そう簡単にはいかないよ。
公差には決まりというものがあるんだ
皆さんは、寸法の公差を図面のどこにつけるか?公差の数値はいくらにすべきか?と悩んでいませんか?上司に聞いてもはっきりと回答してくれる人は少なく、たいてい「前の図面を参考にしとけ!」といわれるのがオチです。
実は公差をつける場所や公差の数値を決める手段は明確に決まっていないのです。これについての具体的な考え方は設計思想につながる内容であるため別のクールで詳しく解説したいと思います。
その前に図面の本質を考えるうえで、今回は公差の種類や記入法を復習しましょう。
meviy 2D|PDF図面アップロードで簡単操作
かんたん見積もりはこちらから >
目次
1)公差の目的を再確認
機械製図をするうえで、要求する部品の形状や公差を実現させるために加工の知識は欠かせません。「加工される部品の精度は、その部品を加工する工作機械の精度によって決まる」という言葉があり、これを“工作機械の母性原理”といいます。
図面に厳しい寸法精度を指示したとしても工作機械が出せる精度を超えるような公差は実現することが大変難しいのです。しかし投影図は“絵に描いた餅”と同じで、寸法数値に対してプラスマイナスゼロの大きさや位置で、かつ反りや平行直角など幾何特性のばらつきもない完全無欠な状態で描かれます。特にCADを使って設計していると、画面上で部品をいくらでも拡大して見ることができます。この視覚的な暗示によって、例えば0.1mmの隙間でも拡大すれば大きな隙間に見えてしまいます。その暗示が解けないまま寸法数値を見てしまうと、寸法はばらつくという意識が設計者からなくなってしまい、組立が始まると「部品が当たる!」と怒られることが多いのです。
2)公差とは
JIS Z 8103:2000の計測用語によると、公差とは「規定された最大値と最小値との差」と定義され、公差の幅のことをいいます。
2016年より以前は、大きさ(サイズ)や位置のばらつきを、例えば「〇〇±0.1」のように表記し、 “寸法公差” と呼んでいました。しかし海外では大きさ(サイズ)と位置のばらつきを明確に分類しており、日本の図面が海外では通用しないということが問題提起されました。
2016年のJISハンドブックの「解説」の欄で寸法という文言の定義が変更となり、サイズ公差と位置の公差を分類するようになりました。
|
3)サイズ公差に関係する用語の定義
普段、なんとなく使っている用語も間違って認識している可能性もあります。間違った認識で用語を使わないように JIS B 0401-1:2016にあるサイズ寸法に関係する用語の定義を改めて確認してみましょう。(表5-1)。
表5-1 サイズ公差に関係する用語の定義
| 用語 | 定義 |
| サイズ形体 | 長さ又は角度に関わるサイズによって定義された幾何学的形状 |
| 図示サイズ | 図示によって定義された完全形状の形体のサイズ (従来の基準寸法と同じ意味。ノミナル寸法と呼ぶ会社もある) |
| 許容限界サイズ | サイズ形体の極限まで許容できるサイズ |
| 上の許容サイズ | サイズ形体において、許容できる最大のサイズ |
| 下の許容サイズ | サイズ形体において、許容できる最小のサイズ |
| 許容差 | 図示サイズからの上、又は下の許容差 |
| 上の許容差 | 上の許容サイズから図示サイズを減じたもの 注記) 上の許容差は、負、ゼロ又は正が付く数の場合がある |
| 下の許容差 | 下の許容サイズから図示サイズを減じたもの 注記) 下の許容差は、負、ゼロ又は正が付く数の場合がある |
| サイズ公差 | 上の許容サイズと下の許容サイズとの差 注記1 サイズ公差は、正負の符号をもたない絶対値である 注記2 サイズ公差は、上の許容差と下の許容差との差でもある |
| 公差クラス | 基礎となる許容差と基本サイズ公差等級との組合わせ (以前は、公差域クラスと呼んでいた) |
※( )内は、筆者による補足
4)普通公差
例えば、寸法数値に±0.1のような公差が記入されるとばらつきに対して敏感になりますが、公差のない寸法数値だけの場合、なにをもってそのばらつきが合格の範囲と考えればよいのでしょうか?
その答えが普通公差です。設計や製造の現場では一般公差や普通許容差とも呼ばれます。寸法の公差が書かれていなかったのは、あらかじめ決められた公差の表記を省略して図面が煩雑になることを防ぐという製図独特の決まり事だったのです。
寸法数値に公差の表示がない場合、通常は寸法数値として書かれた基準寸法を中心としてプラス側とマイナス側に同じだけの公差があり、許される範囲内でプラス側に作ってもマイナス側に作っても構わないという決めごとを普通公差といいます。加工方法によって普通公差の値は変わりますが、一般的によく使う切削加工の普通公差を示します(表5-2~表5-4)。
切削加工の公差等級は、精級(f)、中級(m)、粗級(c)、極粗級(v)の4段階に設定されています。
表5-2 面取りを除く長さ寸法の普通公差(JIS B 0405-1991~切削加工の場合)
| 公差 等級 |
基準寸法の区分 | |||||||
| 説明 | 0.5以上 3以下 |
3を超え 6以下 |
6を超え 30以下 |
30を超え 120以下 |
120を超え 400以下 |
400を超え 1000以下 |
1000 を超え 2000以下 |
2000 を超え 4000以下 |
| 許容差 | ||||||||
| 精級 | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | – |
| 中級 | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 |
| 粗級 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 | ±3 | ±4 |
| 極粗級 | – | ±0.5 | ±1 | ±1.5 | ±2.5 | ±4 | ±6 | ±8 |
*注:0.5mm未満の基準寸法に対しては、その基準寸法に続けて許容差を個々に指示する。
表5-3 面取り長さの普通公差( JIS B 0405-1991~切削加工の場合)
| 公差等級 | 基準寸法の区分 | ||
| 説明 | 0.5以上 | 3より上 | 6より上 |
| 3以下 | 6以下 | ||
| 許容差 | |||
| 精級 | ±0.2 | ±0.5 | ±1 |
| 中級 | |||
| 粗級 | ±0.4 | ±1 | ±2 |
| 極粗級 | |||
表5-4 角度寸法の普通公差( JIS B 0405-1991~切削加工の場合)
| 公差等級 | 対象とする角度が短い方の辺の長さの区分 | ||||
| 説明 | 10以下 | 10より上 | 50より上 | 120より上 | 400より上 |
| 50以下 | 120以下 | 400以下 | |||
| 許容差 | |||||
| 精級 | ±1° | ±30′ | ±20′ | ±10′ | ±5′ |
| 中級 | |||||
| 粗級 | ±1°30′ | ±1° | ±30′ | ±15′ | ±10′ |
| 極粗級 | ±3° | ±2° | ±1° | ±30′ | ±20′ |
多くの企業で、自社ではどの等級を採用するかが決められており、通常の加工条件では十分に得られる値を設定しています。読者の皆さんも、所属先事業所の技術資料や図面の表題欄の横に普通公差の一覧表が記載されている場合や「指示なき寸法公差は〇級公差とする」等といった表記の場合もありますので調べてみてください。普通公差の一覧表や等級が明記されていない場合、加工者側が勝手に判断せざるを得ず、無駄なコストアップや普通公差を満足することができずに部品不良と判断される可能性もあるため注意しなければいけません。
5)寸法の公差の記入法
普通公差のばらつきでは機能が果たせない、あるいは組み立てできないなど不具合が避けられない場合、普通公差よりもさらに厳しい公差を指示して要求精度を上げざるを得ません。しかし、むやみに厳しい公差を入れると、加工できる工場は限られてくるしコストも指数関数的に上がるため要求機能とコストのバランスを十分に考慮しなければいけません。
① サイズ公差の指示
サイズ公差の記入は、基準寸法に続けて許容差を記入します。均等でない場合は上段に上の許容差、下段に下の許容差を重ねて記入します(図5-1)。
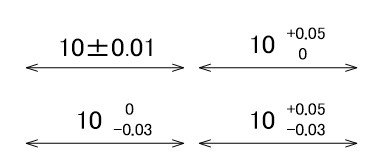
図5-1 サイズ公差の指示例
サイズ公差は、必ずしも基準寸法に対してプラスマイナス均等に振り分ける必要はありません。プラス側あるいはマイナス側に偏りをもたせること(設計の現場では片振り公差とも呼ばれます)もできます。このように設計者は設計意図を基準寸法に対して中央値狙い、上目狙い、下目狙いと図面に表現しますが、加工者は基本的に許容寸法の中央値を狙って加工することが多いということを覚えておきましょう。
公差の文字の大きさは特に規定はなく、JISの図例を見ると寸法数値と同じフォントサイズで公差が書かれています。文字が読めればよいのでCADの初期設定のままで問題ないでしょう。
② 角度サイズ公差の指示
角度サイズ公差の記入はサイズ公差と同じです。ただし、角度の単位記号が必要で、一般的に度数法(°度、′分、″秒)を用いて表します(図5-2)。
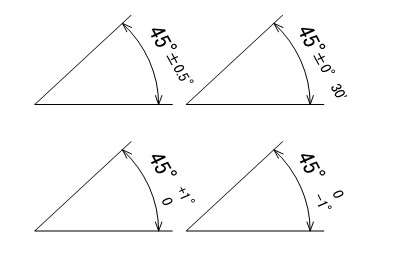
図5-2 角度サイズ公差の指示例
角度の単位である分(′)や秒(″)は、どのように解釈すればよいでしょうか?
これは時計と同じ考え方で、60分になると1時間となって単位が繰り上がりますよね。このような規則性のことを60進法(しんほう)といいます。
それに対して一般的に使用する数字は、9の次は10に繰り上がります。これを10進法といいます。角度の分と度の変換表を示します(表5-5)。
| 角度(分) (60進数) |
角度(度) (10進数) |
角度(分) (60進数) |
角度(度) (10進数) |
角度(分) (60進数) |
角度(度) (10進数) |
角度(分) (60進数) |
角度(度) (10進数) |
| 1分 | 0.0167 | 16分 | 0.2667 | 31分 | 0.5167 | 46分 | 0.7667 |
| 2分 | 0.0333 | 17分 | 0.2833 | 32分 | 0.5333 | 47分 | 0.7833 |
| 3分 | 0.05 | 18分 | 0.3 | 33分 | 0.55 | 48分 | 0.8 |
| 4分 | 0.0667 | 19分 | 0.3167 | 34分 | 0.5667 | 49分 | 0.8167 |
| 5分 | 0.0833 | 20分 | 0.3333 | 35分 | 0.5833 | 50分 | 0.8333 |
| 6分 | 0.1 | 21分 | 0.35 | 36分 | 0.6 | 51分 | 0.85 |
| 7分 | 0.1167 | 22分 | 0.3667 | 37分 | 0.6167 | 52分 | 0.8667 |
| 8分 | 0.1333 | 23分 | 0.3833 | 38分 | 0.6333 | 53分 | 0.8833 |
| 9分 | 0.15 | 24分 | 0.4 | 39分 | 0.65 | 54分 | 0.9 |
| 10分 | 0.1667 | 25分 | 0.4167 | 40分 | 0.6667 | 55分 | 0.9167 |
| 11分 | 0.1833 | 26分 | 0.4333 | 41分 | 0.6833 | 56分 | 0.9333 |
| 12分 | 0.2 | 27分 | 0.45 | 42分 | 0.7 | 57分 | 0.95 |
| 13分 | 0.2167 | 28分 | 0.4667 | 43分 | 0.7167 | 58分 | 0.9667 |
| 14分 | 0.2333 | 29分 | 0.4833 | 44分 | 0.7333 | 59分 | 0.9833 |
| 15分 | 0.25 | 30分 | 0.5 | 45分 | 0.75 | 60分 | 1 |
角度の公差において、10進法で表記するか60進法で表記するかは設計者の好みといえるでしょう。
6)公差の累積(るいせき)
寸法の配列方法がもたらす寸法のばらつき具合を検証するため、直列寸法記入法と並列寸法記入法に普通公差(公差等級:中級)を表記しました(図5-3、図5-4)。
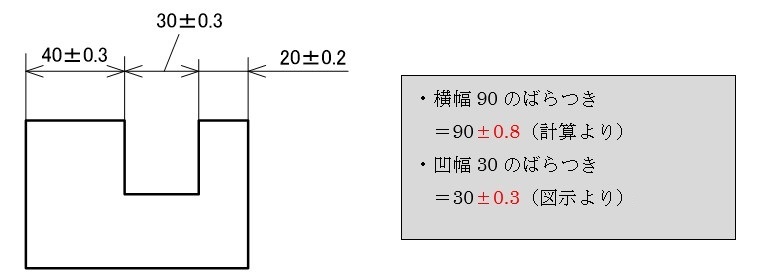
図5-3 直列寸法記入法に普通公差を表記した例
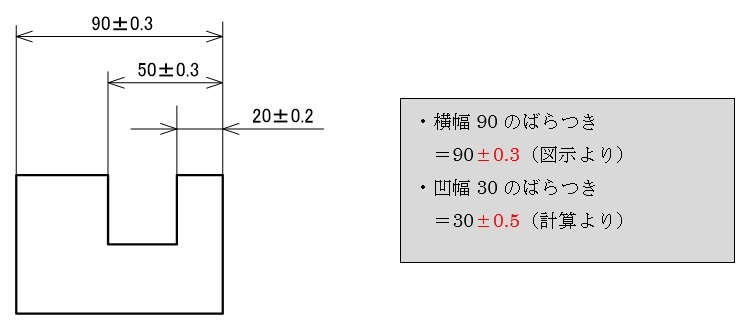
図5-4 並列寸法記入法に普通公差を表記した例
ここで、全幅90 mmと凹幅30mmの2つの寸法に着目して、加工後の寸法ばらつきを検証してみましょう。
| 全幅 |
| 直列寸法記入法・・・90±0.8mm (累積公差を計算する [±0.3]+[±0.3]+[±0.2]=±0.8) 並列寸法記入法・・・90±0.3mm (寸法表記より直接読み取り)よって、直列寸法記入法における全幅のばらつきの方が0.5mm大きくなることがわかります。 |
| 凹幅 |
| 直列寸法記入法・・・30±0.3mm (寸法表記より直接読み取り) 並列寸法記入法・・・30±0.5mm (累積公差を計算する [±0.3]+[±0.2]=±0.5) 注意:基準寸法は引き算で求めますが、公差は累積するため足し算となります。よって、並列寸法記入法における凹幅のばらつきの方が0.2mm大きくなることがわかります。 |
この例から、直列寸法記入法と並列寸法記入法では、該当する部位によってばらつき方に有利不利ができることがわかります。
ただし共通して言えることは、機能上重要な部位に対して寸法を直接記入した方がばらつきを小さく抑えることができ、足し算や引き算で求められるような記入をしてはいけないことがわかります。
つまり、設計者として全長90よりも凸凹のそれぞれの寸法が重要な場合は図5-3の寸法記入法が、逆に溝幅30よりも全長90や右端からの溝端面の位置が重要な場合は図5-4の寸法記入法が適切ということになります。
そう!公差を付与する前に公差が累積しないように寸法の配列を検討することが重要なのです。
7)はめあいの知識
部品同士の位置決めや、可動部の軸と穴をしっくりと組み合わせたい、あるいは圧入して固定したいという場合に、“はめあい”を検討します。
はめあいとは、組み立てる穴と軸の組み合わせる前のサイズの差から生じる2部品間の関係のことをいい、次の3種類を目的別に使い分けます。
●すきまばめ(固定用部材の位置決め部分や、回転・摺動部材の動作をする部分)
●しまりばめ(圧入して固定したい部材)
●中間ばめ(ばらつきによっては、「すきまばめ」になったり「しまりばめ」になったり変動する。設計者として意図が明確ではなく採用しづらい)
はめあいの寸法指示は、基準寸法に続けて大文字あるいは小文字のアルファベットと等級をあらわす数字を記入し、アルファベットと数値の組み合わせを公差クラスの記号と呼び、世界共通の記号として利用されています。穴(あるいは凹)の形状と軸(あるいは凸)の形状で記号が少し異なります。
●φ10穴であれば大文字のアルファベットを用い「φ10H7」のように記入する。
●φ10軸であれば小文字のアルファベットを用い「φ10h7」のように記入する。
公差クラスの記号に用いられるアルファベットは、図示サイズに対して公差領域がどの位置(プラス側かマイナス側か)に存在するかを表します(図5-5)
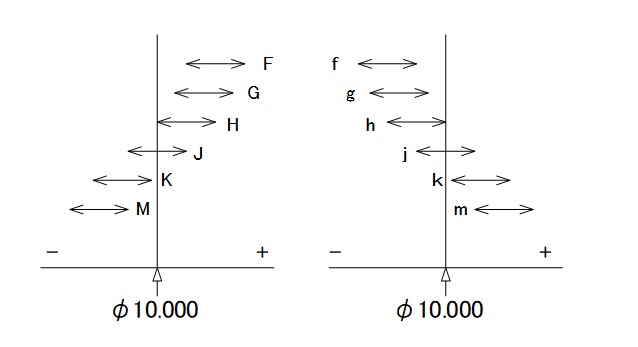
図5-5 アルファベット記号の意味するもの
次に公差クラスの記号に用いられる数値は、サイズ公差(公差の幅)の大小を表します(図5-6)。
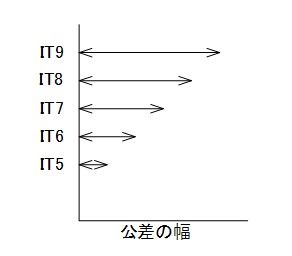
図5-6 公差等級の意味するもの
公差等級の数値は、JIS 0401-2:2016で規定される基本サイズ公差等級(別名:IT基本公差表)と呼ばれる公差等級の数値を用いており、等級ごとの公差幅を表し、寸法ばらつきとコストを決定付ける要素となります。
等級の数値が小さくなるほど公差の精度は上がりますが、加工コストも高くなります。一般的な産業機械ではIT5~IT11が使用され、2016年版で新たにIT01とIT0が追加されました。(表5-6)
表5-6 基本サイズ公差等級(別名:IT基本公差表)
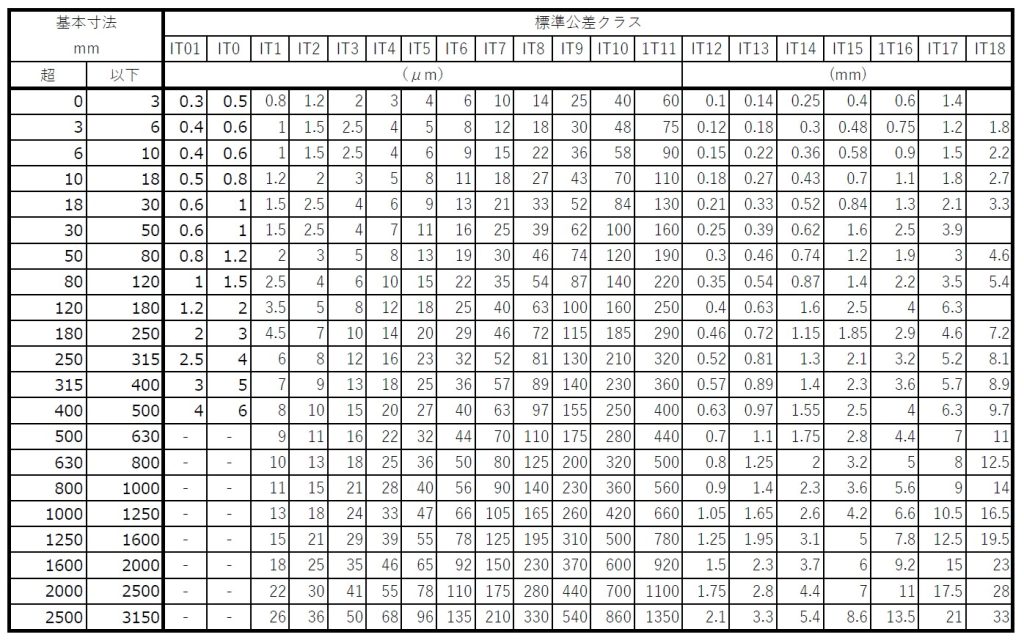
※画像をクリックすると拡大して確認いただけます。
サイズ公差も公差クラスの記号も過去の図面を参考にして決定されることが多いのですが、本来は設計者がその公差で機能を満足できるのか、要求する公差からコストが許容できる範囲にあるのか、要求機能とコストのバランスを考えて経験的に決定していくことになります。
8)まとめ
今回は、普通公差やサイズ公差の記入法に加えてはめあいに使う公差クラスの記号を知りました。これらは世界的に共通であるため海外でも通用する表記法です。設計者として次の項目を肝に銘じておきましょう。
| ●公差を記入する前に普通公差の存在とその数値を把握しておく必要があること。 ●大きさに関する公差は”サイズ公差”と呼ぶこと。 ●むやみに厳しい公差を与えると加工の難易度が上がり結果としてコスト高になること。 ●寸法の配列の仕方で重要な寸法と重要ではない寸法の違いを表現することができること。 ●精度を要求するはめあい部分では、公差クラスの記号で表現できること。 |
以上で、第1クール全5回の連載を終了します。
第1クールでは、図面の役割や設計の現場における課題の解説から始まり、投影図を描く前の段階で決められているルール、投影図のルール、寸法配列や寸法公差記入のルールまでをざっくりと復習という形で振り返ってきました。
第2クールでは、ミスミのカタログに掲載されている代表的な図面をピックアップして、投影図や寸法記入などの良し悪しについて深堀していこうと考えています。
どうぞ、お楽しみに・・(^^♪
meviy 2D|PDF図面アップロードで簡単操作
かんたん見積もりはこちらから >