放電加工は、除去加工でありながら、切削加工や研削加工などとは一味違う加工方法で、機械エネルギーではなく熱エネルギーを使用する加工法です。時間はかかりますが、電気を通す素材であれば何でも加工できる便利な方法です。
今回は、放電加工の原理や種類、メリットやデメリット、さらに名前が似ている「電解加工」との違いなどを解説します。
目次
放電加工とは?
放電加工とは、放電現象により発生する熱を利用して工作物を溶かす方法です。
絶縁性の加工液(脱イオン水や石油など)に工作物を沈め、工作物と電極との間にパルス電圧を印加します。すると、工作物-電極間にアーク放電(放電温度は3000℃以上)が起こり、工作物が高温になって融解するのです。このとき、加工液が沸騰、膨張するため工作物から融解した部分(金属粉など)が飛び散りますが、これらは加工液で押し流されるため、短絡の心配はありません。さらに、加工液には工作物の融解箇所を冷却する効果もあります。上記のサイクルを1秒間に1000回~10万回程度繰り返して、工作物を少しずつ融解させるのです。
放電加工では、電極付近の工作物のみが融解します。そのため、電極の形を変えればさまざまな形状の加工が可能です。また、工作物が電気を通す材質であれば、硬い工作物であっても加工できます。
放電加工は他の加工方法に比べて時間がかかりますが、精度が高い点が特徴です。そのため、金型の入れ子のような、高い精度が必要とされる部品の製造に使用されます。
放電加工に適した素材
電気を通す素材であれば、何でも加放電工が可能です。例えば、超硬合金、チタン、ステンレス、モリブデン、インコネルといった硬い素材も問題なく加工できます。ただし、工作物の大きさや材質により加工時間が異なる点は注意が必要です。
放電加工の主な種類
放電加工は、大きく以下の2種類に分けられます。主な違いは、使用する電極の形状です。
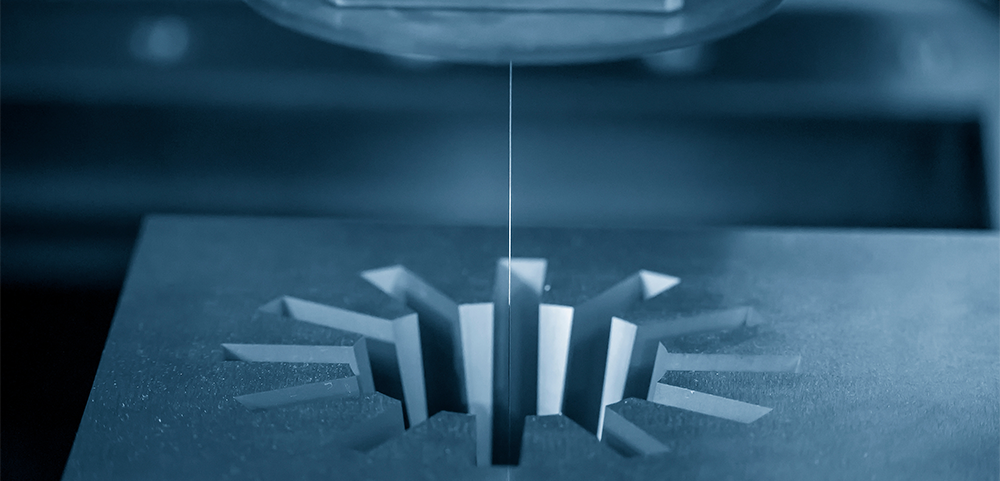
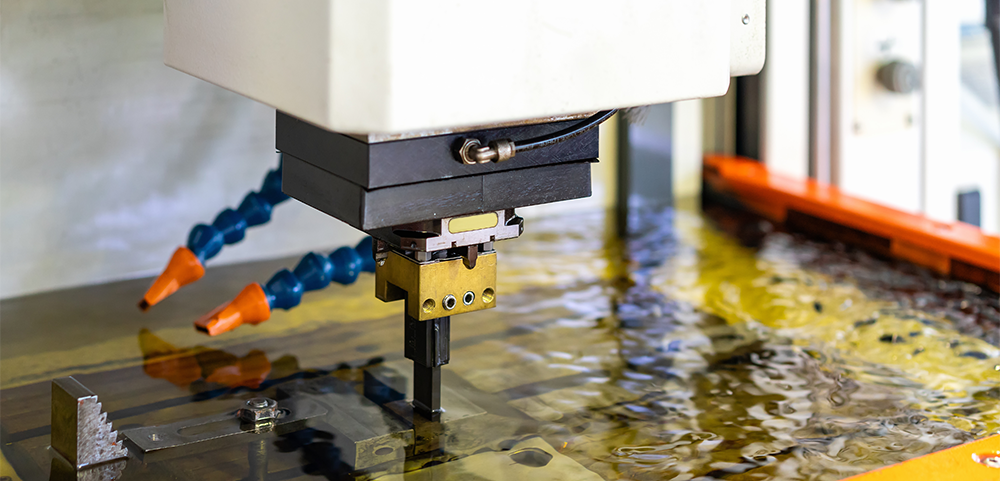
ワイヤー放電加工

ワイヤー放電加工は、ワイヤー状の細長い電極(直径0.2mm程度)を使用する方法です。ピンと張ったワイヤー電極を工作物に近づけた状態で放電を起こし、糸のこぎりのように工作物を切断して(溶かして)いきます。ワイヤー電極の走行経路は、数値的に制御することが可能です(NC制御)。そのため、まさに一筆書きの要領で、工作物を任意の形状に切断できるのです。
ワイヤー放電加工のメリットは、電極を加工する必要がない点や、切削加工では作れない複雑な形状を加工できる点です。しかし、加工精度はワイヤー径に依存します。細いワイヤー電極を使用すればより細かな加工ができますが、電流値が小さいため加工速度は遅くなります。逆に、太いワイヤー電極を使用した場合は、速く加工できますが加工精度は減少します。太いワイヤーを使用する場合、1回だけの加工(ファーストカット)だけで済ませる場合もありますが、ワイヤー径を変えながらセカンドカット、サードカットまで加工する場合もあり、加工時間と加工精度が異なります。
ワイヤー放電加工にはデメリットも存在します。ワイヤー電極は極めて細く、放電により簡単に摩耗するため、加工中は新しいワイヤー電極を送り続けなければいけません。月に400~500時間程度稼働する場合、60kg~80kgものワイヤー電極が必要です。また、ワイヤー電極により工作物を縦方向に完全に切断してしまうため、底付きの加工ができない点も注意してください。
ワイヤー放電加工は、プレス金型の製作や、超硬工具の刃先加工などに使用されます。
形彫放電加工
形彫放電加工は、所望の形に加工した電極を使用する方法で、電極が「型」として機能します。この「型」と工作物とを近づけて放電を起こすと、工作物が「型」の形どおりに融解します。つまり、「型」の形が工作物に転写されるのです。ワイヤー放電加工が糸のこぎりで工作物を切断するイメージであるのに対して、形彫放電加工は「型」で工作物を彫るイメージが近いでしょう。
形彫放電加工を使用すれば、ワイヤー放電加工では不可能だった底のある加工ができます。また、「型」の形を作り込めば、深い溝やコーナーといった複雑な形も転写可能です。一方で、目的の形状に合わせてその都度電極を作る必要があるため、コストや時間がかかる点はデメリットです。
形彫放電加工の中でも、棒状に加工した電極を使用する「細穴放電加工」を用いれば、切削加工では難しい非常に細長い穴も開けられます。
形彫放電加工は樹脂成型用の金型を製造する際に、細穴放電加工は金型などに穴を開ける際に使用されます。

放電加工を施すメリット・デメリット
続いて、放電加工のメリットやデメリットを紹介します。
放電加工のメリット
- 素材の硬さに関係なく加工できる
- 複雑な形状でも高精度に加工できる
- 工作物への負担が少ない
- 切削では難しい形状の加工もできる
電気を通す素材であれば、硬くても問題なく加工できます。そのため、金型など、高い強度が求められる部品の製造に使用されます。また、放電加工では1ミクロン単位の精密な加工が可能です。切削加工に比べて非常に精度が高く、ネジ切りやスパイラルといった形状も実現できます。電気的条件を変更して、加工面の粗さを細かく調節することも可能です。
電極と工作物とが物理的に接触しないため、工作物に与える負担が少ない点もメリットです。工作機械が故障する可能性も、他の加工方法と比べて低くなります。工作物は加工液により常に冷却されるため、放電の熱で変形する心配もありません。
さらに形彫放電の場合、フライスなどの切削加工では難しい形状の加工も可能です。例えば、穴や凹みの角をできる限りピン角に近づけたり、アンダーカット部の加工ができます。
放電加工のデメリット
- 加工に時間がかかる
- コストがかかる
- 電気を通さない素材は加工できない
- 加工後の表面が梨地状になる
放電加工は1回の放電で加工できる量が少なく、加工速度は2~5mm/分程度です。そのため、工場に人がいる昼間は比較的短時間で加工できる部品を、人がいない夜間は加工に時間がかかる部品をセットしている企業もあります。また、放電加工は加工装置が高価であり、ワイヤー電極などの消耗品も多く、全体的にコストがかかります。加工時間やコストの点から考えると、放電加工は高精度な部品の小ロット生産に適した方法であり、大量生産には向かないことがわかります。
また当然ですが、電気を通さない素材はアーク放電を引き起こせないため、加工できません。
放電加工では加工目が梨地状になるのも注意が必要なポイントです。表面仕上げを行う場合には切削加工面とは異なるため、注意して加工しなければいけません。
放電加工と電解加工との違い
放電加工と似た加工方法に、「電解加工」があります。両者はいずれも、工作物と電極との間に電圧をかける方法ですが、工作物の溶解に使用するエネルギーが異なります。
先ほど説明したとおり、放電加工は、絶縁性の加工液中でアーク放電を生じさせ、その「熱エネルギー」を使って工作物を融解させる方法です。一方、電解加工では、電解液中に工作物を入れて電気分解を行い、陽極(工作物)中の原子をイオン化して除去します。これは、「化学反応(化学エネルギー)」を使用する方法です。電気を通さない液体中で放電を起こすか、電気を通す液体中で電子を移動させるか、という違いともいえます。
電解加工は放電加工とは異なり、工作物のバリ取りに使用されるケースが多いようです。また、電流密度が高いほど加工精度や加工速度、表面の粗さが同時に向上するという特徴があります。

まとめ
放電加工は、工作物と電極との間に人工的に放電現象を発生させ、放電の熱により工作物を少しずつ溶かす加工方法です。樹脂の射出成形用の金型や入れ子、難削材による機械部品などの製作に使用されます。ワイヤー放電加工と形彫放電加工の2種類があり、これらは使用する電極の種類や加工可能な形状が異なります。
放電加工には、電気を通す素材であれば硬くても加工できる、加工精度が高い、といったメリットがある一方、加工時間が長いといったデメリットもあります。メリットとデメリットを理解した上で、放電加工を活用しましょう。