製図における板金加工の寸法補助記号と注意点
製図する際に、板金独特の寸法補助記号や言い回しなどがあります。正しい知識を習得して加工しやすく寸法が漏れない図面を描く必要があります。製図の際のルールや注意点を知りましょう。
meviy 2D|PDF図面アップロードで簡単操作
かんたん見積もりはこちらから >
目次
1. 板金図面に用いられる寸法補助記号
一般的な切削部品の図面では見ることがない記号や用語が板金図面には存在します。図面を描くときの知識として、あるいは図面を読むときに困惑しないよう、板金に関係する寸法の補助記号を知りましょう。
① 加工方法によって使い分ける記号
呼び寸法に続けて加工方法を表す簡略指示を記入することができます(表5-1)。
表5-1 加工方法を表す簡略指示
| 加工方法 | 簡略指示 | 簡略指示 | 意味 |
| (日本語) | (英語) | ||
| キリもみ | キリ | D(Drilling) | ドリルで穴加工すること |
| リーマ仕上げ | リーマ | DR(Drilling Reaming) | リーマで穴加工すること |
| 鋳放し(いばなし) | イヌキ | – | 鋳造(ちゅうぞう)のままのこと |
| プレス打ち抜き | 打ヌキ | PPB(Press Punching Blanking) | パンチで打抜くこと |
| ● ドリル ドリルとは、丸穴をあけるための円筒状の刃物で、金属などをドリルの刃先で切削し、側面のねじれた溝から切りくずを排出します。板金部品は打抜き工程のため使用しません。 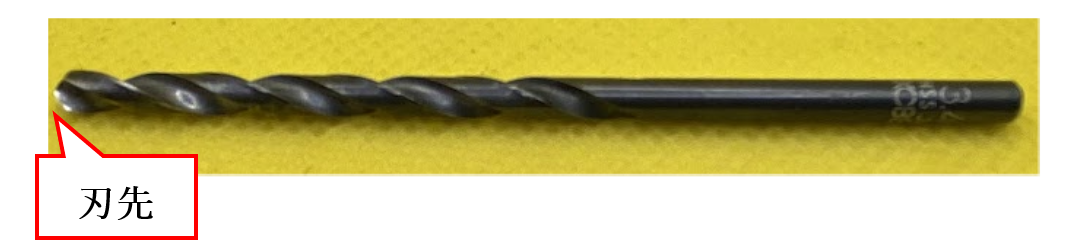 ● リーマ リーマとは、ドリルで穴をあけた後に精度の必要な穴を仕上げる円筒状の刃物で、ドリルと違って側面刃を使います。板金部品は打抜き工程のため使用しません。  ● 鋳放し(いばなし) 鋳放しとは、鋳型から取り出したままで、切削加工しない表面の粗い状態をいいます。板金部品は打抜き工程のため使用しません。 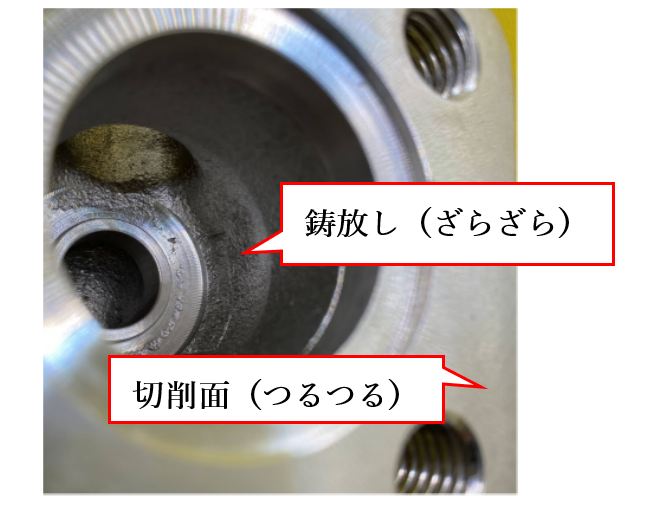 ● プレス打抜き プレス打抜きとは、丸穴、長穴、角穴などをパンチと呼ばれる型を打抜くことをいいます。板金加工ではよく使われる加工になります。 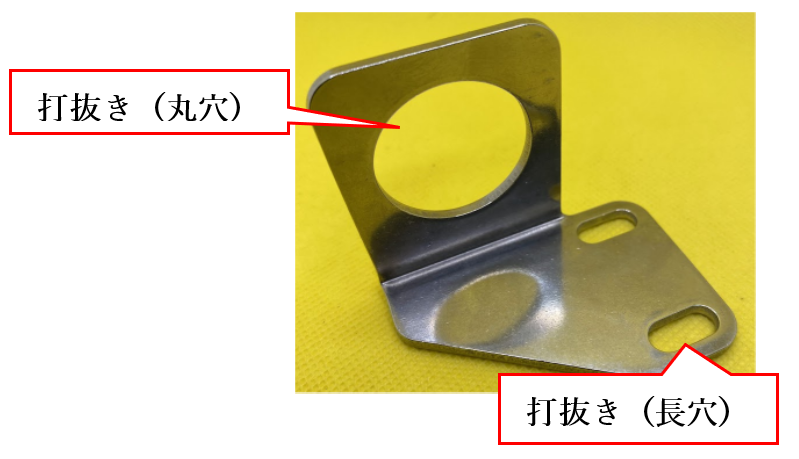 |
図5-1に示す簡略指示のうち「打ヌキ」が板金部品の穴の寸法に使います。しかし、投影図を見れば抜き穴であることがわかる場合が多く、簡略指示の「打ヌキ」を記入することは稀だと考えます。逆に、薄板の部品なのに穴に「10キリ」と指示している図面も散見されます。「穴=キリ」と勘違いしないように注意してください。
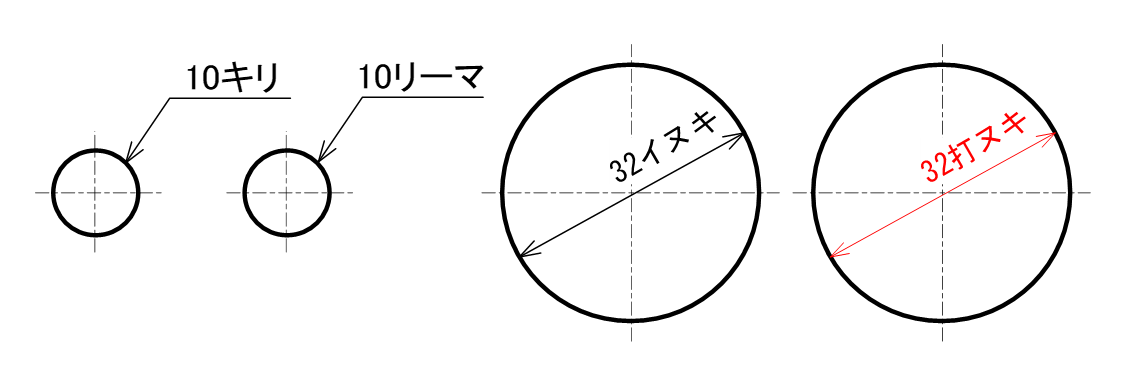
図5-1 加工方法を表す簡略指示を使った寸法指示例
JISによる加工方法の簡略指示のうち、板金部品に適用する「打ヌキ」はパンチプレスによる加工を前提としています。残念ながらレーザーカット加工の簡略指示はありません。
パンチプレスとレーザーカットでは、切断面の状態が異なります。詳細の切断面の状態は、こちらを参照ください。
参考:2D図面加工品サービス| meviy(メビー)ご利用ガイド>金属部品(板金・シム)>品質・検査基準
特に「抜ダレ」を期待して設計している場合は、図面に抜き方向を明示しつつ、「レーザーカット加工不可」と注記するしか手段はありません。逆にレーザーカット加工を前提で設計している場合は、「レーザーカット加工のこと」と注記するとよいでしょう。
なお、この記事の図5-2以降の図例は、カエリ取りの工程分のコストアップを嫌い、カエリの存在は肯定したうえで、部品取り付け時にカエリ面が人の手や配線などに触れないように「ダレ面」、あるいは「カエリ面」と抜き方向を指定しています。そのため、カエリがなければレーザーカット加工されても構わないという設計意図から、注記で「レーザーカット加工不可」とまでは制約をしていません。
② 板の厚みの寸法補助記号
板の厚みは寸法補助記号「t」を付けて、投影図の近辺、あるいは投影図の内側に記入するとJISで規定されています。企業によっては注記や表題欄に記載する場合もあります。
寸法補助記号「t」は、「厚み」を意味する英語「Thickness」の頭文字をとったもので、板の厚みが1.2mmの場合、「t 1.2」と記入します。
板の厚さを示すことによって、平板の場合は厚みを表す投影図を省略することができます(図5-2)。
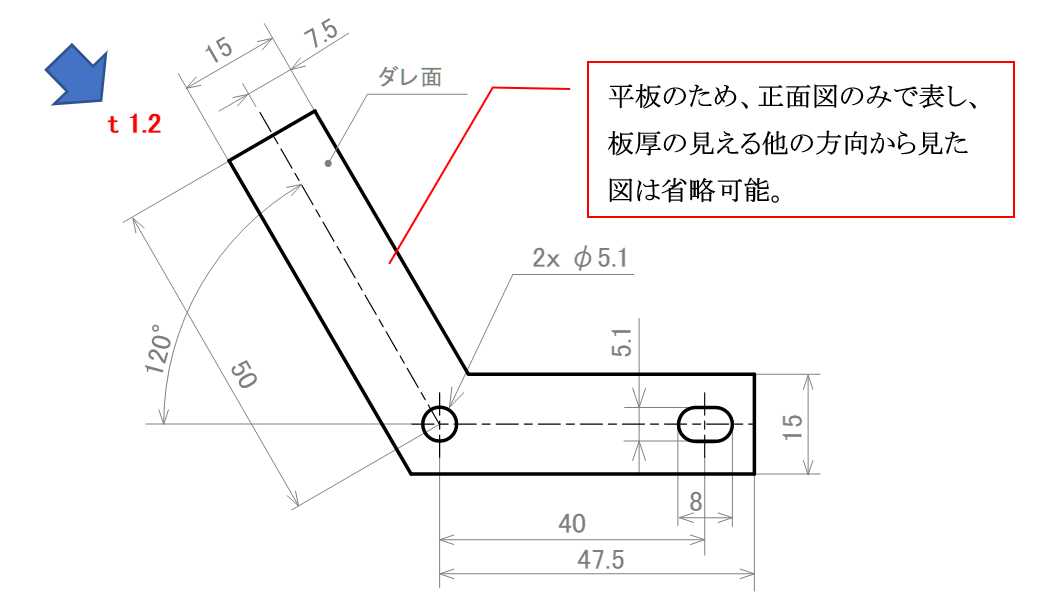
図5-2 寸法補助記号「t」の使用例と投影図の省略
板の厚さを示すことによって、曲げのある部品の場合は板の厚みが見える投影図に厚みの寸法は記入しません(図5-3)。
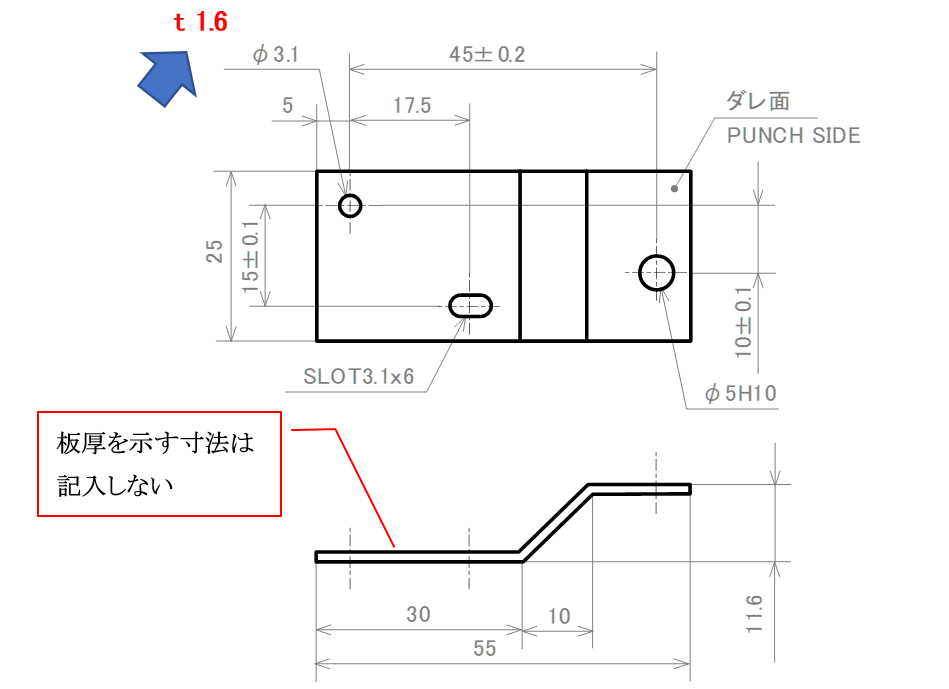
図5-3 寸法補助記号「t」の使用例と板厚寸法の省略
③ 幾何学的に正しい形状として表わせない場合の指示
投影方向の関係で該当部分が幾何学的に正しい形状として表わせない場合、曲げ加工前の形状という意味で「展開R」または英語で「DEVELOPED R」という表現を使うことができます(図5-4)。
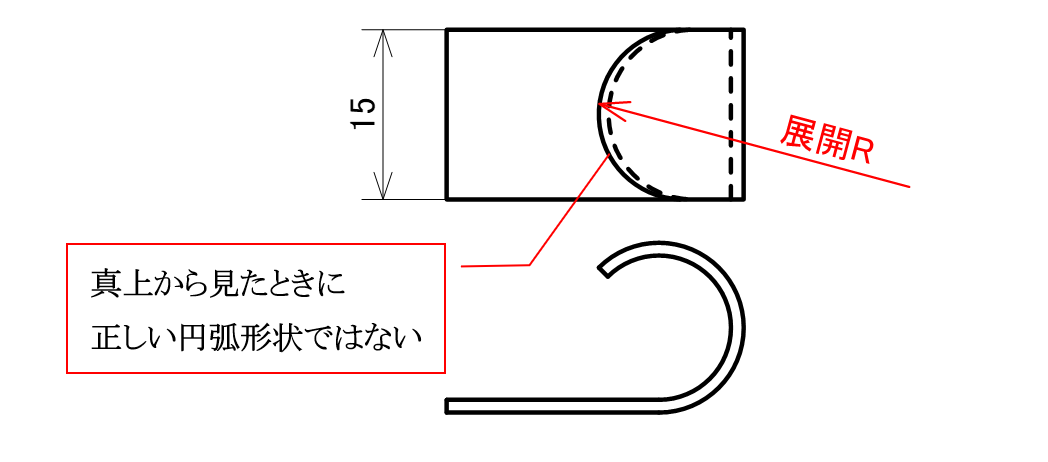
図5-4 「展開R」の使い方例
2.板金部品の寸法記入
様々な形状の板金部品の寸法記入例を確認することで、板金製図に慣れましょう。
① 取付穴の寸法記入の例(その1)
1)取付穴に関する寸法記入例
平面図左側の「φ3.1」穴を基準として、右側に見える長穴を回り止めに利用して位置決めするとします。
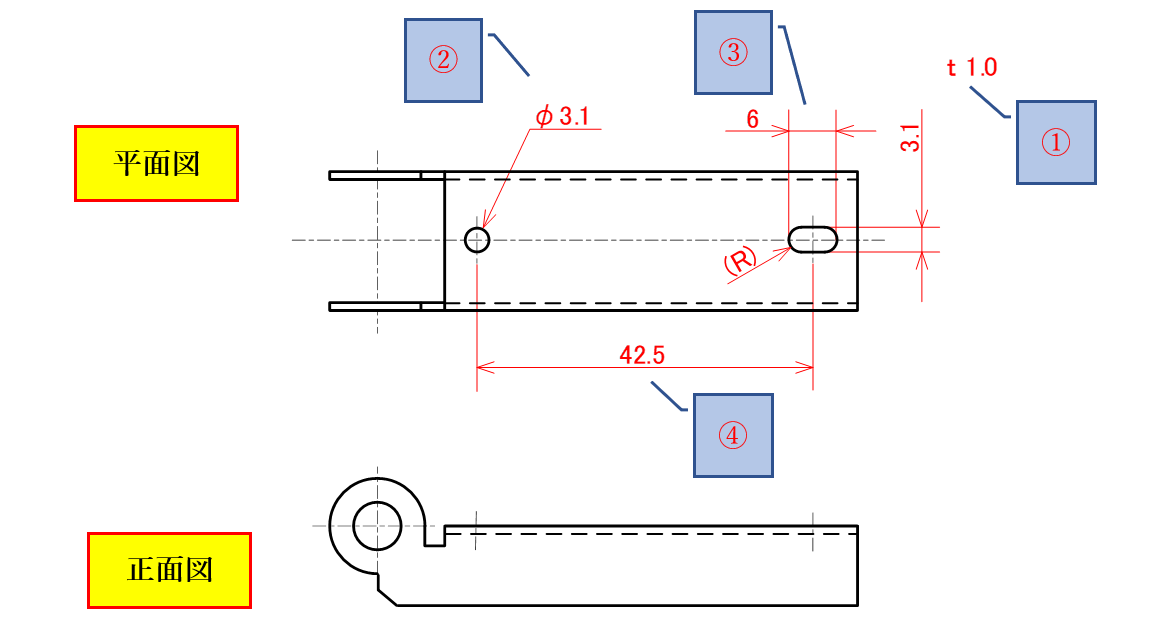
図5-5 取り付けの位置決めに関連する寸法の記入例
最初に板厚と取り付けの位置決めに関連する寸法を記入します(図5-5)。
① 投影図の近辺に板厚「t 1.0」を明記します。
② 取り付け基準穴の直径寸法「φ3.1」を記入します。
③ 回り止めの長穴寸法「3.1」と「6」と「(R)」を記入します。
④ 取り付け基準穴と長穴の位置の寸法「42.5」を記入します。
2)機能寸法の記入例
続いて、機能寸法(機能的に重要な寸法)を記入します(図5-6)。
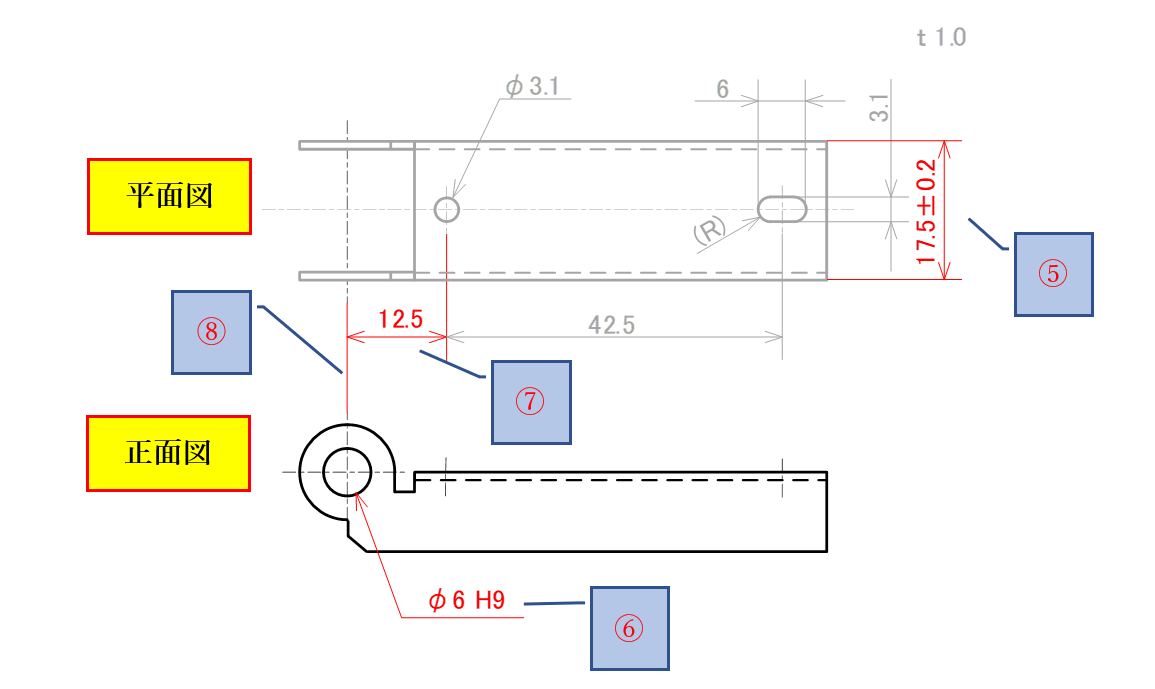
図5-6 機能寸法の記入例
⑤ 平面図に曲げ幅の寸法と公差「17.5±0.2」を記入します。
⑥ 正面図に見える機能穴の寸法「φ6H9」を記入します。
| 「φ6H9」は、裏側の面にも存在するので2か所ありますが、JIS製図では一つの投影面に見える形状の数を記入します。そこで次項の⑪に示す「A面と同じ」という表現を適用するため、ここでは1か所の穴として記入しています。しかし「2xφ6H9」と記入しても暗黙的に解釈可能ですので問題はないと考えます。 |
⑦ 取り付け基準穴「φ3.1」と機能穴「φ6H9」の位置を記入します。
⑧ 平面図では「φ6H9」の穴の中心線しか見えていないため、寸法「12.5」が何の位置を表しているのかわかりづらくなっています。そこで正面図に見える「φ6H9」の穴の中心線と平面図の中心線を寸法補助線で結ぶことで関連を理解しやすいように工夫しました。
3)その他寸法の記入例
機能的に重要度の低いその他の寸法や加工上の注意点を記入します(図5-7)。
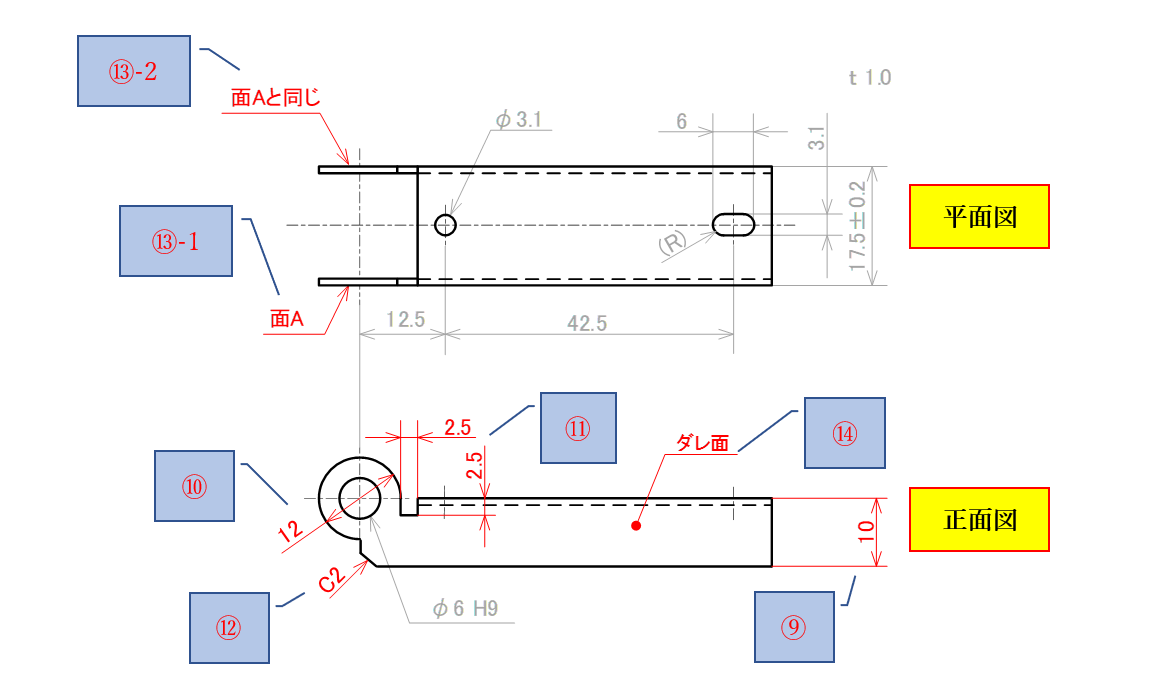
図5-7 その他寸法の記入例
⑨ 正面図に見える曲げ高さ「10」の寸法を記入します。
⑩ 穴「φ6H9」の外径「12」の寸法を記入します。
⑪ 曲げ部との逃がし溝の横幅「2.5」と縦幅「2.5」の寸法を記入します
⑫ 角部の面取り「C2」の寸法を記入します。裏側に重なっている「C2」の寸法は⑪項の表現が適用されます
⑬-1 正面図の左に見える穴と円弧形状を「面A」と命名します。
⑬-2 面Aの反対面に「面Aと同じ」と表記することで、正面図では重なって見えていた部分(⑥、⑩、⑪、⑫)が同じ形状であることを指示します。
⑭ 安全面を検討して加工時のダレ面側を指示します。
4)その他の補足事項
1. 省略できる投影図
本品は正面図と平面図で形状を表現できるため、コの字形に見える右側面図は省略しています(図5-8)。
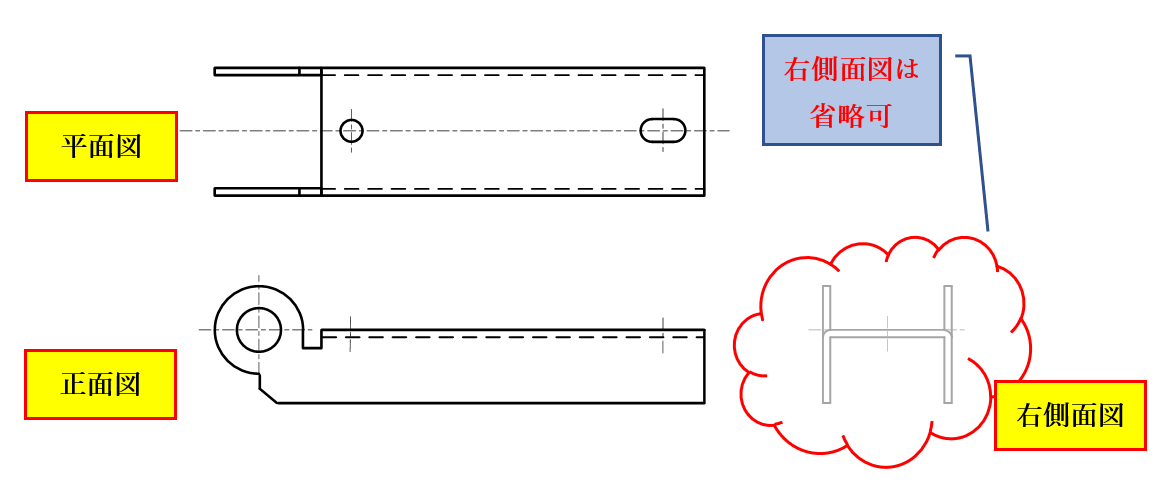
図5-8 不要な投影図の省略
しかし、右側面図を描いたほうが、第三者にとって理解しやすくなると考える場合は記入しても構いません。
2. 寸法0(ゼロ)の表現
正面図の曲げの上面とφ6穴中心の高さ方向の寸法が記入されていません。製図では同一面上にあって、かつ寸法が記入されていない場合、寸法値ゼロと解釈し寸法を省略します(図5-9)。
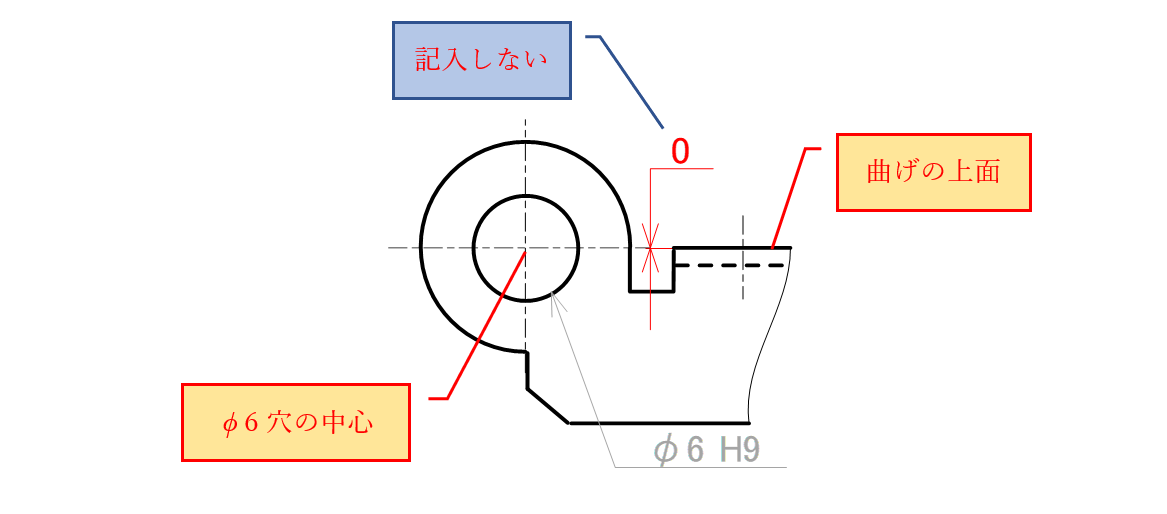
図5-9 寸法差ゼロ寸法の省略
② 取付穴の寸法記入の例(その2)
1)取付穴に関する寸法記入例
正面図左側の曲げ面で正面図のX軸方向の位置を決め、2つの長穴で正面図のY軸方向の位置を決め、補助的に正面図下側にある2か所の丸穴も使って固定するとします。
最初に板厚と取付の位置決めに関連する寸法を記入します(図5-10)。
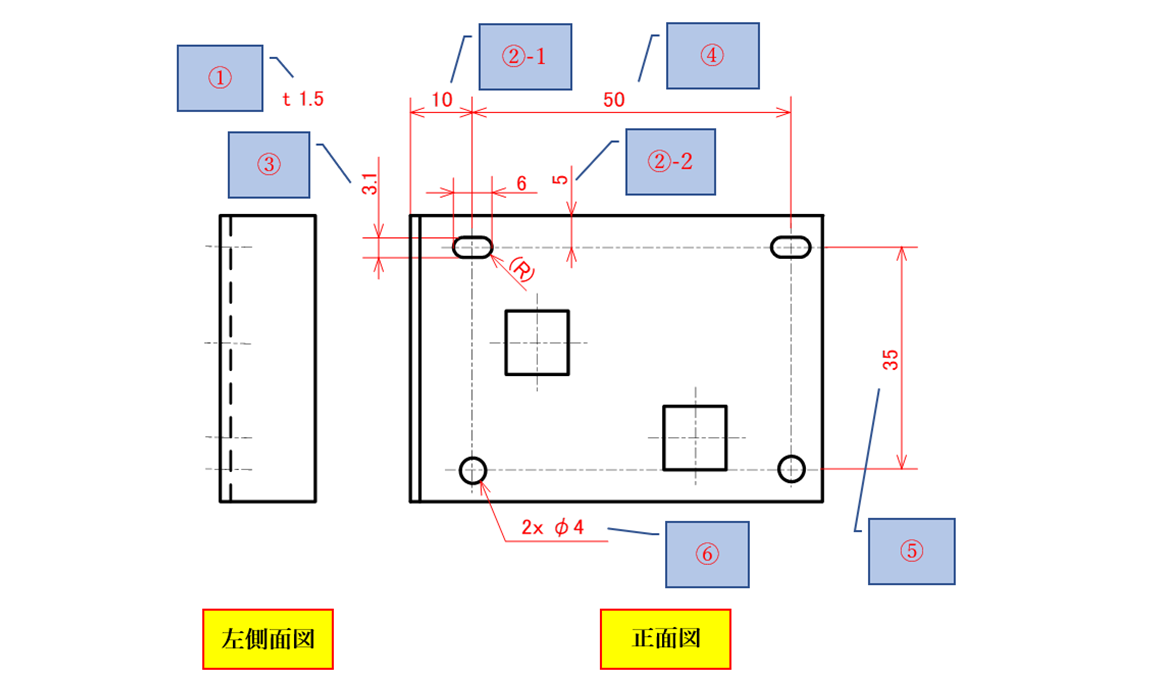
図5-10 取付の位置決めに関連する寸法記入例
① 投影図の近辺に板厚「t 1.5」を明記します。
② 正面図の左側曲げ面を基準として長穴のX軸方向の位置「10」と、正面図の上端面を基準として長穴のY軸方向の位置「5」を記入します。
③ 長穴の寸法長穴の寸法「3.1」と「6」と「(R)」を記入します。
④ もう一方の長穴までの位置「50」を記入します。③項で示した長穴と同一形状であるため、右側の長穴の寸法は省略します。
④ 長穴から「φ4」穴までの位置「35」を記入
⑤ 補助的な固定用2か所の、穴の寸法「2xφ4」を記入します。
2)機能寸法の記入例
続いて、機能寸法(機能的に重要な寸法)を記入します(図5-11)。
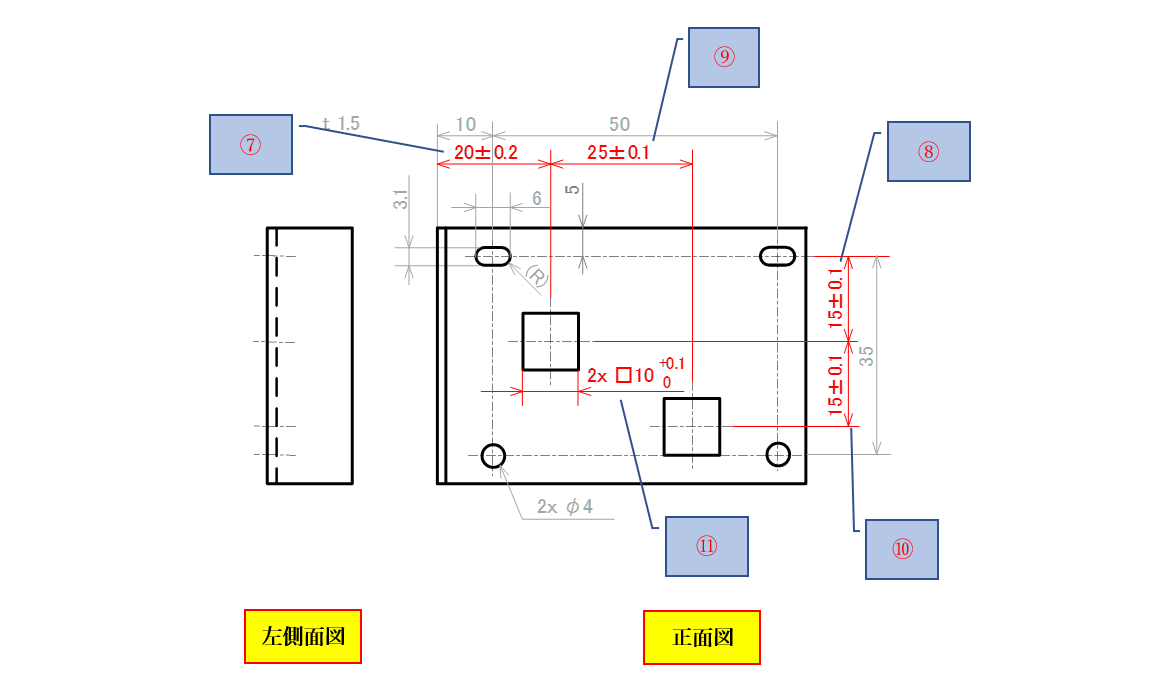
図5-11 機能基準穴の寸法記入例
⑦ 基準となる曲げ面と角穴の中心の、X軸方向の位置「20±0.2」を記入します。
| 注)JISではグローバル図面に対応するため位置に関する公差は幾何公差の指示を推奨していますが、本シリーズではまだ幾何公差の解説をしていないため、従来通りの寸法公差で示します。 |
⑧ 同じ角穴の中心の、Y軸方向の位置「15±0.1」を記入します。
⑨ 1つ目の角穴中心ともう一方の角穴中心の、X軸方向の位置「25±0.1」を記入します。
⑩ 1つ目の角穴中心ともう一方の角穴中心の、Y軸方向の位置「15±0.1」を記入します。
⑪ 正面図に見える2つの角穴の寸法と、公差「2x □10 +0.1/0」を記入します。
3)その他寸法の記入例
機能的に重要度の低いその他の寸法や加工上の注意点を記入します(図5-12)。
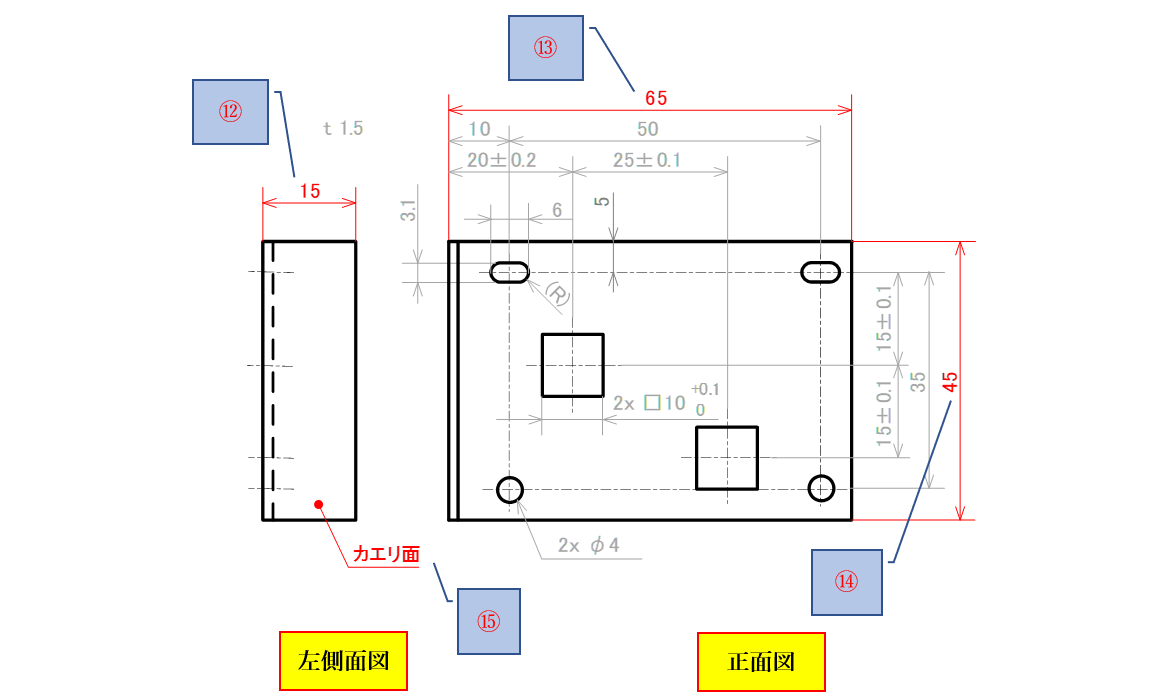
図5-12 その他寸法の寸法記入例
⑫ 当て基準面の曲げ高さの寸法「15」を記入します。
⑬ 正面図に見える横方向の外形寸法「65」を記入します。
⑭ 正面図に見える縦方向の外形寸法「45」を記入します。
⑮ 安全面を検討して加工時のダレ面側を指示します。
4)その他の補足事項
1. 省略できる投影図
本品は正面図と左側面図で形状を表現できるため、L字形に見える下面図は省略しています(図5-13)。しかし、下面図を描いたほうが、第三者にとって理解しやすくなると考える場合は記入しても構いません。
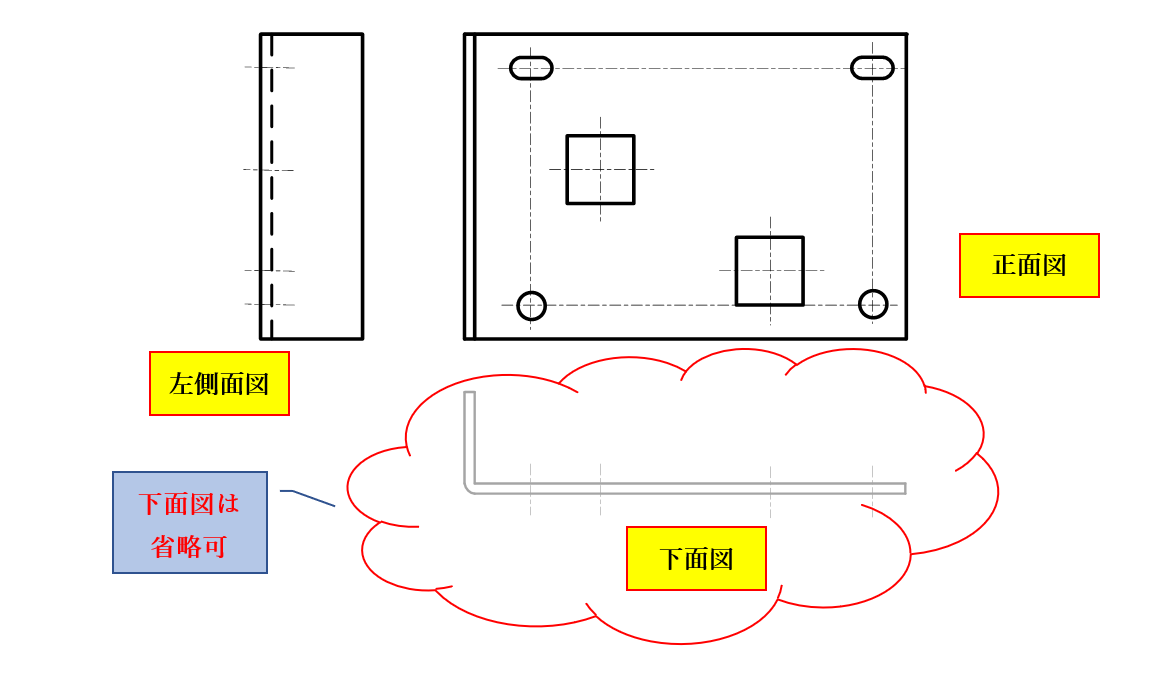
図5-13 不要な投影図の省略
2. 新しくJISに登録された長穴の寸法表記
従来の長穴形状は、縦横の寸法と(R)の3点セットで寸法表記することが一般的でした。2019年改正のJIS製図によって、長穴を意味する「SLOT」という記号を使うことができるようになりました(図5-14)。
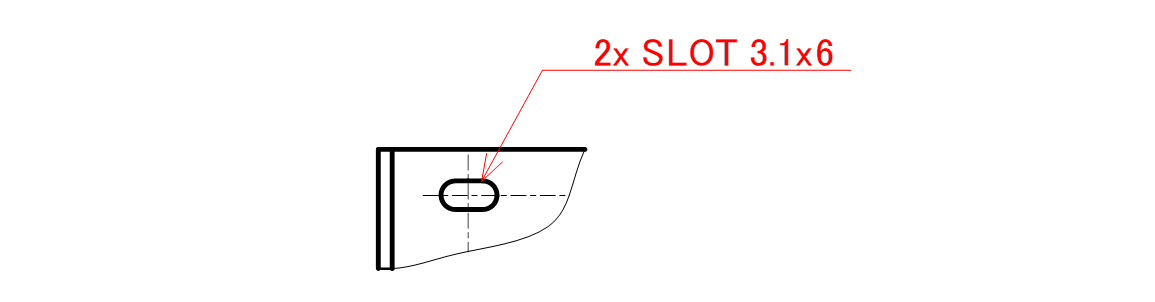
図5-14 長穴を示す記号「SLOT」の使い方
まとめ
板金部品だからといって、特別な投影図の表現や寸法記入法があるわけではありません。
はじめて板金部品に寸法を記入する場合、どこから寸法を入れていいのか不安になることがあると思います。板金だろうと切削だろうと設計意図を寸法で表現することに変わりがありません。基準となる部分から寸法を論理立てて記入していけばよいのです。
板金加工は切削加工に比べると安価に製造できる反面、強度や寸法精度といった面で劣ります。しかし板金部品の形状と荷重の方向を考えて工夫を凝らすことで、この欠点を少しでも克服して安価な製品を提供するように心がけてください。
参考:2D図面加工品サービス| meviy(メビー)ご利用ガイド>金属部品(板金・シム)
以上で、板金プレス部品における設計製図のポイント「一知半解!板金は知ってるけど、よくわからない(一知半解 ~ちょっと知っているだけで、十分には理解していないこと~)」を終了します。
次回のシリーズは、木製のおもちゃの機構物を参考に、金属部品に設計しなおしたときの設計のポイントや図面を描く際の投影図の選択、寸法記入の手順を解説します。
meviy 2D|PDF図面アップロードで簡単操作
かんたん見積もりはこちらから >


