工業的な場面において「曲げ」は大きく分けて2つの意味を持ちます。1つは力学的に物体を折り曲げるようにはたらく「曲げ」の力、もう1つが材料を変形させて加工する「曲げ」です。この記事では加工における「曲げ」について解説し、情報を提供します。
目次
曲げとは
物に力を加えて変形させ、ゆがませる、曲がった状態にすることを「曲げ」といいます。
一般的に、物体に力を加えると物体は力を受けて変形します。しかしその力がなくなれば、また元の形に戻ります。あるいは、加えられる力が許容範囲を超えた場合には元の形や強度を失い、破損してしまいます。
しかし金属をはじめ、熱をかけた樹脂や木材など一部の材料は、力を加えると変形し、力が取り除かれても元の形には戻らず、しかも強度も失わない性質を持っています。この性質を利用したのが「曲げ加工」です。
曲げ加工に使われる材料と用途
曲げ加工は工業的には板金やプレスなどの金属加工で非常に多く行われています。ここでは金属をはじめとする、曲げ加工に使われる材料や、それらの用途について紹介します。
金属
金属は曲げ加工に使われる材料の代表です。金属の持つ「塑性」という性質が曲げ加工に適しているためです。金属の曲げ加工では板状のものや棒状のものなど、さまざまな形の金属が加工されています。曲げに使われる金属材料は、鉄や鋼、ステンレス、アルミ、銅などさまざまです。
板 – 板金加工、プレス加工、波板、ロール加工、製缶など
棒 – 鉄筋、家具、建築部材、機械部品など
パイプ – 家具、建築部材、機械部品など
樹脂
樹脂の曲げは基本的に、熱可塑性樹脂とよばれる熱を加えるとやわらかくなる樹脂に対してのみ行われます。板やパイプの形で成型された樹脂に対し、その形を失わない程度に熱をかけて変形させて曲げます。樹脂の曲げに使われる材料には、アクリルやポリカーボネート、塩ビ、ABSなどがあります。
板 – 容器、カバー、機械部品など
パイプ – 容器、機械部品など
木材
金属に比べると量は少ないですが、木材の曲げ加工も多く行われています。木材の曲げ加工は、特に家具に多く使われており「曲げ木加工」ともよばれています。熱と水分を加えながら力をかけて曲げていきます。木材に対する曲げ加工では、単一素材の木材だけでなくベニヤ板のような成形合板に対しても行われます。
板 – 家具、建材、日用品など
棒 – 家具、建材など
金属に対する曲げ加工
曲げ加工の中でも、金属に対する曲げ加工は特に多く行われています。中でも特に板状の金属を曲げる加工が多く、さまざまな種類の加工が行われています。
板金加工
板状の金属を汎用金型とプレスブレーキを使用して曲げる加工です。次章で詳しく解説しています。
プレス加工
板状の金属を、専用金型とプレス機を使用して加工します。身近なところでは鍋や金属製のザルなどが作られています。ホチキスの金属部分やハトメ、缶バッチなどもプレス加工です。他にも車のボディ外装や機械部品、構造物など、さまざまな製品が作られています。金型の形状によって作られるものの形状が決まり、初期費用はかかるものの、同じ形のものを大量に作りたい場合に適しています。
ロール加工
金属の板を互い違いになった3本のロールの間に通し、大きなRをつける加工です。大きな円筒の側面を作ったり、系の大きなパイプ、円筒形の柱を作ったりします。
製缶加工
製缶加工とはタンクやダクト、架台などの大きな構造物を作る加工です。
詳しくは、製缶加工の概要や手順についての解説ページをご覧ください。
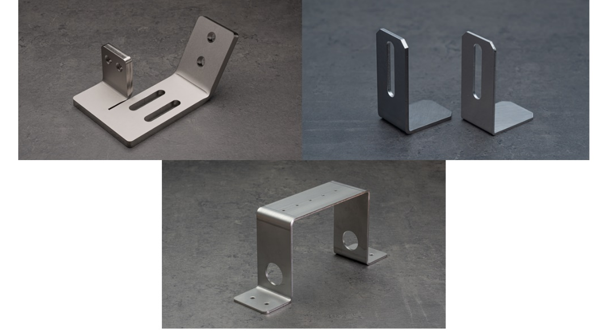
板金加工
板金加工とは金属に対する曲げ加工のうち、板状の金属に対して行うものです。
板状の金属を曲げて加工する方法には、他にもプレス加工やロール加工、製缶加工などがあります。
板金加工の特徴は、金属の薄い板(おおむね7mm以下)を使用し、汎用金型を取り付けたプレスブレーキという機械で加工していくことです。
詳しくは、板金加工の詳細ページをご覧ください。
曲げ加工の方法と注意点
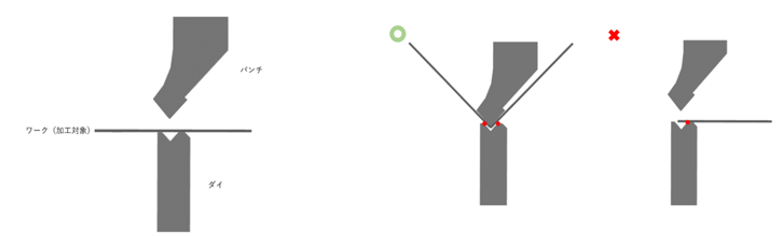
曲げ加工は、ワーク(加工対象)をダイに載せた状態でパンチを上から押し当てて行います。ワークがダイの両端に載らない場合は曲げ加工ができません。
ここでは、代表的な曲げ加工の3種類の方法と注意点を記載いたします。
自由曲げ(パーシャルベンディング)
加工方法
自由曲げは、パンチとVダイによる3点支持だけで板材を曲げ、ダイ底には到達させない工法です。曲げ角度は金型角度ではなくパンチのストローク量で決まるため、同じ工具でもストロークを調整するだけでさまざまな角度や内曲げRを得られます。
必要荷重が小さいことから低出力のプレスブレーキでも加工でき、金型交換が最小限で済むため段取り時間を短縮できる点がメリットです。
注意点
板材が金型に密着しない構造上、角度精度が低くスプリングバックも大きくなります。一般には製品間で±0.5°程度の角度公差が発生します。
特に古い機械や調整不良時には公差がさらに拡大するため、設計値より深めに曲げる過曲げ補正が欠かせません。補正量は材料強度に比例して増加し、鋼材はアルミニウムより大きなスプリングバックを示します。図面公差は材質・板厚による変動を考慮して設定し、試作段階で実測値を反映させるのが確実です。
ボトミング(ボトムベンディング)
加工方法
ボトミングは、パンチで板材をVダイの底まで押し込み、金型形状どおりに成形する工法です。板材がパンチ先端とダイ側面に全面接触するためスプリングバックが小さく、角度公差は±0.25°程度まで確保できます。
パンチとダイの角度は製品の目標角度に合わせて一致させており、この金型形状がそのまま曲げ角度と内曲げRを決定します。必要荷重は自由曲げより大きく、コイニングより小さく抑えられます。
注意点
ボトミングは金型角度に依存するため柔軟性に欠け、角度や板厚が変わるたびに工具セットや補正値を再設定する必要があります。内曲げRは一般に板厚の0.8~2倍まで確保できますが、内曲げRを小さく設定するほど荷重が自由曲げの数倍に増え、機械への負担が増します。
また、強く押し付ける加工特性上、パンチやダイによる工具痕(押しキズ)が表面に残りやすいため、外観部品では金型の状態確認や当て板の使用を検討することが望ましいです。
コイニング
加工方法
コイニングは、パンチとダイで板材を強力に圧縮し、金型形状をそのまま転写する曲げ方法です。硬貨の刻印工程(コイン=coin)が語源で、工具が板材に深く食い込むほどの高圧力を加えます。結果として製品角度と内曲げRは金型どおりになり、スプリングバックはほぼ発生しません。板厚の0.4倍程度までの極小Rも再現できるため、自由曲げやボトミングでは難しい複雑な曲げ形状に対応できます。
注意点
高精度と引き換えに、必要荷重は自由曲げやボトミングの数倍から30倍近くに達します。厚板や高強度材ではプレス能力が不足しやすく、実際には薄板や小型部品で高精度が求められる場合に限定して採用されることが一般的です。
また、工具への負荷が大きいため金型精度・耐摩耗性の確保が不可欠で、メンテナンスや工具コストが増大します。採用を検討する際は、機械のスペックや金型寿命を事前に確認することが重要です。
meviy(メビー)の曲げ加工
メビーでは板金加工を取り扱っています。
曲げ加工だけでなく、レーザーカットや打ち抜きにも対応しており、3Dデータを元に自動見積もりと発注が行えます。
詳しくは、取り扱い素材やサービスの詳細についてをご覧ください。
まとめ
曲げとは、物に力を加えて変形させ、ゆがませたり曲がった状態にしたりすることです。工業的には金属や樹脂が特に多く加工されますが、木材なども使われます。
金属の曲げ加工の一つに、板金加工があります。板金加工とは薄い金属の板を汎用金型とプレスブレーキを使って曲げる加工です。メビーでは板金加工を取り扱っており、3Dデータを元にネットで自動見積もりと発注が行えます。