表面粗さは、加工部品の表面における微細な凹凸の状態を数値化・記号化した指標です。製品のクオリティを左右する設計要素ですが、JIS規格の改定に伴う新旧記号の混在や、Ra(算術平均粗さ)とRz(最大高さ粗さ)の使い分けなど、実務上の判断が難しい場面もあります。
本記事では、表面粗さの基礎から主要パラメータ(Ra・Rz)の違い、旧JIS(三角記号)からの変換一覧、図面への正しい書き方について解説します。
目次
表面粗さとは?設計において重要な理由
表面粗さは、図面上では小さな記号ひとつで表され、製品の寿命や性能、製造コストにも影響を及ぼす指標です。まずは表面粗さの定義と、設計上の重要性について掘り下げていきましょう。
表面粗さの定義
表面粗さは、「ツルツルしている」「ザラザラしている」といった感覚的な表現を、工学的に数値化したものです。
金属などの加工部品の表面を拡大してみると、完全に平滑に見えるものでも、実際には微細な山(凸)と谷(凹)の連続で構成されています。この加工表面にある微細な凹凸の度合いを、JIS(日本産業規格)に基づいた特定の計算式で数値化したものが表面粗さです。
一般的に、数値が小さいほど表面は滑らか(鏡面に近づく)になり、数値が大きいほど粗い状態を示します。単位はマイクロメートル(μm)が用いられます。
なぜ粗さ指定が必要なのか
「とりあえず綺麗に仕上げておけば良い」という考えは、製造現場では通用しません。粗さ指定が必要な理由は、主に機能性と外観の2つの観点に集約されます。
機能性の確保
機械部品がその機能を果たすためには、用途に応じた適切な表面状態が不可欠です。例えば、摺動部では、摩耗を防ぎつつ潤滑油を保持するために緻密な粗さ管理が必要です。シール面では、気密・液密性を確保するために厳密な平滑さが求められます。
一方、塗装や接着面では、密着性を高めるために意図的に表面を荒らす(アンカー効果)こともあります。このように、機械的な信頼性を確保する上で、部品の表面粗さの指定は重要です。
外観・意匠性の向上
表面粗さは、製品の視覚的な高級感、ユーザーが触れた際の質感、操作部の人間工学的な要素(滑りにくさ、手触り)に影響を与えます。鏡面仕上げやヘアライン加工で高級感を演出したり、梨地処理でマットな質感にしたりするなど、用途に応じた処理が施されます。
これを数値で管理すれば、ロット間のバラツキを抑え、製品の品質を一定に保つことが可能です。表面粗さの適切な管理は、単なる製造上のルールではなく、製品のブランド価値やユーザー体験を左右する重要な設計プロセスであると言えます。
主なパラメータ Ra(算術平均粗さ)と Rz(最大高さ粗さ)
表面粗さを表すパラメータは多数ありますが、機械設計の現場で頻繁に使われるのは「Ra」と「Rz」です。それぞれの特性を正しく理解し、適切に使い分けましょう。
Ra(算術平均粗さ)の特徴と用途
Ra(算術平均粗さ)は、表面全体の「平均的な滑らかさ」を示す、一般的に使われる指標です。粗さ曲線の平均線から山と谷の絶対値を平均して算出するため、一箇所だけの突出した傷の影響を受けにくく、安定した品質評価ができます。
そのため、一般的な切削部品や外観部品など、機械加工部品の大部分でRaが採用されます。なお、図面に数値を指示する際は「1.6 / 3.2 / 6.3」といったJISの標準数列から選ぶのが実務の基本です。特別な理由がない限り、現代の図面ではRaを用いるのがスタンダードです。
Rz(最大高さ粗さ)の特徴と用途
Rz(最大高さ粗さ)は、表面の凹凸における「最大振れ幅」を管理するための指標です。Raのような平均値ではなく、基準長さ内における「最も高い山」から「最も深い谷」までの距離をそのまま数値として反映します。
一つの深い傷が致命的な漏れにつながる高圧の気密シール面や真空フランジ面、突起が錆の原因となる塗装下地の管理などで頻繁に使用されます。局所的な欠陥が許されず、シビアな機能性が求められる箇所において、Rzは欠かせない重要なパラメータです。
RzJIS(旧規格)との違いと注意点
図面上にある「RzJIS」は、旧JIS規格との混同を避けるための表記で、現在のRzとは定義が異なります。現在のRzは「最大高さ」ですが、旧規格におけるRzは「十点平均粗さ(高い山5つと深い谷5つの平均)」と定義されていました。
現在の最大高さの方が極端な凹凸を拾うため、旧規格よりも数値が大きく出やすい傾向にあります。過去の図面で十点平均をあえて指定したい場合に用いられますが、新規設計では現行のRaまたはRzを使用し、認識ズレを防ぐことが大切です。
【保存版】新旧記号の対照表(三角記号 ▽ との変換)
現場で根強く残る旧規格の「三角記号」と、現行の「Ra」数値の対応関係を整理しました。新旧図面の読み替えや、適切な加工指示を行うための目安としてご活用ください。
三角記号(▽)とRa数値の対応一覧
かつて使用されていた三角記号は、数が増えるほど「滑らか」であることを意味していました。現在のRaとの大まかな対応関係は以下の通りです。
※数値は代表的な目安であり、厳密な規格変換ではありませんが、実務上はこの読み替えで通用します。
| 旧記号(三角) | 通称 | Ra 推奨値 (μm) | 加工面のイメージ |
| 〜 | 波線(ナミ) | 指示なし | 除去加工しない
(鋳肌、黒皮、素材のまま) |
| 一発(イッパツ) | 12.5〜25 | 荒仕上げ
(手で触ると明らかにザラザラしている。加工の跡が目視ではっきりわかる) |
|
| 二発(ニハツ) | 3.2〜6.3 | 並仕上げ
(手で触ると少しザラつきがある。一般的な機械部品の表面) |
|
| 三発(サンパツ) | 0.4〜1.6 | 精密仕上げ
(手で触るとツルツルしている。光沢があり、微細な加工目が見える程度) |
|
| 四発(ヨンハツ) | 0.2 以下 | 鏡面仕上げ
(顔が映り込むほどピカピカ。非常に高精度な面) |
図面の「読み替え」が必要なシーン
この対照表が必要になるのは、単に古い図面を読む時だけではありません。3Dモデル作成や品質管理の現場でも重要な意味を持ちます。
古い2D図面から3Dモデルを起こす際
過去の設備や治具を再製作する場合、元図に「▽▽」とあれば、3D CADの属性定義には「Ra 6.3」や「Ra 3.2」などを適用する必要があります。このとき、安易に精度の高い「Ra 1.6」などを選んでしまうと、加工工数が増大しコスト高につながるため、元図が「並仕上げで良い場所」であることを正しく汲み取ることが重要です。
古い2D図面から3Dモデルを起こす際
過去の設備や治具を再製作する場合、元図に「▽▽」とあれば、3D CADの属性定義には「Ra 6.3」や「Ra 3.2」などを適用する必要があります。このとき、安易に精度の高い「Ra 1.6」などを選んでしまうと、加工工数が増大しコスト高につながるため、元図が「並仕上げで良い場所」であることを正しく汲み取ることが重要です。
海外図面や古い協力工場とのやり取り
一部の海外図面や、熟練の職人がいる加工現場では、依然として三角記号の方が「直感的に品質が伝わる」というケースがあります。共通言語としてRaを使いつつも、現場コミュニケーションでは「この面は二発(▽▽)相当でお願いします」と補足することで、認識のズレを防ぎ、意図通りの仕上がりを確実に得ることができます。
図面への記号の書き方(指示記号のルール)
表面粗さを正確に伝えるためには、JIS規格に基づいた正しい記号の書き方と配置ルールを習得する必要があります。
基本記号と除去加工の指示
表面粗さの指示では、除去加工の要否によって記号の形状を使い分ける必要があります。形状ひとつで「削るべきか、素材のまま残すべきか」という加工指示が決定づけられます。
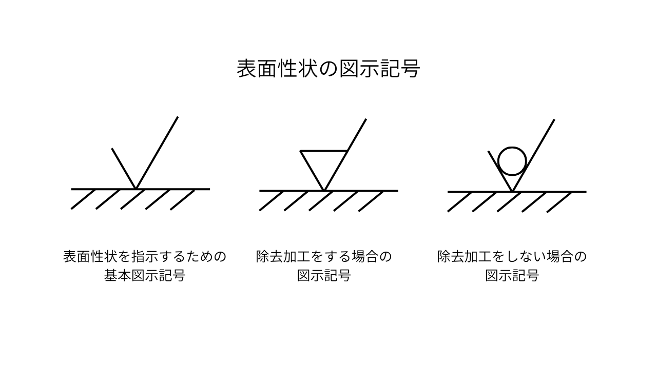
例えば、切削が必要な面にはチェックマークを閉じた「除去加工あり」の記号を用い、鋳肌や黒皮を維持したい面には「除去加工なし(丸付き)」を指定します。この使い分けを誤ると、必要な強度が損なわれたり不必要な工程が増えたりするため、JIS B 0031に基づいた正確な形状選択が不可欠です。
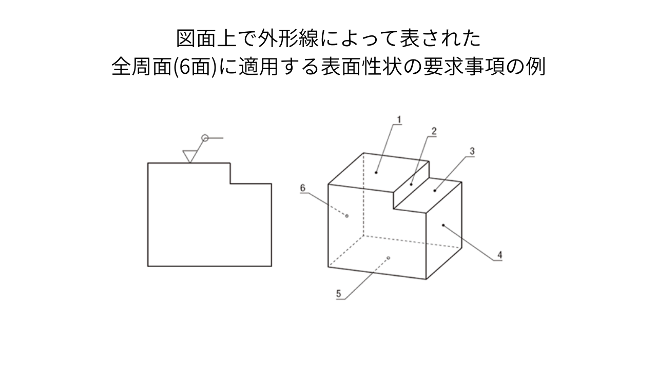
図面上で全周記号を付けた場合は、その指示が特定の一面だけでなく、対象形状を構成するすべての周囲面に適用されます。例えば角柱形状であれば、図のように6面すべてに同一の表面性状要求を指示する意味となります。部分的な面だけに適用したい場合は全周記号を用いず、対象面を個別に指定する必要があります。
加工の向き(筋目)の指定
部品の機能性を引き出すためには、記号の右下に補助記号を添えて「加工の向き(筋目)」を指定することが重要です。軸の回転方向やシールの摺動方向に対して加工目がどう付くかは、摩擦抵抗や気密性に直接的な影響を及ぼします。
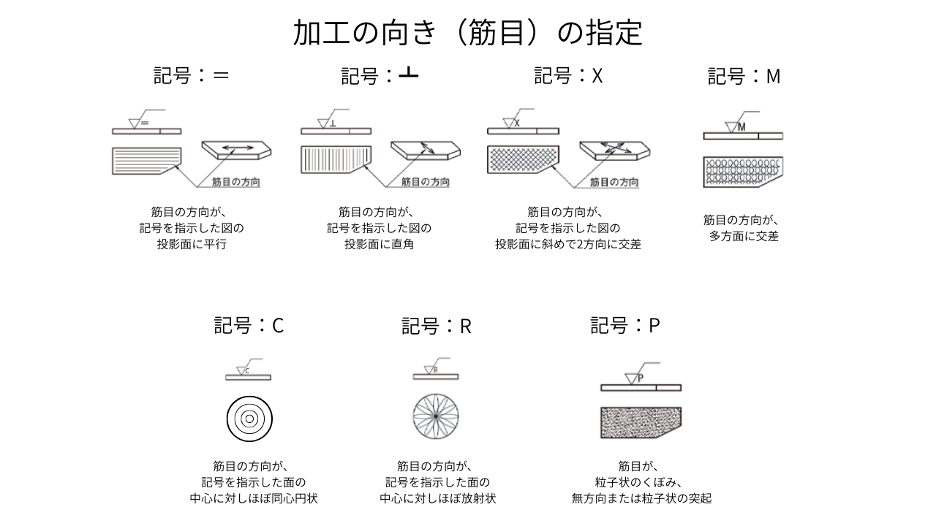
具体的には、筋目が平行なら「=」、直角なら「⊥」、放射状なら「R」といった記号を併記します。特に油漏れを防ぐ必要がある油圧部品のシール面などでは、加工目の向きが性能の要となるため、数値だけでなく筋目の指示まで徹底することが求められます。
記号を記入する位置と向きのルール
表面粗さの記号を記入する際は、配置場所と向きに関する図面上のルールを遵守しなければなりません。指示対象の面を明確にし、加工現場での読み間違いによる手戻りを防ぐ必要があるためです。
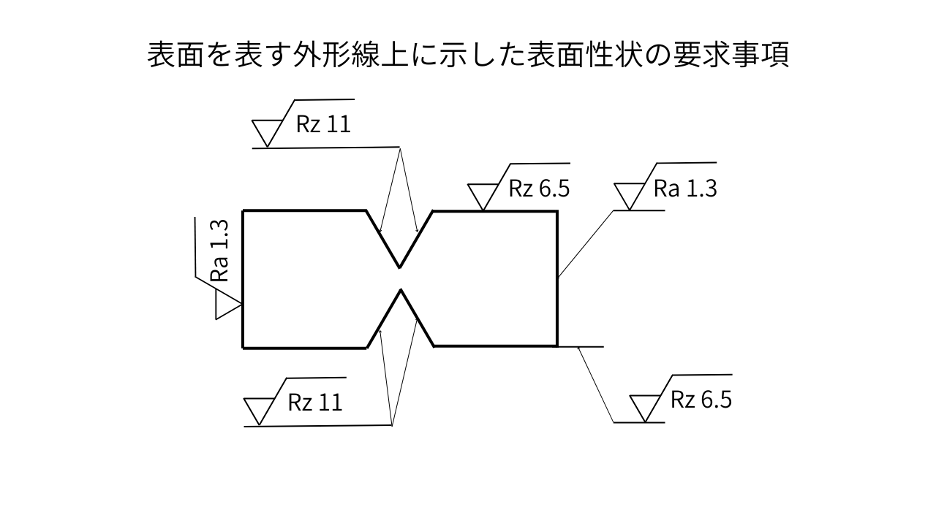
原則として記号は対象の外形線上、またはその延長である寸法補助線上に配置し、図面の「下または右」から(文字と同じ向きで)読める向きに描きます。
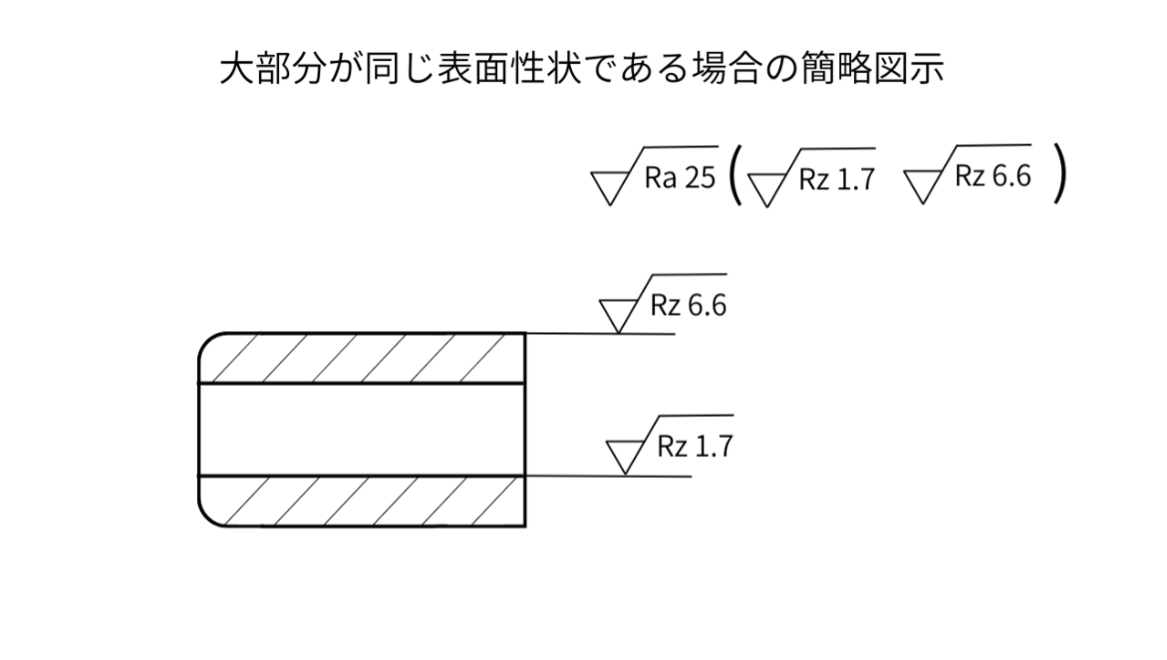
また、部品全体に共通の粗さを適用する場合は、図面枠の表題欄付近や注記欄にまとめて示すのが一般的です。正しい配置ルールを守ることは、設計者の意図を正確に伝えるための基本マナーといえます。
加工方法とコストバランスの考え方
設計において機能を最小コストで実現するためには、粗さと加工コストの関係を理解しておかなければなりません。ここでは加工法ごとの限界と、コストバランスの勘所を解説します。
加工法ごとの限界粗さ(目安)
各工作機械が得意とする限界粗さの把握は、コスト設計の基本です。無理な精度指定は工程を増やし、コストの増大を招きかねません。
例えば、旋盤やフライスなどの切削ではRa 1.6が現実的な限界ですが、さらに高精度なRa 0.2〜1.6を目指すなら研削加工が有効です。さらに、鏡面のような超精密仕上げが求められる場合は、Ra 0.2以下を実現できるラップ・バフ加工を選択します。
加工法ごとの能力とコストの相関を理解し、適切な粗さを指定することが、品質と経済性を両立させる鍵となります。
寸法公差が厳しい箇所は粗さも細かく指定する
高い精度が求められる嵌め合い部など、寸法公差が厳しい箇所には、それに連動して細かい表面粗さを指定する必要があります。表面が粗い状態で精密な寸法公差を設けても、摩擦によって表面の突起が早期に摩耗し、すぐに設計通りの寸法から外れてしまうからです。
一般的に、厳しい公差を指定する面には、Ra 1.6以下の滑らかな指示をセットで行うのが定石です。寸法精度を長く維持し、部品の信頼性を担保するためには、公差と粗さのバランスを考慮した設計センスが欠かせません。
過剰品質はコストアップの要因
必要以上に厳しい粗さを指定する過剰品質は、製造原価を不要に押し上げる要因です。表面粗さを一段階細かくするだけで、加工時間は指数関数的に増大し、専用の治具や検査コストまで積み上がります。
機能に関係のない逃げ部や外周までRa 1.6を指定すると、本来不要なコストが発生してしまいます。「摺動部やシール面は厳しく、それ以外は粗いまま(Ra 12.5など)にする」といったメリハリのある設計こそが、品質と利益を両立させるプロの仕事と言えるでしょう。
メビーなら表面粗さの指示・見積もりもスムーズに
ここまで、表面粗さの理論や図面指示の煩雑さについて解説してきました。
「知識としては理解したが、毎回図面に細かく記号を入れるのは面倒だ」「コストと粗さのバランスを毎回計算するのは大変」と感じた方もいるかもしれません。
そんな設計者の悩みを解決するのが、 meviy(メビー) です。メビーでの表面粗さの設定方法は、こちらをご覧ください。
切削角物 表面粗さ、研削・バフ研磨を設定する
切削丸物 表面粗さを設定する