切削加工においてコストを削減したいとき、着目すべきポイントは、部品製作時に使用する「エンドミル」と「段取り工数」です。
今回は、「メビー」で大径のエンドミルを使用し、段取り工数が少ない設計にすることで、部品価格を抑えた事例をご紹介します。
部品価格が上がりやすい要素

小径のエンドミルを使用
- 一度に削れる量が少ないため、加工時間が長い
段取り工数が多い場合
- 加工機へのワークの取り付け直しや刃物(エンドミルなど)の交換が多い
部品価格が下がりやすい要素

大径のエンドミルを使用
- 一度に削れる量が多いため、加工時間が短い
段取り工数が少ない場合
- 加工機へのワークの取り付け直しや刃物(エンドミルなど)の交換が少ない
でも具体的にどうしたらいいの…?そこで今回は、
「隅Rサイズ」や「加工面数」の変更で、
コストダウンできた事例をご紹介!
目次
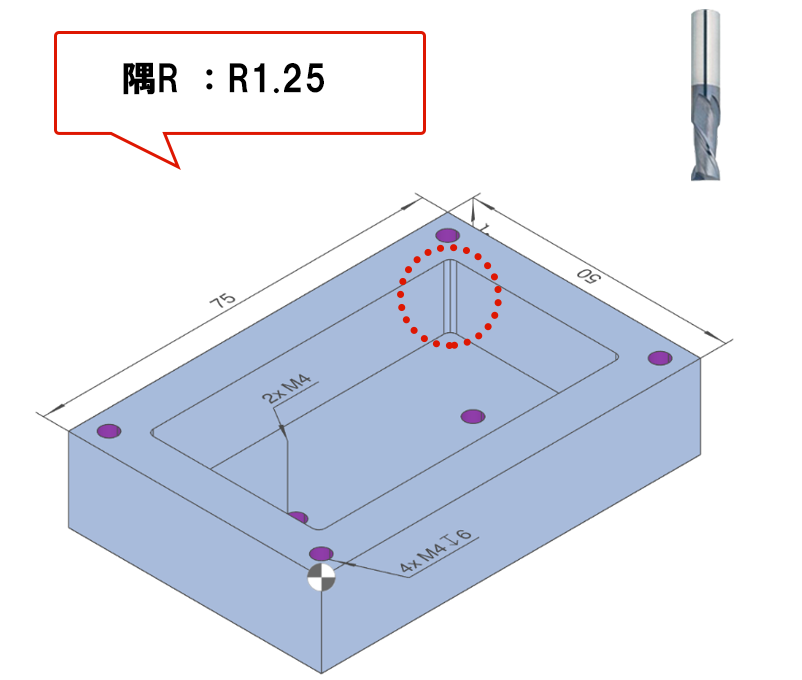
事例(1) 隅Rを大きくする
ポケットの隅Rを大きくすることで、径の大きいエンドミルでの加工となり加工時間が短くなります。そのため、価格を抑えることができます。
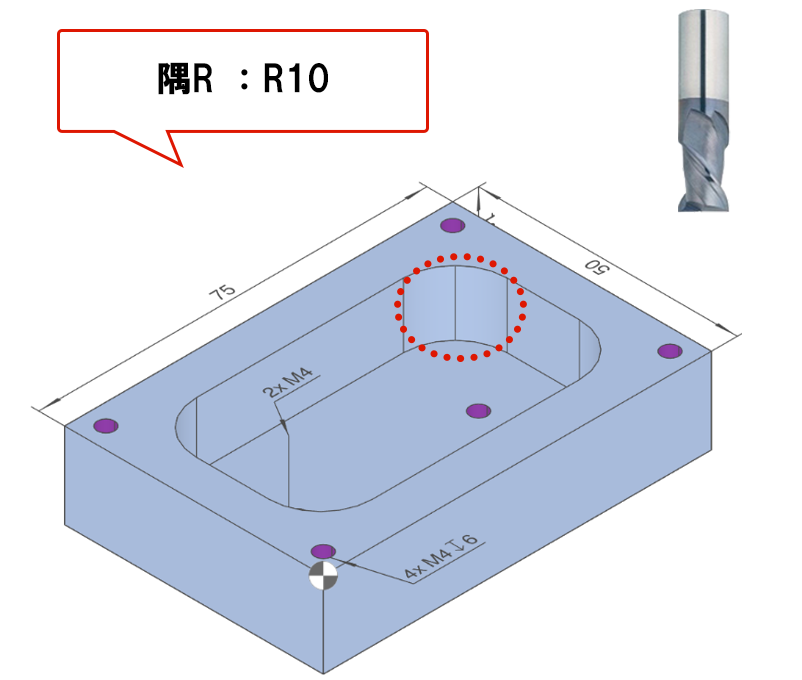
(今回の事例は、R1.25からR10に変更した内容です。部品の仕様により、価格に影響するRの数値は異なります。)
小径のエンドミルを使用
- 参考価格:
- 6,457円
- 出荷日:
- 6日目
- 材質:
- A5052
隅Rの
サイズを
大きく
する
大径のエンドミルを使用
- 参考価格:
- 4,223円
- 出荷日:
- 6日目
- 材質:
- A5052
35%
ダウン!
ダウン!
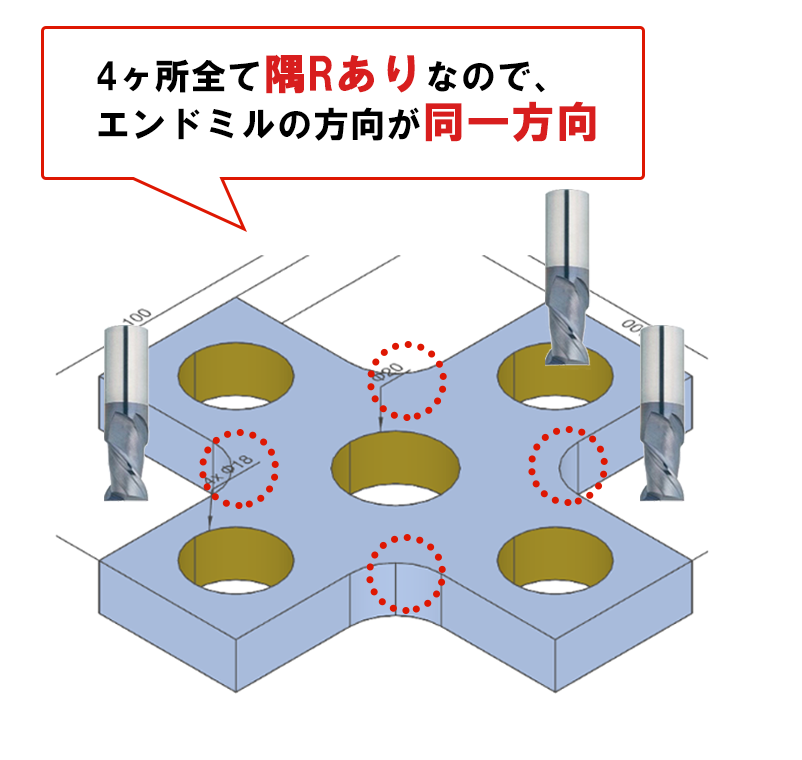
事例(2) 加工面数を減らす(今回は一例として隅Rをつける)
加工面数を減らすことで、段取り工数を削減できるため、価格を抑えることができます。「加工面数を減らす」=「ワークにエンドミルを当てる方向を減らす」ことですが、その方法はさまざまです。今回は隅Rをつけることで加工面数を減らした事例です。
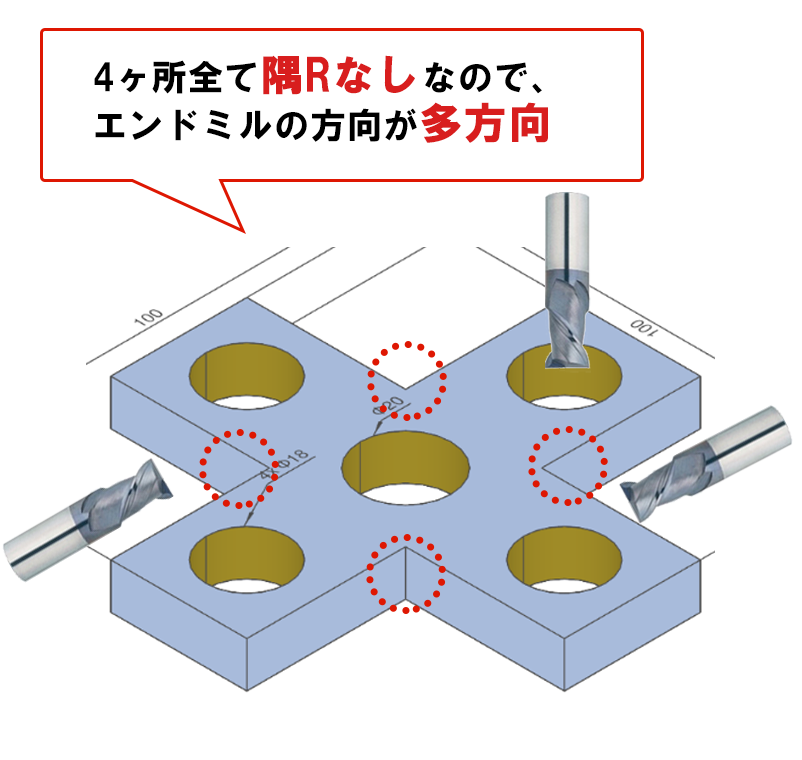
段取り工数が多い場合
- 参考価格:
- 6,133円
- 出荷日:
- 6日目
- 材質:
- SS400
隅部に
Rをつける
段取り工数が少ない場合
- 参考価格:
- 4,847円
- 出荷日:
- 6日目
- 材質:
- SS400
21%
ダウン!
ダウン!
価格が高いと思ったら、隅Rサイズや加工面数を意識して変更してみてください。
でも、コストダウンできるかどうかの見積もりを待つ時間はもったいないですよね?
メビーならあっという間に見積結果が表示されます!
ぜひお手元の3D CADデータをアップロードしてみてください。
タグ