独立の条件と包絡の条件の違いを理解する
今回のシリーズは、最大実体公差方式の意味を解説します。
幾何公差を指示していても、その効果を十分に引き出せていない――そんな図面は少なくありません。
本シリーズでは、図面に明示されていなくても実際に部品が満たすべき「実効領域」という考え方を軸に、幾何公差をさらにステップアップさせ、コストダウンに寄与するための最大実体公差方式の考え方と図面のルールを整理していきます。
第7クールのテーマは、当意即妙(とういそくみょう)!
サイズの値に応じて幾何公差を増やすことができること。
その場に応じたすばやい機転が利くこと――これこそが、最大実体公差方式が持つ本来の意味です。
第1回目では、最大実体公差方式を理解するための基本となる、独立の原則と包絡の条件を取り上げます。寸法と形状はどのような関係にあるのか、そして図面に明示されていなくても実際に部品が満たすべきものとは何か。その答えが、「実効領域」という考え方です。
目次
はじめに
前回までのステップでは、幾何特性14種類についての解釈と記入テクニックについて解説してきました。
図面を読む人は幾何公差があると、まずはデータムを探して基準となる面や線を見つけ、どこの形体が重要なのかを順番に探って読み解いていきます。
幾何公差の公差記入枠の中に見慣れないMを丸で囲った記号がある場合があります(図1-1)。

図1-1 公差記入枠内に記載されたMを丸で囲った記号
このMを丸で囲った記号は、指示された形体に最大実体公差方式を適用することを意味し、Maximum Material Conditionの先頭の頭文字を記号として表現したものです。
注)本シリーズの記事では、Mを丸で囲った記号のことを○M(まるエム)と表現します。
今回のシリーズは、幾何公差をさらに効果的に使うテクニックである最大実体公差方式を全6回に渡って解説します。
第1回:独立の原則と包絡の条件を理解する
第2回:最大実体公差方式とは
第3回:公差を見える化する動的公差線図
第4回:最大実体公差の適用例(形状偏差編)
第5回:最大実体公差の適用例(姿勢偏差編)
第6回:最大実体公差の適用例(位置偏差編)
1.最大実体公差方式の目的
最大実体公差方式って聞くと「よくわからん‥難しそう‥」と見て見ぬふりをしてきた設計者や加工者も多いと思います。前回までに学んできた幾何公差の基本知識をもって挑めば、そこまで難しくありませんし、2部品間の公差設定の論理性をより理解でき、コストダウンにも寄与します。
最大実体公差方式は、サイズ公差と幾何公差の許容関係を定める“特別な相互関係”になります。
図面に幾何公差を指示すると、コストアップの要因になると信じて避けている設計担当者や上司も多いと思います。
最大実体公差方式を使うことで設計意図をより明確にしつつ、次のようなメリットがあります。
幾何公差値を広げることができる
設計者は、はめあう2部品のサイズ公差を決める際、寸法ばらつきを考慮して、隙間が最も小さくなる最悪条件でも組立を保証しようと公差の数値を決定します。しかし最悪条件でない場合は、その差分が隙間となって組立に余裕を持たせることを意味します。つまり最大実体公差は、この余った差分を幾何公差に追加できるというものです。
検査工数を削減することができる
幾何公差を指示すると、サイズ公差の検査の次に幾何公差の検査工数が増え、結果として部品単価に跳ね返ります。大量生産品の場合、機能ゲージという治具を設計し使用することで簡単に部品検査をすることができ全数検査も可能となります。つまり、最大実体公差方式は、全数検査による品質保証に加えて検査工数を削減することもできます。
本記事では最大実体公差方式の本題に入る前にいくつかのキーワードの意味を解説します。
2.包絡の条件(JIS B 0024)の復習
ISO(JIS)製図の基本である独立の原則は、サイズ公差と幾何公差を無関係に取り扱うものですが、包絡の条件はその逆で、サイズ公差と幾何公差に関係性を持たせることが特徴です。
包絡の条件は円筒面または平行二平面によって決められる一つの形体「サイズ形体(feature of size)」に対して適用し、形体がその最大実体寸法における完全形状の包絡面を超えてはならないことを意味しています。
以下のいずれかによって指定されます。
- サイズ公差の後にEを丸で囲った記号を付記する
- 包絡の条件を規定している規格を参照する
注)本シリーズの記事では、Eを丸で囲った記号のことを○E(まるイー)と表現します。
3.最大実体寸法、最小実体寸法とは
包絡の条件に出てきた「最大実体寸法」やその逆の意味をもつ「最小実体寸法」について知りましょう。
最大実体寸法
最大実体寸法 (Maximum Material Size) とは、 形体の最大実体状態を決める寸法と定義されます。
最大実体状態(Maximum Material Condition)とは、形体のどこにおいても、その形体の実体が最大となるような許容限界寸法、たとえば、「最大の軸径」あるいは「最小の穴径」を持つ形体をいいます。
軸と穴の場合、最大実体寸法は次のように覚えます(図1-2)。
- 軸や凸幅形体…部品体積(重量)が大きく(重く)なる寸法→軸径が最も大きくなる寸法
- 穴や凹幅形体…部品体積(重量)が大きく(重く)なる寸法→穴径が最も小さくなる寸法

図1-2 軸と穴の最大実体寸法
最小実体寸法
最小実体寸法 (Least material size) とは、 形体の最大実体状態を決める寸法と定義されます。
最小実体状態(Least Material Condition)とは、形体のどこにおいても、その形体の実体が最小となるような許容限界寸法、たとえば、「最小の軸径」あるいは「最大の穴径」を持つ形体をいいます。
軸と穴の場合、最小実体寸法は次のように覚えます(図1-3)。
- 軸や凸幅形体…部品体積(重量)が小さく(軽く)なる寸法→軸径が最も小さくなる寸法
- 穴や凹幅形体…部品体積(重量)が小さく(軽く)なる寸法→穴径が最も大きくなる寸法

図1-3 軸と穴の最小実体寸法
4.完全形状の包絡面とは
完全形状の包絡面とは、図面指示されたサイズ公差の最大実体状態でできた形の崩れない領域のことを表わします。
したがって、“完全形状の包絡面を超えてはならない”とは、カタチの崩れのない最大実体寸法の領域の中に対象となる形体が存在しなければいけないという意味です。
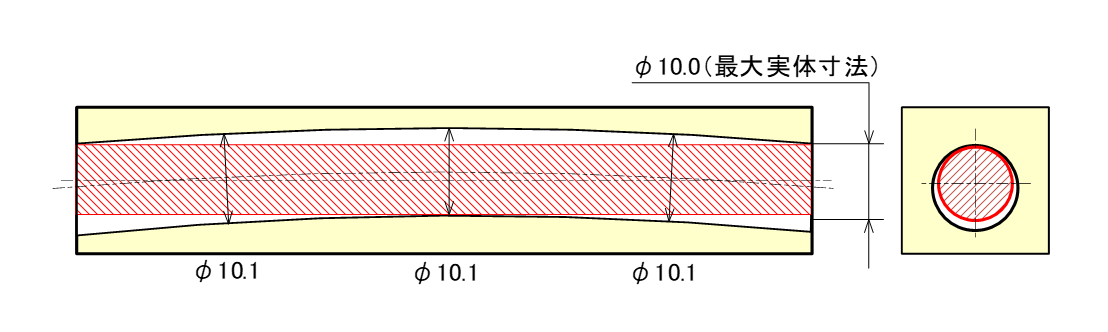
軸の場合を想定して、完全形状の包絡面とはどんなものかを確認してみましょう(図1-4)。

a)図面指示(軸形状)

b)完全形状の包絡面=最大実体状態の領域

c)完全形状の包絡面を超えない形体
図1-4 軸の完全形状の包絡面
図1-4より、軸の直径サイズが公差内でばらつき、かつ変形していても、軸は完全形状の包絡面の内側にあることがわかります。
この完全な包絡面のことを実効領域とも呼びます。
続いて穴の場合を想定して、完全形状の包絡面とはどんなものかを確認してみましょう(図1-5)。

a)図面指示(穴形状)

b)完全形状の包絡面=最大実体状態の領域
c)完全形状の包絡面を超えない形体
図1-5 穴の完全形状の包絡面
図1-5より、穴の直径サイズが公差内でばらつき、かつ変形していても、穴は完全形状の包絡面の領域を侵していないことがわかります。
つまり、軸(凸幅)と穴(凹幅)では同じ最大実体寸法と呼ぶにもかかわらず、軸(凸幅)は公差内の最大寸法、穴(凹幅)は公差内の最小寸法とオスメス形体で考え方が逆転します。
5.記号〇E(まるイー)の意味
独立の原則に従う図面の中で、限定する寸法にだけ包絡の条件を適用する場合、サイズ公差に続けて ○E(まるイー)を記入します。
このEは、Envelopeの頭文字で、和訳すると封筒という意味をもちます。つまり、最大実体寸法をもった完全形状の包絡面という“封筒”の中に、サイズ公差を守った部品が入れば合格、入らなければ不合格と決めるものです。
軸の場合を想定して、記号〇Eの適用有無の違いを確認してみましょう。
段付き軸の図面の中で、小径部の寸法にだけ包絡の条件を適用する場合には、そのサイズ寸法の公差値に続けて記号〇Eを付けます。記号〇Eの付かない形体はサイズ公差を守りつつ変形量に規定はなく完全形状の包絡面という考えは存在しません。記号〇Eの付いた形体はサイズ公差を守りつつ完全形状の包絡面を超えることは許されません(図1-6)。

a) 直径サイズに〇Eがある場合とない場合の図面例

b) 直径サイズに〇Eがある場合とない場合の解釈
図1-6 記号〇Eの適用有無の違い
つまり、独立の原則はサイズ公差と変形量(幾何公差相当)を別々に考え、包絡の条件はサイズ公差と幾何公差を同時に考えるものです。
JISに規定はありませんが、全てのサイズ寸法に包絡の条件を指定する場合、「ASME Y14.5」という文言を表題欄、あるいはその付近に明示するとよいでしょう。なぜならアメリカの規格であるASME Y14.5は、最初から包絡の条件を適用しているからです。(図1-7)。

図1-7 包絡の条件を適用する公差方式の表示例(JISに規定はない)
ASME Y 14.5とは
ASME(American Society of Mechanical Engineers)は、アメリカの機械工学に関する学会です。
ASME Y 14.5 (Dimensioning and Tolerancing)は、幾何公差に関する決め事を規定したもので、主に北米の一般産業界で活用されています。
まとめ
国際標準規格であるISOが定める「独立の原則」は、日本の国家規格であるJISも準拠しており、世界のほとんどの国々で適用されています。しかし、その独立の原則と対極にあるのが「包絡の条件」で、主にアメリカが適用しています。
本シリーズで学習する「最大実体公差方式」は、この両者の違いを理解しなければいけません。
独立の原則と包絡の条件では、加工のアプローチや検査方法も異なり、特に海外企業との取引の際に規格を明確にしておかなければトラブルの原因になります。
次回は、最大実体公差方式の目的や考え方について解説します。



