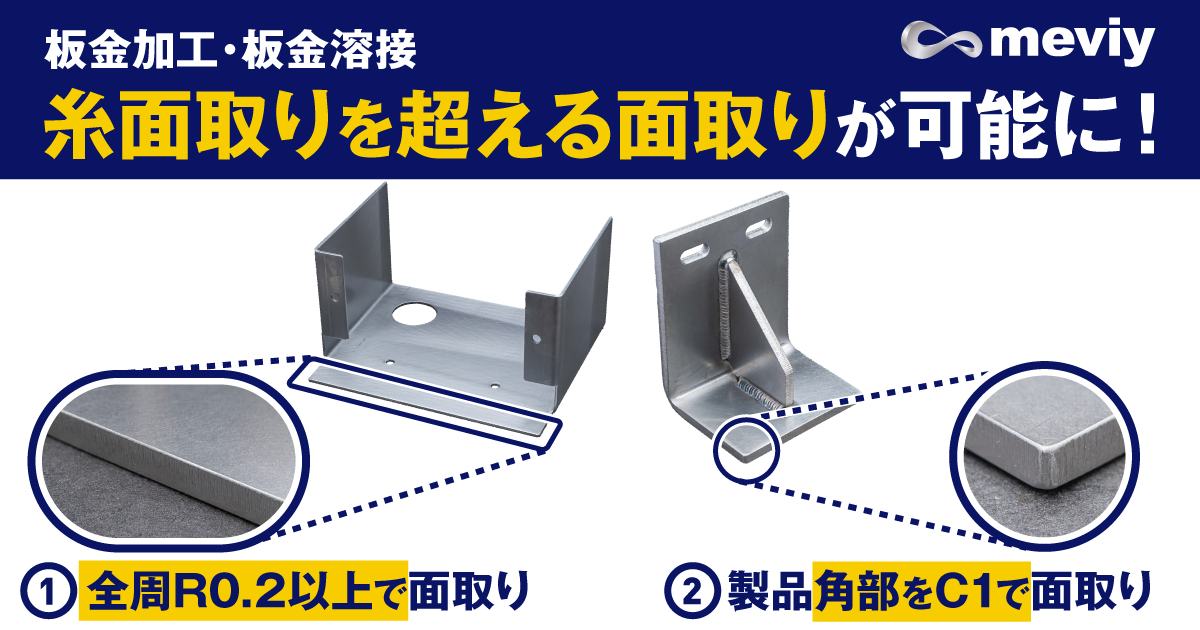
糸面取りよりも面取り量を確保できるオプション「全周R0.2以上/角部C1」(以下、C/R面取り)が新たに選択可能になりました。
従来の糸面取りのみでは面取り量が不十分なために追加工が発生することや、お客さまが求める安全性の基準を満たせず、注文できる部品が限定されるというご意見がありました。今回のC/R面取りでは、製品角部にC1、板厚面のエッジ部にR0.2以上の面取り加工が可能となり、安全性と組立性が大幅に向上します。3Dモデルに面取り形状を作成する手間も不要のため、メビー上で選択するだけで発注が完結します。
面取りは組立性の向上に加え、作業者や使用者の怪我防止にも有効で、装置設計業界をはじめ自動車・産業機械分野などで幅広く採用され、カバーやブラケットなどに多く活用されています。
面取りオプションを選択しても出荷日は変わらず、設計・発注工数の削減にも貢献します。なお、従来の糸面取りも継続して選択可能です。ぜひ見積もりをお試しください。
目次
C/R面取りと糸面取りの違いについて
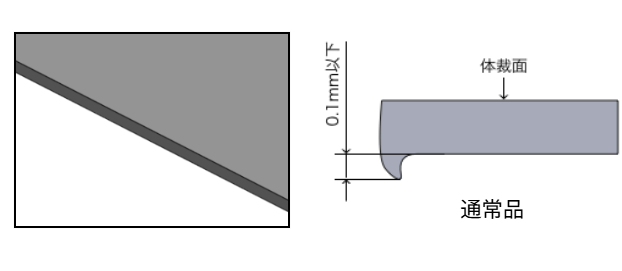
従来の糸面取りでは板厚面のエッジ部をR0.1相当で面取り加工を施していましたが、C/R面取りでは全周R0.2以上で面取り加工をします。
面取り対象箇所も拡大し、C/R面取りでは製品の角部も面取り加工の対象です。
面取り規格の比較表
| モデル例 | 部位例 | 規格値 | |
| 糸面取り | C/R面取り オプション名:「全周R0.2以上/角部C1」 |
||
 |
①角部 |
※対象外 | モデル角部をC1で面取り ※30度未満、170度超の角部は対象外 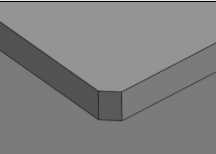 各部面取りイメージ |
| ②板厚面エッジ部
※画像クリックで拡大
|
板金部品の抜き加工時に発生するバリ・カエリをR0.1相当で仕上げ
|
板金部品の抜き加工時に発生するバリ・カエリをR0.2以上(R0.3相当)で仕上げ
|
|
| ③幅の狭いスリット部
|
0.1㎜以上のバリ・カエリなきこと | バリ・カエリをR0.1相当で仕上げ | |
| ④幅が細い、小さい穴
|
0.1㎜以上のバリ・カエリなきこと | バリ・カエリをR0.1相当で仕上げ | |




C/R面取り設定方法
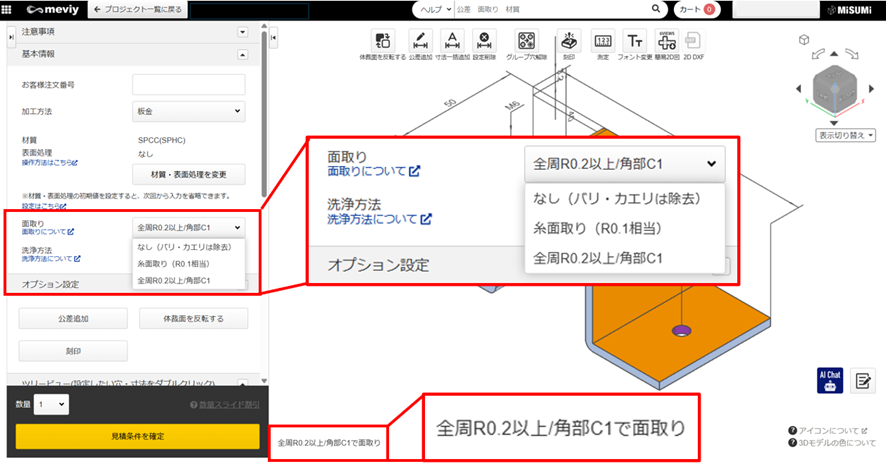
3Dビューワーから面取りオプションを選択できます。
面取り「全周R0.2以上/角部C1」を選択すると、3Dビューワー左下に選択中の面取り指示が表示されます。
注意事項
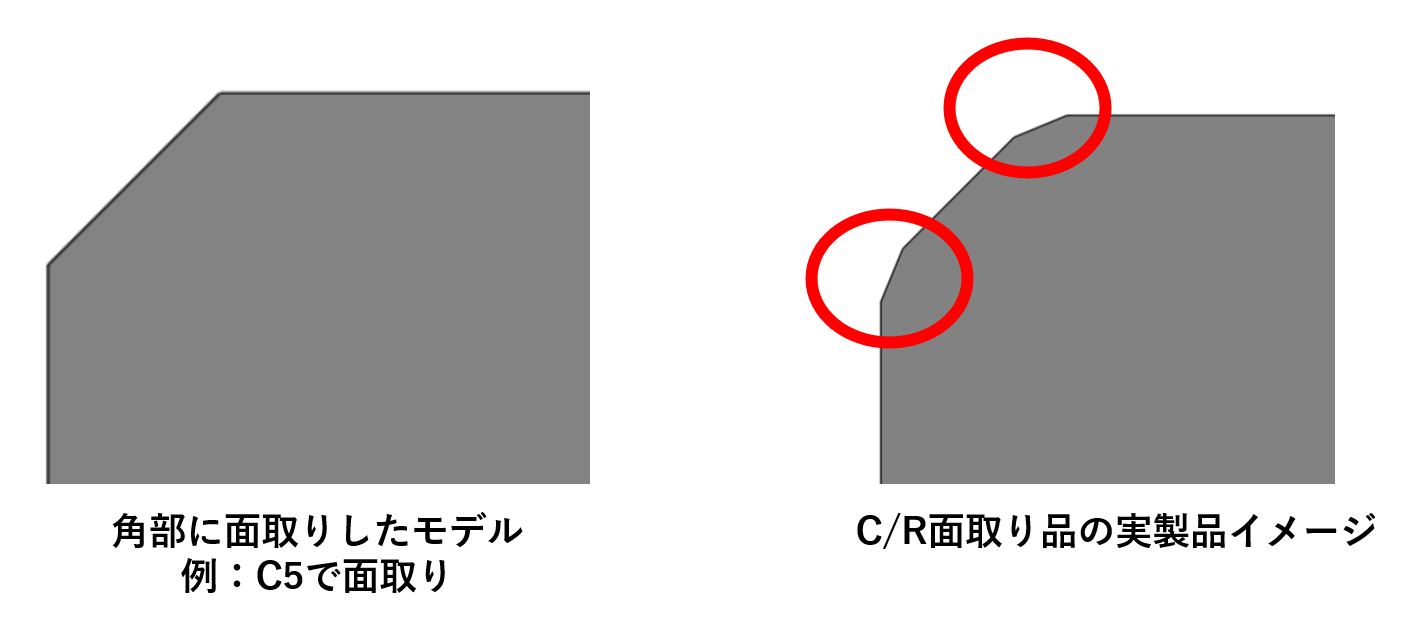
モデル角部にあらかじめC面取り形状をモデリングしている場合、C1面取りを追加して傾斜がさらに緩やかになるよう加工します。(下図参照)
※3Dビューワー上で表示されるモデル形状には、面取り部の変化が反映されないのでご注意ください。
角部にR面取りをモデリングしている場合には、元の形状が維持されます。
製品の面取り部にC面取りが追加される例
曲線を含む角部30度未満の鋭角や170度超の角部は面取り対象外です。
詳細はマニュアルをご確認ください。
対象材質・表面処理
| 材質:鉄系 | 表面処理 | 板厚 |
| SPCC/SPHC | ー | 0.8 1.0 1.2 1.6 2.0 2.3 3.2 4.5 6.0 |
| 無電解ニッケルメッキ | 0.8 1.0 1.2 1.6 2.0 2.3 3.2 4.5 6.0 | |
| 四三酸化鉄皮膜 | ||
| 三価クロメート(白) | ||
| SS400 | ー | 9.0 10.0 12.0 16.0 |
| 材質:ステンレス | 仕上げ方法 | 板厚 |
| SUS304 | 2B | 0.8 1.0 1.2 1.5 2.0 2.5 3.0 4.0 5.0 6.0 |
| No.1 | 9.0 10.0 12.0 |
※板金溶接では板厚0.8㎜対象外、6㎜以上の鉄材質(表面処理あり)はC/R面取りの対象外です。
出荷日
面取り加工に対する納期加算なしで手配可能です。
板金加工
- 短納期:1日目出荷~
- 通常納期:3日目~
- 長納期:20日目~
板金溶接
- 通常納期:5日目出荷~
加工事例
| 板金加工 | 板金溶接 | |
| 写真 |  |
 |
| 材質 | SPCC/SPHC | SUS304(2B) |
| 表面処理 | なし | なし |
| サイズ | W154×D125×H80 | W66×D80×H100 |
| 板厚 | 2.0mm | 6.0mm |
| 出荷日 | 最短1日目~ | 6日目~ |
| 参考価格 | 3,567円 | 11,206円 |
※表中は2025年12月時点の情報
板金加工/板金溶接のマニュアル
面取り仕様についてはこちら
面取りの対象範囲はこちら
【板金溶接】面取りの対象範囲はこちら
技術情報はこちら
操作マニュアルはこちら
関連記事
【板金加工・板金溶接】 納期割引サービスに溶剤塗装5色を追加!品質変わらず価格30%OFF