真鍮(しんちゅう)は、その美しい黄金色と優れた加工性から電子部品や機械部品・建築金物に至るまで幅広い分野で利用されている金属材料です。本記事では、真鍮の物性に基づくメリット・デメリットを踏まえつつ、溶接・切削・曲げ・鋳造などの加工方法と選定ポイントについて解説します。

目次
真鍮とは
真鍮(黄銅)とは、主成分が銅(Cu)と亜鉛(Zn)で構成された合金で、黄金色の外観を持つ金属材料です。銅が持つ高い電気伝導性や展延性に、亜鉛が持つ硬さや強度が加わることで、真鍮ならではのバランスに優れた特性が得られます。
一般的な組成は約60〜70%が銅、残りが亜鉛で、用途に応じて鉛(Pb)などの微量元素が添加されることもあります。真鍮は古くから五円硬貨の材料にも使われており、その加工のしやすさと美しい光沢から、「銅」と「金」の中間のような存在とも言われます。
主な真鍮合金の種類
真鍮には、銅と亜鉛の比率や添加元素によって多くの種類があり、それぞれ特性が異なります。以下に代表的なJIS規格の真鍮合金を示します。
| 合金番号 | 合金名(通称) | 主な成分 | 特長 | 主な用途 |
| C3604 | 快削黄銅(二種) | Cu 57-61% Pb 1.8–3.7% Fe 0.50%以下 Zn 残部 Fe+Sn 1.0%以下 |
・鉛添加で被削性が極めて高い
・自動旋盤、フライス高速加工に最適 ・切りくずが細かく砕け工具寿命が長い |
ネジ・ボルト・ナット・歯車など量産切削部品 |
| C2600 | 七三黄銅(黄銅1種) | Cu 68.5-71.5% Pb 0.05%以下 Fe 0.05%以下 Zn 残部 |
・延性、深絞り性が最高クラス
・冷間加工を繰り返しても割れにくくメッキ性も良好 |
端子・コネクタ・ラジエータ・装飾品・深絞り容器 |
| C2700 | 六五三五黄銅(黄銅2種) | Cu 63-67% Pb 0.05%以下 Fe 0.05%以下 Zn 残部 |
・C2600より強度が高い
・黄金色の外観が美麗 ・メッキ性も良好 |
配線器具・機械部品・スナップボタン・魔法瓶外装・五円硬貨など |
| C3771 | 鍛造黄銅 | Cu 57–61% Pb 1.8–3.7% Fe 0.50%以下 Zn 残部 Fe+Sn 1.0%以下 |
・熱間鍛造性に優れ、複雑形状でも精密鍛造が可能
・鍛造後も被削性良好 |
バルブ・継手・蛇口など水栓部品・各種機械部品 |
| C2801 | 六四黄銅(黄銅3種) | Cu 59%-62% Pb 0.10%以下 Fe 0.07%以下 Zn 残部 |
・真鍮の中で最も高強度・高硬度
・耐摩耗性、耐食性も良好 |
船舶部品・建築金物・配線器具構造材・ネームプレート |
| C3602 | 快削黄銅(一種) | Cu 59-63% Pb 1.8–3.7% Fe 0.05%以下 Zn 残部 Fe+Sn 1.0%以下 |
・C3604より鉛が少ない
・被削性と強度のバランスが良い ・寸法安定性も高い |
ボルト・ナット・小ねじ・歯車・精密切削部品 |
また、近年ではRoHS指令などの環境規制への対応として、鉛やカドミウムを含まない、あるいは含有量を低減した真鍮(例:C6801・エコブラスなど)の利用が増えています。これらの環境対応材は、従来の鉛入り快削黄銅と同等の被削性を目指して開発されていますが、特性が若干異なる場合があるため、採用時には注意が必要です。
真鍮の物性値
製造業で広く使用される代表的な黄銅材であるC2600とC3604について、主要な物性値を以下の表にまとめました。
| 物性項目 | C2600 | C3604 |
| 引張強さ(MPa) | 275以上 | 335以上 |
| 伸び(%) | 10~45 | 15以上 |
| ビッカース硬さ(HV) | 60~190 | 80以上 |
| 熱伝導率(W/m·K) | 121 | 114 |
| 電気伝導率(%IACS) | 28 | 26 |
| 比重 | 8.53 | 8.5 |
| 融点(℃) | 916~954 | 885~900 |
真鍮のメリット
真鍮の主なメリットは以下のとおりです。
| 内容解説 | 用途例 | |
| 高い導電性 | 銅を主成分とし、鉄やアルミより良好な電気伝導率・熱伝導率を持つ | 端子・コネクタ等の電気部品・放熱部品など |
| 優れた熱間鍛造性 | 比較的低温(約600~800℃)で軟化し、複雑形状でも精密な鍛造が可能 | バルブ・継手など、高密度で強度ばらつきの少ない部品の量産に適している |
| 高い耐食性 | 表面の酸化皮膜により、湿度の高い環境でも錆びにくい | 水栓金具・船舶部品・屋外装飾品。ただし特殊環境(アンモニア等)では注意が必要 |
| 優れた被削性 | 特に鉛入り快削黄銅(C3604等)は金属中でトップクラスの加工性
切りくず処理が容易で、工具寿命も長い |
ねじ・歯車等の精密切削部品の高速・高精度加工・コストダウンにつながる |
| 抗菌・殺菌性 | 銅イオンの作用により、表面に付着した微生物を短時間で死滅させる
ステンレス製に比べ真鍮製の部品は抗菌性が高いという研究結果もある |
ドアノブ・手すりなど、衛生管理が求められる箇所 |
真鍮のデメリット
メリットの多い真鍮ですが、万能ではなく注意すべきデメリットや制約も存在します。材料選択や加工計画の際には、次のようなポイントを考慮する必要があります。
| 内容解説 | 対策・考慮点 | |
| 材料コストが高め | 主成分の銅が高価なため、鉄やアルミに比べ材料単価が高い
銅相場の影響も受ける |
加工性によるトータルコストも考慮
必要特性がなければ代替材(めっき鋼板等)の検討も |
| 比重が大きい | 比重約8.5と、アルミの約3倍で鉄よりも重い | 軽量化が求められる場合は、中空構造化・肉抜き、または軽量な代替材料を検討 |
| 強度・硬度が限定的 | 鋼材のような熱処理による大幅な強度向上は不可
約200℃以上で強度低下 |
高負荷・高温箇所への使用は避ける
必要に応じ肉厚を増やす、リブの追加、または高強度材料を選定する |
| 溶接が難しい | 亜鉛の沸点が銅の融点より低いため、溶融溶接時に亜鉛が蒸発し、気孔や強度低下、有毒ガス発生の原因となる | 一般的には、ろう付け・はんだ付け、または機械的接合(ねじ止め等)を選択
特殊な溶接技術が必要 |
真鍮加工の方法とポイント
真鍮は優れた特性を持つ一方で、設計・採用にあたっては下記のポイントも認識しておかなければなりません。
| 特徴と主なポイント | 注意点・推奨事項 | |
| 溶接・接合 | 溶融溶接は推奨されず、ろう付け(銀ろう等、母材を溶かさない)や、はんだ付けが主流 | ろう付け時の適切なクリアランス設定、継手形状の工夫 |
| 切削加工(旋盤・フライス) | 快削黄銅(C3604等)は極めて良好な被削性
切りくず処理が容易 融点が低く、BUE(構成刃先)に注意 |
ビルトアップエッジ対策として、油性クーラントで冷却し、切れ味の良い超硬工具、大きめのすくい角で設定
食い込みやすいので刃先強度とのバランスが重要 |
| 穴あけ・ねじ切り | 比較的容易で切りくずが粉状で詰まりにくい
タップ折損リスク低 |
真鍮用ドリル(先端角130~140°)推奨
深穴は切削油使用 ねじ有効長確保、座ぐり・面取りで開始部補強 |
| 曲げ・絞り加工 | C2600等の展伸材は延性が高い
加工硬化しやすいため、複雑形状や大変形時は中間焼なまし(アニーリング)が有効 |
適切な曲げR(板厚の約2倍)設定
残留応力による応力腐食割れに注意(応力除去焼なまし・表面処理・丸み形状) |
| 鋳造・鍛造 | ・鋳造
流動性良好で複雑形状に適す 巣や寸法ばらつき、亜鉛揮発に注意 熱間鍛造(600〜800℃)で組織緻密化・強度向上 加熱温度管理が重要 |
・鋳造 肉厚に余裕をもたせる 溶湯保持時間はできるだけ短く・鍛造適温厳守(加熱不足・過熱防止) 仕上げ切削代考慮どちらも収縮・加工硬化を見越した設計が不可欠 |

真鍮部品設計における注意点
応力腐食割れ(置割れ)への対策
冷間加工後の部品に残留応力が存在し、かつ腐食性環境に曝されると、割れ(置割れ)が発生する恐れがあります。対策としては、加工後に応力除去焼なましを実施することが基本です。
さらに、使用環境に応じて耐応力腐食割れ性の高い真鍮材料を選定し、表面にはニッケルやクロムなどのめっきを施して外部腐食因子からの影響を低減させます。
脱亜鉛腐食への対応
高温多湿や特定水質で亜鉛が選択的に溶出し、スポンジ状に脆化する現象です。これを防ぐためには、C6801などの耐脱亜鉛腐食黄銅を選定するほか、水質管理を徹底する必要があります。
また、めっきや塗装などの表面処理を施し、さらに十分な肉厚設計を行うことも効果的です。
熱処理(焼なまし)の活用
真鍮は鋼材のように熱処理による強度向上は望めませんが、冷間加工による加工硬化や残留応力を緩和する目的で焼なまし処理が有効です。
特に、複雑な曲げ加工や深絞り工程を伴う場合は、中間工程での応力除去焼なましを計画的に実施し、ひび割れや破断を防止します。完全焼なましは、加工性の回復を目的とする場合に適用します。
表面処理の選定と適用
設計用途に応じて、耐食性・耐摩耗性・美観・はんだ性などの向上を図るために、各種表面処理を適切に選定します。代表的な処理として、ニッケル・クロム・錫・金などのめっき・化学研磨・クリア塗装・化成処理などが挙げられます。
密着性や性能の安定性を確保するためには、下地の粗さや前処理条件を工程間で統一することが重要です。
公差設定とコスト最適化
真鍮は高精度な切削加工が可能な材料ですが、過度に厳しい公差は加工コストの増大につながります。設計段階では、機能上必要な箇所に公差設定を限定し、その他は一般公差を活用することでコストを抑制できます。
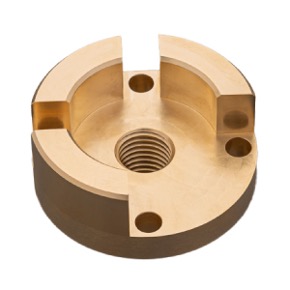
メビーの部品加工事例
メビーでは、切削加工(丸物)にて、C3604-LCd(真鍮・黄銅)を取り扱っています。
 |
|
| 部品用途 | 接続用部品 |
| 材質 | C3604-LCd(真鍮・黄銅) |
| サイズ | Φ69×L40 |
| 表面処理 | なし |
| 出荷日 | 11日目 |
まとめ
真鍮は、その美しい外観、優れた加工性・導電性・耐食性・抗菌性といった多くのメリットを持つ、魅力的な金属材料と言えるでしょう。しかし、材料コストの高さ・重量・限定的な強度・溶接の難しさといったデメリットも存在することを理解しておく必要があります。
これらの特性を正しく理解したうえで用途や目的に応じて適切な種類の真鍮を選定し、加工方法や設計上の配慮を的確に行うことで、真鍮のポテンシャルを最大限に引き出すことができます。
さらにメビーを活用することで、製造リードタイムとコストを大幅に削減できます。真鍮加工をご検討の際は、ぜひご活用ください。
関連記事
材料の性質とは?金属加工や機械設計の重要なポイント
銅について – 特徴、銅合金、記号や切削加工のポイント
熱膨張係数とは?材料一覧と計算方法、熱変形を防ぐ設計ノウハウ
熱伝導率とは?熱拡散率との違いも解説、設計者のための実践知識
導電性の基礎と材料別比較|金属・導電性樹脂・ゴムの抵抗値と使い分け
金属関連記事
材料の性質とは?金属加工や機械設計の重要なポイント
鉄の比重はなぜ重要?製造業の設計者が知っておくべき基礎と計算方法
設計者必見!金属比重データ活用術~製品性能向上のための材料選定~
靱性(じんせい)とは?製造業の設計担当者が知っておくべきポイント





