
生産設備や装置の設計者さん向けに、“タメになる”部品設計の秘訣について、製造現場目線で情報を共有させていただくシリーズの第3回です。
第2回の前後編で、職人の行う作業である段取りにフォーカスしながら、切削加工の工程を詳細にご紹介しました。
加工そのものは機械が行うとしても、その前の段取り作業では職人さんの繊細な作業が必要になる事をお判りいただけたのではないでしょうか。
特に「手間がかかる」=「お金がかかる」要素が、段取り替えですね。
今回からは、切削加工の現場目線からの具体的な設計のポイントについてお話しさせていただきます。

目次

1.隅アールは、なぜできるのか
今回は、まずは段取り替えにも大きな影響を及ぼす、切削加工の「隅アール」についてです。
設計者のみなさんも、加工現場から「ここアールつくけど良い?」等と質問を受けた経験があるのではないでしょうか。
何故、どのようなところにアールが付くのか、一緒に考えていきましょう。
切削加工は“回転する刃物”をワークに押し付けて削り取っていく加工です。
刃物は回転していますから、上から見れば“円”になります。
代表的なスクエアエンドミルを立体的に見れば、“円筒”が動いて、ワークとぶつかったところが除去されていくイメージを浮かべてください。
これを平面的に動かせば、折り返した部分には円弧形状“アール”が残ります。
試みに図1のようにブロックに対して、エンドミルをL字に動かした場合を考えてみましょう。
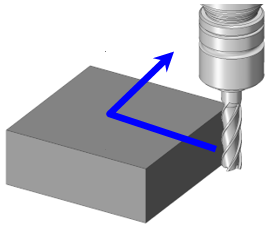
図1-1 溝加工の刃物の動き
この時、加工後の形状はどのようになるでしょうか。
図1-2は、加工後の形状です。
切削加工では、(A)のように折り返し部分の外側がピン角にはなりません。
実際には(B)のように、刃物の半径分だけのアールが外側につくのです。
このようなアール形状を「隅アール」と呼んでいます。
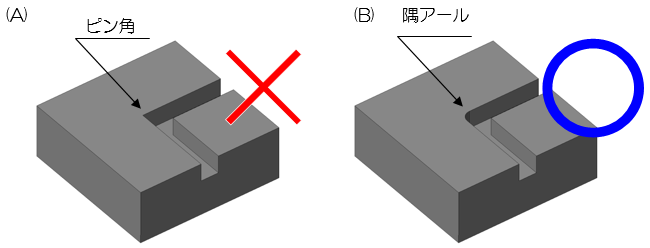
図1-2 加工後の形状
このように、切削加工では、必ず「刃物が回転する」ことによって生じる「隅アール」が付いてまわります。
特に図1-2のように、3面壁に囲まれた隅部には、どこかに隅アールが付きます。
隅アールを無くすためには、形彫放電という加工方法もあるにはあります。
加工したい形状を反転させた形状に電極を作り、放電して相手方をジュッと溶かす加工ですね。
ただし、これには電極を作るコストと、放電加工をするコストがかかってしまい、よっぽどのことが無い限りは採用されません。
2.アールが付くのか、付かないのか…例題で考えよう!
隅アールがどのように関係してくるのかイメージするために、もう少し具体例を見てみましょう。
図2-1は四角形の窪みですね。ポケットとも呼ばれます。
このようなポケット形状は、4隅とも3面壁に囲まれています。
このような隅部には、やはり隅アールが付きます。
(B)のような状態が一般的ですね。
もう一つ、(C)のようにアール形状を壁の外側にめり込ませてしまう方法もあります。
このポケットの中に、どうしてもしっくりと嵌め込みたい対象物がある場合などはこのような形状にします。
このように対象物をはめ込むために、敢えてめり込ませた形状は“ニガシ”とも呼ばれますね。
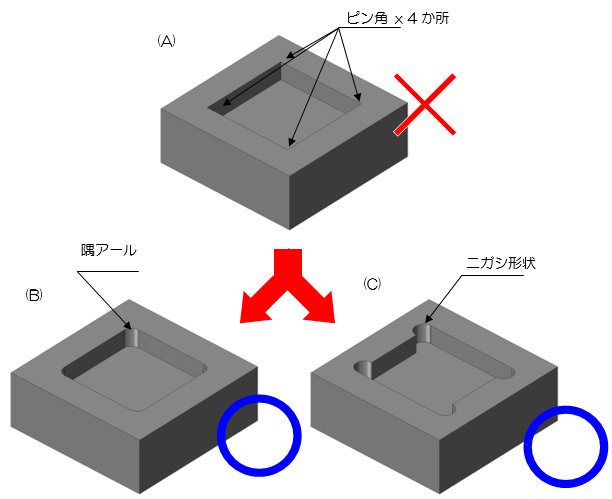
図2-1 ポケット加工
それでは次の例題です!
図2-2のような形状についてはいかがでしょうか。
ここにもやはり3面壁に囲まれた隅が1か所ありますね。
やはりここはピン角にはできません。
実際の切削加工では、どのようになるでしょうか。
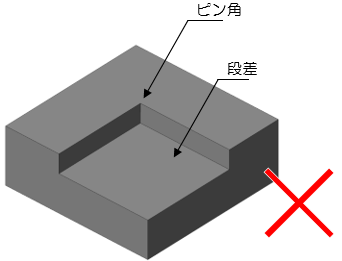
図2-2 段差形状
まず思い浮かぶのが、図2-3の状態ではないでしょうか。
上からエンドミルを当てて、折り返し部に隅アールが付きます。
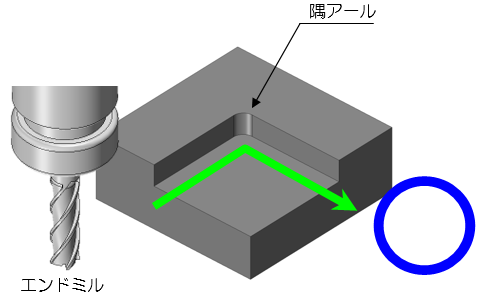
図2-3 段差形状(上から加工)
同じように上から加工して、図2-4 のようにニガシ形状をつけても良いですね。
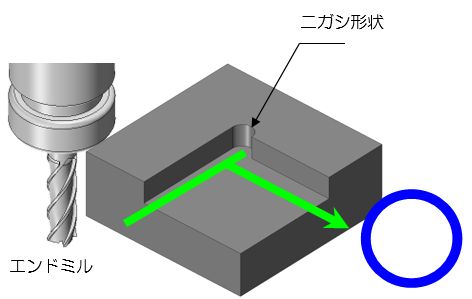
図2-4 段差形状(ニガシ加工)
次に考えられるのが、図2-5 のような状態です。
ブロック形状の横からエンドミルを当てるイメージですね。
刃物の長さなどにも影響されるため、あまり一般的ではないかもしれませんが、このような隅アールの付け方もアリです。
(刃物の長さとアールの大きさの関係は後述します)
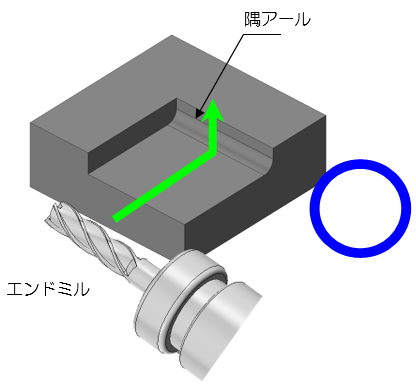
図2-5 段差形状(横から加工)

3.隅アールの方向と段取り替えの関係をイメージしよう!
さて、切削加工と隅アールは切っても切れない関係であることがお判りいただけたのではないでしょうか。
特に3面壁に囲まれた隅には、必ず隅アールが付くことはご理解いただけたと思います。
このような形状を加工する場合には、必ずどこに隅アールを付けるのか図面中に明記してください。
どこにも指示がないと、「どこにアールを付ければ良いですか?」という問い合わせが入り、場合によっては「こんなもの作れないよ!」と断られてしまうかもしれません。
さて、次に隅アールを付ける向きと段取り替えの関係についても考えてみましょう。
図3-1をご覧ください。
今までの説明を踏まえて、このような形状は加工可能でしょうか?
プレート形状に穴が2つと切欠きが1か所開いています。
切欠きには隅アールがありません。
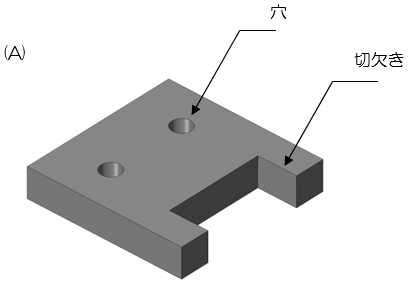
図3-1 切欠き形状
答えは、「可能」です。
壁に囲まれていない、刃物が突き抜けられるような切欠き形状であれば加工可能です。
その代わり、「段取り替え」が必要です。
前回、前々回の切削加工の流れでご説明した通り、段取り替えをしてワークの向きさえ変えればこのような形状を実現する事も可能なのです。
具体的には、次のような流れで加工すると考えてください。
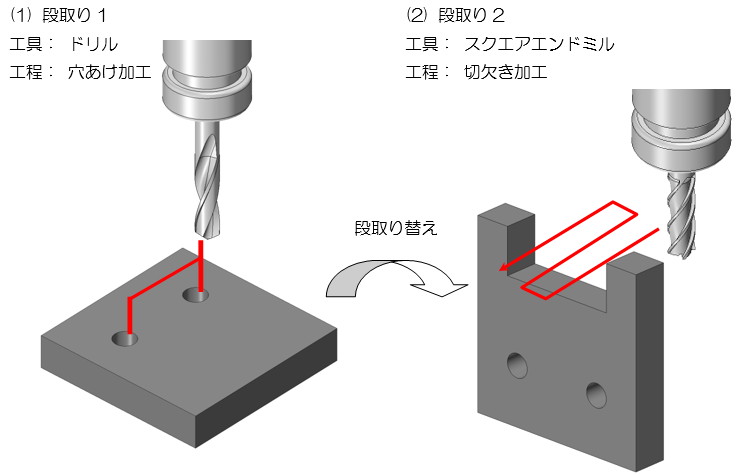
図3-2 加工工程
ここで出てきたのが、段取り替えですね!
前回とても苦労して疑似体験(読んで)いただいた工程です。
このように、異なる面から加工する時は、一度ワークの固定を解いて、ワークの向きを変えて再度固定して、ワーク中心を設定して、、、という段取り替えが必要となります。
非常に手間がかかることをイメージしていただけるのではないでしょうか。
そこで、例えばこの切欠きに隅アールを許容しても良いと考えらえるのであれば、次のような形状にしてみるのはどうでしょうか。
図3-3をご覧ください。
(B)は隅部をアールにしたもの、(C)は外側にめり込ませてニガシ形状にしたものですね。
このようにすれば、穴と切欠きを同じ向きから加工できます。
つまり、段取り替えが不要となるわけですね。
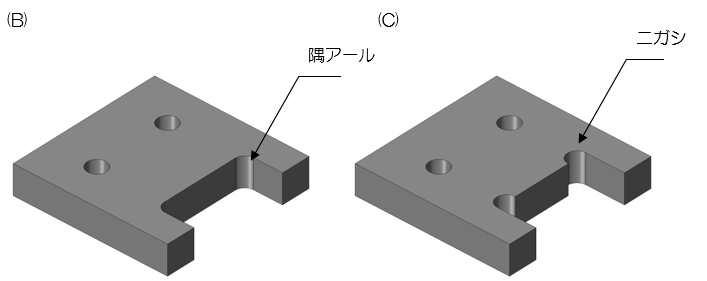
図3-3 アールを許容した例
このようにして、設計側の工夫で「段取り回数を減らす」=「工程短縮」を図る事が可能です。
そうすれば、加工屋さんからも喜ばれますし、加工費も安くなりますね。
ただし、今回の図3-1や図3-3のような簡単な形状の場合は、どちらが安くなるのかは加工屋さんの得意な加工方法や持っている設備によって異なります。
汎用機メインで加工している場合は、むしろ図3-1の方が喜ばれるケースもあります。
あるいは、ワイヤー放電加工などで切欠き形状と一緒に輪郭を加工してしまう加工屋さんも多いですね。
実際には加工屋さんとやり取りしながら、どちらの方が加工しやすいのか、確認しながら設計すると良いと思います。
4.隅アールはどこまで小さくできるの!?
さて、上記までで切削加工には隅アールがつきものだという事はご理解いただけたのではないでしょうか。
最後に、この隅アールの大きさはどの程度が適切なのか、あるいはどこまで小さくできるものなのかについてお伝えいたします。
基本的には、エンドミルを使用した形状加工の場合は、L / D ≦ 5が目安となります。
いきなり計算式がでてきてびっくりするかもしれませんが、順を追ってご説明いたします。
この式のLは、刃物の「突き出し量」[mm]です。
チャックホルダから出ている分のエンドミルの長さになります。
Dはエンドミルの「直径」[mm]です。
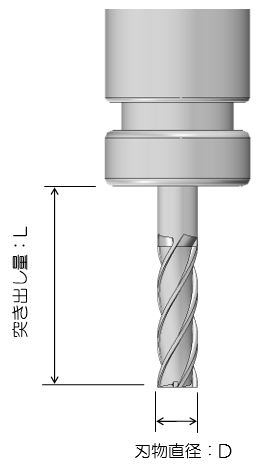
図4-1 エンドミルの突き出し量と直径
つまり、L / D ≦ 5とは、使用する刃物の突き出し量は、直径の5倍未満という事になります。
突き出し量は短い方が、がっちりとしていますので、綺麗に精度よく加工できます。
逆に、あまりに直径に対して突き出し量が長いと、刃物がブルブルと振れが出てしまうわけですね。
振れが出ると、削り取った面がガサガサしたり、精密な加工が必要なのに寸法がうまく出なかったりします。
場合によっては加工の最中に折れてしまうなんて言うこともあります。
この限度の目安が、L / D ≦ 5という事です。
もちろん、加工条件(刃物の回転数や、切込み深さなど)や素材の種類によっても基準は異なるのですが、おおよその目安として覚えておくと良いと思います。
自分が設計している部品の「彫り込む深さ」 ≒ 「突き出し量」と考えておけば、彫り込む深さに対して加工上で許容できるアールの大きさを計算できるわけですね。
図4-2の、L /Dの比較を見てください。
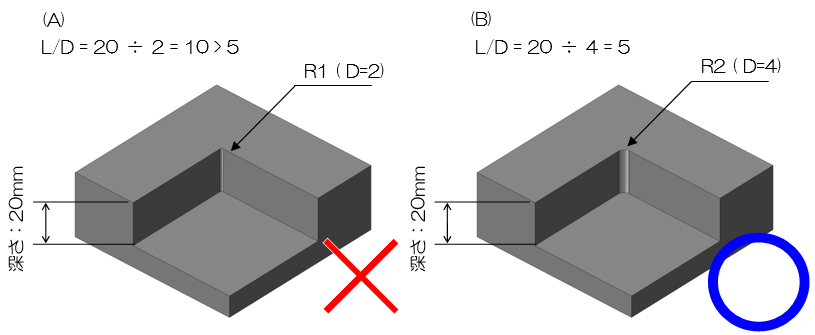
図4-2 L/Dの比較
(A)は隅アールがR1です。
切欠き深さが20mmですので、L / D = 10となり、5より大きくなってしまいます。
これは深さに対してアールが小さすぎるので、避けたい隅アールの設定ですね。
一方(B)はR2ですので、L / D = 5となり、何とかOKな隅アールの設定です。
このようにして、隅アールの設定が適切なレベルかどうかを、逐次チェックするクセをつけておくと良いのではないでしょうか。
とはいえ、厚さ1mmの深さを削るのに、R0.1mmでOKかというと、Φ0.2mmのエンドミルで削る事になりますので、あまり現実的な加工とは言えません。
(もちろん一部の分野(金型加工や微細加工など)ではあり得ます)
判断に迷うときは、やはり加工屋さんと相談して決めていただく必要があると思いますが、切削加工のアールの設定は、このような目安があるという事を覚えておくと良いでしょう。
特にこだわりが無ければ、図面中に「R3以下」等と指示していただければ、指示の範囲内で加工側の都合に最も合ったアールで削ってくれると思います。

まとめ
今回は、切削加工につきものの隅アールについて解説してきました。
ポイントをまとめますと下記のようになります。
・ 3面壁に囲まれた隅には必ずどこかに隅アールを付ける
・ 相手部品がある場合にはニガシ形状をつける事も考える
・ 2面壁に囲まれた隅には、加工現場との兼ね合いで隅アールを付けるかどうかを決める
・ 隅アールを付ける向きは、加工の段取りとの兼ね合いを考えて設定する
・ 隅アールはL / D ≦ 5となるように設定する
まずはこれを押さえてもらえれば、加工現場から喜ばれる設計に大きく近づけるのではないでしょうか。
次回も加工現場から喜ばれる、切削加工の特徴を踏まえた部品設計のポイントをご紹介していきたいと思います。




