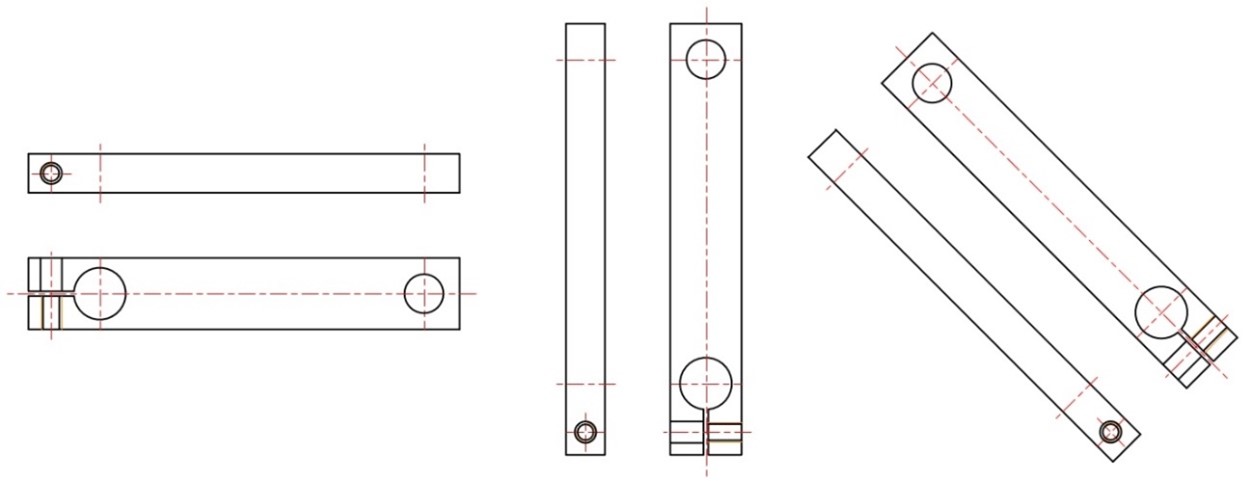
図5-4 製品構造に依存するクランプリンクの取り付け方向の例
2. 投影図を作図する際のポイント
クランプリンクの投影図を作図する際のポイントを解説します(図5-5)。
形状の特徴としては、前回までの円筒形状と異なり今回はブロック形状になります。
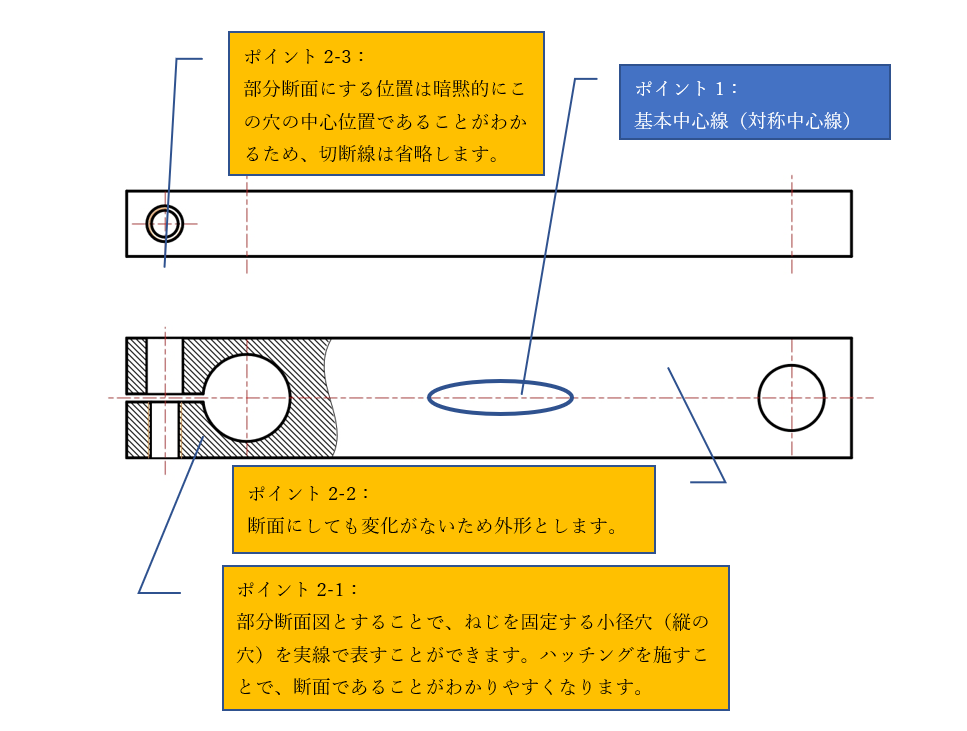
図5-5 クランプリンクの投影図例
ポイント1 正面図の向き
ブロック形状ですのでフライス盤加工を前提に投影図の向きを検討します。
立型フライス盤加工の特徴は、バイス(万力:まんりき)で素材を掴み上方から刃物が当たる構造になります。したがって素材が安定して固定できる向きの横長の投影図を描くことが一般的です(図5-6)。
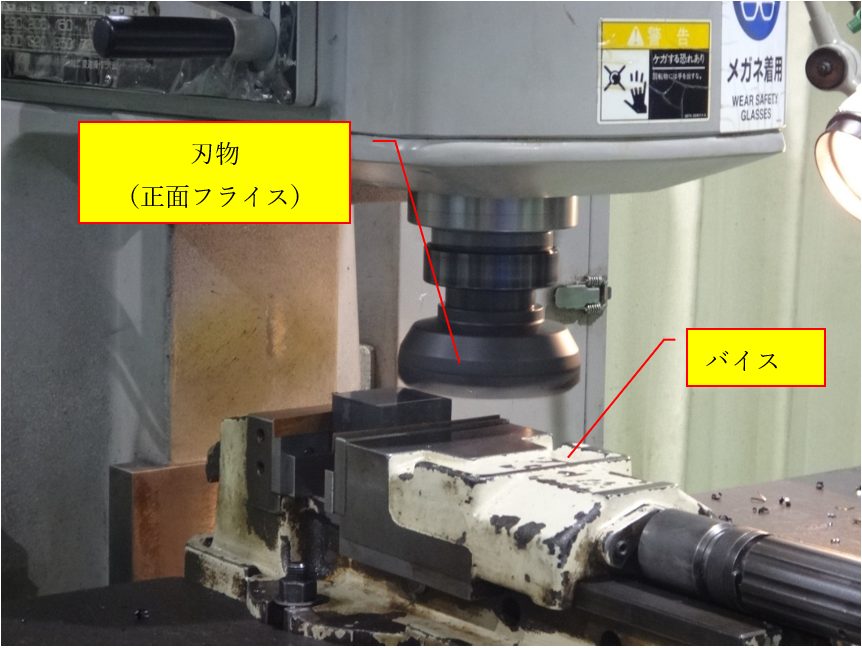
図5-6 汎用立型フライス盤の加工状態
これが正面図になります。正面図の左右方向の向きは特に問いません。
ポイント2 部分断面図の採用
正面図(下側の図)を外形だけで表すとねじを固定する穴がかくれ線になるため、固定穴の周辺だけ部分断面図として表しました。右半分は断面図にするメリットがないため全断面図にはしていません。
本来なら切断線を用いて断面にする位置を明示すべきですが、平面図(上側の図)を見ると上下対称形状であり、かつボルトを通す穴が1か所しか存在しないため、ボルトを通す穴の中央で断面にすることが暗黙的にわかることから切断線の指示は省略できす。
3. クランプリンクの寸法記入のポイント
切削加工でクランプリンクを製作するという前提で寸法記入する際のポイントを解説します。そのため、MISUMI(総合Webカタログ)で提示されている図面とは少し異なる場合があることをご了承ください(図5-7)。
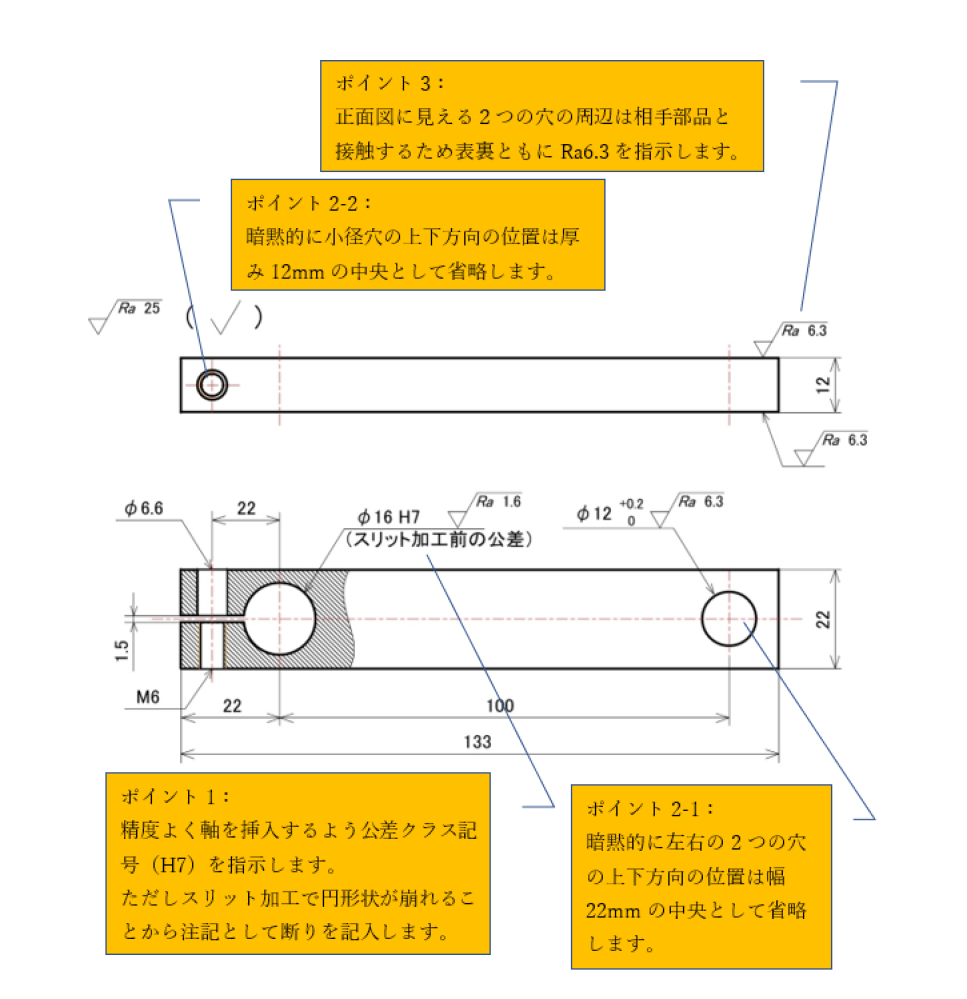
図5-7 寸法記入例
ポイント1 はめあいを考慮したサイズ公差の設定
穴に軸を挿入して固定する機能から穴径の寸法精度が必要です。フライス盤で小径のH7(公差クラスの記号の種類です)公差の穴をあける場合、リーマーという仕上げ用の刃物で加工します。
リーマーとは、あらかじめドリルで下穴加工された穴に挿入して最終仕上げに用いられる円筒状の工具です(図5-8)。

図5-8 リーマー(ブローチリーマーという種類)
ポイント2 単純形状の暗黙的に記入を省略できる寸法
投影図より外周形状は単純な直方体です。したがって中央に配置される穴やスリットは特に明示しない限り中央に位置すると判断します。したがって、端面からの位置の寸法を指示する必要はありません。
ポイント3 機能上必要な部分の表面粗さ
スリットがない方の丸穴の周辺で相手部品と摺動すると考えられますので、厚み方向の両面に「Ra6.3」としました。表面粗さの数値を選択する際の目安は、次の表を参照ください。(表3-1再掲)
| 表面粗さ記号の数値(μm) | 設計意図 |
| Ra12.5~Ra 25 | 他部品と接触しない面でユーザーから見えない面など |
| Ra3.2~Ra 6.3 | 他部品との接触面、ユーザーから見える面など |
| Ra 1.6 | 公差クラス記号(H7など)の面、ガスケット面など |
| Ra 0.8以下 | 公差が厳しい面、機能上必要な面(シール面)など |
参考:第8回「オリジナルと規格品の違い-金属ワッシャの投影図と図面作成のポイントを解説」
4)リンク(ベントタイプ)–オリジナルで設計する部品の図面を描く
クランプリンク(ロッドエンドベアリング用スタンダードタイプ)以外の形状として「リンク(ベントタイプ)」もMISUMI(総合Webカタログ)に掲載されています。
リンクの穴の配置が一直線上にあるのか、角度の付いた位置上にあるのかの違いになります。
ベントタイプは、くの字に曲がったリンク板の中央の穴を支点にして端部の穴の一方が動力源と接続され、他方の穴が出力側になります。
リンク(ベントタイプ)について設計製図の考え方を知りましょう。
参考:MISUMI(総合Webカタログ)「リンク -ベントタイプ-」
ちなみに「ベント」とは英語のbend(曲げる)の過去形でbent(曲がった)という意味になります。
型式指定する際に直径 P を基準に選定するようになっており、オリジナルで設計する場合でも直径 P から決めることが⼀般的です。
おおよその選定順序を参考に示します。カタログの左から順に寸法を決めていけばよいことがわかると思います。
| ① P寸法を選定 ② 2穴間ピッチL寸法とS寸法と角度Qの決定 ③ 穴種の決定 ④ 厚みT寸法の決定 ⑤ 上記から他の寸法が決定される |
したがって、選定表の 直径 P のサイズ(⾚⽮印)から選ぶ⼿順になります(図5-9)。
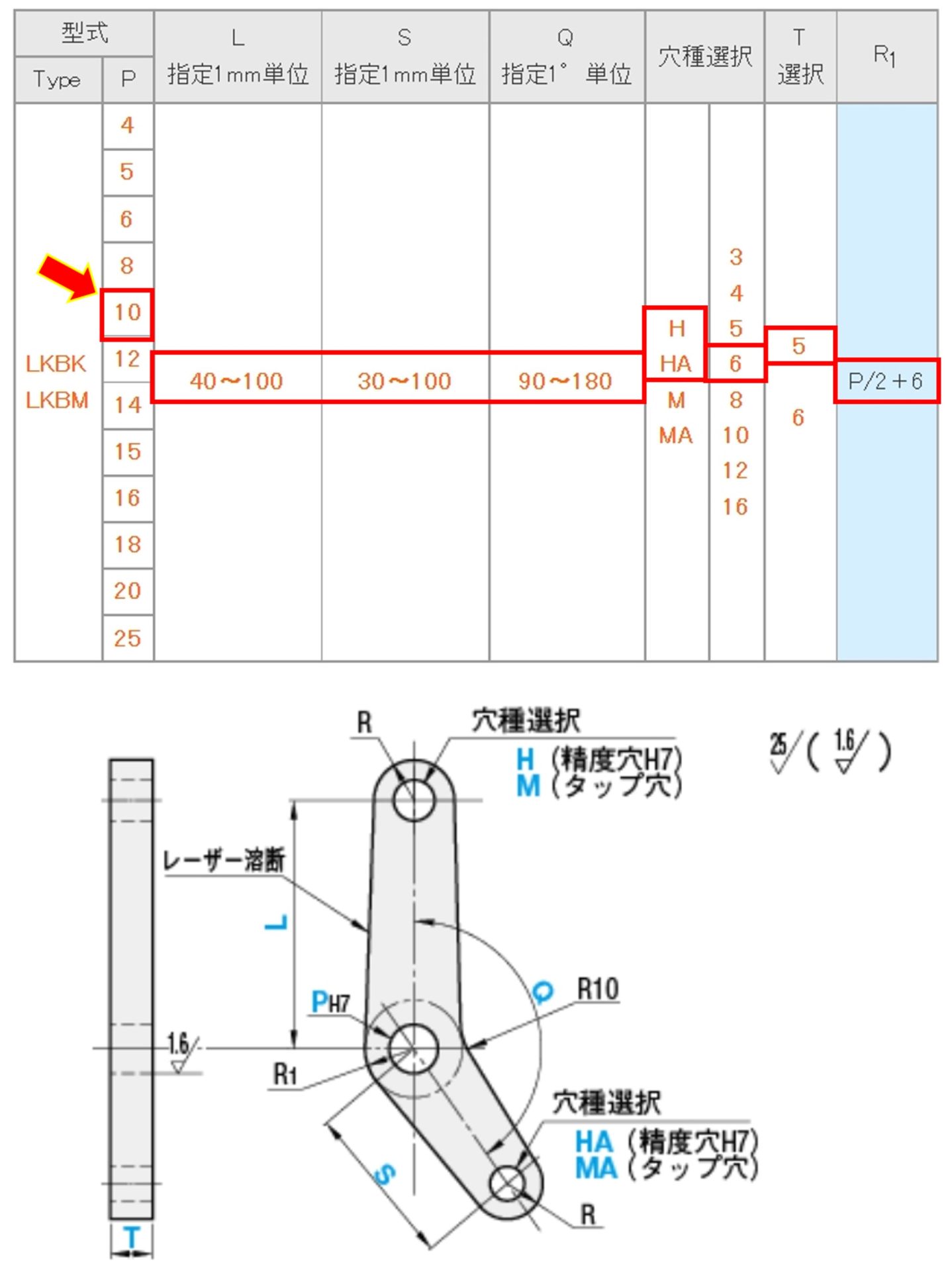
a) 選択タイプ
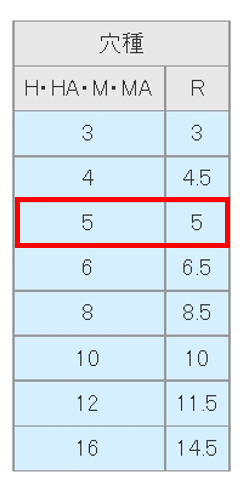
b) 穴種

c) リンク(ベントタイプ)
図5-9 MISUMI:リンク(ベントタイプ)外形図・規格表
5)リンク(ベントタイプ)–投影図の⾒かたと製図の⼿順
リンク(ベントタイプ)を作図する際の思考過程順に製図を考えていきましょう。
1. リンク(ベントタイプ)の形状作図手順
投影図を考える前に、リンク(ベントタイプ)の形状はどのように作図するのかを確認しましょう(図5-10)
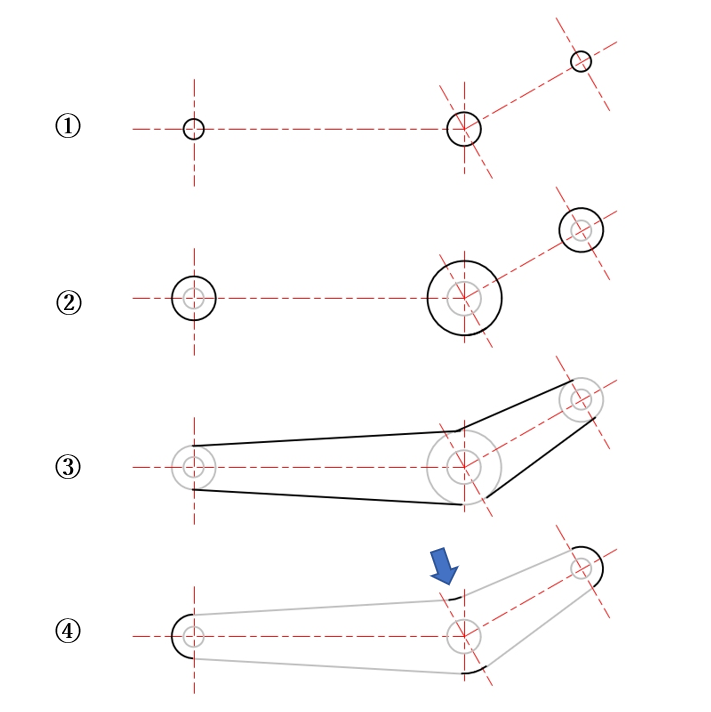
図5-10 形状設計の作図過程
①リンクの中心点位置と穴径を決定します。
②それぞれの中心点で外周形状を作るための円を描きます。
③3つの円に対して接線を描きます。
④3つの円をトリミングして外側の円弧だけを残します。
ただし青矢印部は接線が交錯してエッジ形状となるためフィレット処理によってR形状を付与して滑らかに外周形状がつながるようにします。
2. 支点段付きねじ(二面幅)の投影図を作図する際のポイント
前述のクランプリンクの直方体形状とは異なりR形状を含む形状になります。
この場合も長手方向の基本中心線を水平方向に向けますが、下図のうちどちらの投影図を正面図として選択するかは設計意図によって決めればよいと思います。一般的には基本中心線が長くなる方(左側の図)を選択することが多いと思われます。(図5-11)。
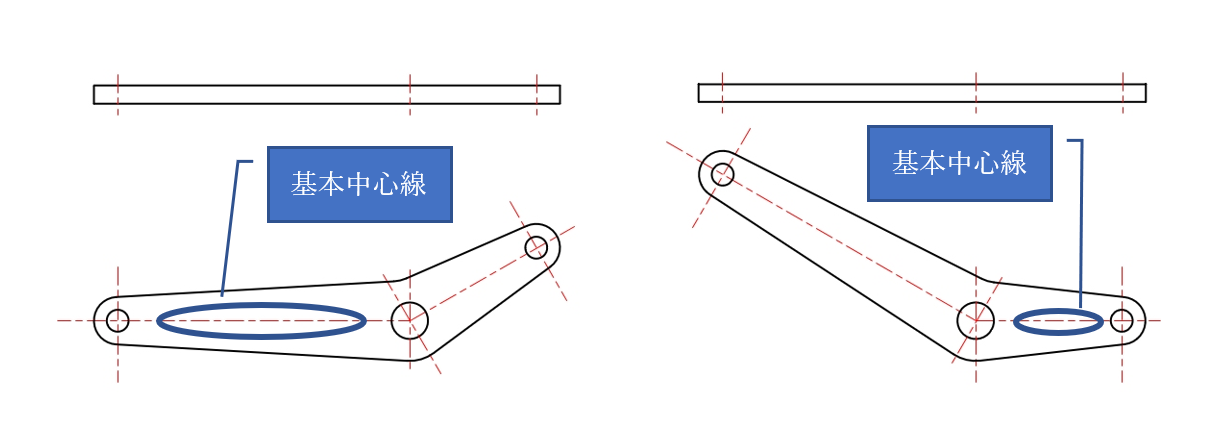
図5-11 リンク(ベントタイプ)の投影図例
3. リンク(ベントタイプ)の寸法記入のポイント
切削などの加工でリンク(ベントタイプ)を製作するという前提で寸法を記入する際のポイントを解説します。そのため、MISUMI(総合Webカタログ)で提示されている図面とは少し異なる部分があることをご了承ください(図5-12)。
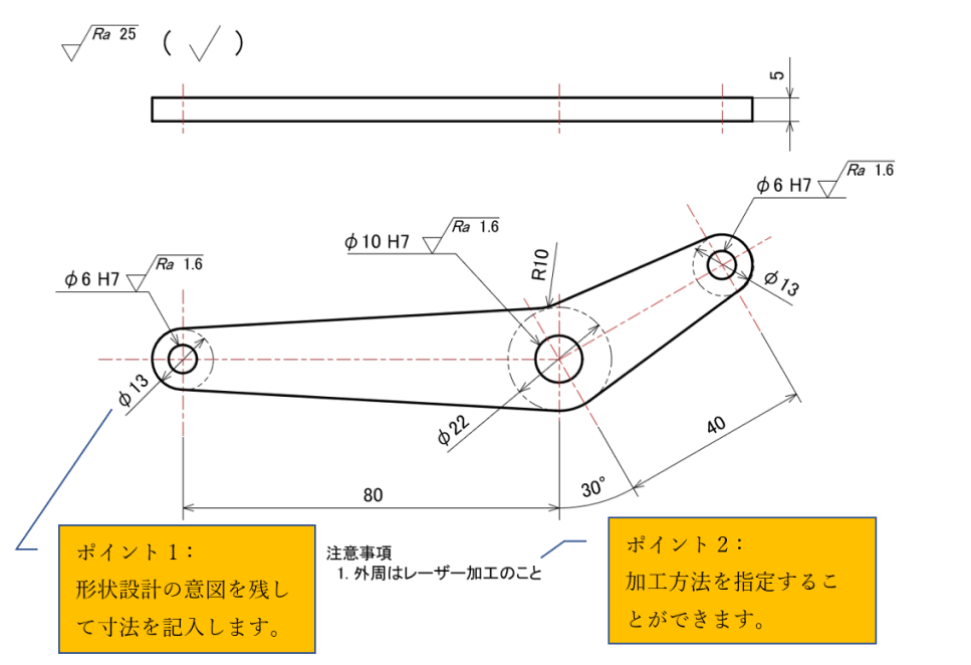
図5-12 寸法記入例
ポイント1 全円ではない円弧の寸法
噴き出して指示されている部分の円弧形状はわずかに180°を下回る円弧となります。JIS製図では直径と半径の指示の使い分けとして180°以下の場合、特に理由がない限り半径指示するように記載されています。
しかし図5-10で示した形状設計の思想をそのまま反映させて寸法を記入したいと思う場合は直径寸法で記入しても構いません。
ポイント2 加工方法の指定
外周形状はRでつながった少し複雑な形状になるため、図5-6で紹介した汎用フライス盤では加工できません。そこでプログラムを入力して刃物を動かすNCフライス盤やマシニングセンタが必要となり汎用フライス盤に比べてコストアップになります。
今回の部品は厚みが薄いことから切削加工であるフライス盤ではなく、レーザー加工で外周形状を切断すれば切削加工より安価に製作することができる場合があります。ここで、注記に「レーザー加工のこと」と安易に記入すると問題が発生する場合があります。
外周形状は形状や寸法精度を要求していないため問題ないのですが、3つの穴はH7の公差が付いているためレーザー加工では公差精度が出ない可能性もあります。このような場合は、外周形状のみレーザー加工を促すよう、例えば「外周はレーザー加工のこと」と記入することができます。これによって加工業者は外周形状がレーザー加工で指定されているため必ずレーザー加工機で加工します。
しかし穴についての制約が明記されていないので、加工業者の判断で穴だけリーマー加工する選択肢が残るのです。
一般的に加工方法まで図面で指示することは少ないのですが、加工部門や外注先との合意が取れている場合は、将来的に発注先が変わっても加工工程が変わらないことを保証するため注記として記入するとよいでしょう。
レーザー加工とは、レーザー光をレンズで集光させエネルギー密度を増大させることにより加工物の表面温度を上昇させて切断や穴あけ、彫刻、肉盛り、マーキングなどを行う加工法で、自由な形状を金型無しで、鉄鋼板ならば0.1~12mmまで切断できることが特徴です(図5-13)。
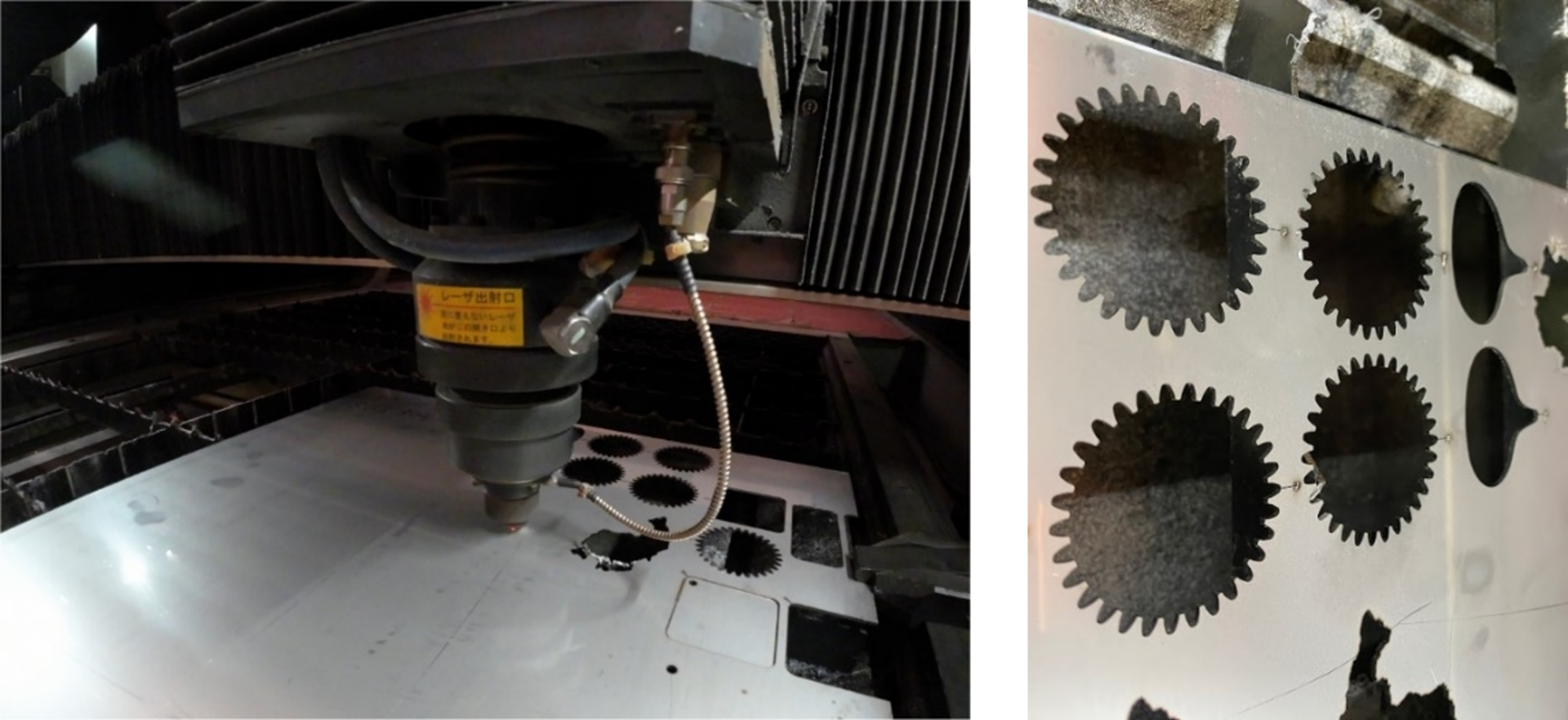
図5-13 レーザー加工機
6)まとめ
今回はオリジナルで設計する可能性のあるクランプリンクとリンク(ベントタイプ)の選定や新規に製図した場合のポイントを紹介しました。ポイントをおさらいしましょう。
| ・長細い形状は、一般的に正面図は横向きに配置することが多い。 ・断面図には全断面図以外に、必要な部分だけを断面にする部分断面図がある。 ・対称形状の場合、中央にある形状の位置の寸法は暗黒的に省略する。 ・加工の現場や外注先と協議したうえで、加工方法を注記で指示することができる。 |
今回でこのテーマ「一上一下!カタログから読み解く図面の基礎(一上一下~その場に応じて適切に対応すること~)」は完結です。今回のテーマを通して投影図を選択する際に加工のしやすさなどを考慮して向きを決定すること、寸法補助記号の存在によって投影図の数を減らしたり、第三者が理解しやすいように断面図を効果的に採用したりすることが必要であることも知りました。また様々な記号のJIS製図で決められている寸法記入法も知りました。
これらの参考例を元にして、今後も設計製図を行う人は、第三者が見やすく誤解しない図面を描くことを徹底してもらえればと思います。
次回のテーマは、実際に企業間でやり取りされた図面を例に、悪い図面(Before)をJIS製図のルールに従い見やすい図面(After)に改変する様子を見ていただこうと思います。ご期待ください!
※この記事で解説したクランプリンクとリンク(ベントタイプ)の作図過程の動画をYouTubeでご覧いただけます。
【公式】ラブノーツ製図チャンネル No.04(クランプリンク)
【公式】ラブノーツ製図チャンネル No.05(リンク~ベントタイプ)
meviy 2D|PDF図面アップロードで簡単操作
かんたん見積もりはこちらから >


