磁性は、製品の機能性やセンサーの誤作動、さらには部品同士の吸着トラブルなど、設計実務において重要な要素です。特にステンレス鋼は「非磁性だと思っていたSUS304が、加工後に磁石に付いてしまった」といった、現場での予期せぬトラブルが起こりやすい素材でもあります。
本記事では、磁性の基礎知識からSUS304とSUS430の磁性の違い、そして加工工程(塑性加工・切削・溶接)によって磁性が変化するメカニズムについて解説します。また、設計者が直面しやすい「非磁性要求」の具体的な図面記載ルールについても触れるので、ぜひ最後までご覧ください。
目次
磁性とは(設計実務での考え方)
設計実務における「磁性」とは、「磁石に引き寄せられるか」「磁気の影響をどの程度受けるか」という現象として捉えることが重要です。主な検討シーンは、部品同士の予期せぬ吸着による動作不良の防止や、精密センサー・電子機器への磁気干渉の回避などです。
材料選定や図面指示の場面では、その材料が磁場に対してどう反応し、最終的に製品の機能や品質にどう影響するかという「設計現場での実利的な観点」に絞って判断することが求められます。

磁性の種類
磁性にはいくつかの種類が存在します。ここでは、実務で特に意識すべき3つの性質を中心に解説します。
強磁性
強磁性は、磁石に強く引き寄せられ、磁場を取り去った後も磁性が残りやすいという性質です。代表的な材料には鉄やニッケル、コバルトなどが挙げられます。
設計実務においては、磁気が残るという性質がトラブルになる場合があります。例えば、意図せず帯磁した部品に金属の摩耗粉が吸着して動作不良を引き起こしたり、精密な磁気センサーの測定結果を狂わせたりといったケースです。
部品同士が貼り付く現象も起こり得るため、可動部や精密機器の設計では注意が必要な材料群といえます。
常磁性
常磁性は、外部からの磁場に対して弱く反応し、磁場を取り除けば磁性はほとんど残らない性質です。代表例はアルミニウムやプラチナです。実務では「磁石に付かない材料」として扱われることが多いものの、物理的に「完全な非磁性」ではない点に注意が必要です。
非常に微弱ではありますが、磁場による影響を受けます。そのため、極めて高い測定精度を求めるセンサー周辺や、超高真空環境下での実験装置などの設計では、このわずかな反応が誤差の原因になりかねません。一般的な非磁性要求と厳密な非磁性要求を区別して考えましょう。
反磁性
反磁性は、外部からの磁場を弱く打ち消す方向に働く性質です。金、銀、銅、水などがこの性質を持っています。すべての物質が本来備えている性質であるものの、強磁性や常磁性に比べて反応が極めて小さいため、日常的には意識されません。
設計実務では、磁気の影響を極限まで排除したい精密機器や、磁場による干渉を嫌う電子機器の材料選定で考慮される場合があります。常磁性体とは逆に、磁石からわずかに遠ざかろうとする力が働くため、特定の特殊な条件下において磁気バランスを保ちたい、あるいは磁気シールド性を考慮したい場面で選ばれる材料です。
磁性の分類比較表
設計現場で主に扱うのは上記の3種ですが、物理学上の定義では「フェリ磁性」や「反強磁性」を含む5つに分類されます。以下の表で、それぞれの特徴と代表例を整理しました。
表1 磁性の分類と特徴
| 分類 | 特徴 | 具体例 |
| 強磁性 | ・磁石に強く引き寄せられる
・磁場を取り去っても磁性が残る |
鉄・ニッケル・コバルト |
| 常磁性 | ・磁石に弱く引き寄せられる
・磁場を取り去ると磁性は消える |
アルミニウム・プラチナ |
| 反磁性 | ・磁石からわずかに反発する
・磁場を打ち消す方向に働く |
金・銀・銅・水 |
| フェリ磁性 | ・強磁性に似た強い磁性を持つ
・酸化物磁石などに多く見られる |
フェライト・磁鉄鉱 |
| 反強磁性 | ・内部で磁性が打ち消し合う
・外部には磁性を示さない |
酸化マンガンなど |
磁性材料・磁性金属一覧表
材料選定は「コスト」「強度」「耐食性」に加え、「磁性の有無」が重要な判断基準となります。特にステンレス鋼は種類によって磁性が大きく異なるため、注意が必要です。
主要な金属材料の磁気特性と、設計者が押さえておくべきポイントを一覧表にまとめました。
表2 主要金属材料の磁性早見表
| 材料分類 | 代表的な材料名 | 磁性の有無 | 設計上のポイント・注意点 |
| 炭素鋼 合金鋼 |
SS400 S45C SCM440など |
あり (強磁性) |
・磁石に強く引き寄せられる ・磁気を通しやすいため磁気回路に適する ・腐食しやすいため防錆処理が必須 |
| ステンレス (フェライト系) |
SUS430 | あり (強磁性) |
・ステンレスだが磁石に付く ・SUS304に比べ安価 ・磁気センサーの反応体として使われることがある |
| ステンレス (マルテンサイト系) |
SUS403 SUS440C |
あり (強磁性) |
・焼入れによる高硬度化が可能だが磁性を持つ ・刃物やベアリングなど強度が必要な部位に採用 ・耐食性はオーステナイト系より劣る |
| ステンレス (オーステナイト系) |
SUS304 SUS316 |
基本なし (常磁性) |
・基本は非磁性だが、加工により磁性を帯びる ・高い耐食性を持ち、非磁性用途の定番 ・厳格な非磁性にはSUS316L等の検討が必要 |
| ステンレス (析出硬化系) |
SUS630 | あり (強磁性) |
・高強度かつ耐食性も高いが、強い磁性を持つ ・非磁性が求められる環境では使用不可 ・シャフトや高負荷部品に多用される |
| アルミニウム | A5052 A6061など |
なし (常磁性) |
・非常に弱く引き寄せられる ・軽量で非磁性が求められる筐体等に最適 ・導電性が必要な部位にも選ばれる |
| チタン | 純チタン 64チタン |
なし (常磁性) |
・非磁性かつ比強度に優れる ・磁気の影響を極端に嫌う精密機器に採用 ・材料コストが非常に高い |
| 銅・真鍮 | C1100 C3604など |
なし (反磁性) |
・磁石に反応しない ・電気伝導性が高く、電子部品のベース材に多用 ・耐食性が求められる配管類にも選ばれる |
最も間違いやすいのが「ステンレス=磁石に付かない」という思い込みです。上記のように、ステンレスの中でもSUS430やSUS630、SUS440Cなどは磁石に強く反応します。
また、非磁性材料として一般的なSUS304であっても、後述するように曲げや切削などの加工ストレスによって磁性を帯びる性質があります。「加工後に磁性が残っては困る」という設計条件がある場合は、材料選定や後工程(熱処理)の検討が不可欠です。
磁性の原理と特徴
金属が磁石に付くかどうかは、材料を構成する「組織(結晶構造)」によって決まります。特に設計で多用されるステンレス鋼では、磁性を持つ「フェライト組織」と、基本的には磁性を持たない「オーステナイト組織」の違いを理解することが不可欠です。
同じステンレスという名称でも、内部組織が異なれば磁石への反応は180度変わります。また、当初は非磁性であっても、加工のストレスによって組織が変化し、磁性を帯びるケースもあります。次章より、ステンレスが磁性を持つ具体的な理由と、加工による性質の変化について詳しく見ていきましょう。
ステンレスが磁石に付く理由
ステンレスは一般的に「磁石に付かない金属」と思われがちですが、実際は磁石に付くものと付かないものがあります。その理由について解説します。
ステンレスの磁性
ステンレス鋼の磁性を決めるのは、材料が持つ結晶構造(組織)です。設計現場で頻繁に比較される「SUS304」と「SUS430」を例に挙げると、その差は一目瞭然です。

図1 ステンレス(SUS304など)の結晶構造と磁性の違い
SUS430(フェライト系)
「フェライト」と呼ばれる結晶構造を持ち、炭素鋼などと同じく強い磁性を示します。そのため、磁石にしっかりと吸い付きます。
SUS304(オーステナイト系)
「オーステナイト」という結晶構造を持ち、この状態では磁石に反応しません。非磁性を求める設計では第一候補となります。
このように、ステンレスは鋼種によって磁気特性が180度異なるため、図面指示の際には「ステンレス」と一括りにせず、具体的な鋼種の指定が不可欠です。
磁性を帯びる理由
本来、非磁性であるはずのSUS304であっても、実際の部品になった状態で磁石を近づけると、わずかに吸着することがあります。これは、材料が加工の過程で受けるストレスにより、内部組織が変化してしまうためです。
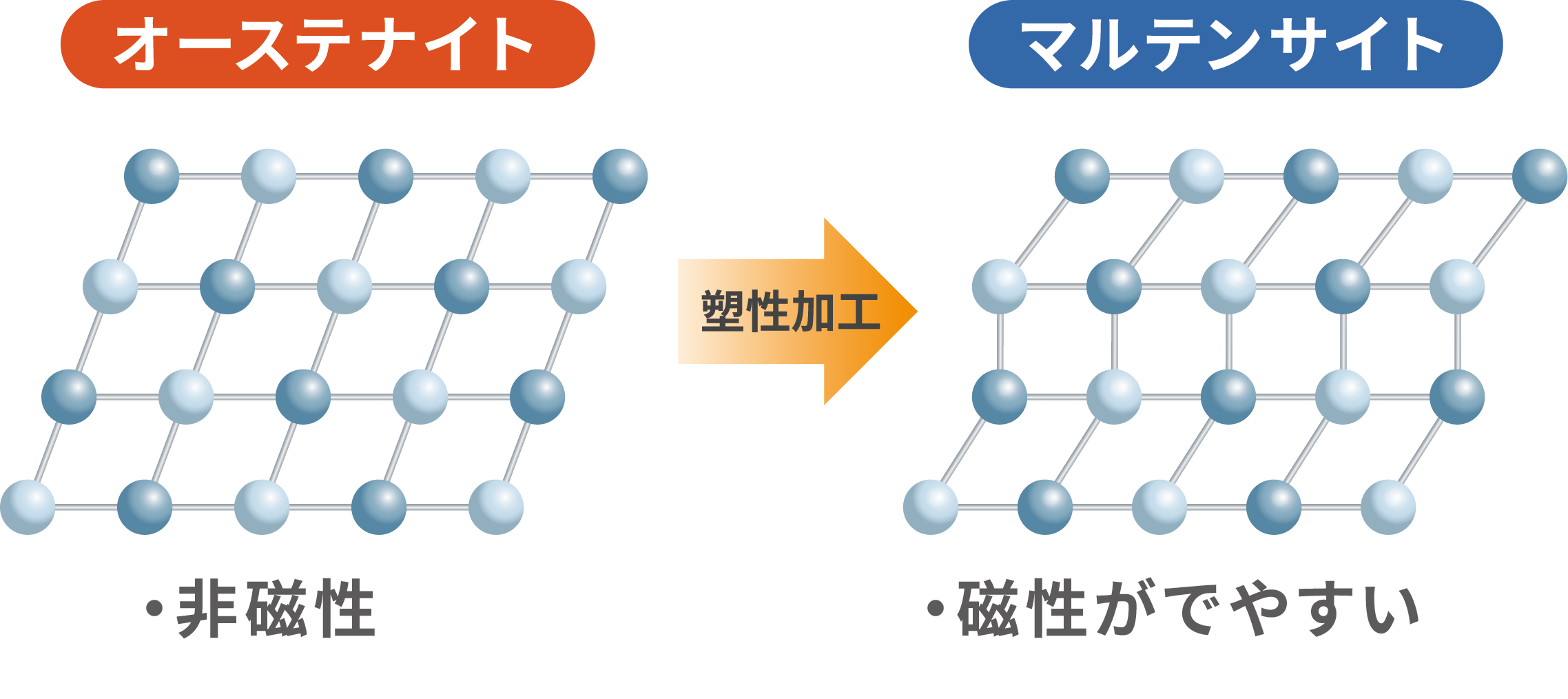
図2 加工によって組織が変化
この現象を「加工誘起マルテンサイト変態」と呼びます。強い力が加わることで、非磁性の「オーステナイト組織」が、磁性を持つ「マルテンサイト組織」へと変化してしまうのです。
「材料証明書では非磁性なのに、届いた加工品が磁石に付く」という現象は、材料の不良ではなく、この組織変化が原因です。特に厳しい非磁性が求められる設計では、加工工程が磁性に与える影響をあらかじめ考慮しておく必要があります。
磁性が変わる加工と理由
非磁性の材料であっても、製造プロセスにおける物理的なストレスや熱の影響により、その性質は変化します。実務で頻繁に行われる4つの加工工程が、どのように磁性に影響を与えるのか見ていきましょう。
塑性加工(磁性変化:強)
塑性加工は材料に大きな荷重をかけて変形させるため、磁性変化が顕著に現れる工程です。特にSUS304のようなオーステナイト系ステンレスでは、曲げ加工や絞り加工、プレス加工などによって強い応力が加わると、内部組織が磁性を持つマルテンサイト組織へと変化します。
加工の度合いが激しいほど磁性は強くなり、プレス品の角部や深い絞り部では磁石にしっかりと吸着するほどの変化が見られることもあります。設計時には、大きな形状変化を伴う部位ほど、磁性を帯びるリスクが高いことを認識しておきましょう。
切削などの機械加工(磁性変化:弱〜中)
切削加工においても、工具による削り取りや摩擦の過程で材料表面に応力が加わるため、磁性が発生する可能性があります。特に薄肉品の旋盤加工やフライス加工では、刃先で生じる局所的な塑性変形が原因となり、加工面周辺が微弱な磁性を帯びる場合があります。
切削による磁化の度合いは塑性加工に比べれば「弱〜中」程度ですが、精密な磁気センサーの近くで使用する部品などでは、このわずかな磁性がノイズとして問題視されるケースもあります。
溶接(磁性変化:中)
溶接工程では、材料が一度溶融して凝固する際の急冷プロセスによって磁性が変化します。オーステナイト系ステンレスを溶接すると、割れ防止のために微量の「デルタフェライト」と呼ばれる磁性組織が含まれるよう調整された溶接材料を使用することが一般的です。
そのため、母材が非磁性であっても溶接ビード部は「中」程度の磁性を帯びる傾向にあります。また、溶接時の熱影響による歪みや収縮も組織変化を促す要因となります。溶接構造物において完全な非磁性を維持するのは難しく、接合部周辺が磁石に反応することは実務上の常識として捉えておくべきです。
熱処理(磁性変化:低減)
熱処理は、加工によって生じた磁性を低減し、非磁性に近い状態へ整えるために用いられる工程です。一般的には「固溶化熱処理(溶体化処理)」が行われます。これは材料を約1,000℃以上の高温に加熱した後に急冷することで、加工で生じたマルテンサイト組織を再びオーステナイト組織へと再変態させる手法です。
この処理により、曲げや切削などの加工で生じた磁性を低減できる場合があります。加工による磁化が許容できない高精度部品では、最終工程に固溶化熱処理を組み込み、必要に応じて比透磁率(μr)などで合否基準と測定条件を取り決めることが有効です。
加工現場・検査現場で実際に起きるトラブル
ここでは、加工・検査現場で実際に起きるトラブル事例とその対策を解説します。
よく起きるトラブル
現場では「非磁性の材料なのに磁石に付く」という現象が、トラブルにつながります。SUS304の曲げ加工部が磁石に吸着し「材質偽装ではないか」と疑われるケースや、切削後の微弱な磁性が原因で図面要求不備として返却されるケースが代表例です。溶接部だけが強く帯磁し、周辺のセンサーを狂わせることもあります。
これらは組織変化という物理現象ですが、設計者と現場の認識相違がクレームを生みます。防ぐには、加工による磁性発生をあらかじめ注記で許容するか、脱磁や熱処理を工程に組み込むといった対策が必要です。
材料判定の基準
磁性の有無を「磁石が付くか」という感覚で判定すると、主観や磁石の強さによって結果が分かれ、検収時のトラブルを招きます。確実な品質管理には、専用の透磁率計等を用いた定量的な測定が不可欠です。確認方法としては、スポット型のセンサーを当てて透磁率の数値を読み取る手法が一般的です。
非磁性を要求する場合の設計・図面の考え方
ここでは、設計意図を正しく製造現場へ伝えるための具体的な図面指示の考え方を解説します。
「非磁性」とだけ記載してはいけない理由
図面に「非磁性」とだけ記載すると、発注側と加工側の間で認識の齟齬が生じ、トラブルになりかねません。実務でいう「非磁性」は、用途・許容範囲・測定条件によって“求めるレベル”が変わるため、言葉だけでは合否判定が難しいからです。
例えば、材料メーカーは「原材料の状態」で非磁性と判断しますが、加工業者は「磁石に付かなければ良い」と解釈し、設計者は「センサーに影響しないレベル」を期待するといった乖離が起こります。このような定性的な表現は検収時の合否判定を困難にするため、必ず数値による客観的な指標が求められます。
非磁性要求の具体的な書き方(ルール・数値化)
曖昧さを排除するには、数値による明確な基準を設けましょう。一般的には「比透磁率(空気の透磁率を1とした時の比率)」または「吸着力」で指定します。例えば、高精度な非磁性が求められる場合は「比透磁率1.02以下」のように上限値を明記します。
また、「吸着力●mN以下」と具体値を記載するのも有効です。これにより、材料選定や加工工程、最終検査において一貫した品質基準を保てます。
測定方法と条件をセットで指示する重要性
数値基準と併せて、「どの計器で、どこを、どのように測るか」という測定条件の指定も不可欠です。磁性は測定器の種類やセンサーの感度、さらには測定部位によって得られる値が大きく変動するためです。
特にプレス品の角部や溶接部などは、平坦な部位に比べて高い数値が出やすいため、「加工部位を含む全箇所で●●以下」とするのか、「特定の機能部位のみ」を対象とするのかを明確にしましょう。
図面記載例(テキスト指示の具体例)
具体的な図面注記の例を挙げます。単に「非磁性」とするのではなく、「材質:SUS304、加工後固溶化熱処理を施し、比透磁率1.02以下とすること(測定器:●●社製△△を使用)」のように、工程、基準値、計器をセットで記載します。
また、コストを抑えつつ一定の非磁性を求めるなら「加工部の微弱な帯磁は許容するが、磁石への明らかな吸着は不可とする」といった、現場の判断基準を補足する表現も有効です。このように、指示をテキスト化して図面に残すことで、設計意図を加工現場へ正確に伝え、品質のバラつきや認識違いによる差し戻しを防止できます。
まとめ
磁性は設計実務において、部品の機能やセンサー精度、現場での吸着トラブルにつながる重要な要素です。本記事では、強磁性・常磁性といった基礎知識から、SUS304が加工ストレスにより磁性を帯びる「加工誘起マルテンサイト変態」のメカニズム、そして塑性加工や溶接による影響について体系的に解説しました。
現場トラブルを防ぐ鍵は、曖昧な「非磁性」という表現を避け、図面上で比透磁率(μr)や吸着力(mN)といった客観的な数値を指定することにあります。さらに、測定器や測定部位の条件をセットで指示することで、製造現場との認識齟齬を解消し、品質の安定化を図ることが可能です。
本記事の内容を参考に、材料組織の原理から図面記載のルールまでを統合的に理解し、予期せぬ磁性トラブルのない、実務に即した高精度な設計・部品調達を実現しましょう。
関連記事
金属材料の性質とは?金属加工や機械設計の重要なポイント
鉄の比重はなぜ重要?製造業の設計者が知っておくべき基礎と計算方法
設計者必見!金属比重データ活用術~製品性能向上のための材料選定~
応力ひずみ曲線とは?ヤング率から設計応用まで徹底解説
靱性(じんせい)とは?製造業の設計担当者が知っておくべきポイント
金属硬度の基礎知識|硬度表と硬度を高める加工法を解説
熱伝導率とは?熱拡散率との違いも解説、設計者のための実践知識
熱膨張係数とは?材料一覧と計算方法、熱変形を防ぐ設計ノウハウ
導電性の基礎と材料別比較|金属・導電性樹脂・ゴムの抵抗値と使い分け
耐食性とは?金属材料の限界と樹脂という選択肢を設計者視点で整理