
Now Loading...
PDF保存方法について
最終更新日:
技術情報
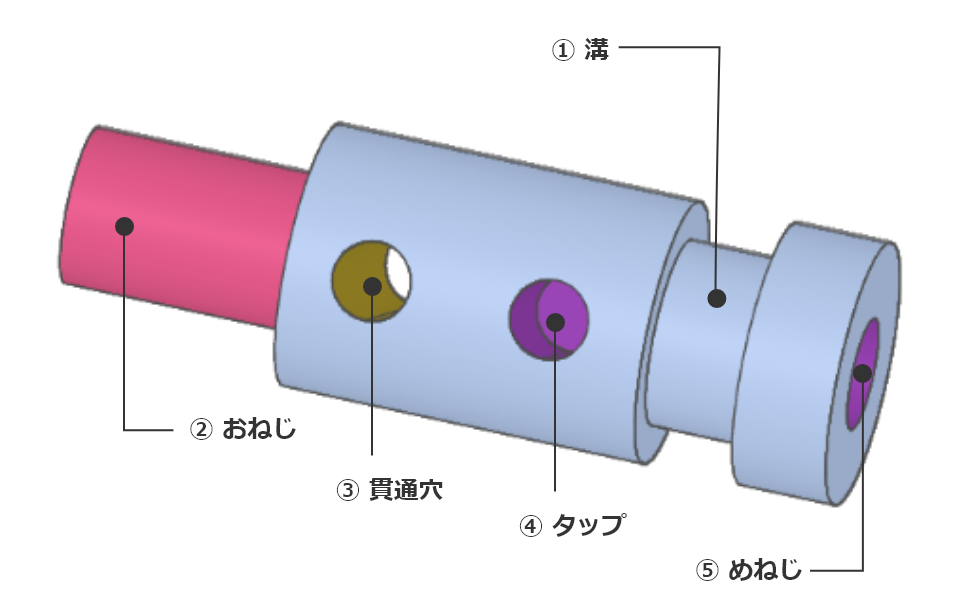
対象部品/材料


|  | ||||||||||||||||||||||||||||||
ポイント


材質の特徴
| 材質 | 特徴 | 外観 |
|---|
| ポリアセタール(スタンダード・白) | POMやジュラコンと呼ばれるエンジニアリングプラスチックの一種です。機械的強度、耐摩耗性、耐薬品性が高い。加工性に優れ低コストです。MCナイロンと比較して吸水性が低く耐摩耗性も高いことから長期使用時の寸法安定性に優れます。 |  |
| ポリアセタール(スタンダード・黒) |  | |
| MCナイロン(スタンダード・青) | 機械的強度、化学的性質、熱的特性、耐摩耗性に優れ、強酸以外の薬品に対して耐性を持ちます。吸水性が高いため寸法安定性に劣ります。 |  |
| MCナイロン(スタンダード・アイボリー) |  | |
| MCナイロン(耐侯・黒灰) | MCナイロンに対候性を持たせたグレード材です。屋外使用時の劣化耐性が特徴です。耐候性には優れるがMCナイロンの性質上吸水性を持つため雨が当たる場所で使用する場合寸法変化に注意を要します。 |  |
| MCナイロン(帯電防止・黒)[MC501CD R6] | MCナイロンの導電性を持たせたグレード材です。体積抵抗率は1~100Ω・mです。MCナイロンの性質上吸水性を持つため雨が当たる場所で使用する場合寸法変化に注意を要します。MCナイロン(帯電防止・黒)より高価です。 | ![MCナイロン(帯電防止・黒)[MC501CD R6]の外観](https://jp.meviy.misumi-ec.com/help/ja/wp-content/uploads/2023/07/12590_31.png) |
| MCナイロン(導電・黒)[MC501CD R2] | MCナイロンに導電性を持たせ帯電を防止したグレード材です。体積抵抗率は10~1000kΩ・mであり、MCナイロン(導電・黒)より抵抗が大きいです。MCナイロン(導電・黒)より安価です。MCナイロンの性質上吸水性を持つため雨が当たる場所で使用する場合寸法変化に注意を要します。 | ![MCナイロン(導電・黒)[MC501CD R2]の外観](https://jp.meviy.misumi-ec.com/help/ja/wp-content/uploads/2023/07/12590_32.png) |
| ABS(スタンダード・自然色) | コストパフォーマンスの良い樹脂です。低コストで機械的強度と耐衝撃性に優れています。衝撃吸収性により耐衝撃性が特に高いです。切削性が優れ、接着加工も可能です。 |  |
| ABS(スタンダード・黒) |  | |
| PEEK(スタンダード・灰褐色) | 熱可塑性樹脂の中で最高レベルの耐熱性と機械的強度を持つ材質です。耐熱性・寸法安定性・耐薬品性・耐摩耗性・機械的強度の特性が非常に高いです。非常に高価な材質です。高温環境でもほとんどの酸・塩基・有機溶剤に対して耐性を持ちます。 |  |
| PPS(スタンダード・自然色) | スーパーエンジニアリングプラスチックの一種です。耐熱性・寸法安定性・耐薬品性・機械的強度・耐摩耗性に優れた材質です。200℃以下の環境でほとんどの薬品に耐性を持ちます。PEEKに近い耐熱性を持ち、価格はPEEKに比べ、低価格です。吸水性・熱膨張率が低く寸法安定性に優れます。 |  |
| アクリル(スタンダード・透明) | 光透過性が非常に高い特性をもつ。ディスプレイ、照明カバー、インテリアなどに利用される。石油系溶剤やアルカリ性の薬品に弱い点に注意が必要。また、加工面は透明度が下がる。 |  |
| PC(スタンダード・透明) | 耐衝撃性・耐熱性・寸法安定性に優れる。光透過性が高く、カバーや窓材、保護パネルなどに使用される。切削加工性も良好で、機械部品にも利用可能。 |  |
| PC(スタンダード・黒) |  | |
| PP(スタンダード・自然色) | ポリプロピレンの自然色グレードで、軽量で耐薬品性・耐水性・絶縁性に優れる。耐熱性も高く、機械部品、配管部品、絶縁材などに使用される。加工性も良好で、低コスト。 |  |
| PVC(スタンダード・グレー) | 塩化ビニル樹脂のグレー着色グレードで、耐薬品性・耐水性・電気絶縁性に優れる。硬質で寸法安定性が高く、配管部品、筐体、絶縁材などに使用される。加工性も良好。 |  |
| 超高分子量ポリエチレン(スタンダード・白) | 分子量が100万以上のポリエチレンです。低比重、耐摩耗性、衝撃吸収性、滑り特性が非常に高い特性を持ちます。PTFEより低価格。線膨張係数が大きく、寸法安定性が悪いです。バリが除去しにくく表面粗さが粗くなりやすい特徴を持ちます。 |  |
| 超高分子量ポリエチレン(導電・黒) | 超高分子量ポリエチレン(スタンダード・白)に導電性を持たせた材質です。低比重、耐摩耗性、衝撃吸収性、滑り特性が非常に高い特性を持ちます。線膨張係数が大きく、寸法安定性が悪いです。バリが除去しにくく表面粗さが粗くなりやすい特徴を持ちます。 |  |
| ふっ素(スタンダード・白)[PTFE] | フッ素樹脂の一種です。耐熱性・耐薬品性・耐寒性・摺動性が非常に高いです。他の樹脂と比較して硬度が低く、バリが発生しやすいです。使用可能な温度域が広いが、温度による体積変化が大きく寸法安定性に劣ります。高温環境や化学薬品に触れる環境下での使用に適します。 | ![ふっ素(スタンダード・白)[PTFE]の外観](https://jp.meviy.misumi-ec.com/help/ja/wp-content/uploads/2023/07/12590_29.png) |
| ユニレート(スタンダード・茶) | PETを主原料にガラス短繊維、無機フィラー等を充填複合した材料です。ナイロン、ポリアセタール等の熱可塑性樹脂板に比較して耐熱性、電気特性、強度、寸法安定性に優れます。吸水性、電気特性、加工性に優れます。耐摩耗性が低いです。 |  |
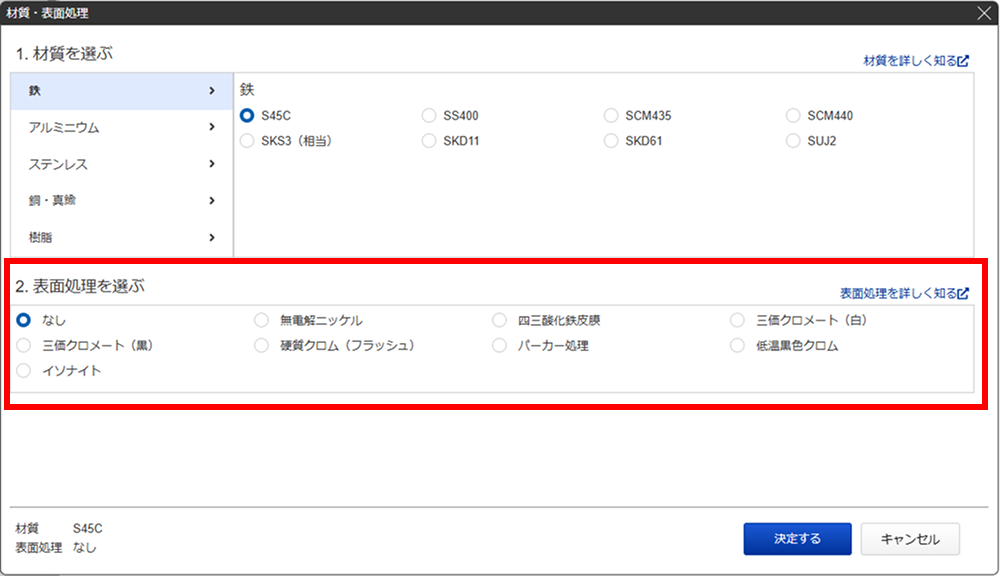
| 表面処理 | 特徴 | 外観 |
|---|
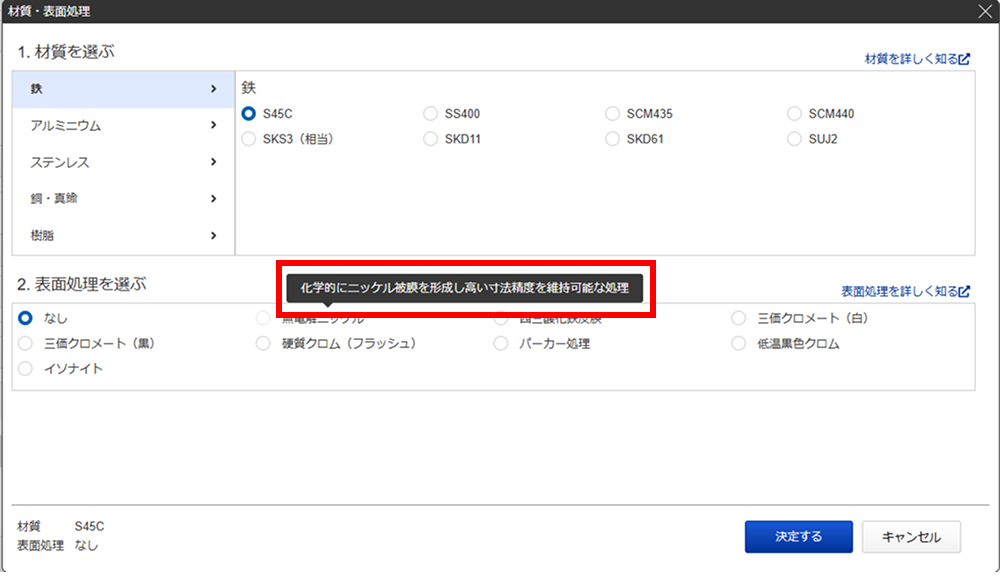
| 無電解ニッケルメッキ | 電気を使わずに薬品の化学反応だけで被膜を作る表面処理です。この処理は、複雑な形状の対象物にも隅々まで均一な被膜を形成でき、高い寸法精度を維持でき、絶縁体を含む多様な材質にも対応可能です。その優れた性能から幅広い分野で使用されています。 |  |
| 四三酸化鉄皮膜 | 鉄鋼の表面に黒錆を形成することで、内部を保護する表面処理です。この処理は、鉄表面での赤錆の発生を抑制し、防錆能力を向上させる効果があります。美観にも優れ、処理コストが低いため、工業製品だけでなくインテリアなどにも広く利用されます。 |  |
| 三価クロメート白 | 金属表面にクロム皮膜を形成し、高硬度・耐摩耗性・耐食性および鏡面光沢を付与する表面処理です。電気化学反応によって形成されるクロム皮膜は、非常に硬い金属質の層となり、素材の耐久性や外観を大きく向上させます。白色は化成処理後に現れる皮膜の色調です。 |  |
| 三価クロメート黒 | 金属表面にクロム皮膜を形成し、高硬度・耐摩耗性・耐食性および鏡面光沢を付与する表面処理です。電気化学反応によって形成されるクロム皮膜は、非常に硬い金属質の層となり、素材の耐久性や外観を大きく向上させます。黒色は化成処理後に現れる皮膜の色調です。 |  |
| 硬質クロム(フラッシュ) | 工業用途を目的とし、従来のクロメート処理と比べて、さらに高い硬度、耐摩耗性、耐食性を実現する表面処理です。形成される皮膜硬度はHV700〜1000に達し、高い耐摩耗性を有します。この特性により、摺動部品の寿命延長に大きく貢献します。 |  |
| 低温黒色クロム | 低温環境下で電気メッキを行い、硬質クロムに匹敵する耐久性を同時に実現する表面処理です。耐食・耐摩耗・耐熱性能は通常のクロムメッキと同等であり、高い密着性が有る為、被膜割れが起こりにくいです。 |  |
| パーカー処理 | 金属の表面にリン酸塩皮膜を生成し、防錆性、耐摩耗性、塗装密着性の向上させる表面処理です。特に、自動車部品や家電製品など、耐久性が求められる製品の信頼性を高めるために広く利用されます。 |  |
| イソナイト(塩浴軟窒化) | 処理温度は鋼の変態点以下(約570〜590℃)で行われるため、熱による変形が少なく、寸法精度を維持しやすいです。主に自動車部品、機械部品、金型、摺動部品など、耐摩耗性・耐疲労性・耐久性が求められる用途に使用されています。 |  |
| 白アルマイト | 表面に厚いアルミナ被膜を形成し、耐食性、耐摩耗性、絶縁性、着色性を向上させる表面処理です。特に加飾性に優れており、様々な色に着色出来るため、装飾を求められる用途に幅広く使用されます。白アルマイトは無色透明で、アルミニウムの素地に近い銀白色です。 |  |
| 黒アルマイト | 表面に厚いアルミナ被膜を形成し、耐食性、耐摩耗性、絶縁性、着色性を向上させる表面処理です。特に加飾性に優れており、様々な色に着色出来るため、装飾を求められる用途に幅広く使用されます。黒アルマイトは表面処理後に染料で着色してます。 |  |
| 黒アルマイト(つや消し) | 従来のアルマイト処理に加え、ブラスト処理や化学処理によって表面に微細な凹凸を形成し、光の乱反射を抑えることで艶消し効果を実現した表面処理です。輝度を抑えられることから、光学機器などの部品に広く使用されます。黒アルマイトは表面処理後に染料で着色してます。 |  |
| 硬質アルマイト(白) | 低温の硫酸液で厚い皮膜を生成し、従来のアルマイト処理から硬度と耐摩耗性を向上させた表面処理。自動車や航空機などの工業分野で、硬度や摩耗性だけでなく潤滑性が求められる分野で幅広く使用される。色味は、黄褐色系や素地色系に近い色調になる。 |  |
設計ガイドライン
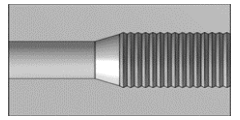
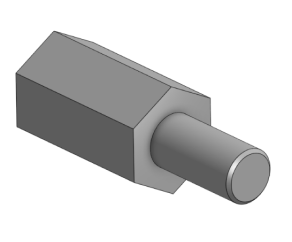
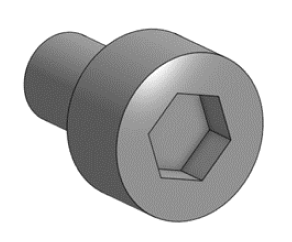
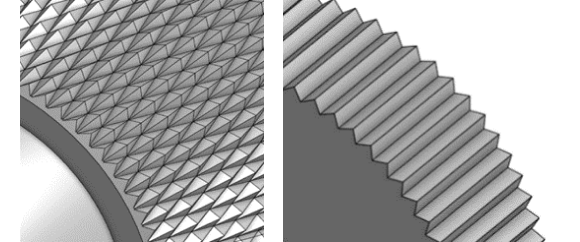
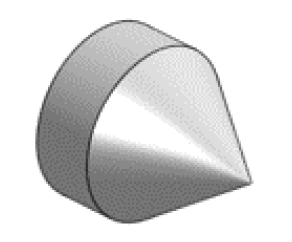
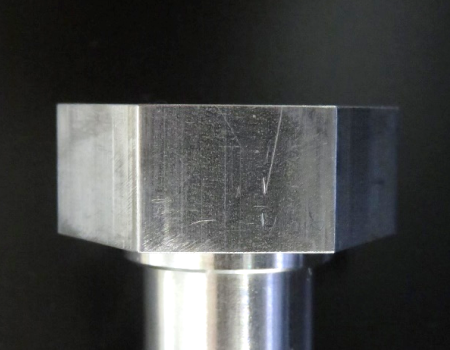
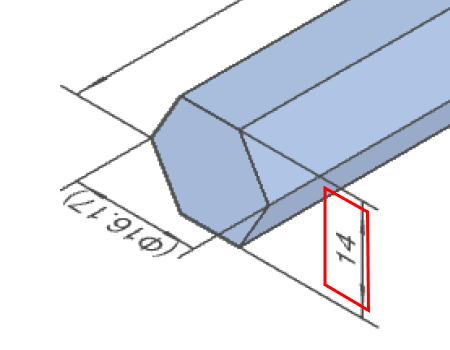
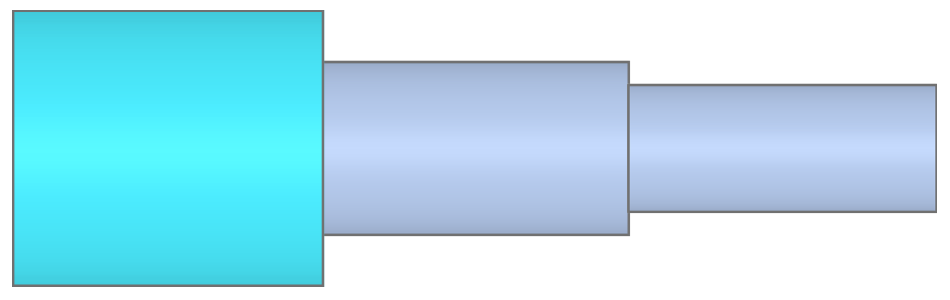
切削丸物 として認識 |
切削角物 として認識 |
|---|---|
|
|
|
|
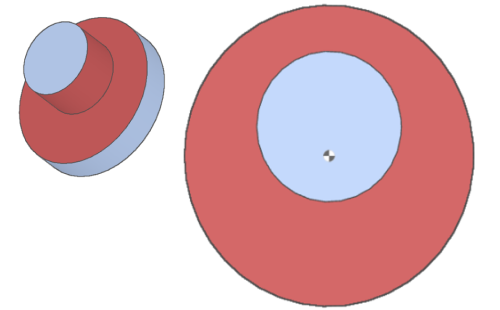
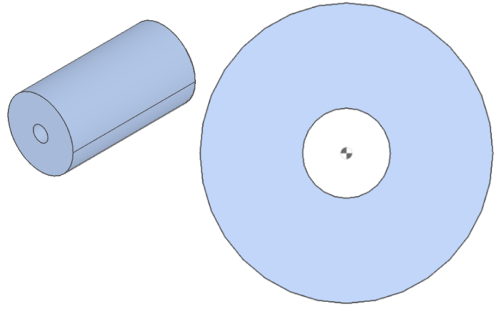
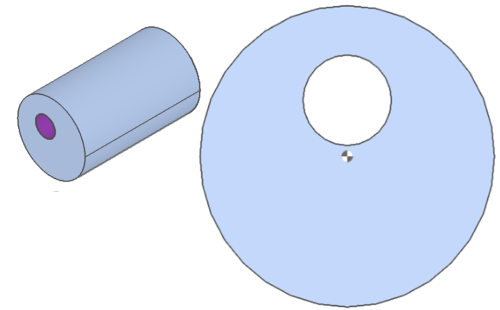
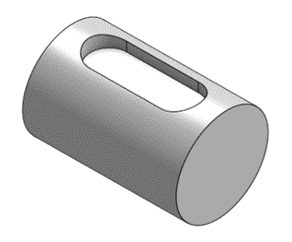
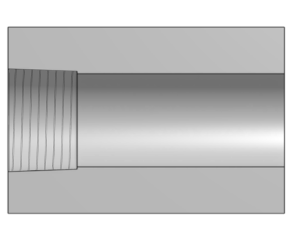
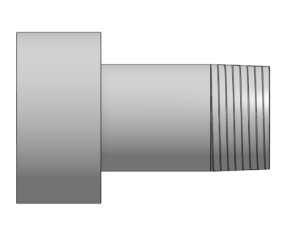
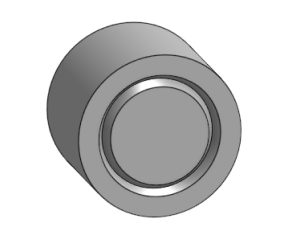
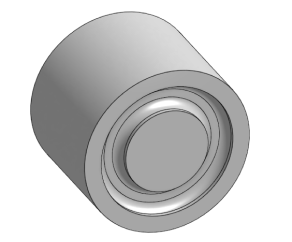
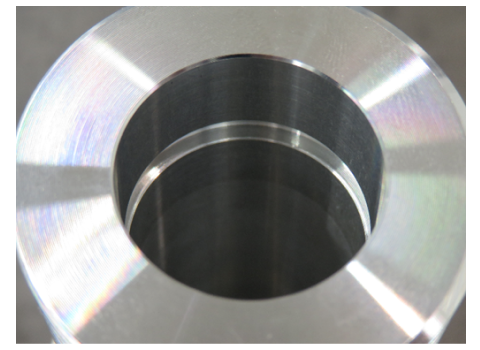
「外径・内径」として認識する |
「外径・内径」として認識しない |
|---|---|
|
|
|
|
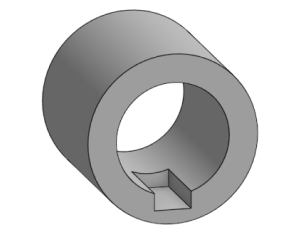
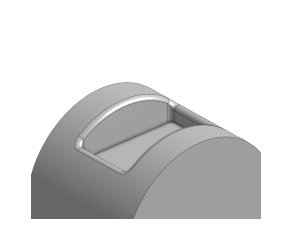
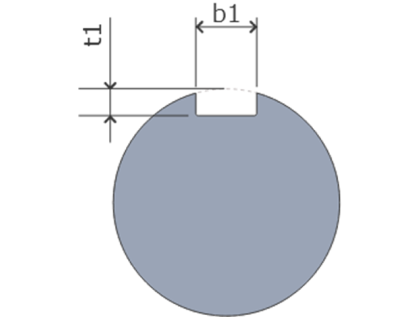
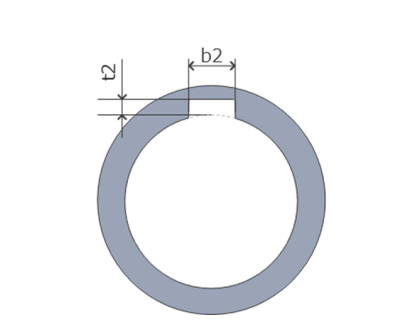
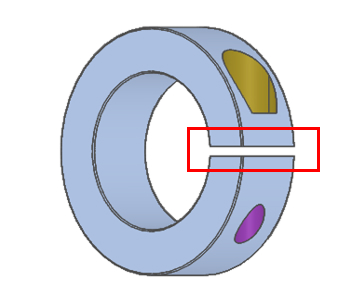
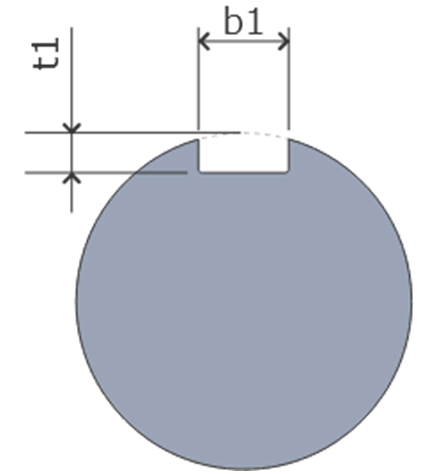
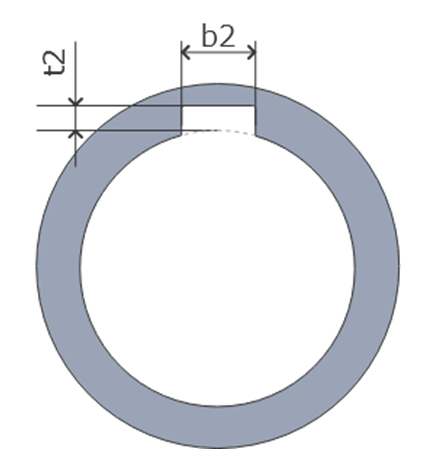
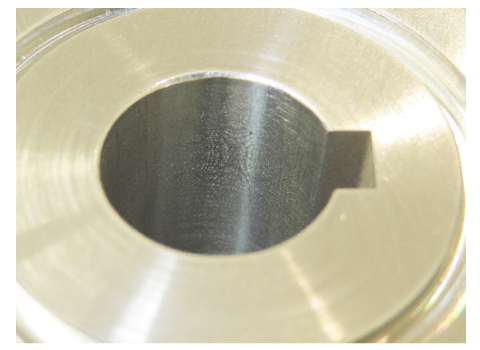
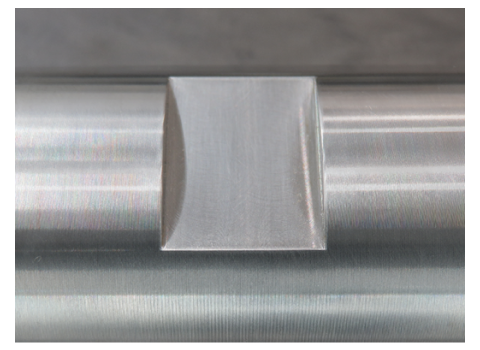
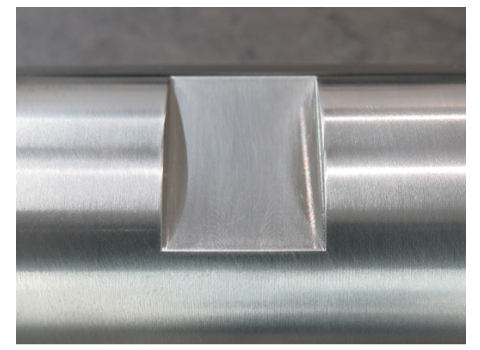
| キー幅規格 | キー溝として認識する |
キー溝として認識しない |
|---|
|
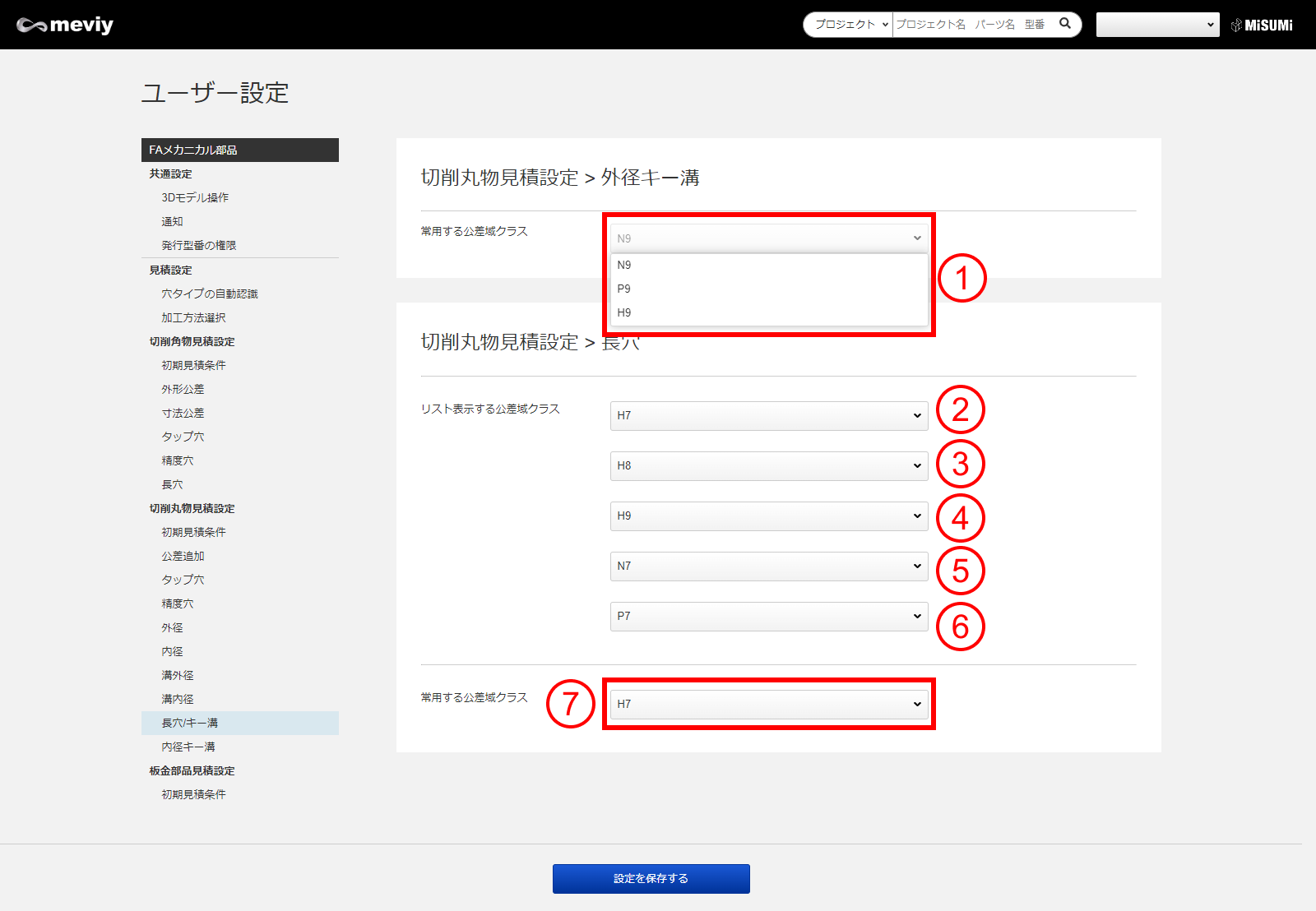
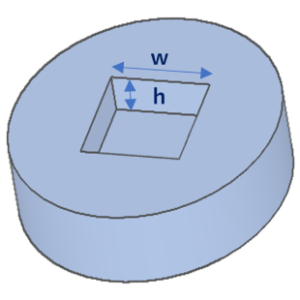
外径キー溝として
認識する幅 
|
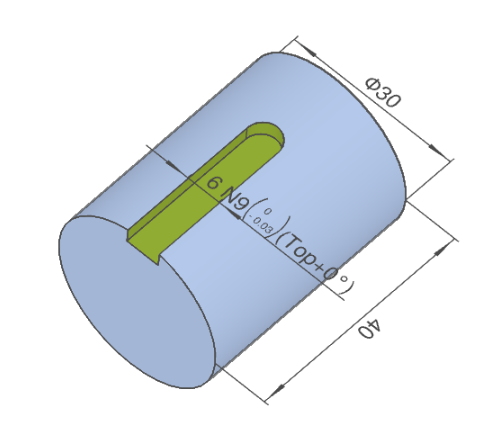
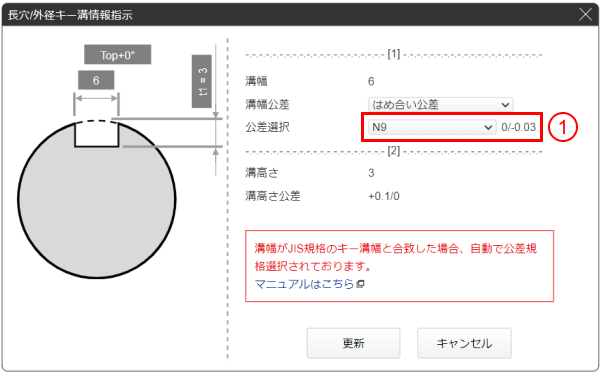
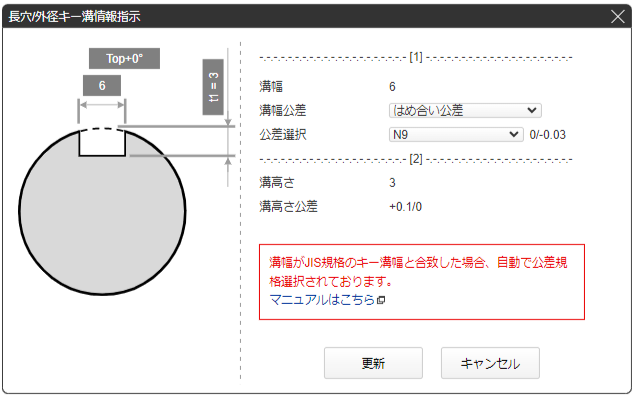
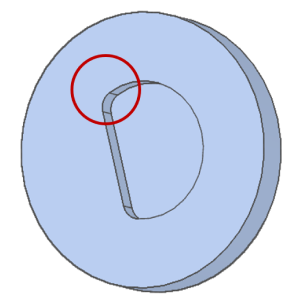
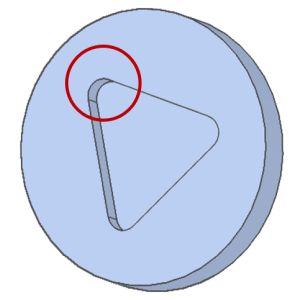
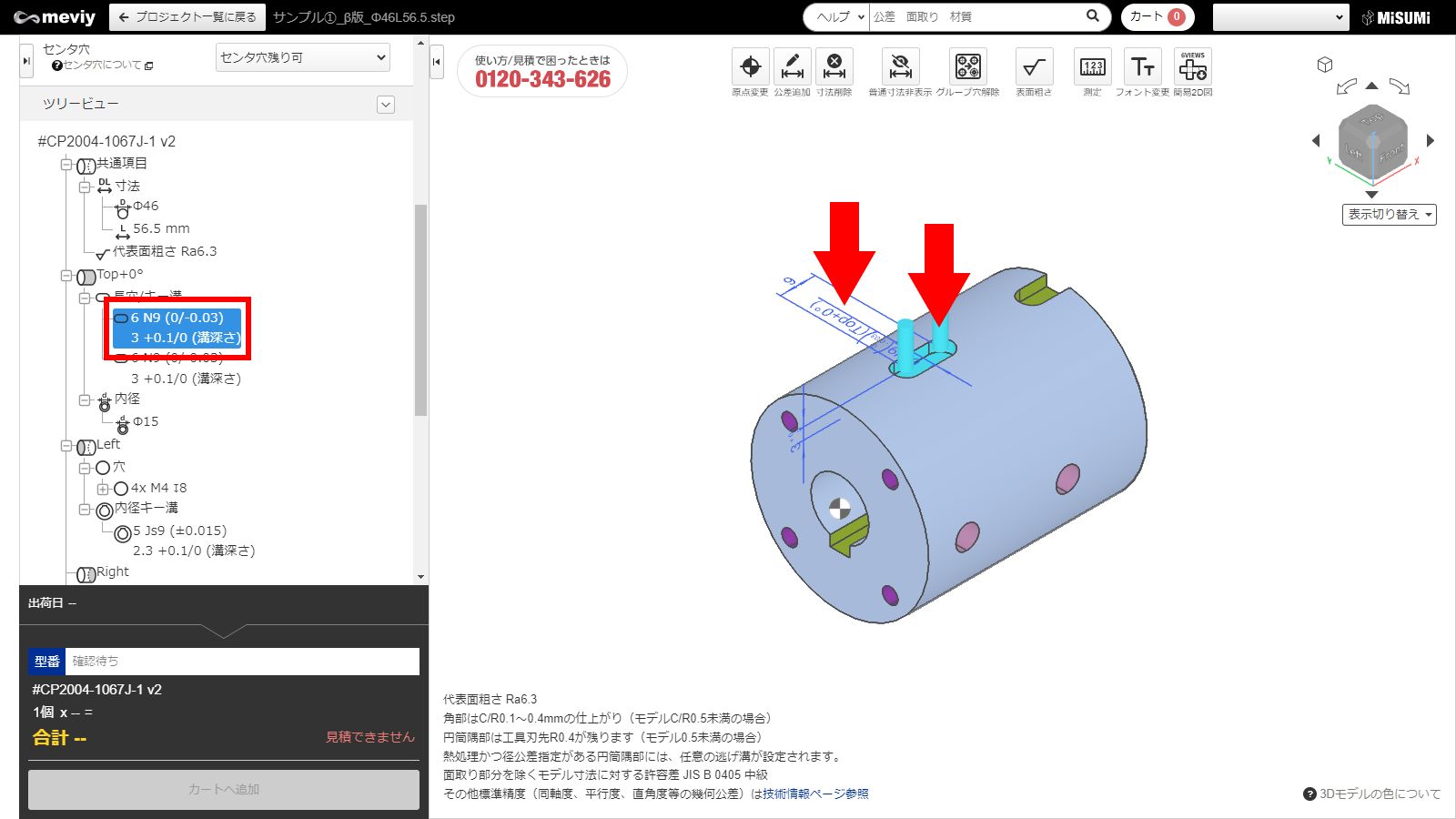
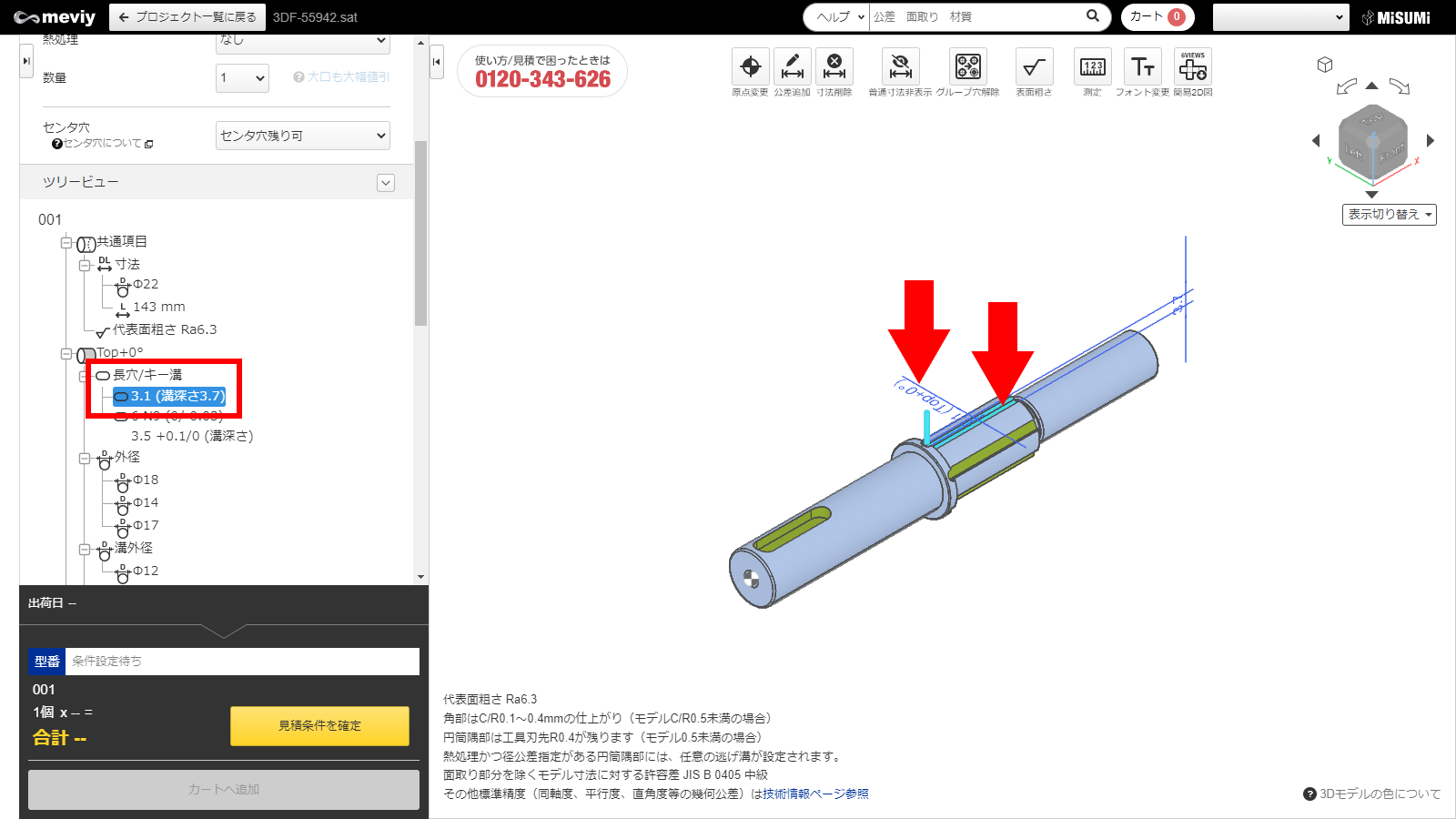
【b1】規格と一致:外径キー溝 はめ合い公差を「自動」で設定
|
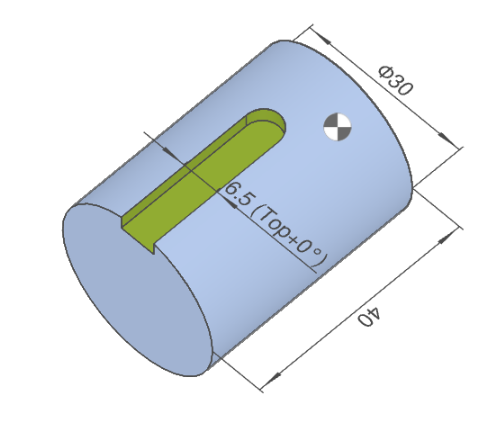
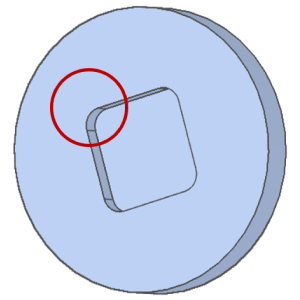
【b1】規格と不一致:長穴 はめ合い公差は「手動」で設定
|
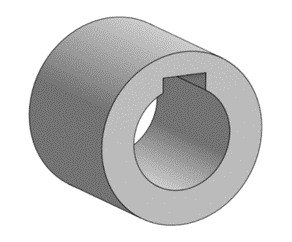
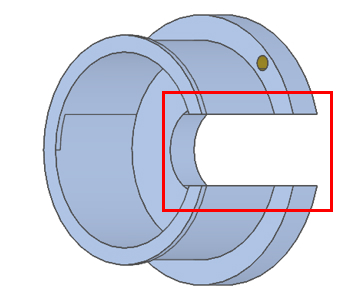
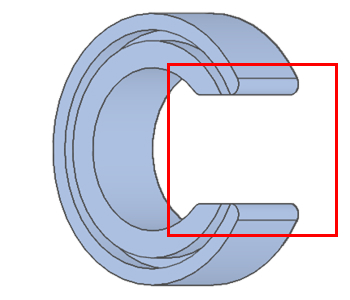
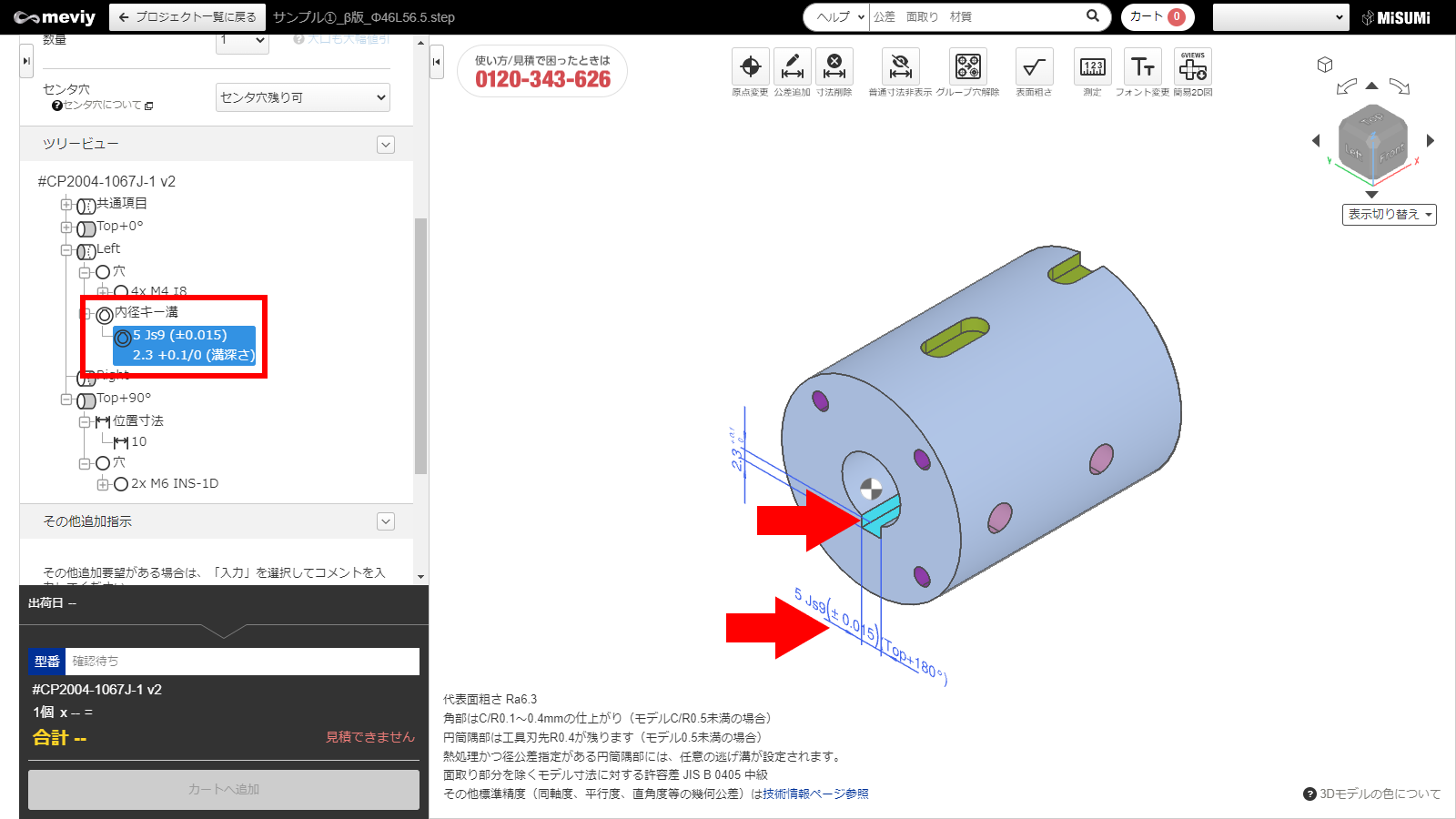
内径キー溝として
認識する幅 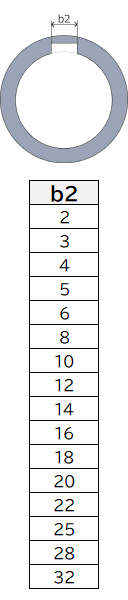
|
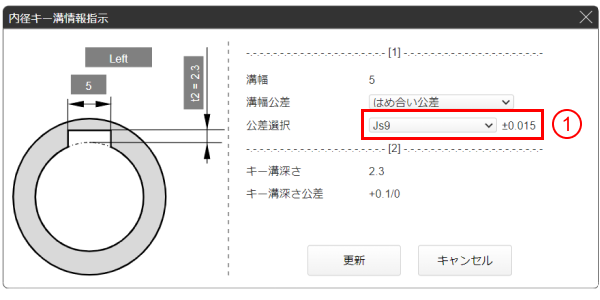
【b2】規格と一致:内径キー溝 はめ合い公差は「自動」で設定
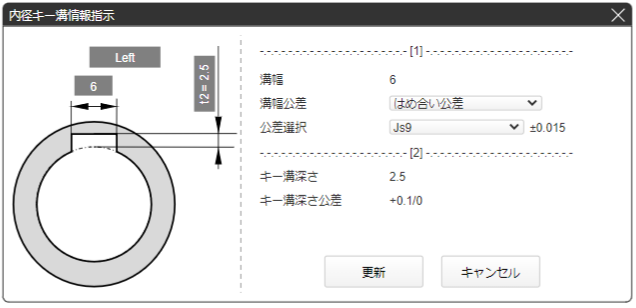
|
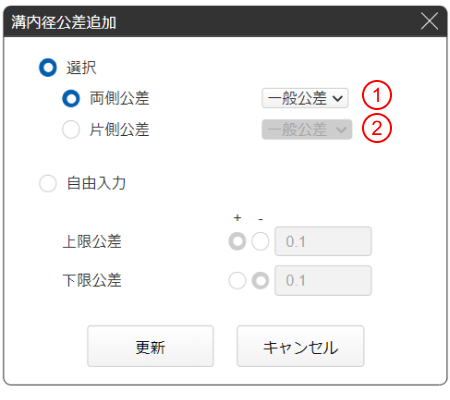
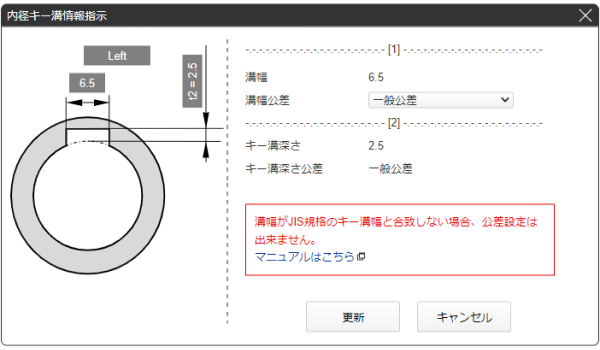
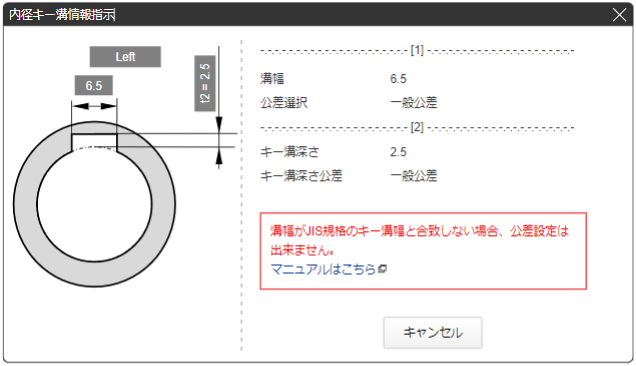
【b2】規格と不一致:内径キー溝「一般公差」扱いとなり公差選択不可
|
注意
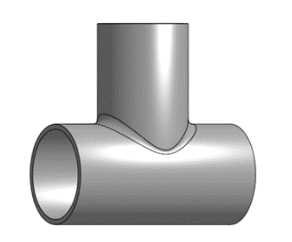
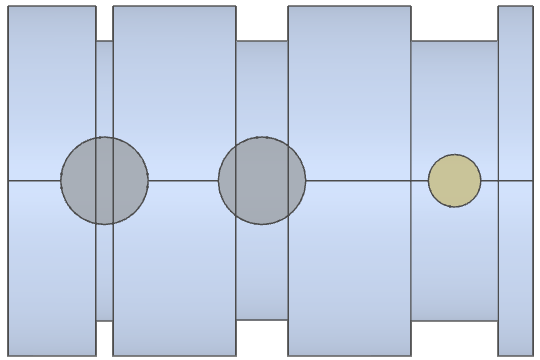
「穴」として認識する |
「穴」として認識しない |
|---|---|
|
|
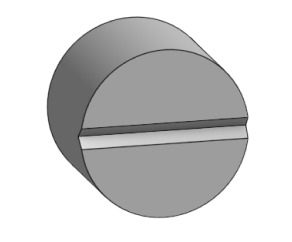
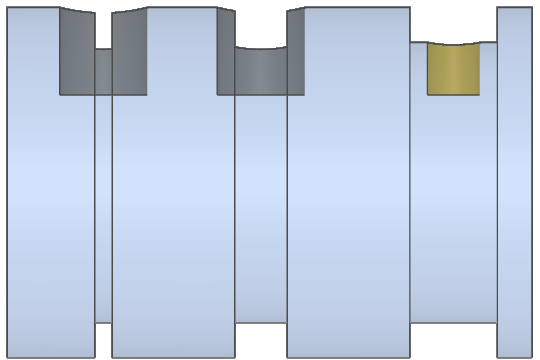
「端面溝」として認識する |
「端面溝」として認識しない |
|---|---|
|
|
| 設定 | 精度なし | ||||
|---|---|---|---|---|---|
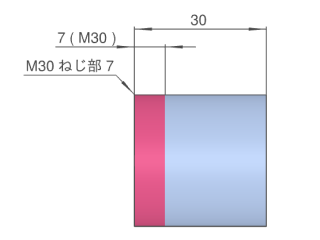
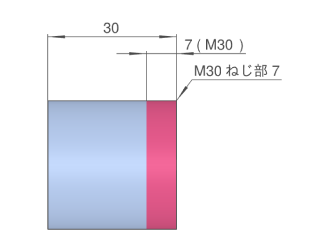
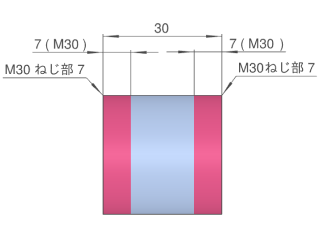
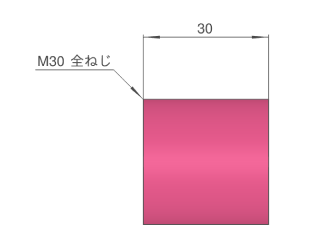
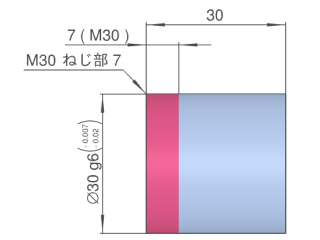
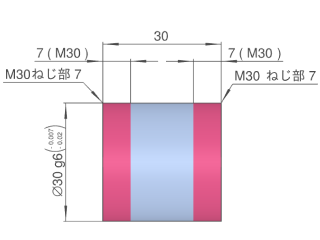
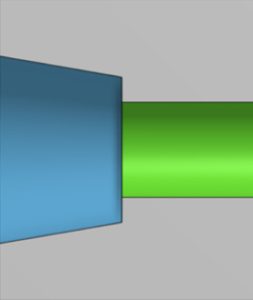
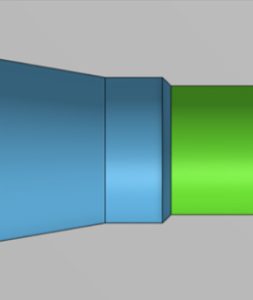
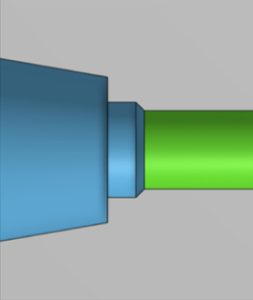
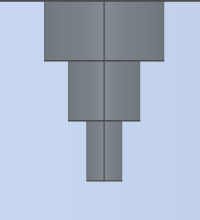
| おねじ部設定 | |||||
| 左側長さ指定あり | 右側長さ指定あり | 両側長さ指定あり | 全ねじ | ||
| イメージ |  |
 |
 |
 |
 |
| 設定値 | ø30 | ||||
| M30ねじ部 7|7(M30) | M30ねじ部 7|7(M30) | ||||
| M30ねじ部 7|7(M30) | M30ねじ部 7|7(M30) | M30 全ねじ | |||
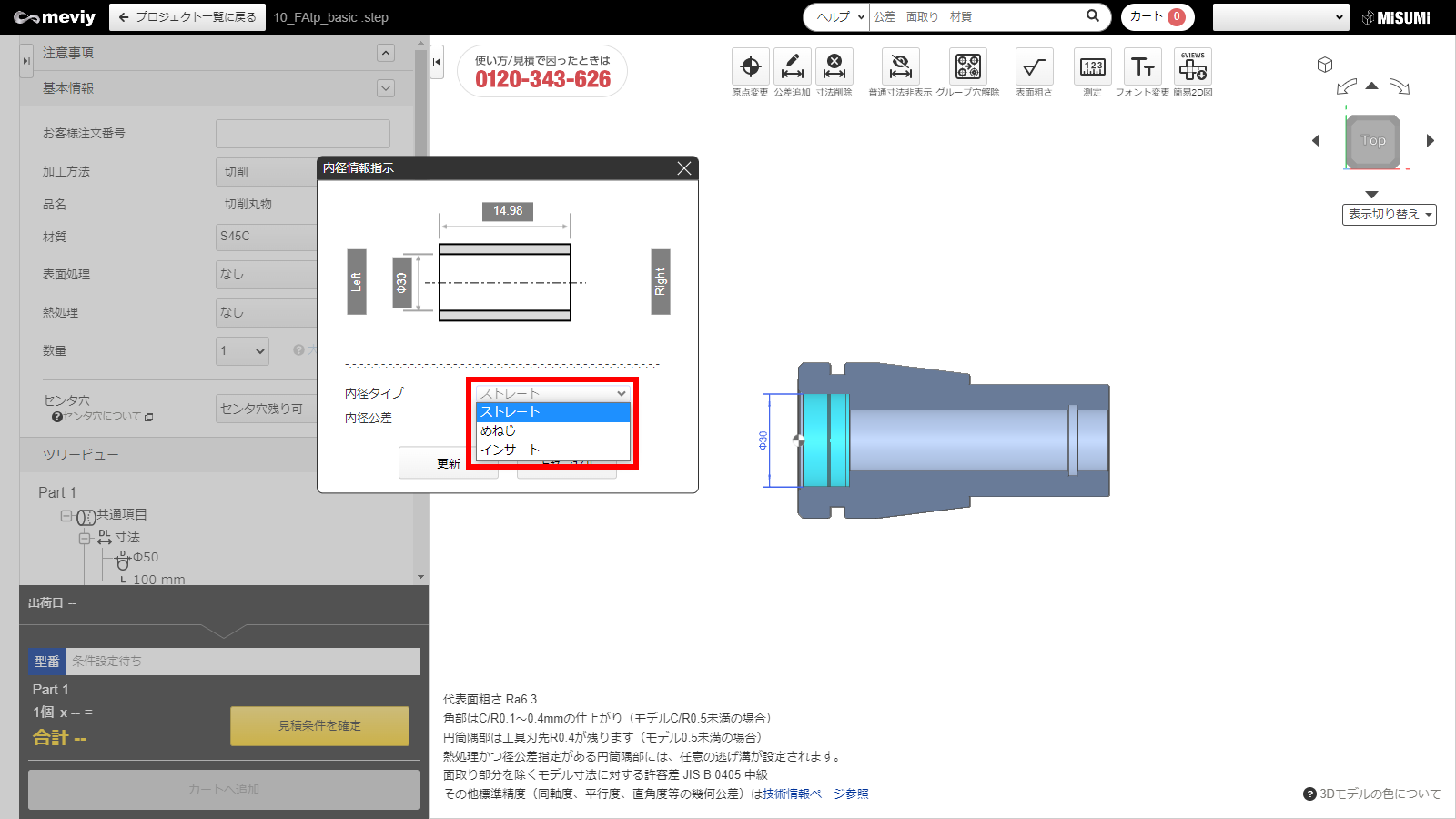
ポイント
meviyでは、ねじ設定時のピッチは並目は非表示となり、細目は表示されます。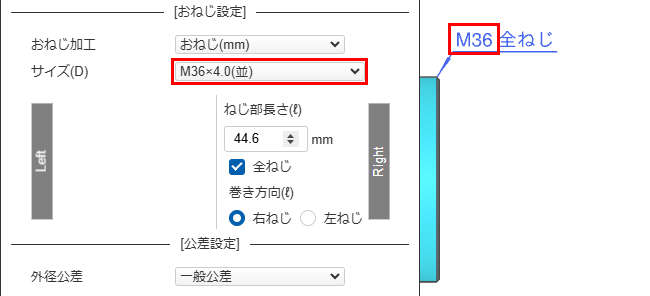 |
 |
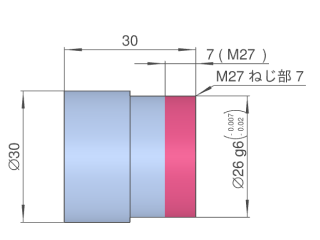
| 設定 | 精度あり | ||||
|---|---|---|---|---|---|
| おねじ部設定 | |||||
| 左側長さ指定あり | 右側長さ指定あり | 両側長さ指定あり | 全ねじ | ||
| イメージ | 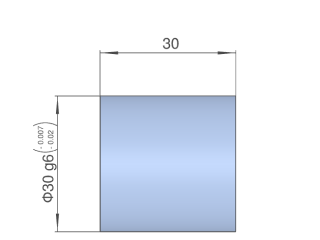 |
 |
 |
 |
|
| 設定値 | ø30 g6 (-0.007/-0.02) | ø30 g6 (-0.007/-0.02) | ø30 g6 (-0.007/-0.02) | ø30 g6 (-0.007/-0.02) | |
| M30ねじ部 7|7(M30) | M30ねじ部 7|7(M30) | M30ねじ部 7|7(M30) | |||
| M30ねじ部 7|7(M30) | |||||
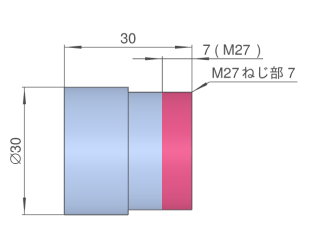
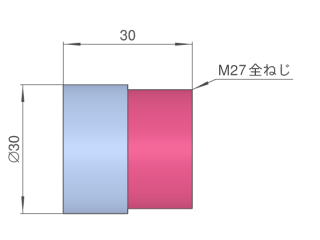
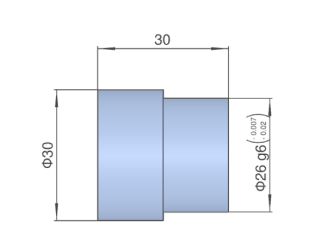
| 設定 | 精度なし | 精度あり | |||
|---|---|---|---|---|---|
| おねじ部設定 | おねじ部設定 | ||||
| 長さ指定あり | 全ねじ | 長さ指定あり | |||
| イメージ | 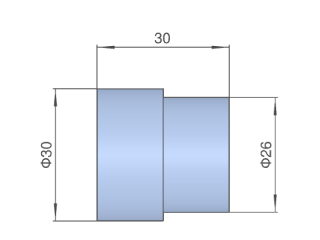 |
 |
 |
 |
 |
| 設定値 | ø26 | ø26 g6 (-0.007/-0.02) | ø26 g6 (-0.007/-0.02) | ||
| M27ねじ部7|7(M27) | M27 全ねじ | M27ねじ部7|7(M27) | |||
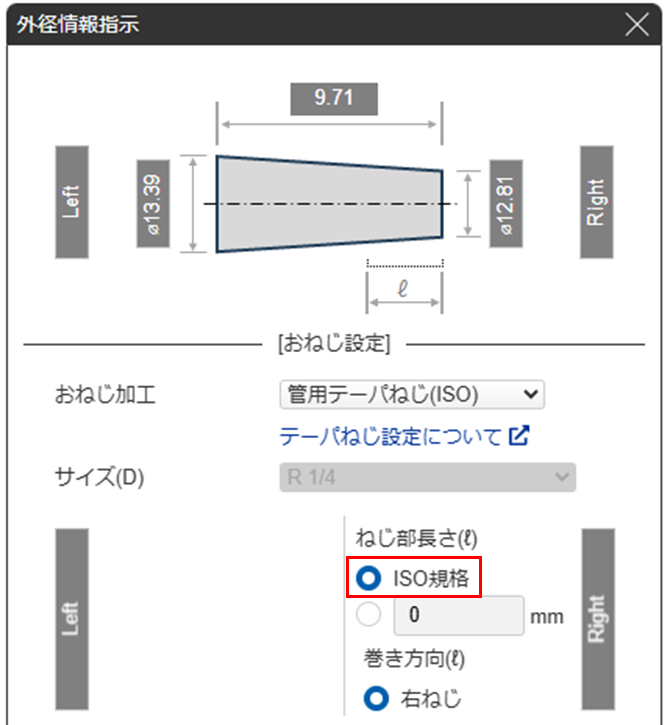
| 設定 | 精度なし | 管用テーパねじ設定 | |
|---|---|---|---|
| ISO規格 | 長さ指定あり | ||
| イメージ | 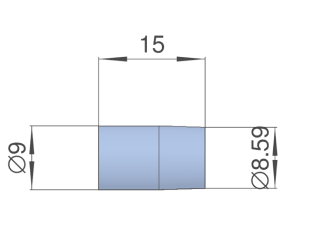 | 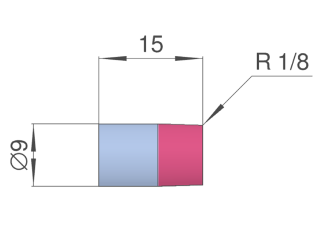 | 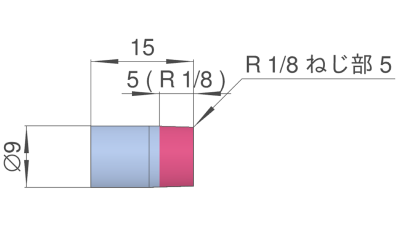 |
| 設定値 | ⌀8.89 | R 1/8 | R 1/8ねじ部5 |
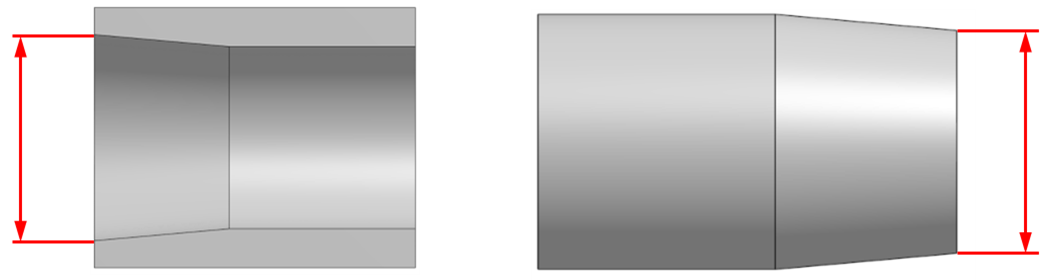
| 設定 | 精度なし | 精度あり |
|---|---|---|
| イメージ | 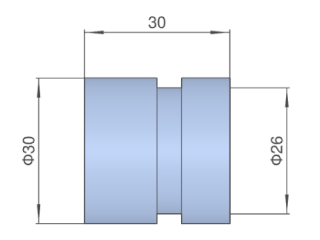 |
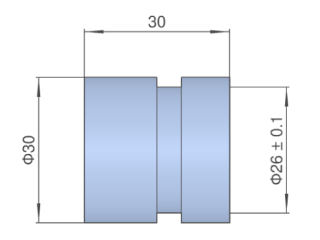 |
| 設定値 | ø26 | ø26 ±0.1 |
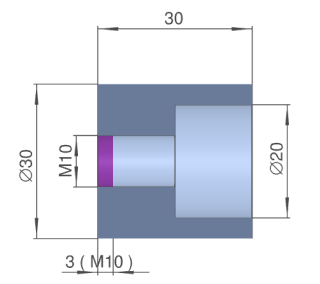
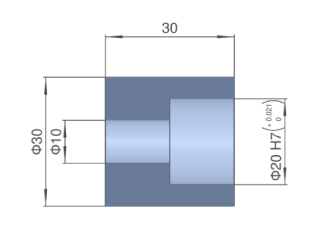
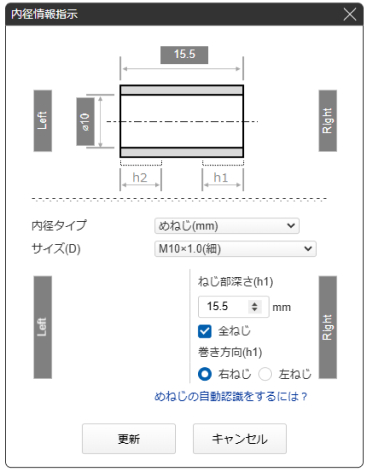
| 設定 | 精度なし | ||||
|---|---|---|---|---|---|
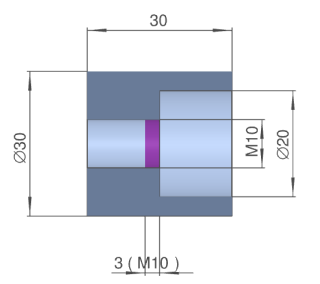
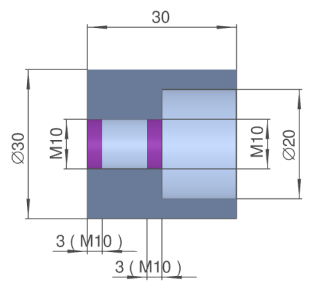
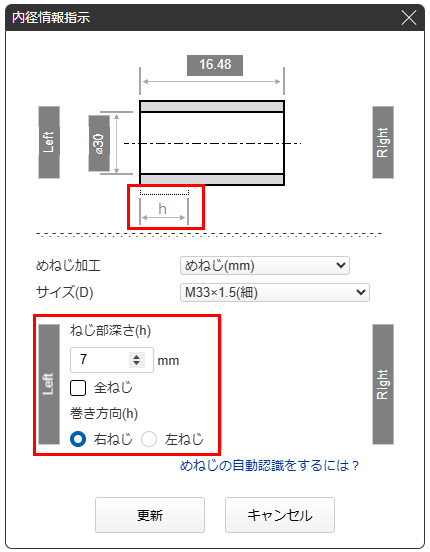
| めねじ設定 | |||||
| 左側有効深さ指定あり | 右側有効深さ指定あり | 両側有効深さ指定あり | 全ねじ | ||
| イメージ | 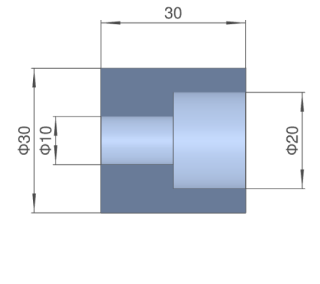 |
 |
 |
 |
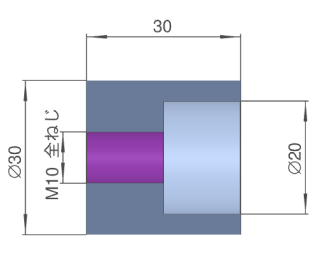 |
| 設定値 | ø10 | M10 | M10 | M10/M10 | M10 全ねじ |
| 3(M10) | 3(M10) | 3(M10)/3(M10) | |||
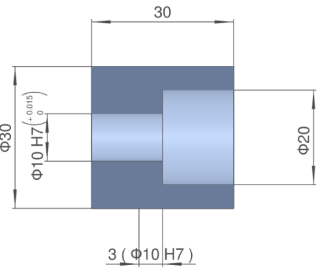
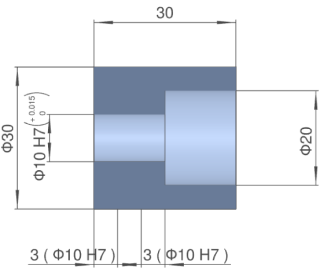
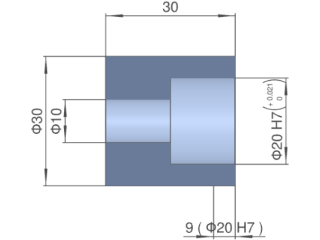
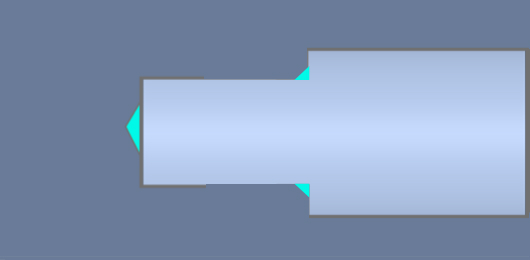
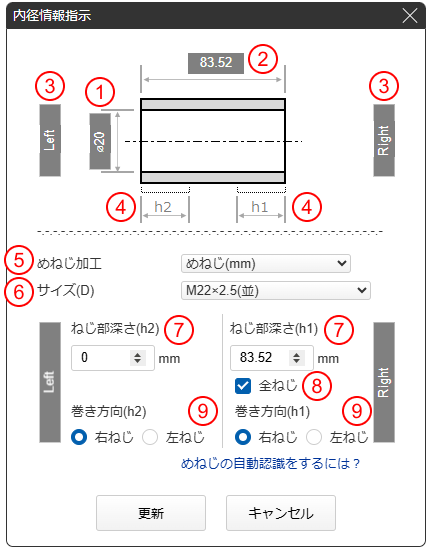
| 設定 | 精度あり | |||
|---|---|---|---|---|
| 左側有効深さ指定あり | 右側有効深さ指定あり | 両側有効深さ指定あり | 全長 | |
| イメージ | 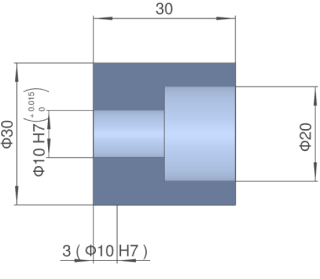 |
 |
 |
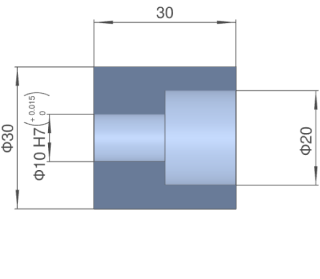 |
| 設定値 | ø10H7(+0.015/0) | ø10H7(+0.015/0) | ø10H7(+0.015/0) | ø10H7(+0.015/0) |
| 3(ø10H7) | 3(ø10H7) | 3(ø10H7)/3(ø10H7) | ||
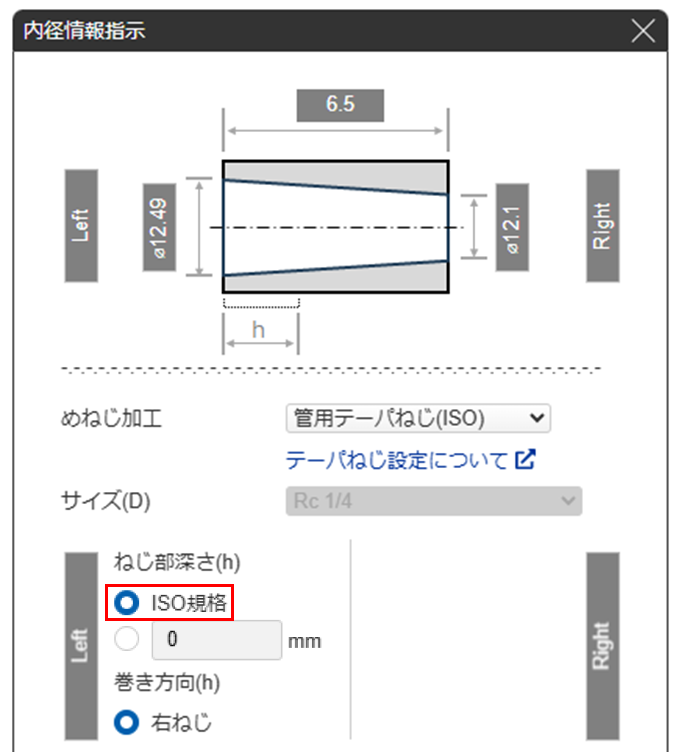
| 設定 | 精度なし | 管用テーパねじ設定 | |
|---|---|---|---|
| ISO規格 | 長さ指定あり | ||
| イメージ |  | 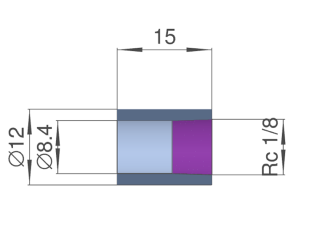 | 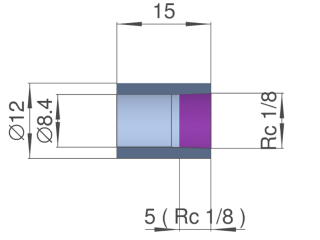 |
| 設定値 | ⌀8.89 | R 1/8 | R 1/8ねじ部5 |
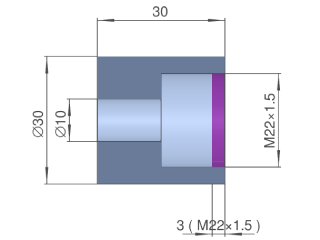
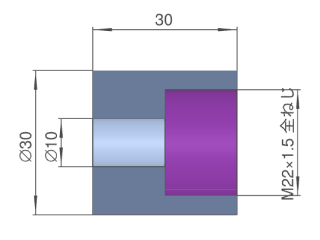
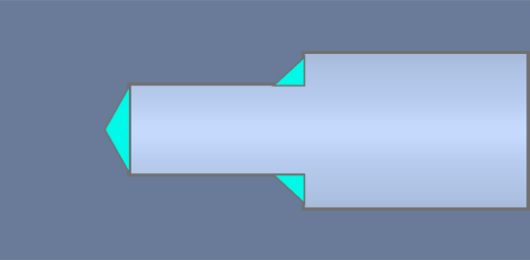
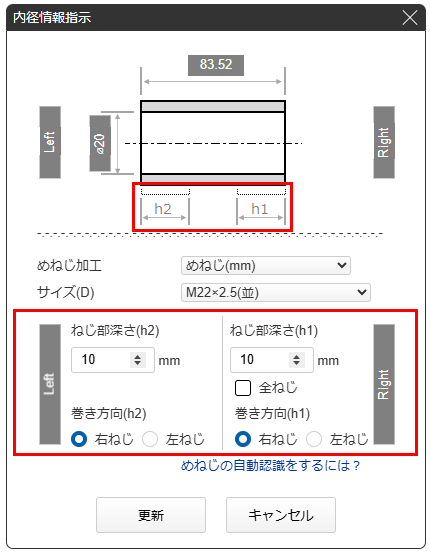
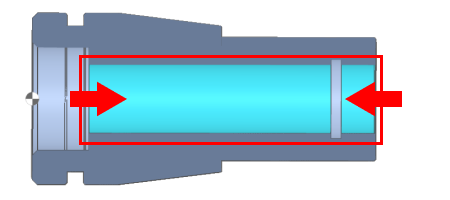
| 設定 | 精度なし | 精度あり | |||
|---|---|---|---|---|---|
| めねじ設定 | |||||
| 深さ指定有り | 全ねじ | 深さ指定有り | 全長 | ||
| イメージ | 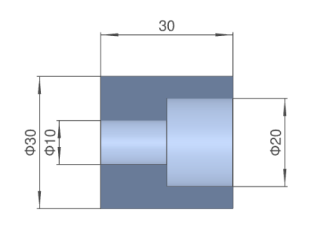 |
 |
 |
 |
 |
| 設定値 | ø20 | M22x1.5 | M22X1.5 全ねじ | ø20 H7 (+0.0021/0) | ø20 H7 (+0.0021/0) |
| 3(M22x1.5) | 9(ø20 H7) | ||||
| 設定 | 精度なし | 精度あり |
|---|---|---|
| イメージ | 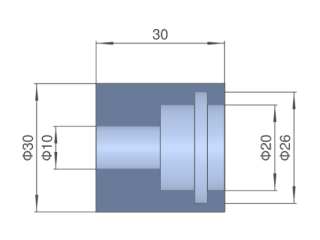 |
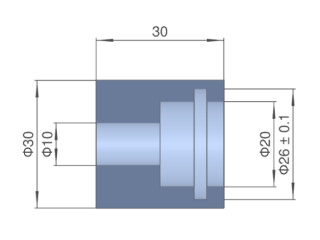 |
| 設定値 | ø26 | ø26 ±0.1 |
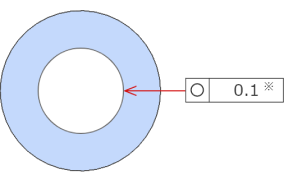
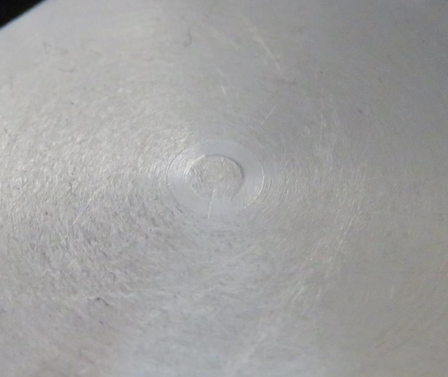
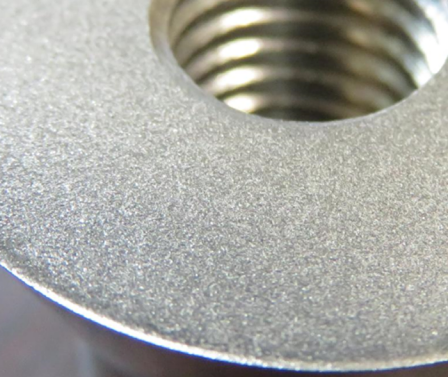
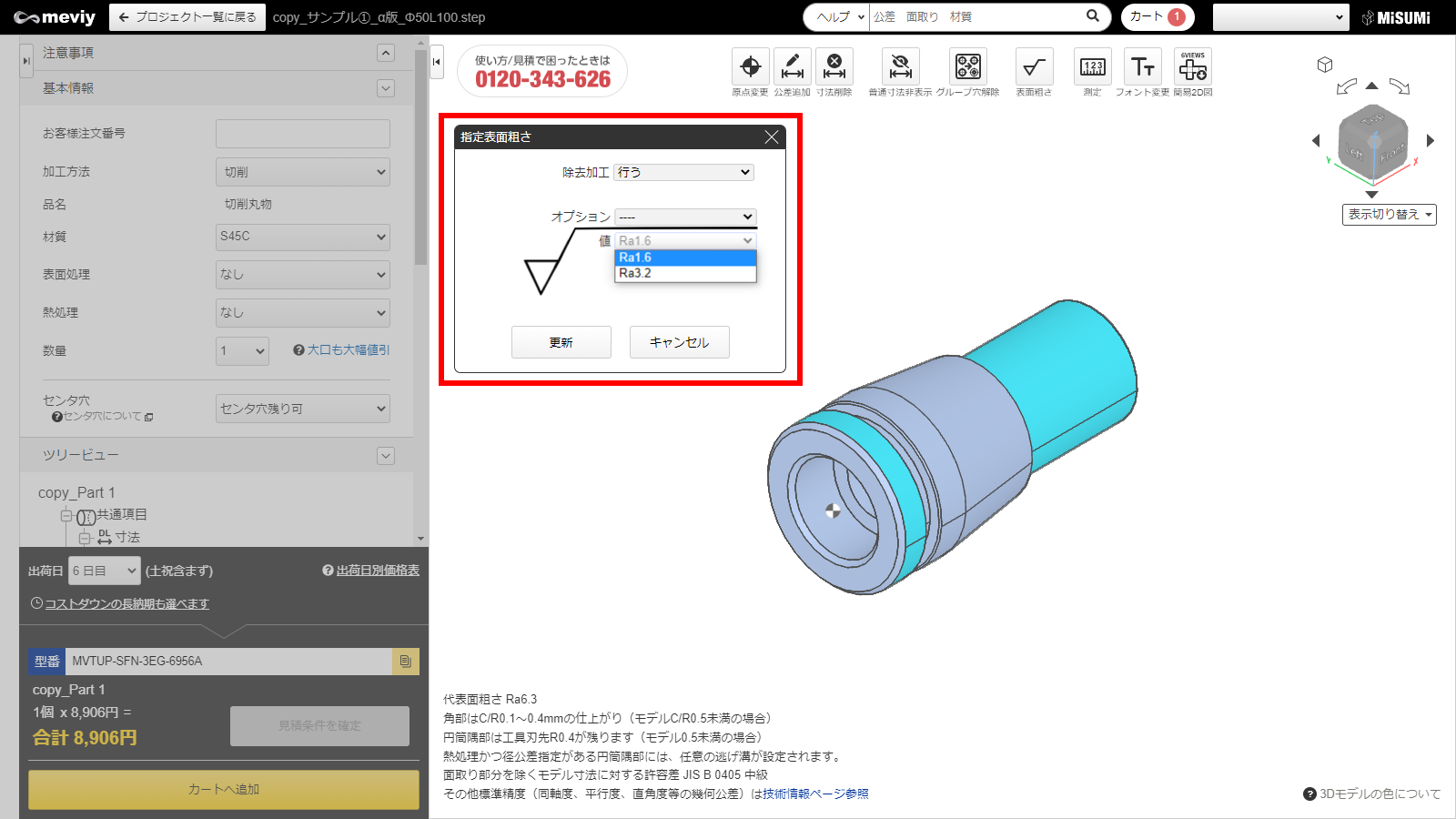
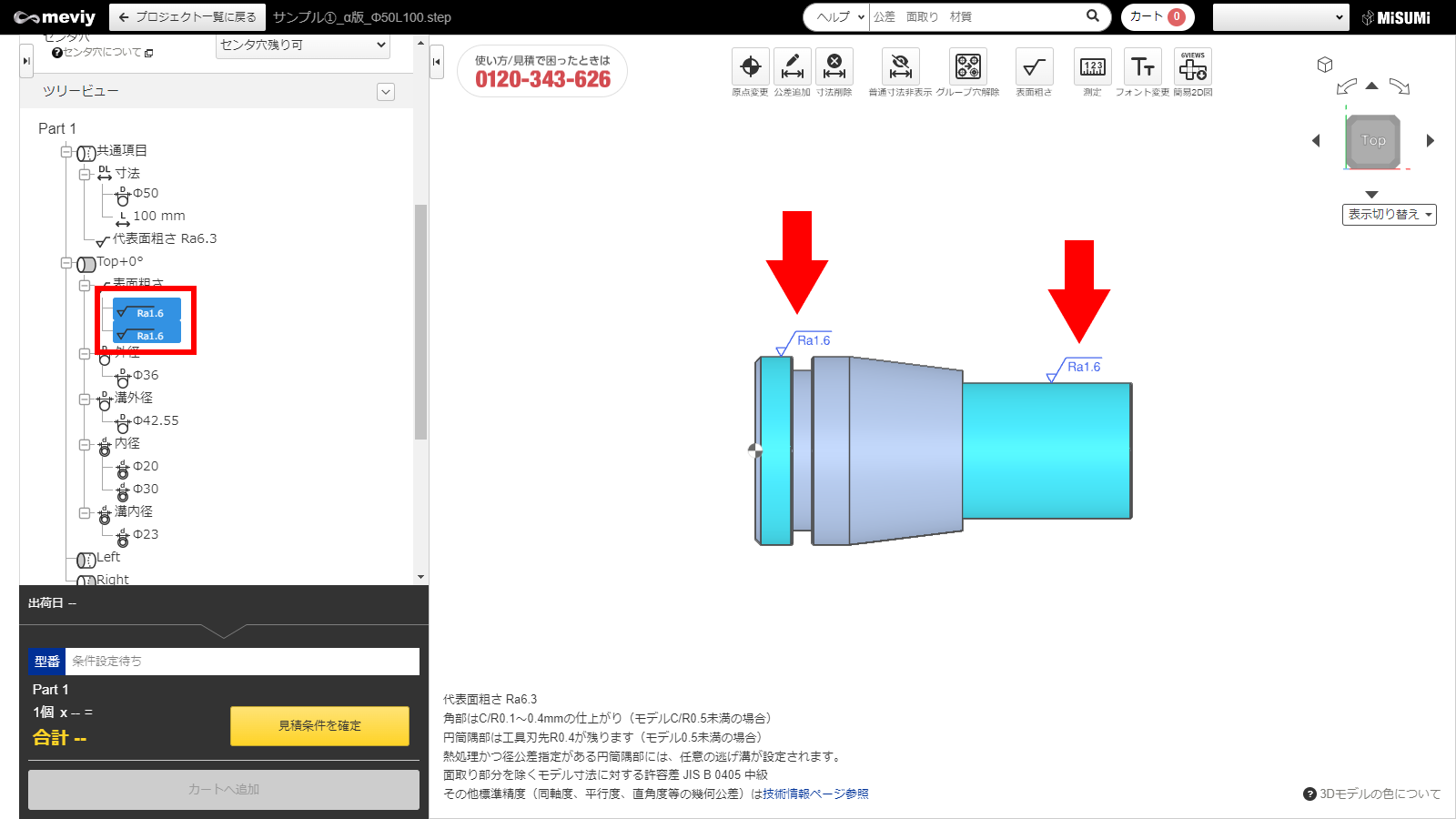
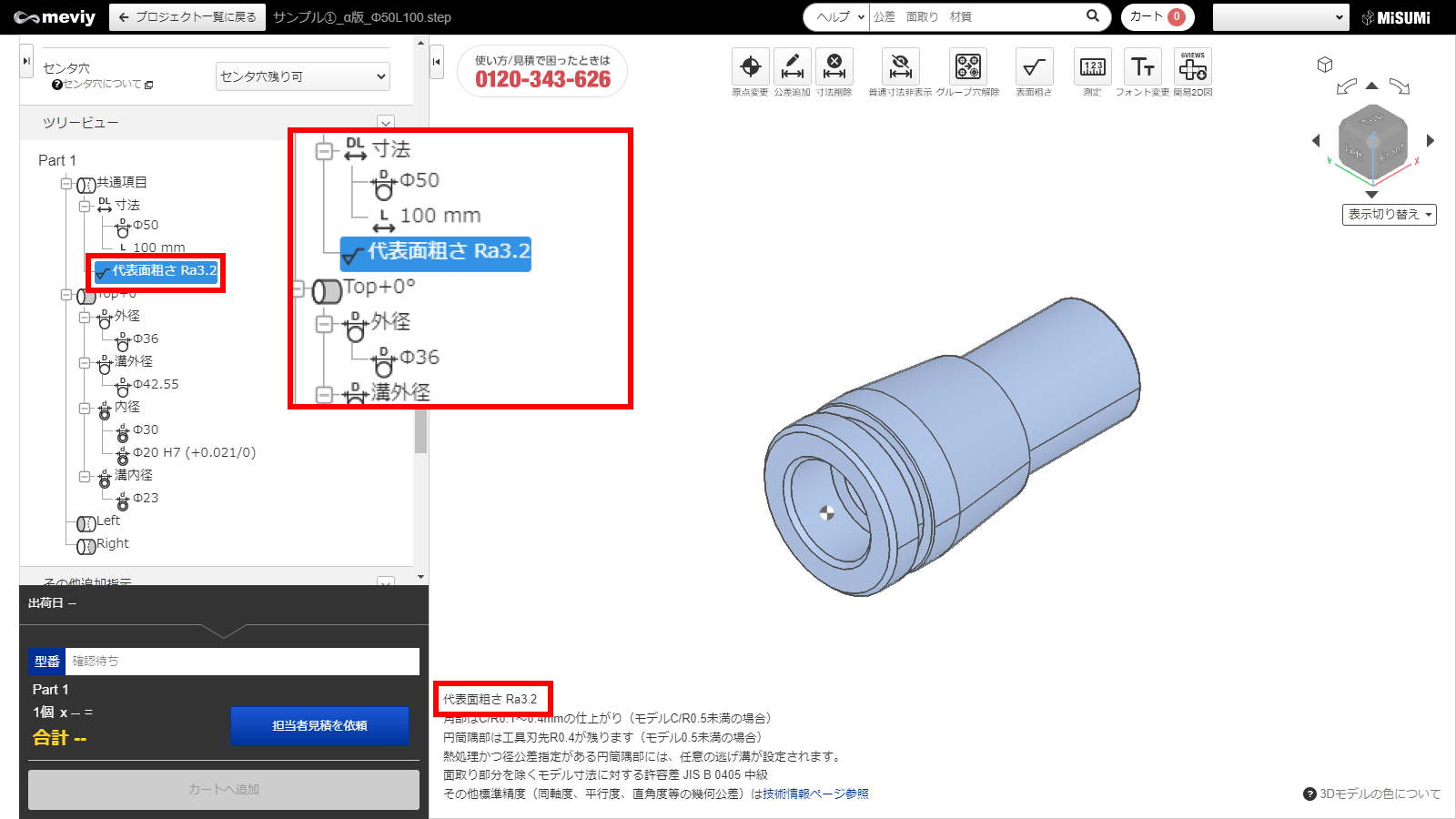
| 表面粗さ | Ra1.6 | Ra3.2 | Ra6.3 |
|---|---|---|---|
| イメージ | 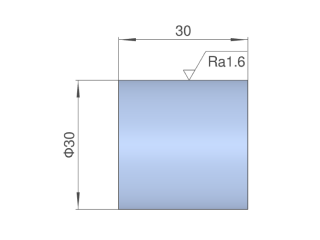 |
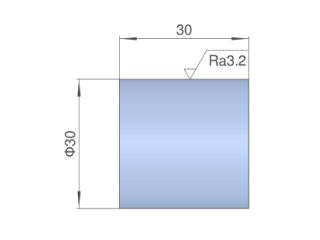 |
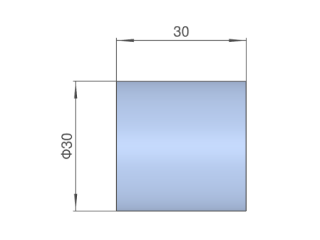 |
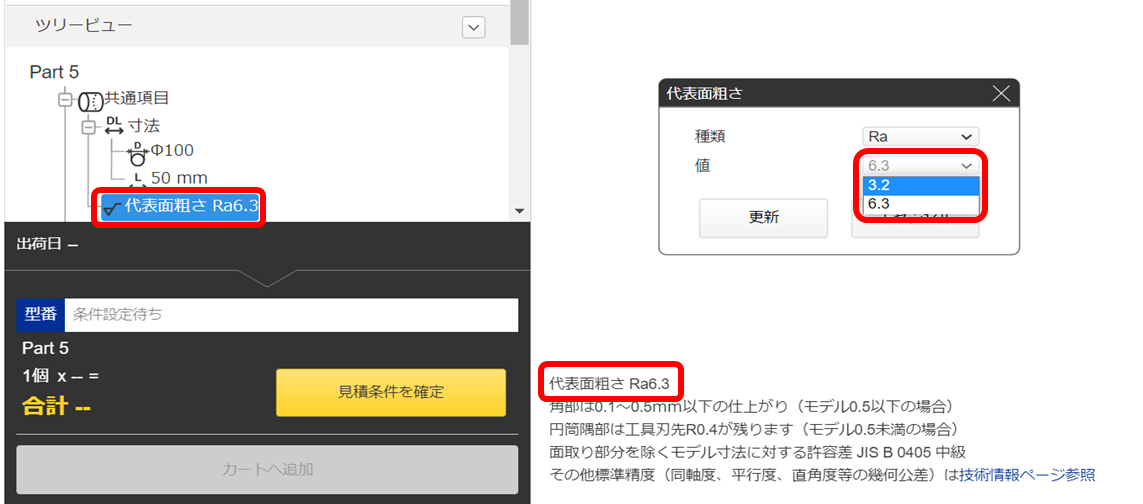
| 設定値 | Ra1.6 | Ra3.2 | 代表面粗さのため表示なし |
ポイント
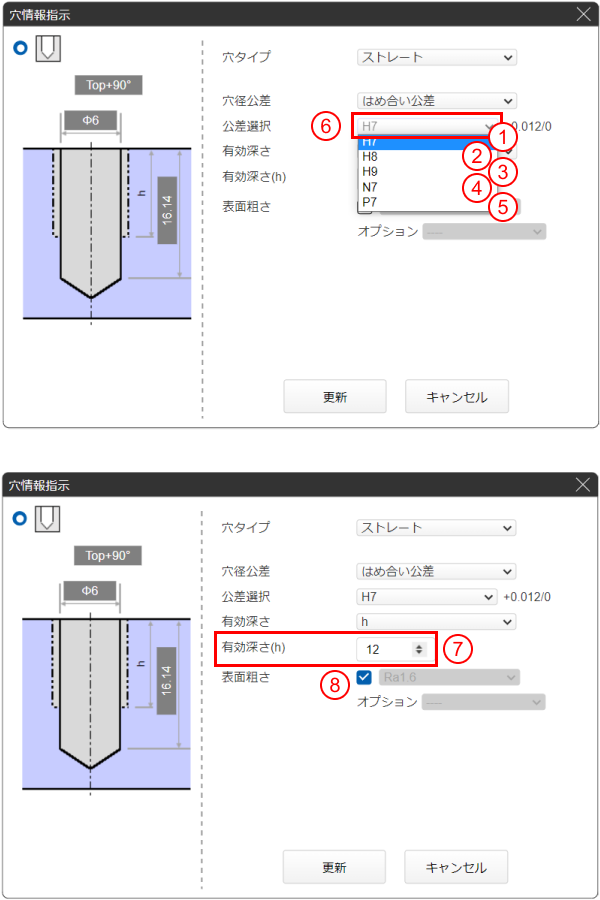
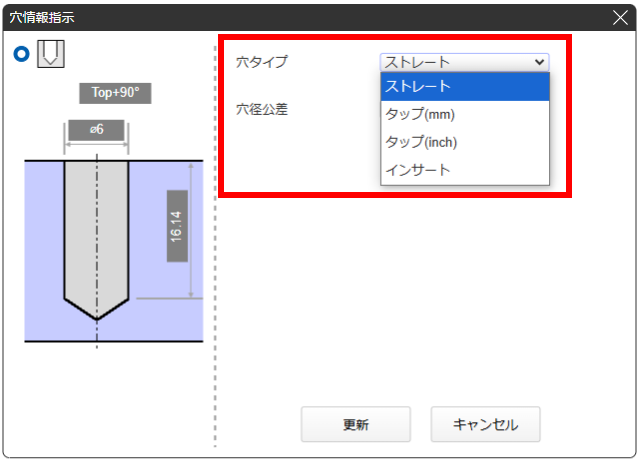
 |
 |
ポイント
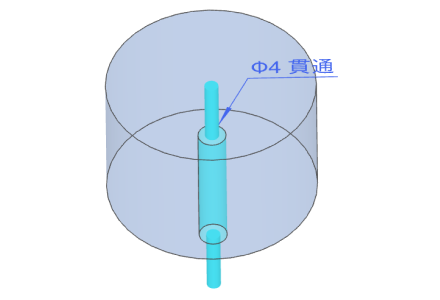
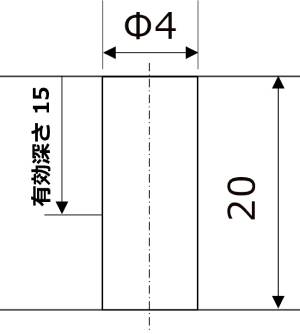
| 非貫通/貫通 | 非貫通 | 貫通 | ||
|---|---|---|---|---|
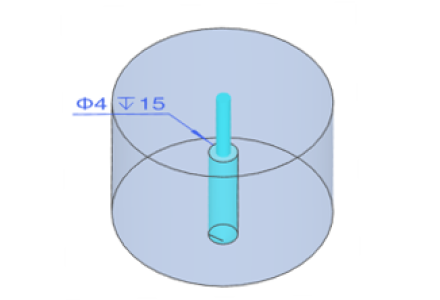
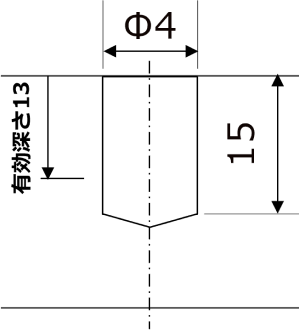
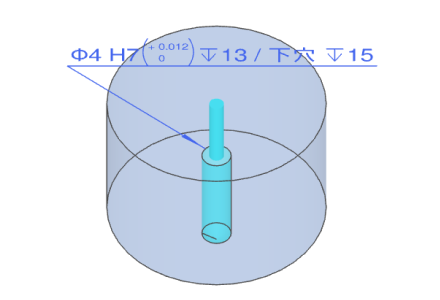
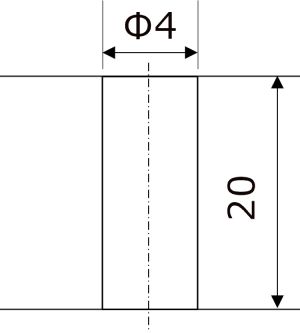
| 設定 | なし | あり:公差H7、有効深さ13 | なし | あり:公差H7、有効深さ15 |
| イメージ | 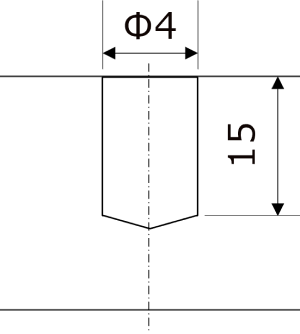
 |
 |
 |
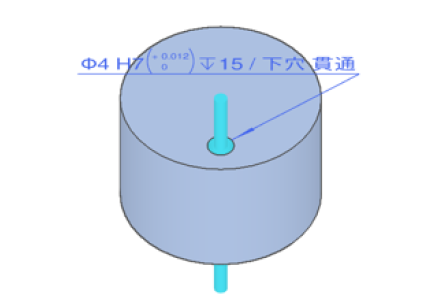 |
| ビューワー表記 | ø4 ↧15 | ø4H7(+0.012/0) ↧13/下穴 ↧15 | ø4貫通 | ø4H7(+0.012/0) ↧15/下穴貫通 |
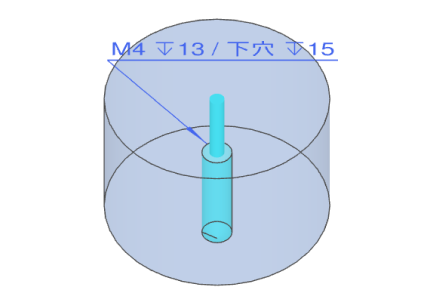
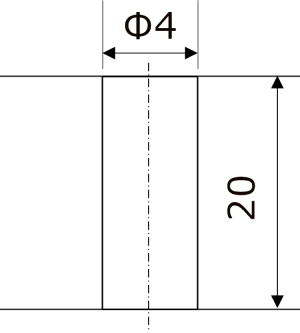
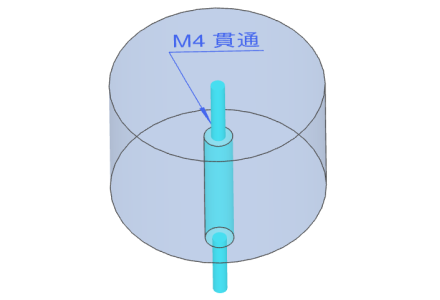
| 非貫通/貫通 | 非貫通 | 貫通 | ||
|---|---|---|---|---|
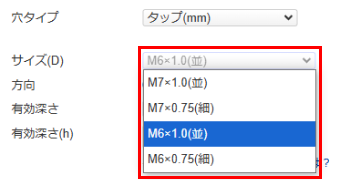
| 設定 | 並目 | 細目:有効深さ13 | 並目 | 細目:有効深さ10 |
| イメージ | 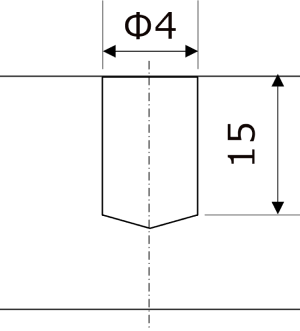 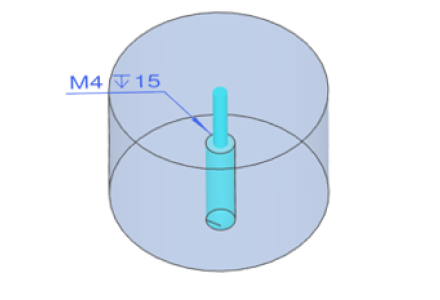 |
 |
  |
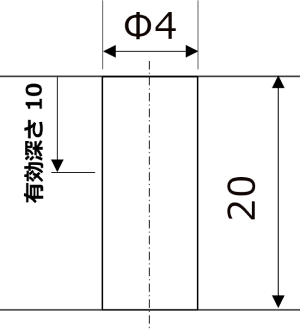 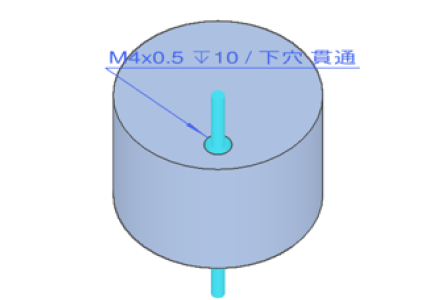 |
| ビューワー表記 | M4 ↧15 | M4x0.5 ↧13/下穴 ↧15 | M4貫通 | M4x0.5 ↧10/下穴貫通 |
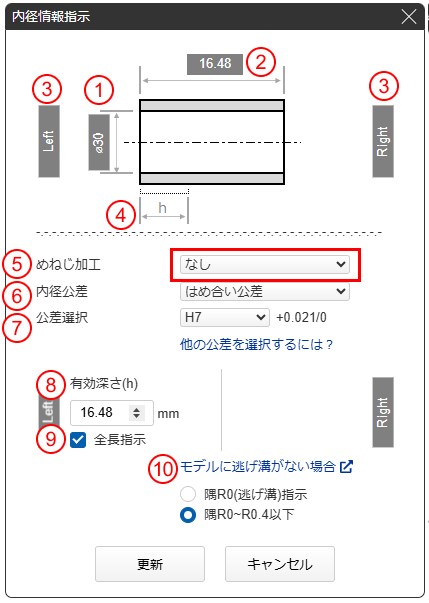
| 非貫通/貫通 | 非貫通 | 貫通 |
|---|---|---|
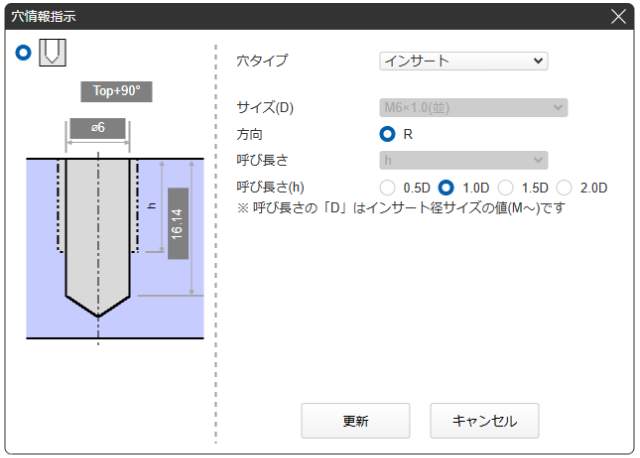
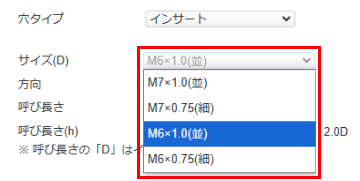
| 設定 | 呼び長さ1D | 呼び長さ1D |
| イメージ | 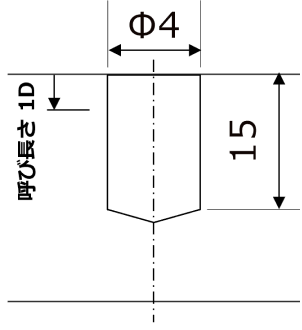 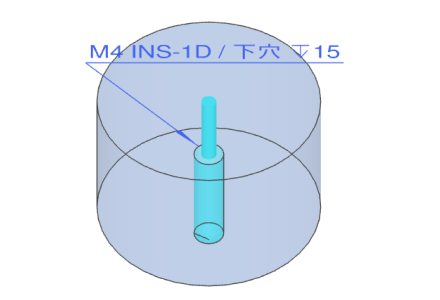 |
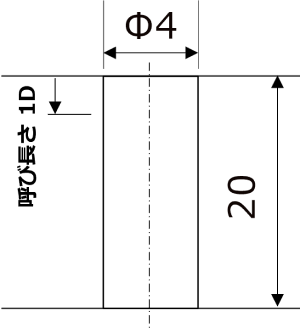 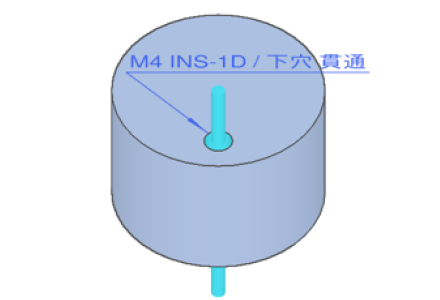 |
| ビューワー表記 | M4 INS-1D/下穴 ↧15 | M4 INS-1D/下穴貫通 |
| 非貫通/貫通 | 非貫通 | 貫通 |
|---|---|---|
| 設定 | なし | なし |
| イメージ | 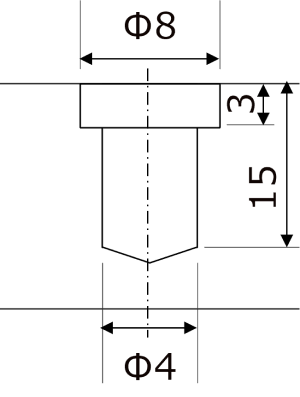 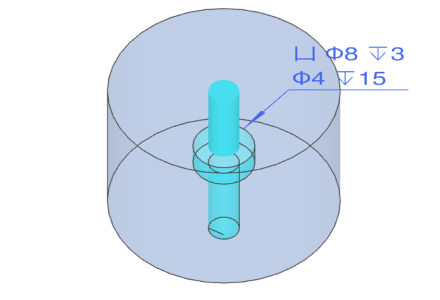 |
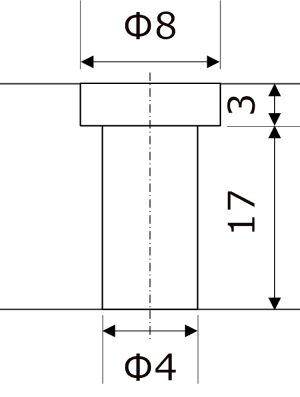 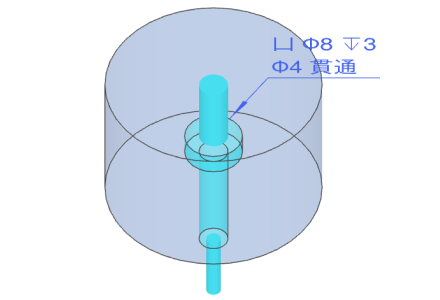 |
| ビューワー表記 | 凵 ø8 ↧3 | 凵 ø8 ↧3 |
| ø4 ↧15 | ø4貫通 |
| 非貫通/貫通 | 貫通 |
|---|---|
| 設定 | なし |
| イメージ | 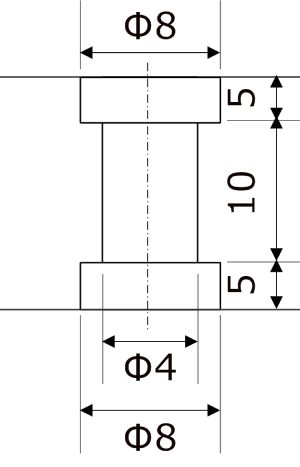 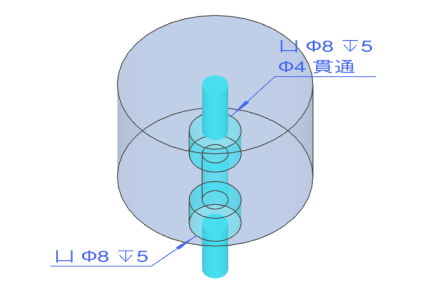 |
| ビューワー表記 | 凵ø8↧5 |
| ø4貫通 | |
| (反対面に)凵ø8↧5 |
| 非貫通/貫通 | 貫通 |
|---|---|
| 設定 | なし |
| イメージ | 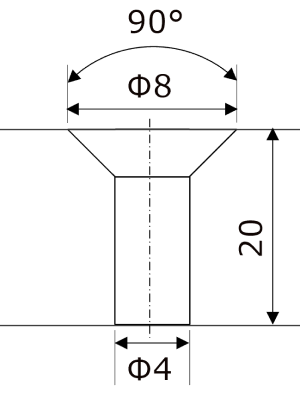 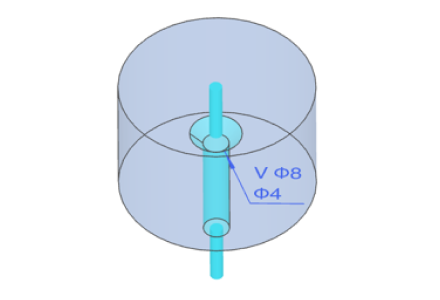 |
| ビューワー表記 | V ø8 |
| ø4 |

memo
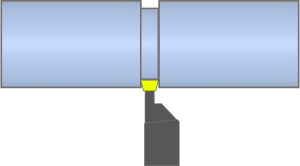
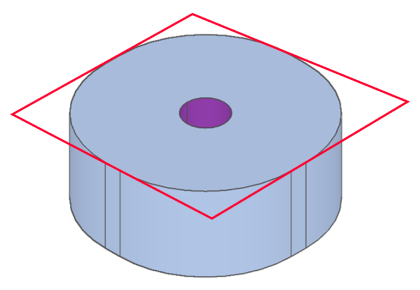
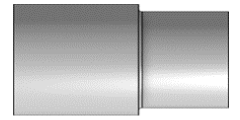
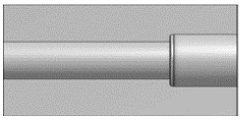
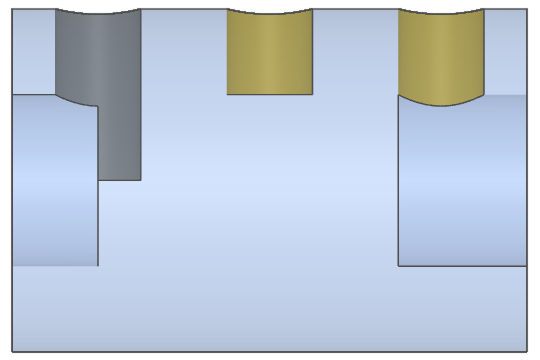
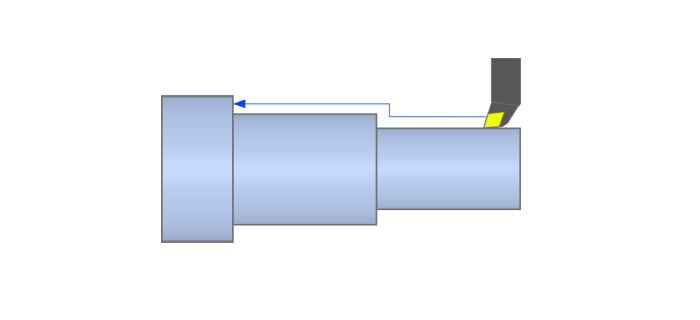
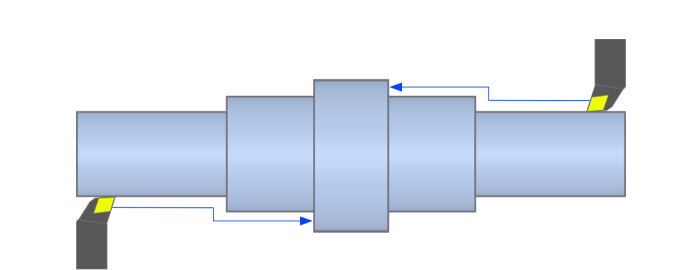
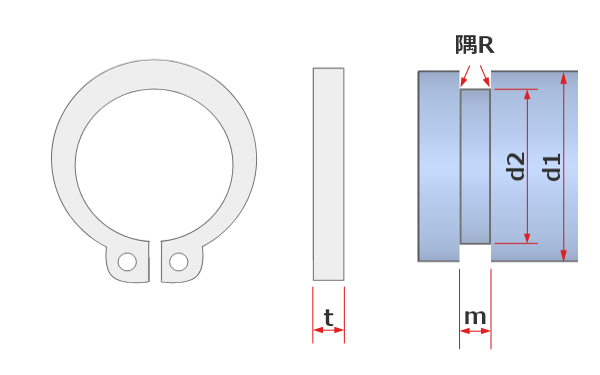
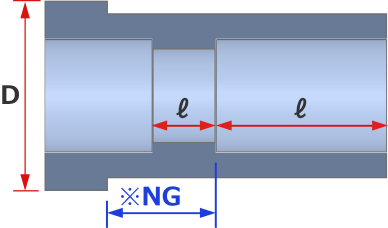
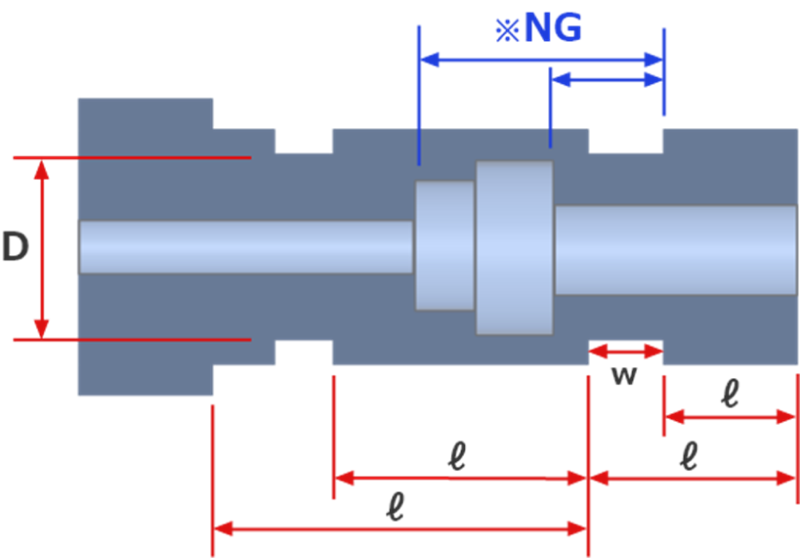
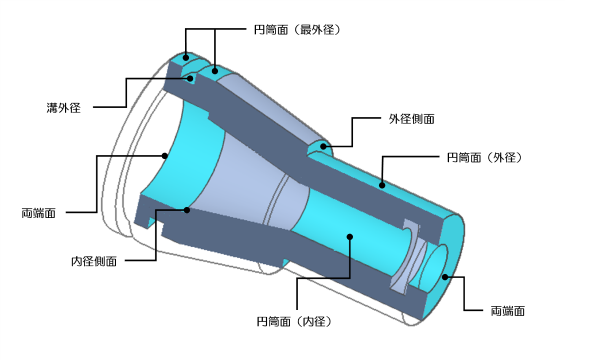
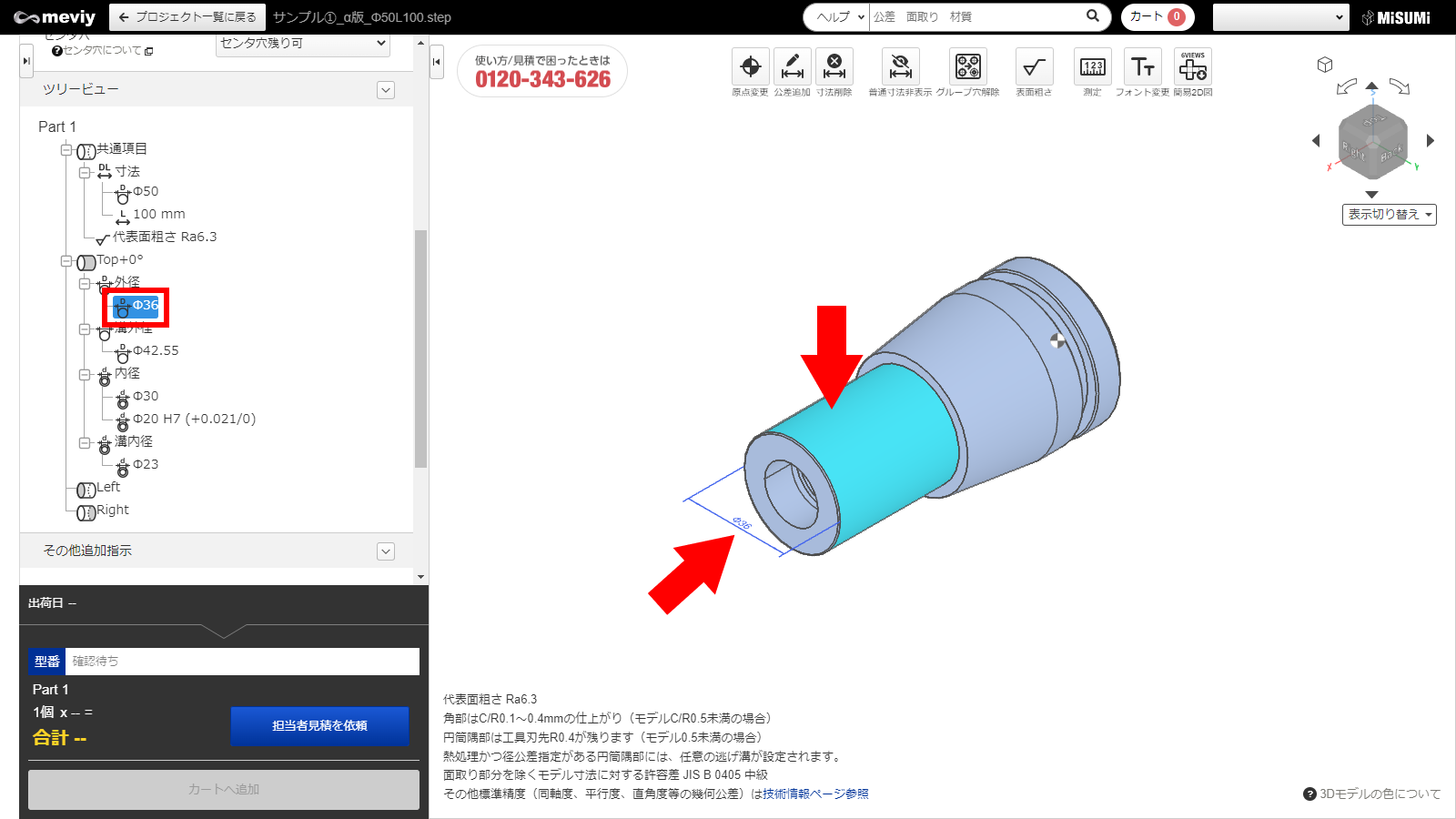
外径溝入れ加工
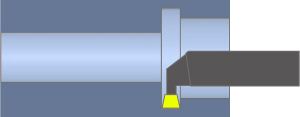
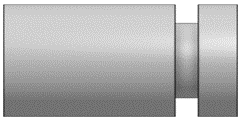
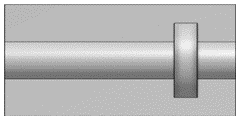
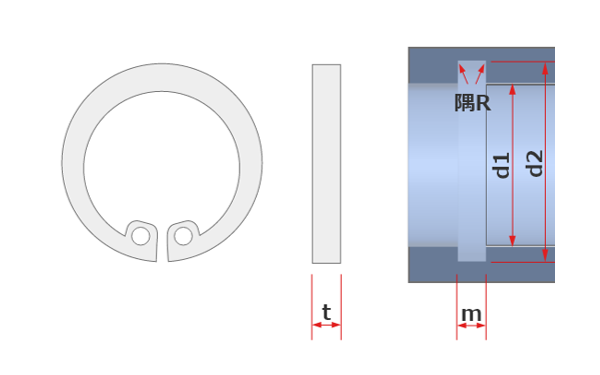
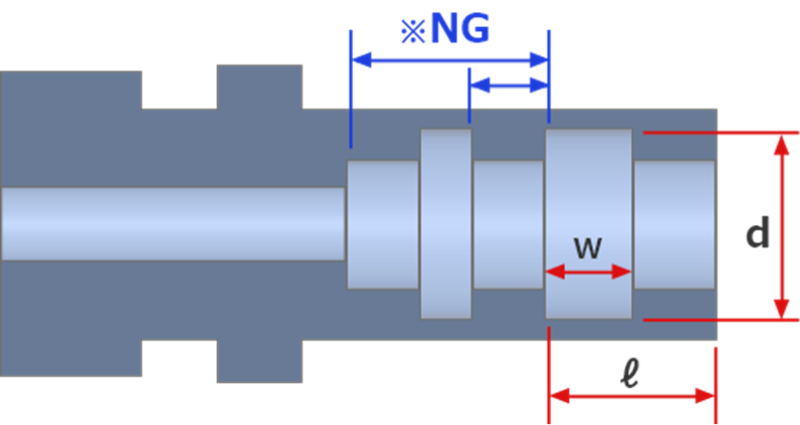
内径溝入れ加工

注意
memo
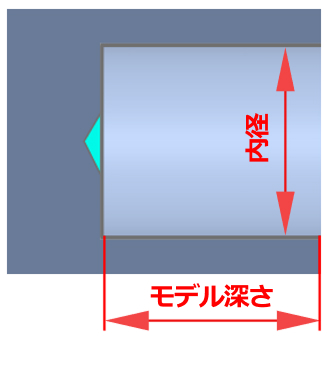
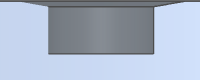
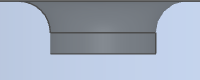
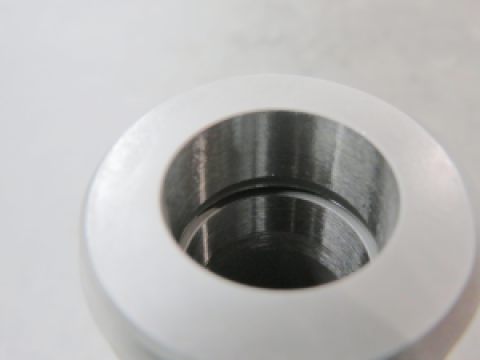
| 形状パターン | 内径段差なし | 内径段差あり |
|---|---|---|
| A | 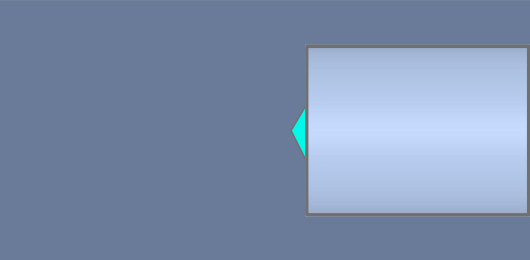 |
 |
| ドリル先端形状が残る(1mm以上の底面フラットを確保) | ||
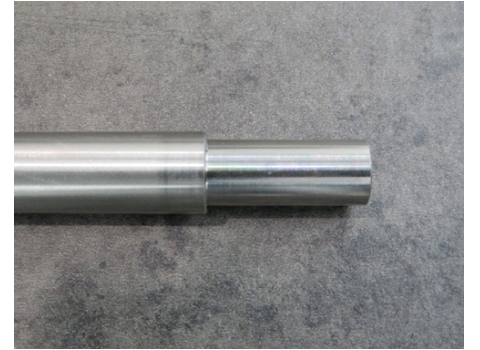
| B | 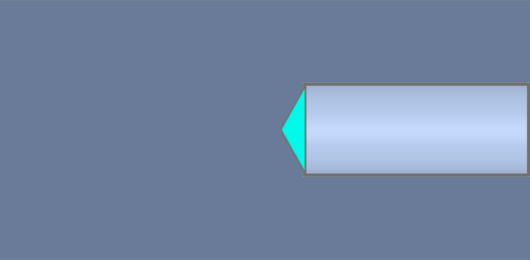 |
 |
| ドリル先形状が残り、底面フラットなし | ||
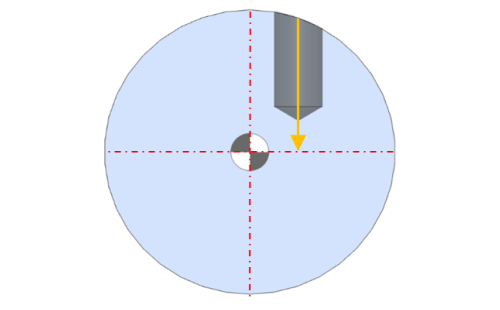
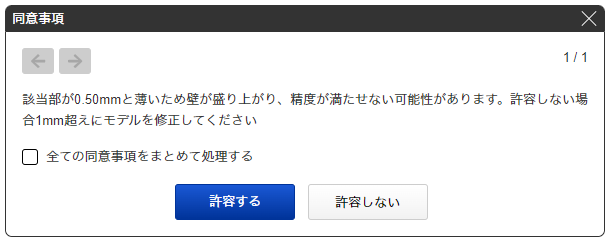
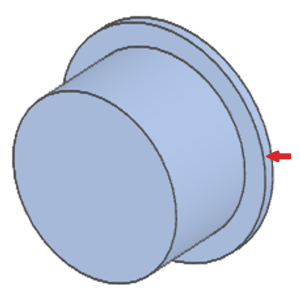
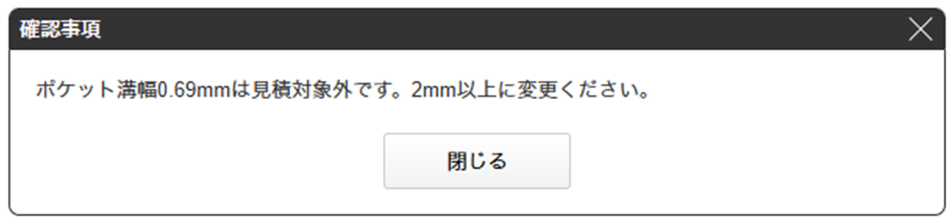
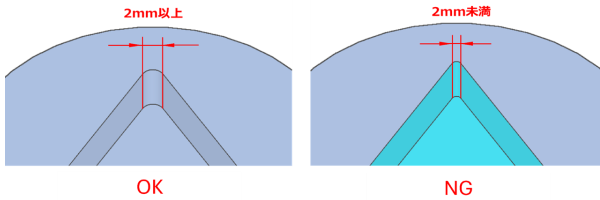
ポイント
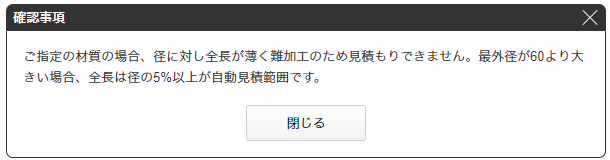
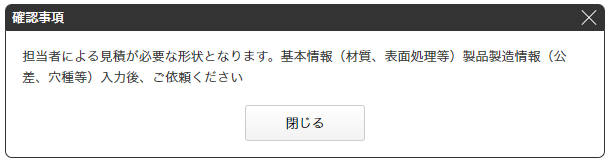
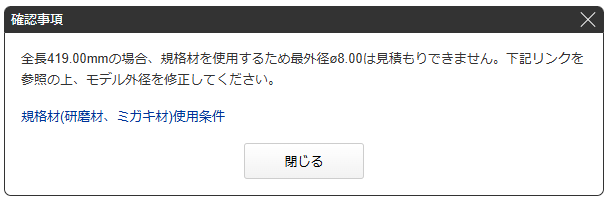
下記のメッセージが表示された場合、ドリルでの加工になります。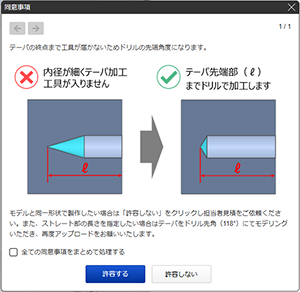
memo

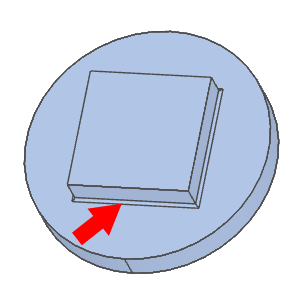
ポイント
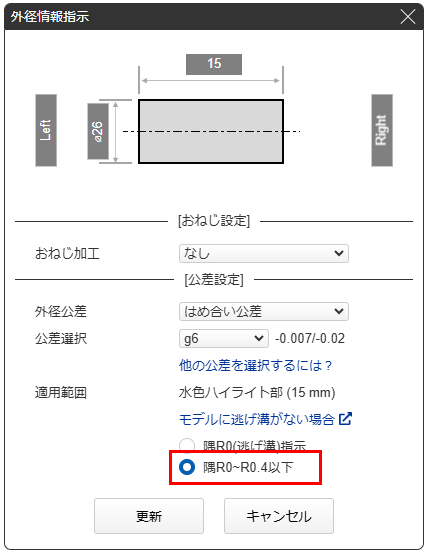
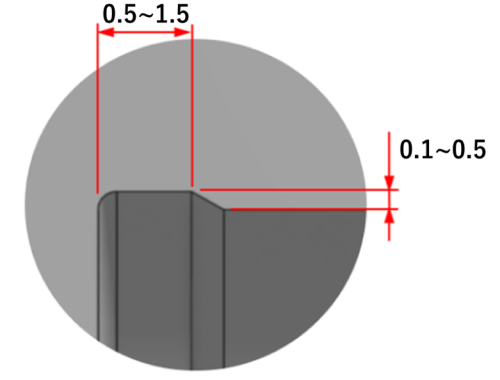
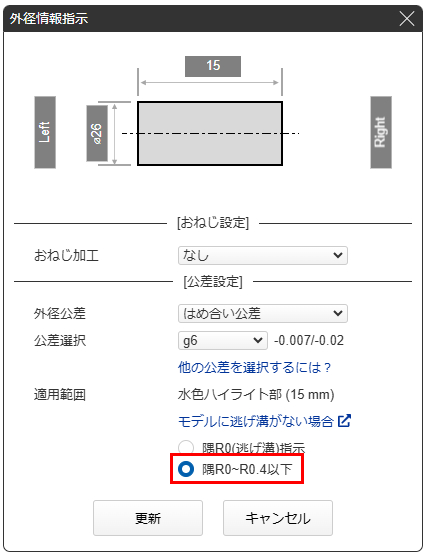
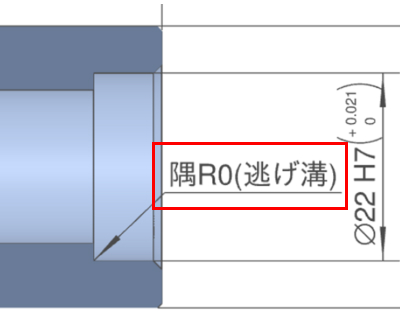
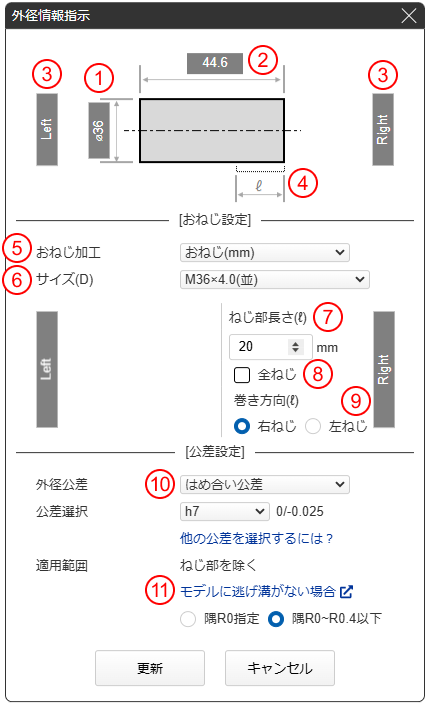
隅R0に使用する工具はR0.1~R0.4以下と幅があり、よって深さは0.5mmより小さい場合もあります。選択はできません。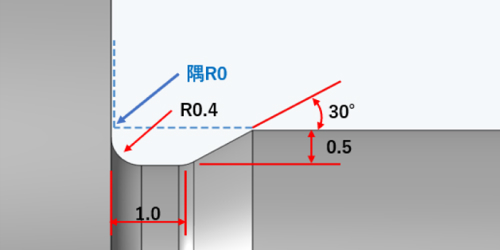
memo
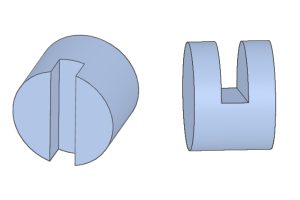
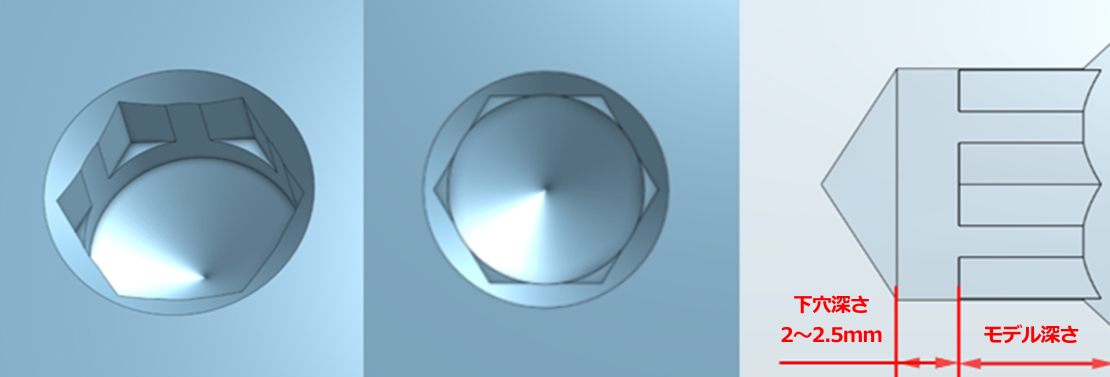
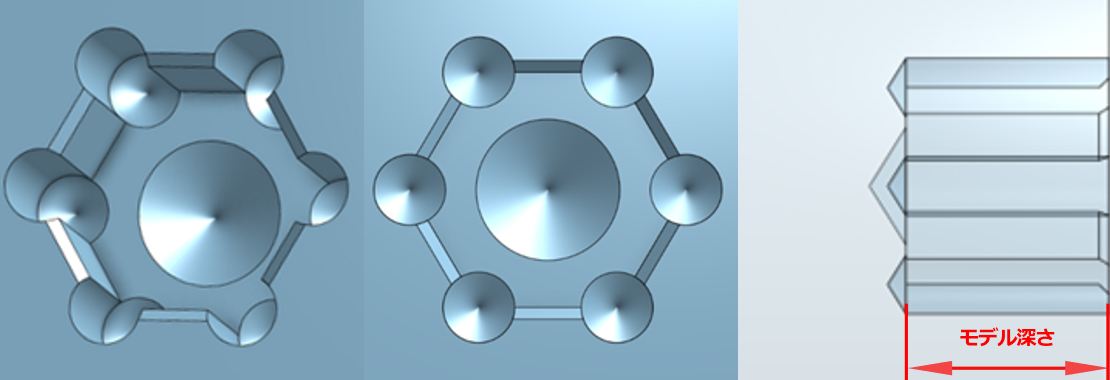
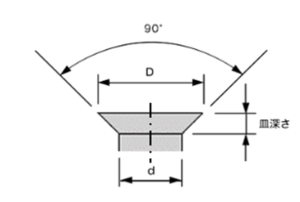
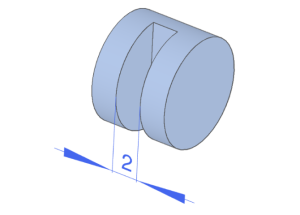
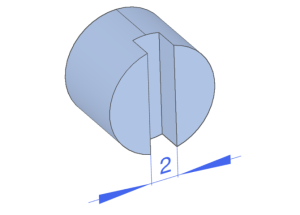
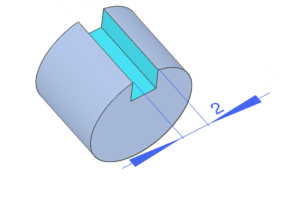
| ①隅R0.5以上でモデリングがある | ②モデルに逃げ溝がある |
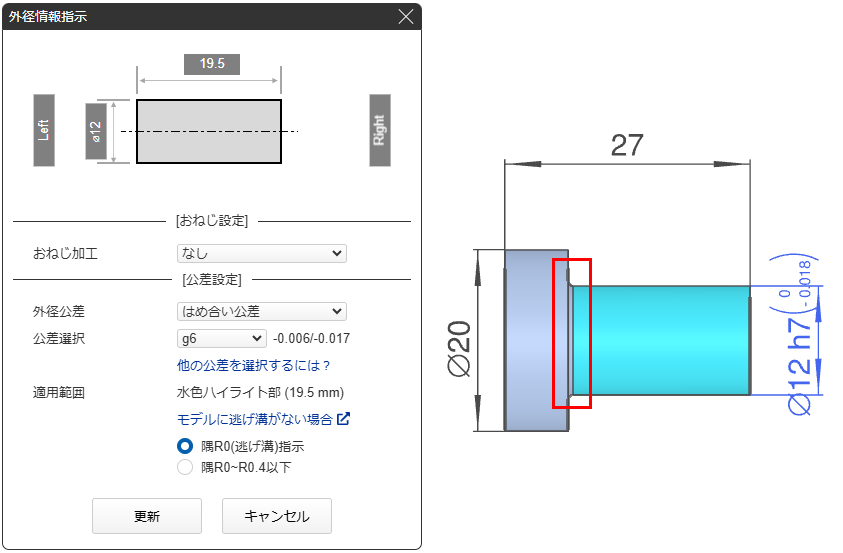 |
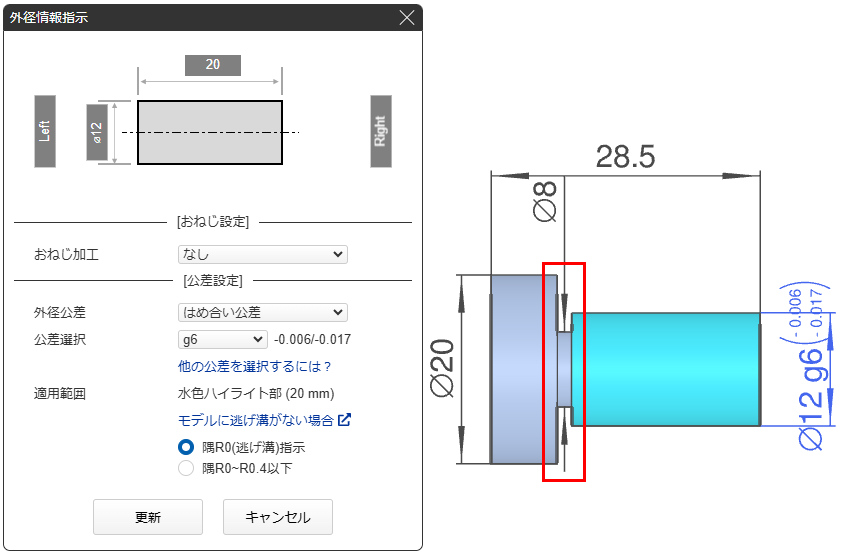 |
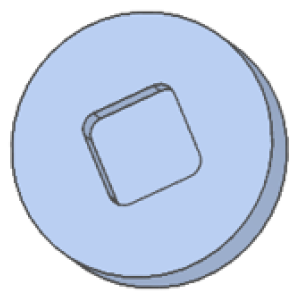
ポイント
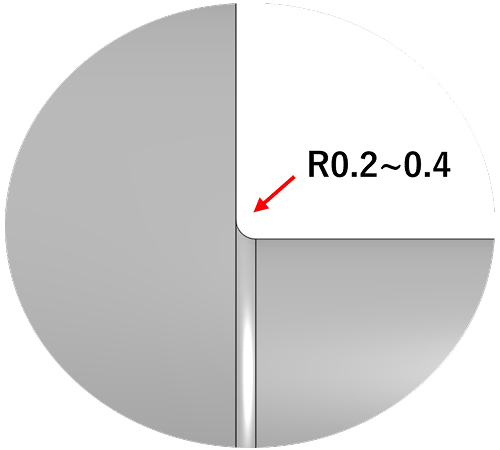
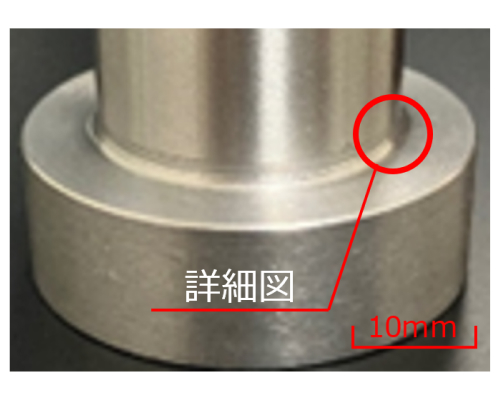
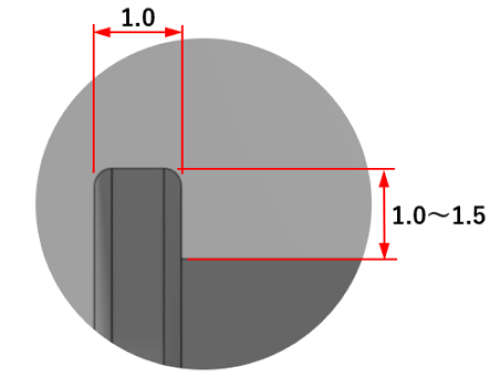
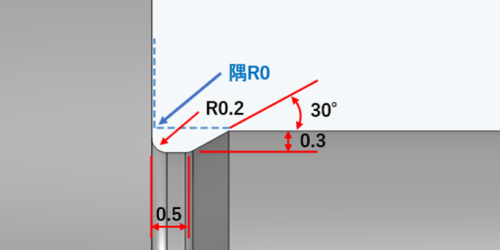
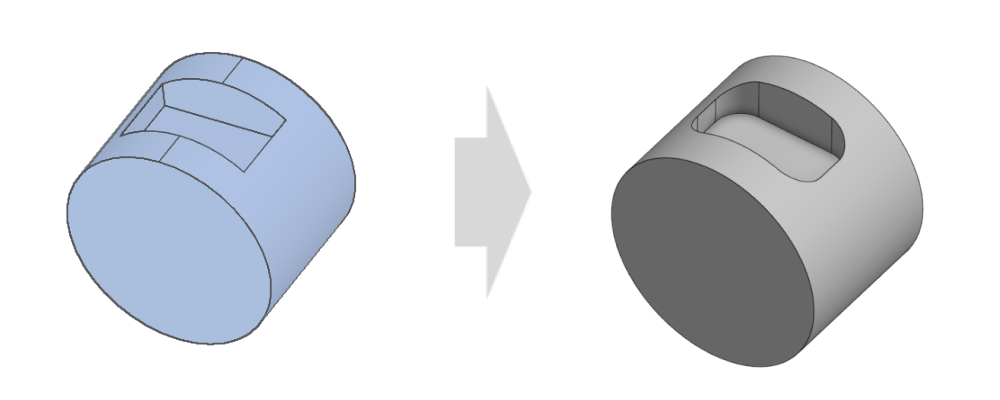
加工後の仕上がり形状
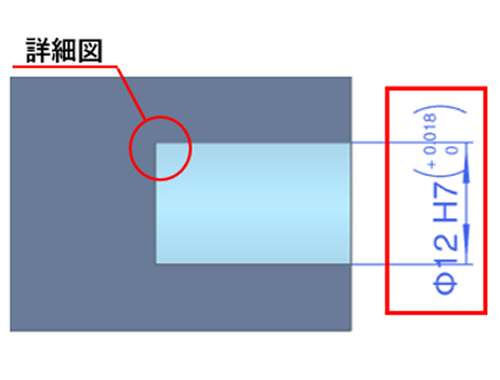
詳細図
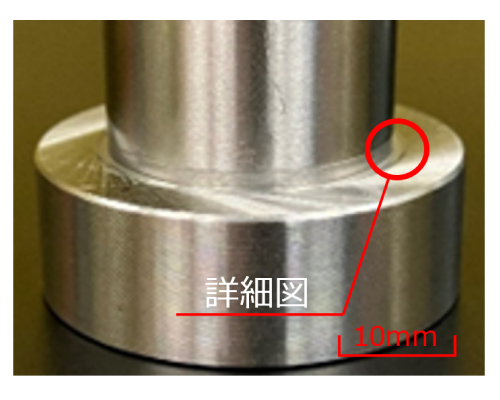
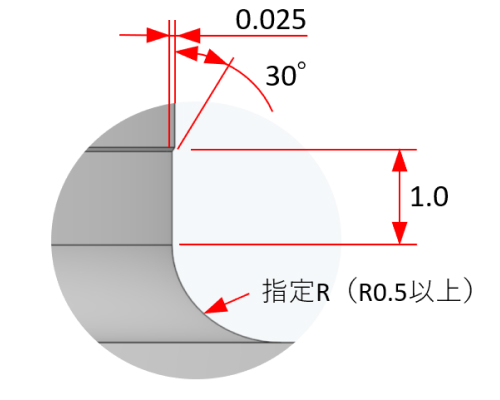
加工後の仕上がり形状
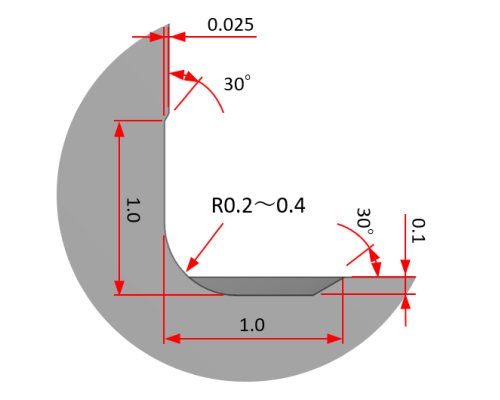
詳細図
 隅部にR0.5以上のモデリング加工後の仕上がり形状詳細図
隅部にR0.5以上のモデリング加工後の仕上がり形状詳細図memo

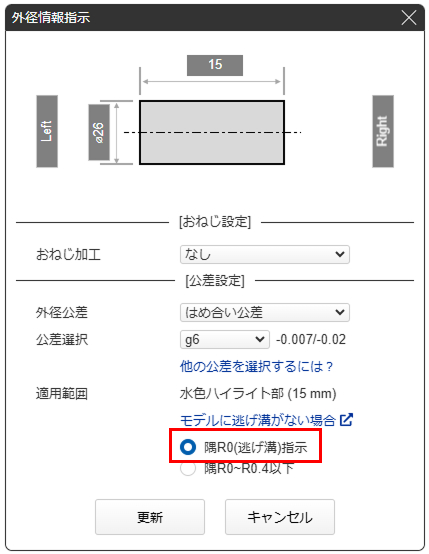
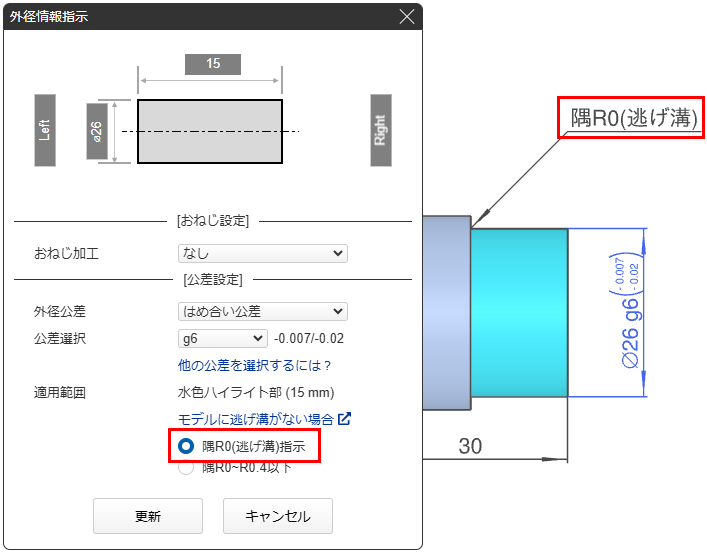
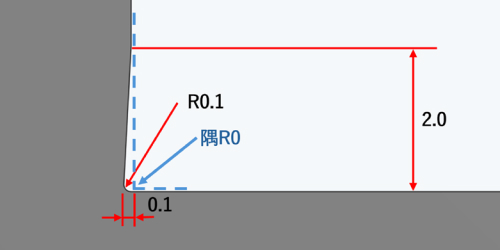
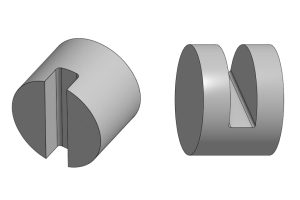
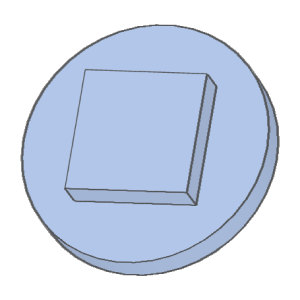
ポイント
隅R0(逃げ溝)を指定した際には、下記形状での仕上がりとなります。
memo
| おねじ | めねじ | ||
|---|---|---|---|
| モデリング | 逃げ溝なし | 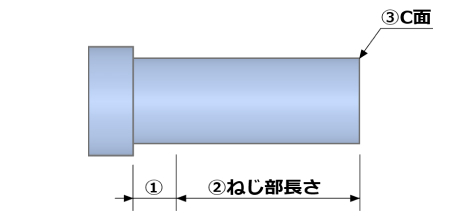 |
 |
| 逃げ溝あり | 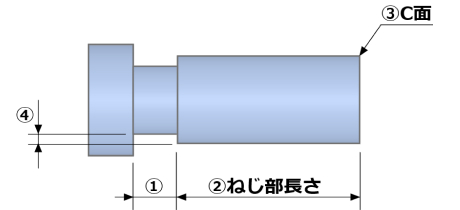 |
 |
|
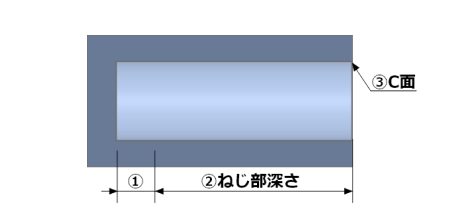
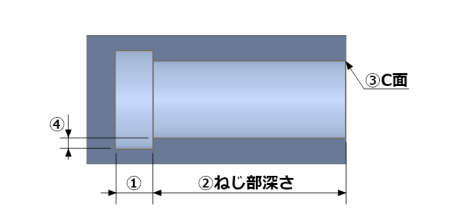
| ①不完全ねじ部長さ 逃げ溝幅の下限値 | ピッチ×2.0 | ピッチ×2.5 + 2 | |
| ②ねじ部長さ(おねじ) ねじ部深さ(めねじ)の下限値 | ピッチ×2.0 | ピッチ×2.0 | |
| ③C面 | バリの出ない様に面取り加工 | バリの出ない様に面取り加工 | |
| ④逃げ溝深さ最小値 | ピッチ×0.75 | ピッチ×0.75 | |
注意
④逃げ溝深さ最小値を「ピッチx0.75」以下に設定したモデルは加工は可能ですが、ねじ跡が残ります。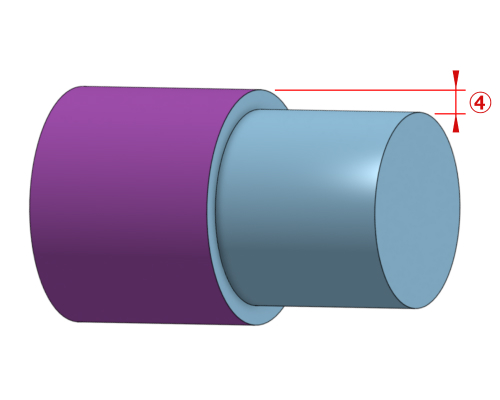 参考モデル
参考モデル
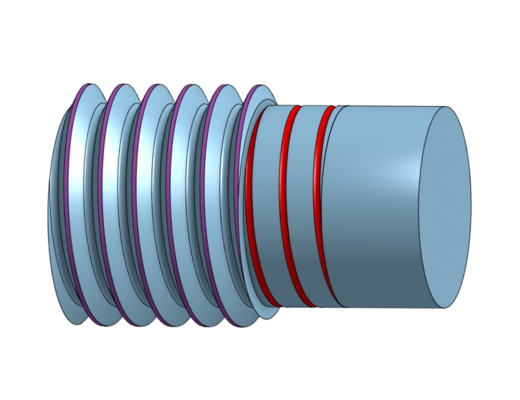 実際の加工後の仕上がり形状
実際の加工後の仕上がり形状ポイント
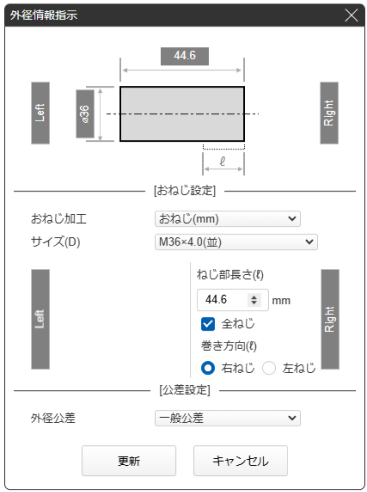
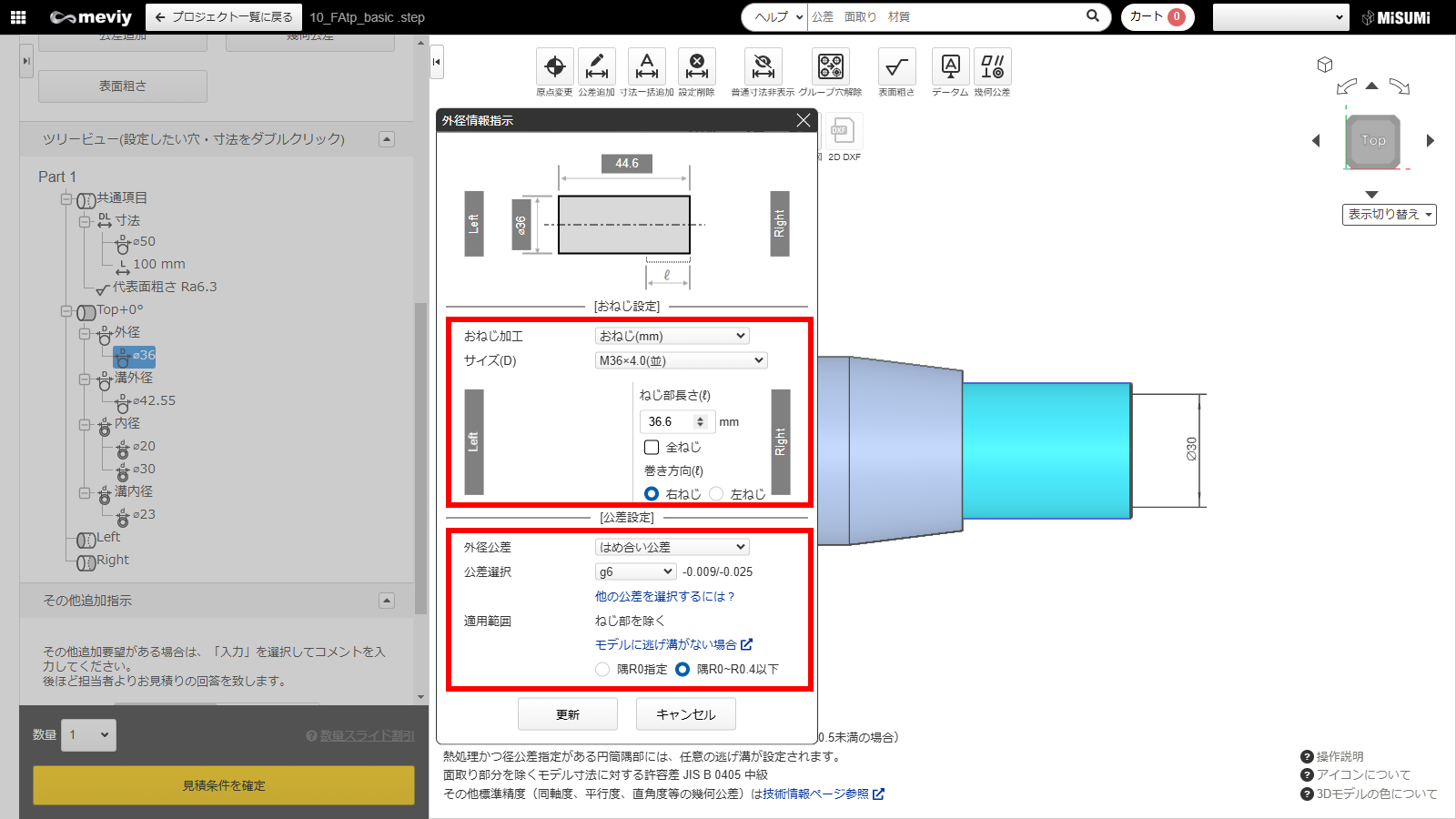
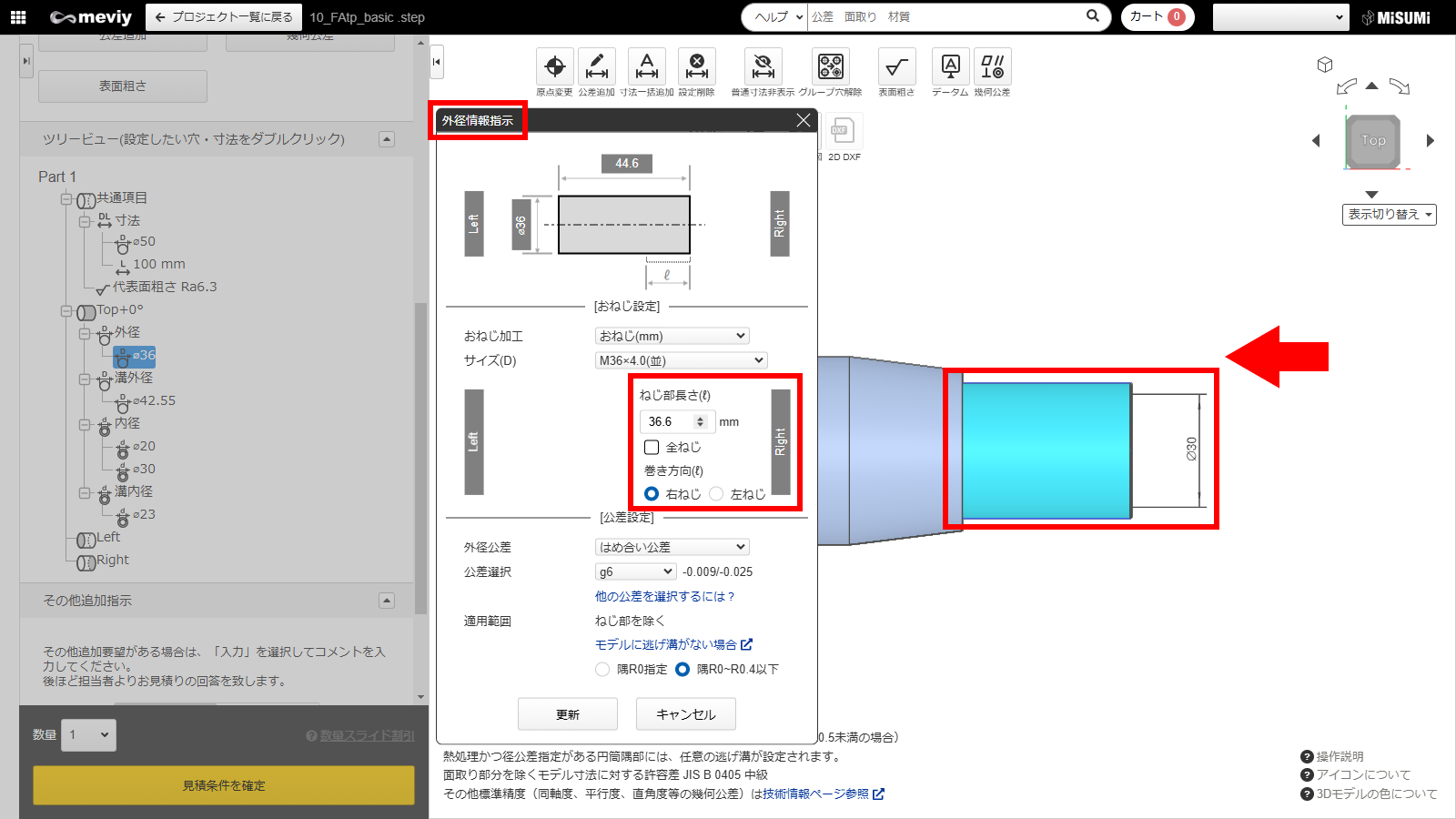
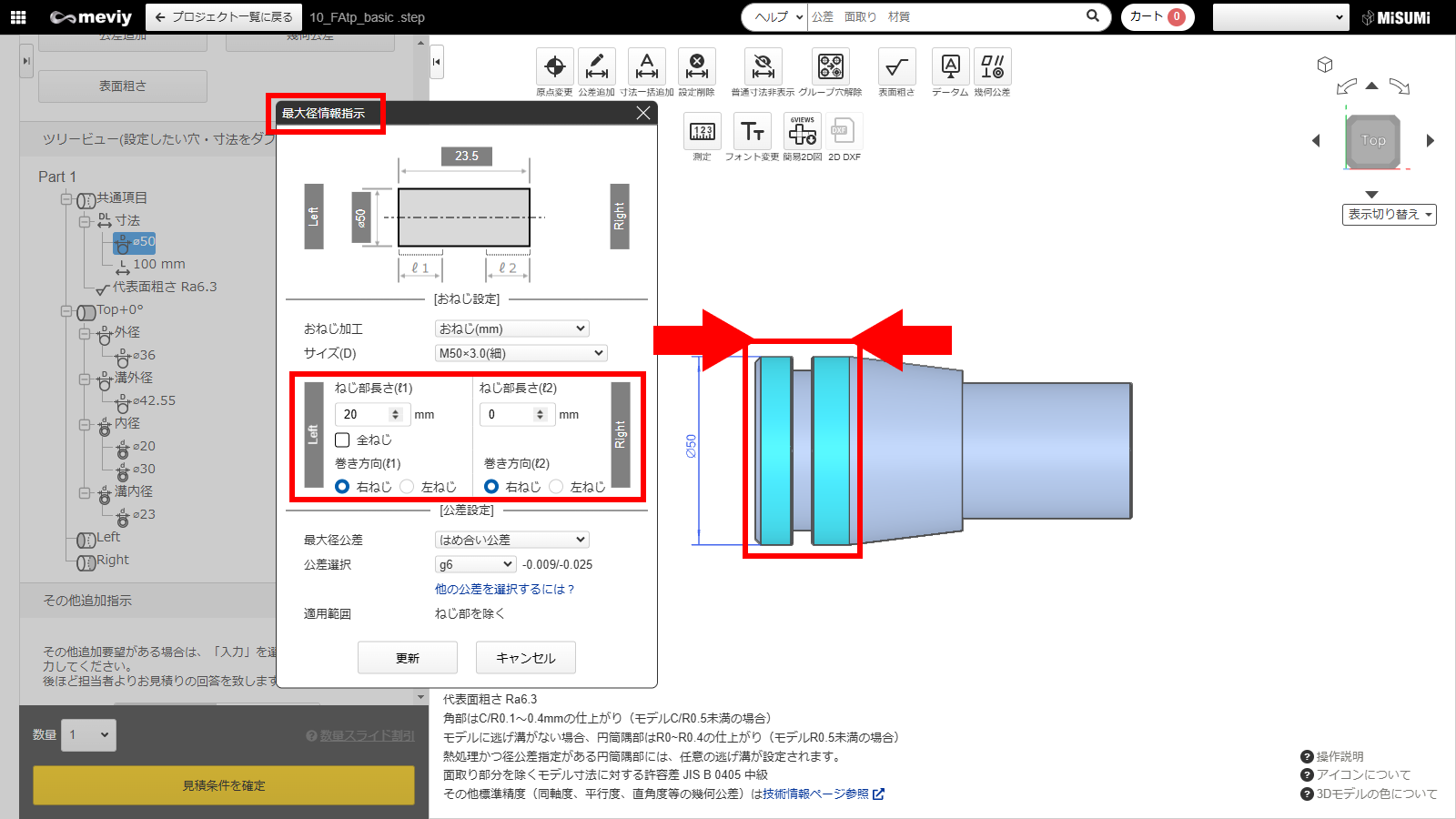
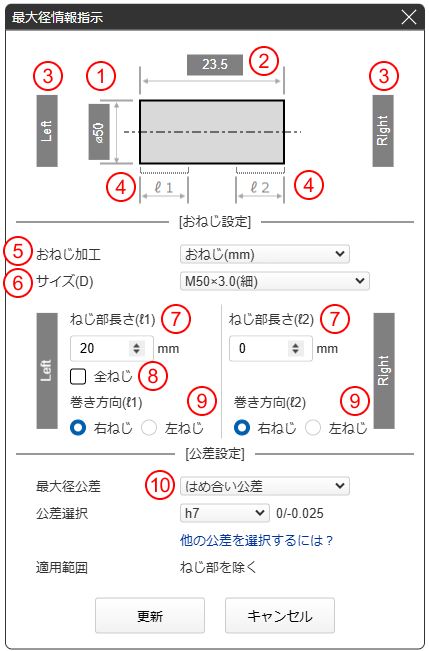
下図赤枠に表示された【お知らせ】では適用される、ねじ部長さ/ねじ部深さ記載しています。|
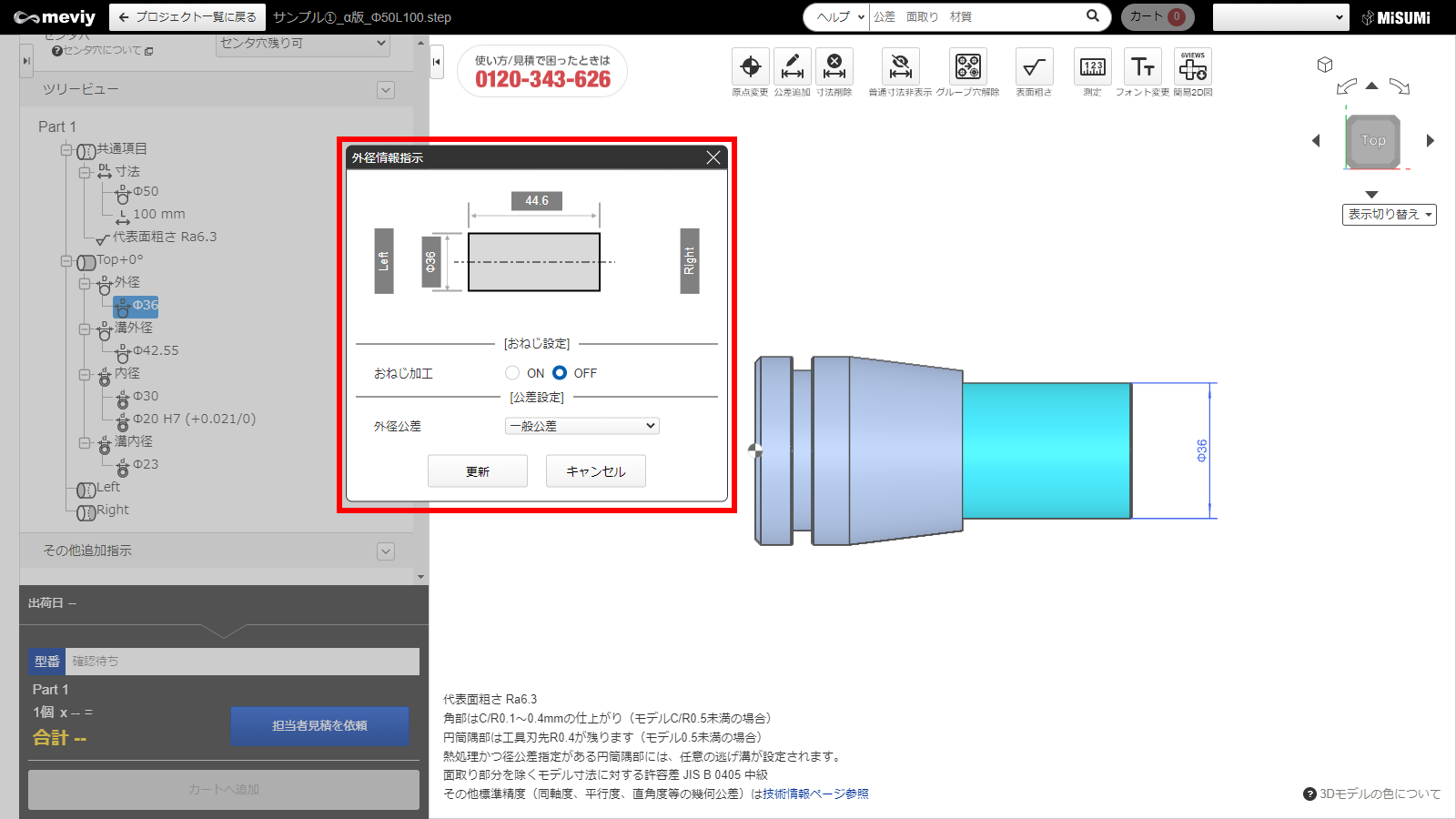
例1)外径情報指示:おねじ ねじ部長さ
36.6mm = 44.6mm – 4.0(ピッチ) × 2.0 |
例2)内径情報指示:めねじ ねじ部深さ
11.0mm = 15.5mm – (1.0(ピッチ) × 2.5 + 2.0) |
|
|
注意
 ISO規格(またはJIS B 0203)に基づいて加工
ISO規格(またはJIS B 0203)に基づいて加工  モデル通りに加工
モデル通りに加工 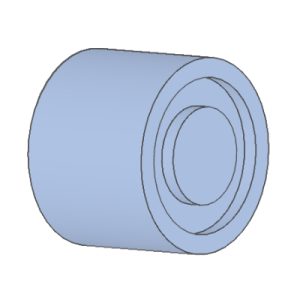
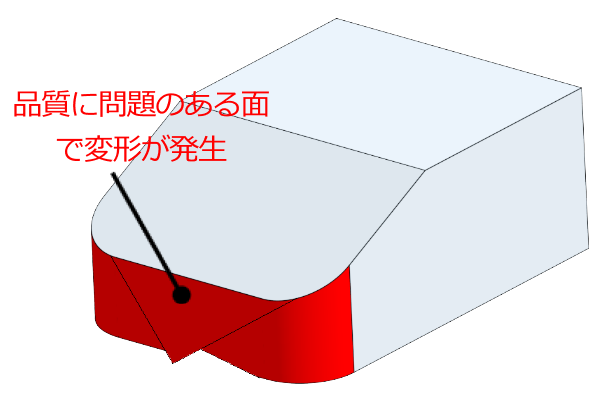
注意
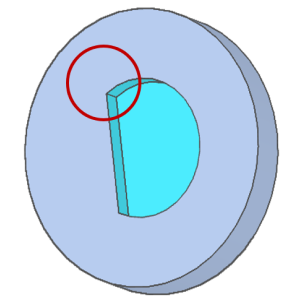
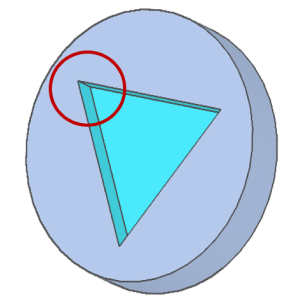
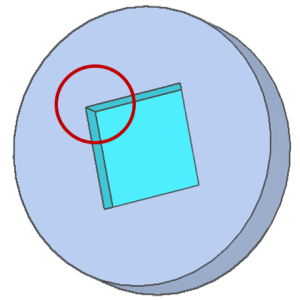
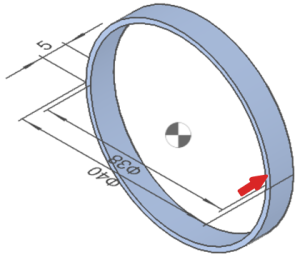
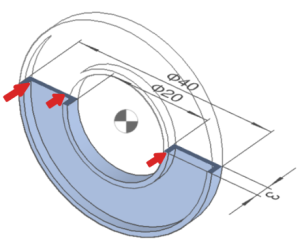
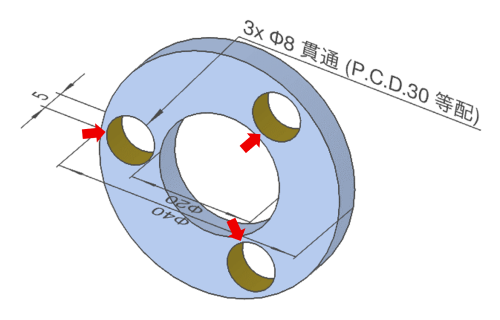
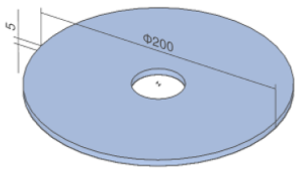
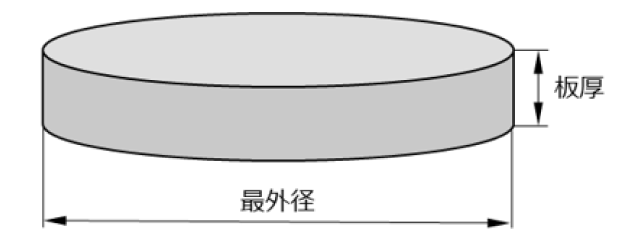
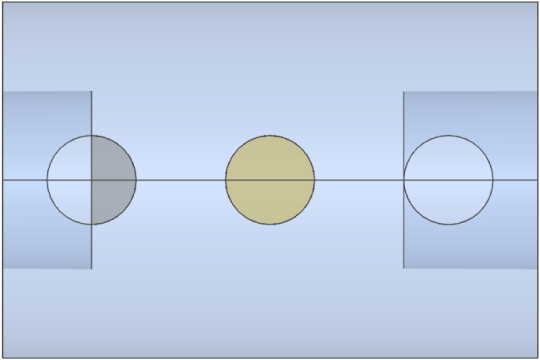
| パターン | サイズ制約 | 閾値 | |
|---|---|---|---|
| ① | 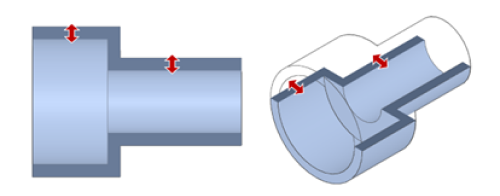 | 最外径 ø10 以下 | 0.5以下 |
| 最外径 ø10 超 | 1.0以下 | ||
| ② | 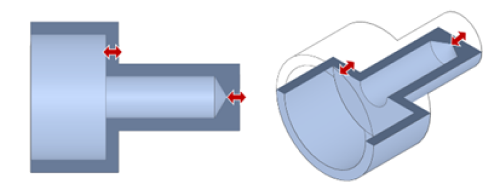 | ー | 1.0以下 |
| ③ | 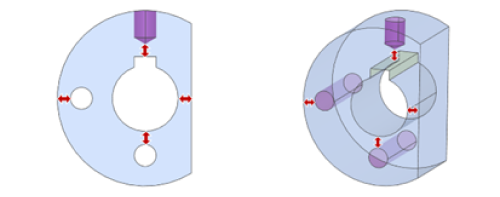 | ー | 1.0未満 |







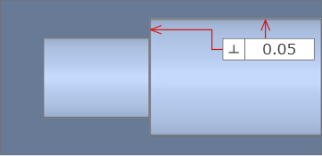
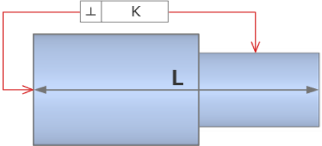
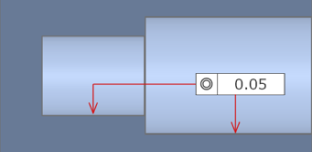
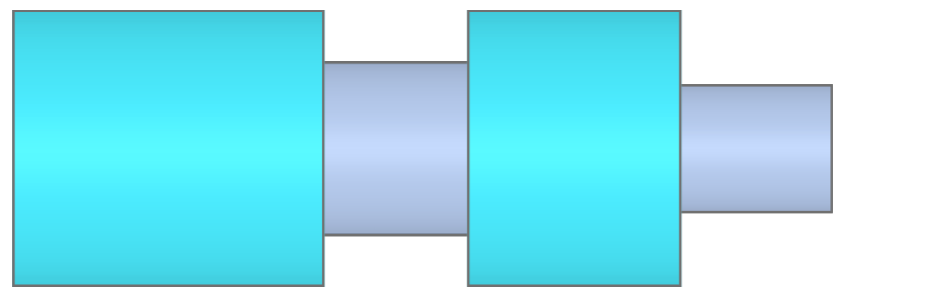
精度と加工条件
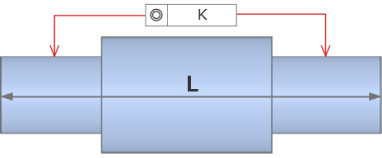
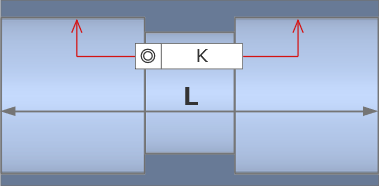
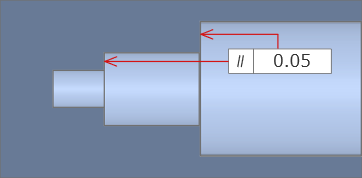
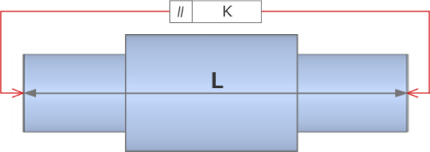
| 最大径を基準に片側で完結する幾何公差 | 最大径を基準に両側に関わる幾何公差 | |||||
|---|---|---|---|---|---|---|
| 外径 | 内径 | 外径 | 内径 | L(全長) | K(幾何公差値) | |
| 直角度 | 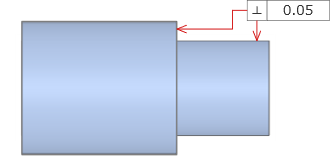 |
 |
 |
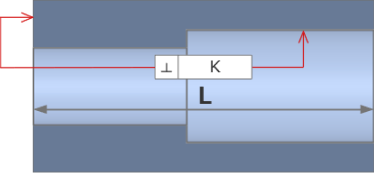 |
L≦100 | 0.06 |
|---|---|---|---|---|---|---|
| 100<L≦ 300 | 0.1 | |||||
| 300<L≦500 | 0.15 | |||||
| 500<L≦1000 | 0.5 | |||||
| 1000<L≦2000 | 0.8 | |||||
| 2000<L≦3000 | 1.2 | |||||
| 3000<L | 1.5 | |||||
| 同軸度 | 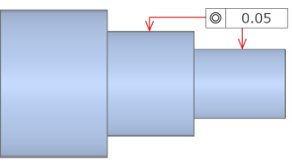 |
 |
 |
 |
L≦100 | 0.1 |
| 100<L≦ 300 | 0.2 | |||||
| 300<L≦500 | 0.3 | |||||
| 500<L≦1000 | 0.8 | |||||
| 1000<L≦2000 | 1.0 | |||||
| 2000<L≦3000 | 1.5 | |||||
| 3000<L | 2.0 | |||||
| 平行度 | 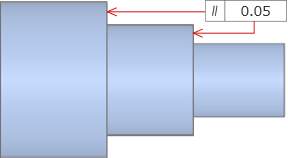 |
 |
 |
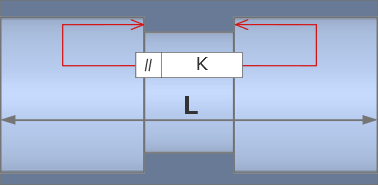 |
L≦100 | 0.06 |
| 100<L≦ 300 | 0.1 | |||||
| 300<L≦500 | 0.15 | |||||
| 500<L≦1000 | 0.5 | |||||
| 1000<L≦2000 | 0.8 | |||||
| 2000<L≦3000 | 1.2 | |||||
| 3000<L | 1.5 | |||||
| 真円度 | 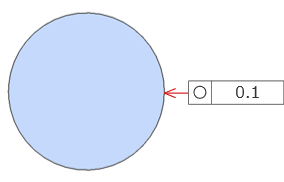 |
 |
||||
ポイント
|
|
 |
 |
ポイント
注意
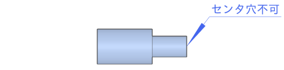
テーパ形状にモデリング下さい。管用テーパねじ指定可能な角度はねじの軸線に対して、0°超2.5°未満です。


ポイント
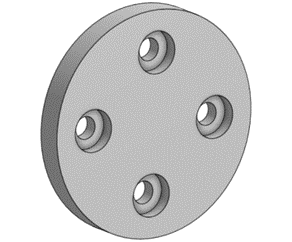
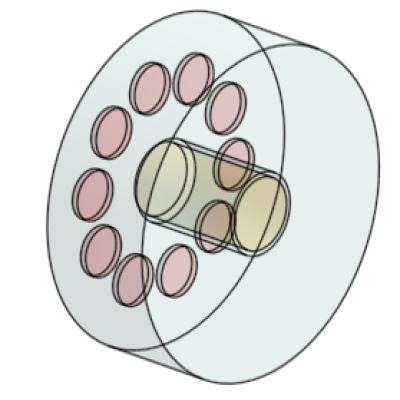
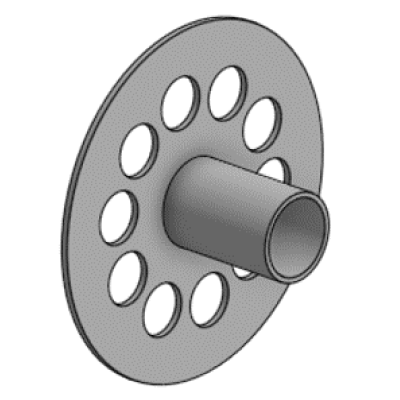
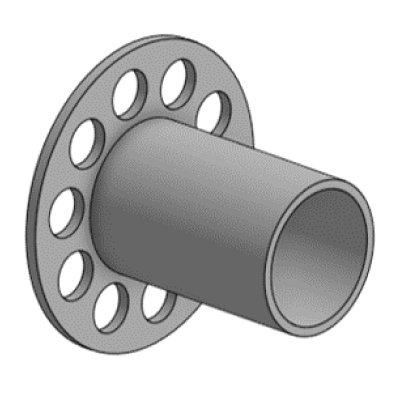
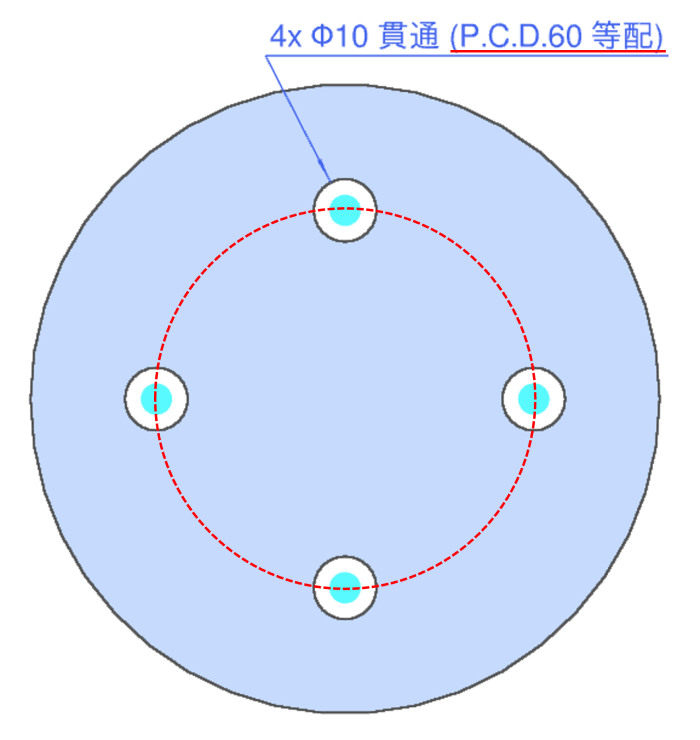
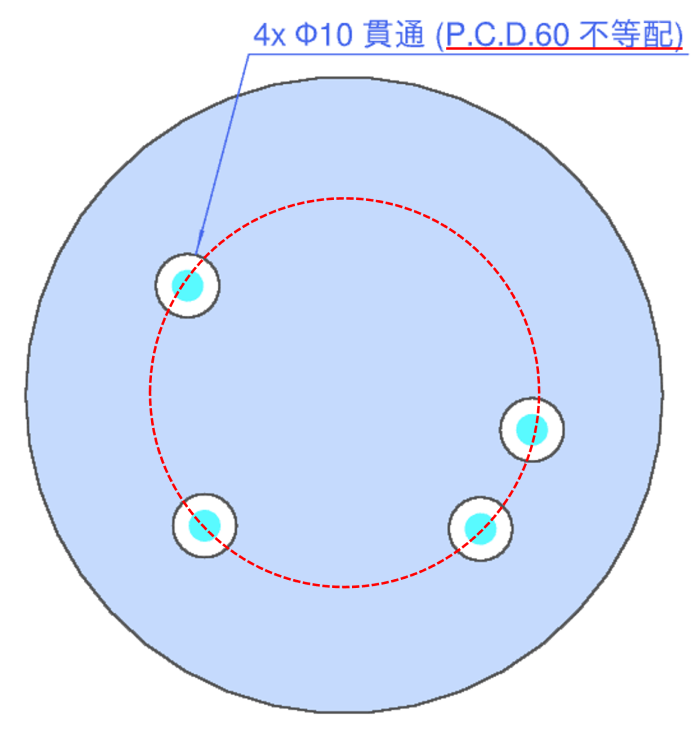
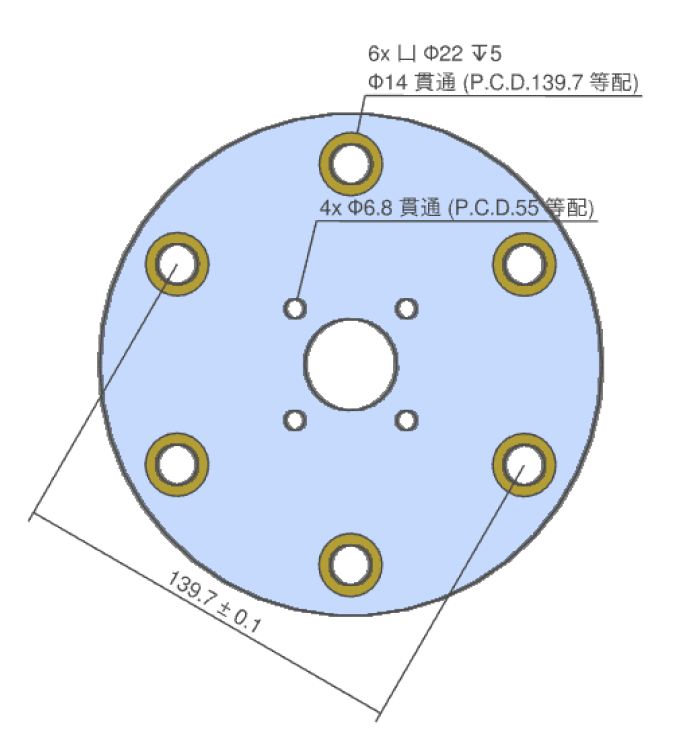
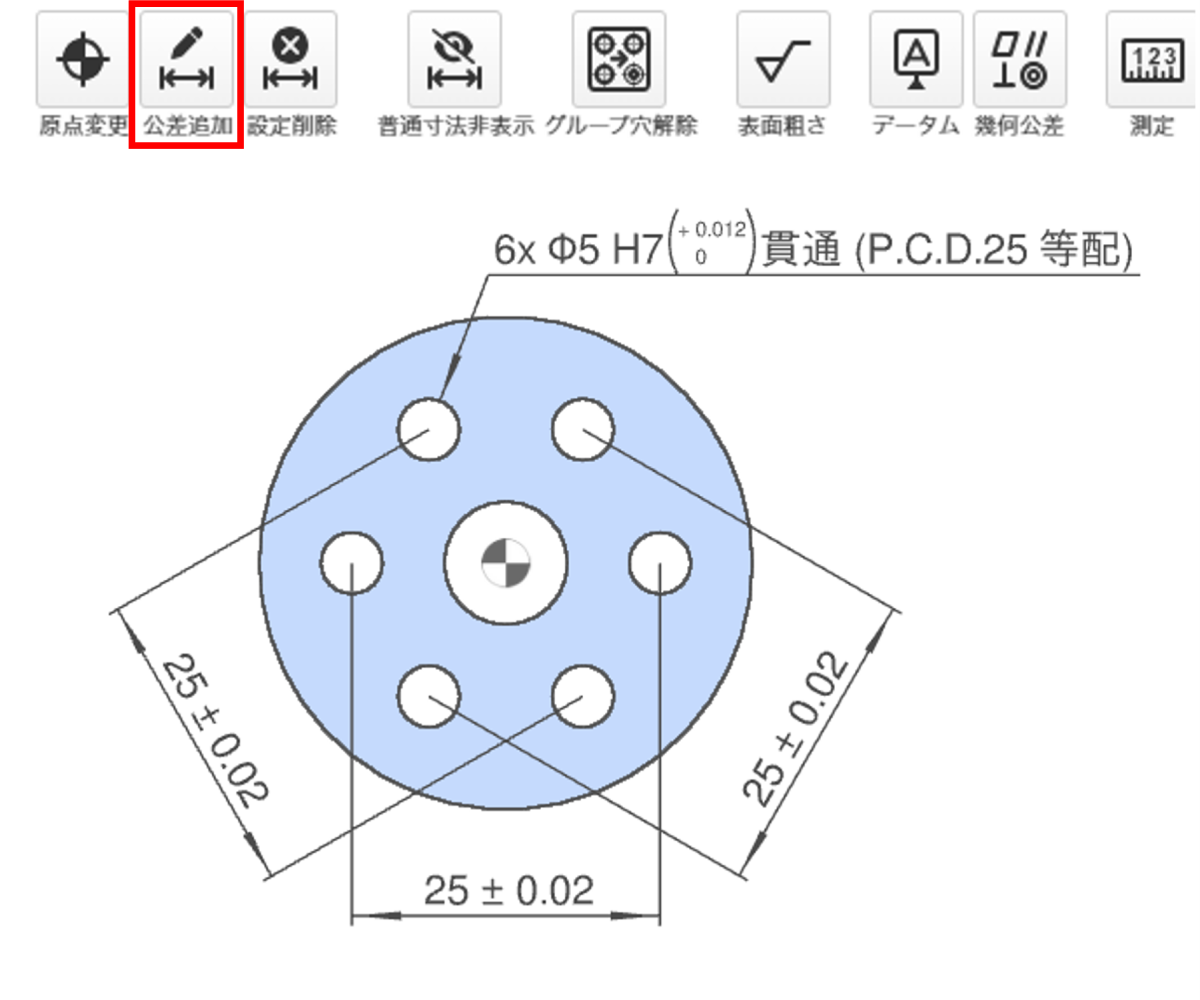
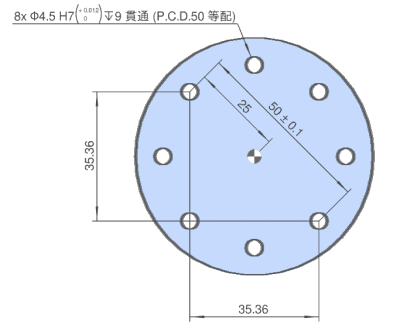
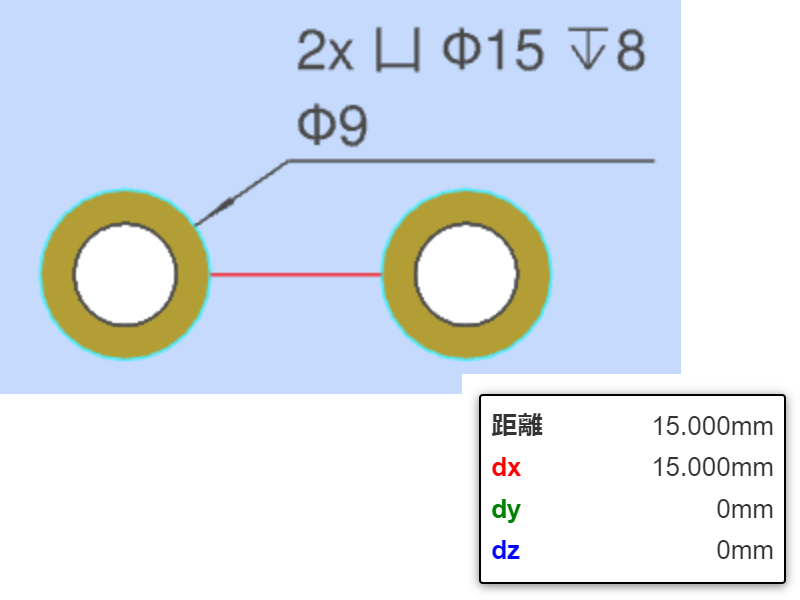
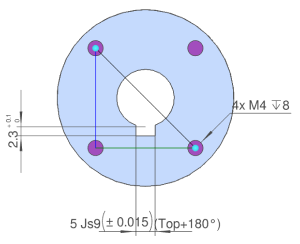
| P.C.D. 等配 | P.C.D. 不等配 | P.C.D. 間距離 |
 |  |  |
注意
ポイント
 |
 |
memo
| 幾何公差種 | 記号 | 平面 | 円筒面 | データム | データム対象領域 | 公差値 |
|---|---|---|---|---|---|---|
| 平面度 | 〇 | – | – | 面 | 0.01~0.1 | |
| 平行度 | 〇 | – | 要 | 面 | 0.01~0.1 | |
| 直角度 | 〇 | 〇 | 要 | 面 | 0.01~0.1 | |
| 真円度 | – | 〇 | – | 面 | 0.01~0.1 | |
| 同軸度 | – | 〇 | 要 | 軸線 | 0.01~0.1 | |
| 真直度 | – | 〇 | – | 面 | 0.01~0.1 | |
| 円筒度 | – | 〇 | – | 面 | 0.01~0.1 | |
| 円周振れ | – | 〇 | 要 | 軸線 | 0.01~0.1 | |
| 全振れ | – | 〇 | 要 | 軸線 | 0.01~0.1 |
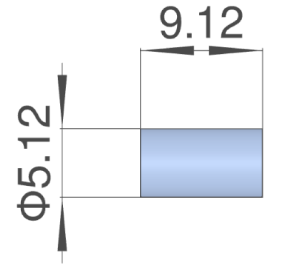
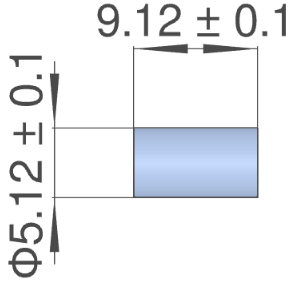
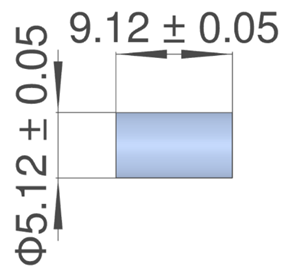
| 公差 | 表示桁数 | 説明 |
|---|
| 一般公差 | 0.00 |
|
|---|---|---|
| ±0.1 | 0.00 |
|
| ±0.05 | 0.00 |
|
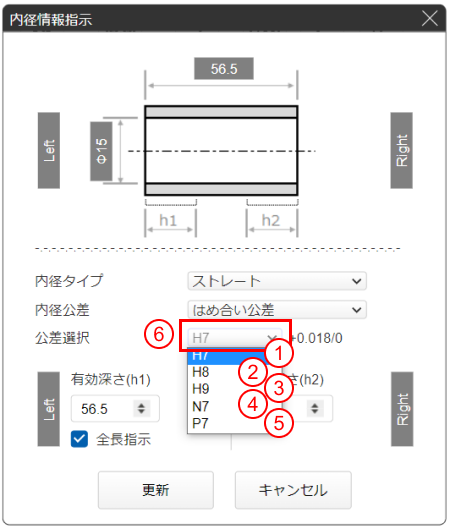
| はめ合い公差 | 0.000 |
|
 |
 |
 |
 |
| 硬質クロム(フラッシュ) | 三価クロメート(白) | 三価クロメート(黒) | 低温黒色クロム |
 |
 |
 |
 |
| 白アルマイト | 黒アルマイト | 黒アルマイト(つや消し) | 硬質アルマイト(白) |





ポイント
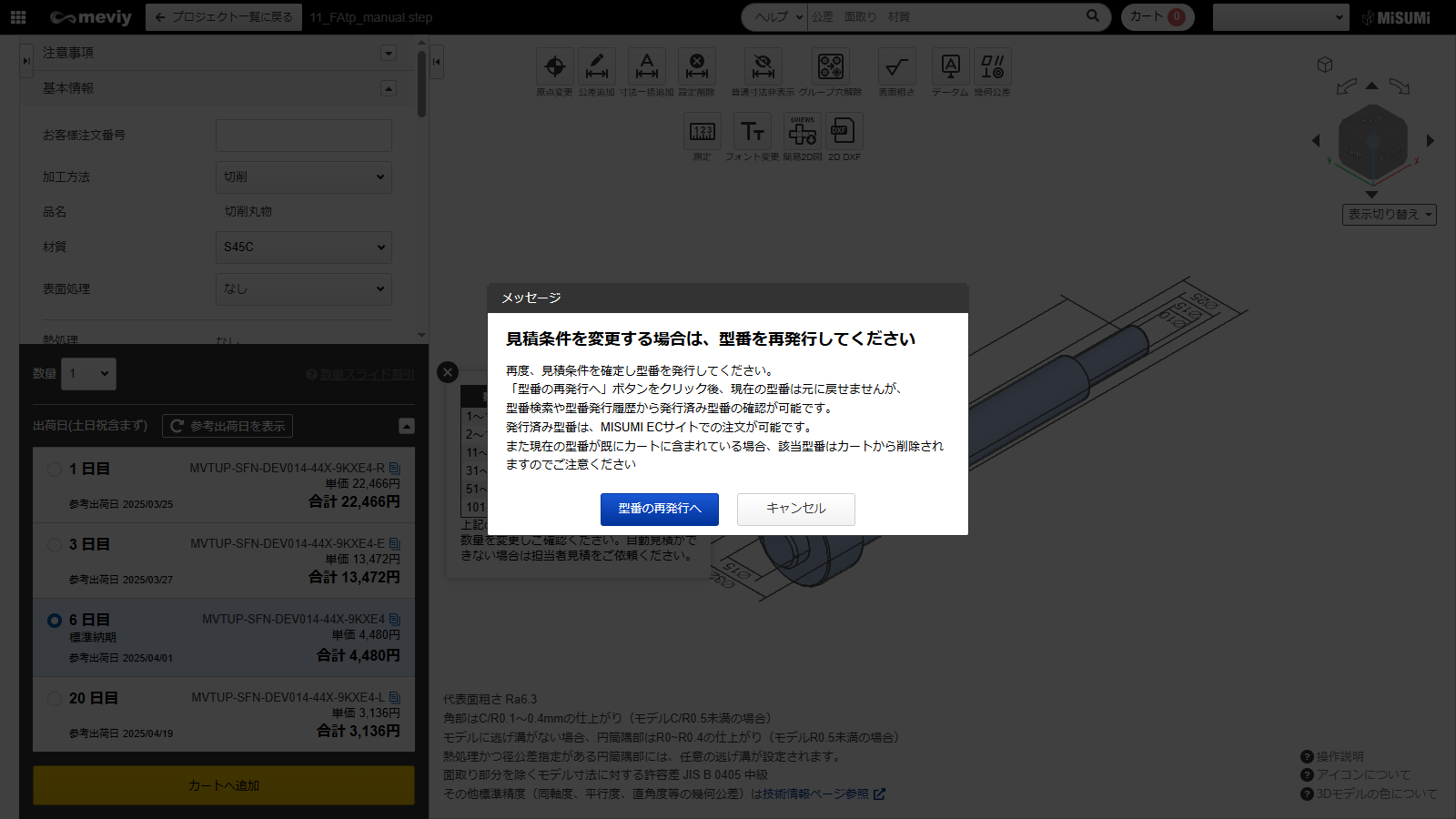
上記のメッセージが表示された場合は、規格表に掲載されている外径に基づいてモデルを修正してください。














操作マニュアル
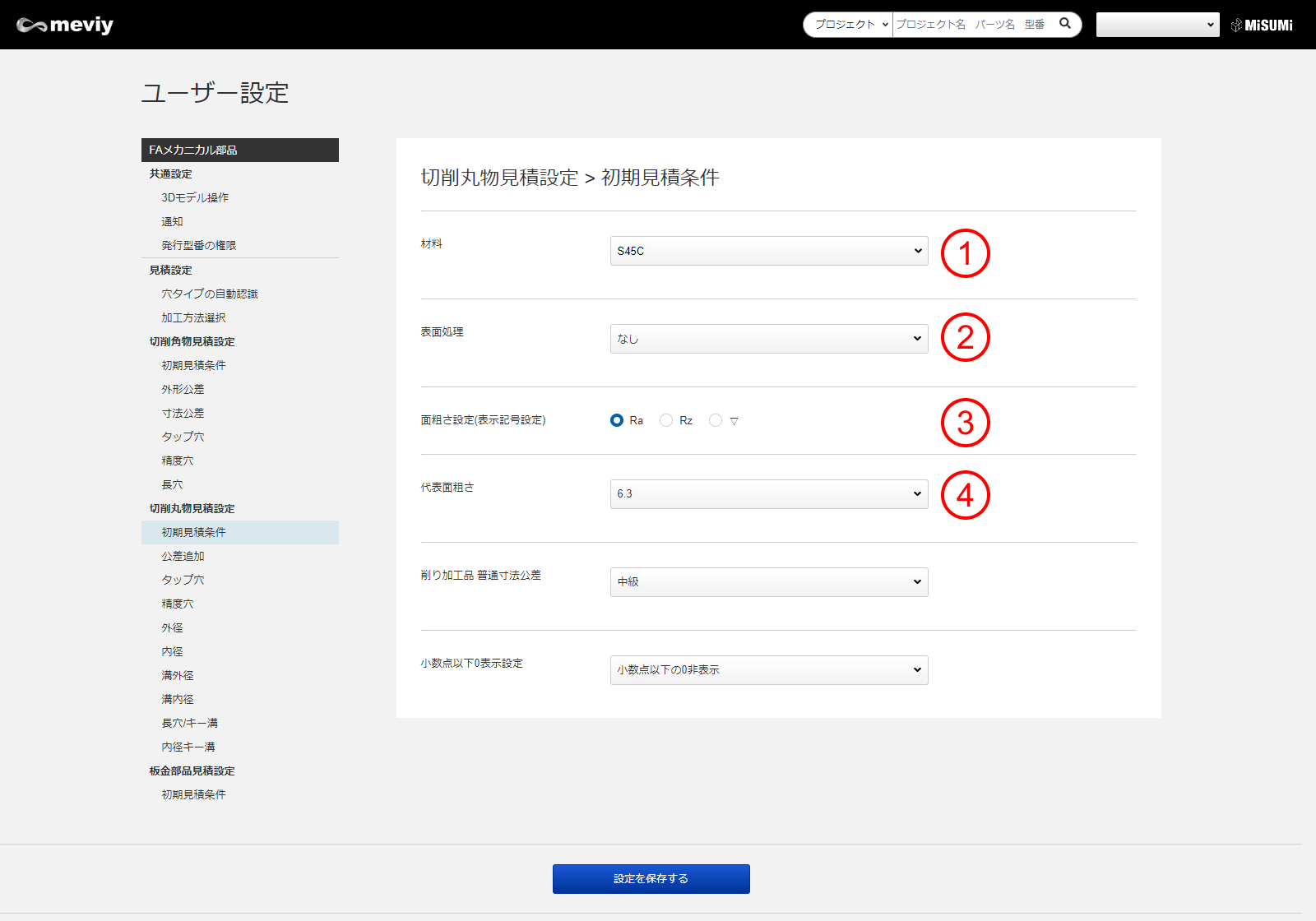
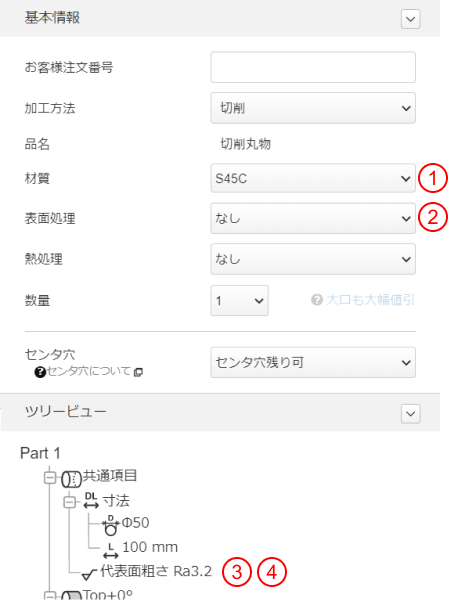
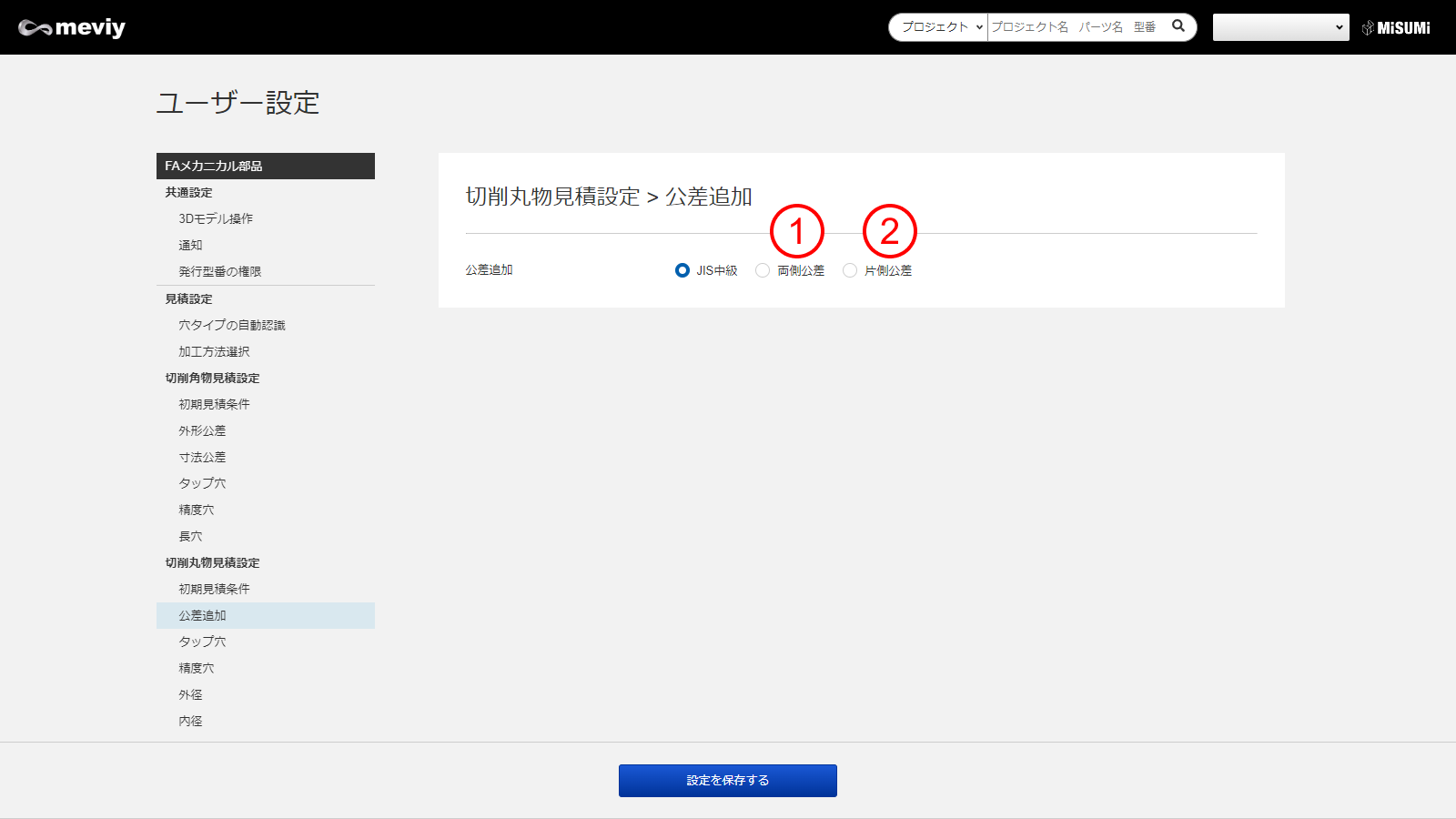
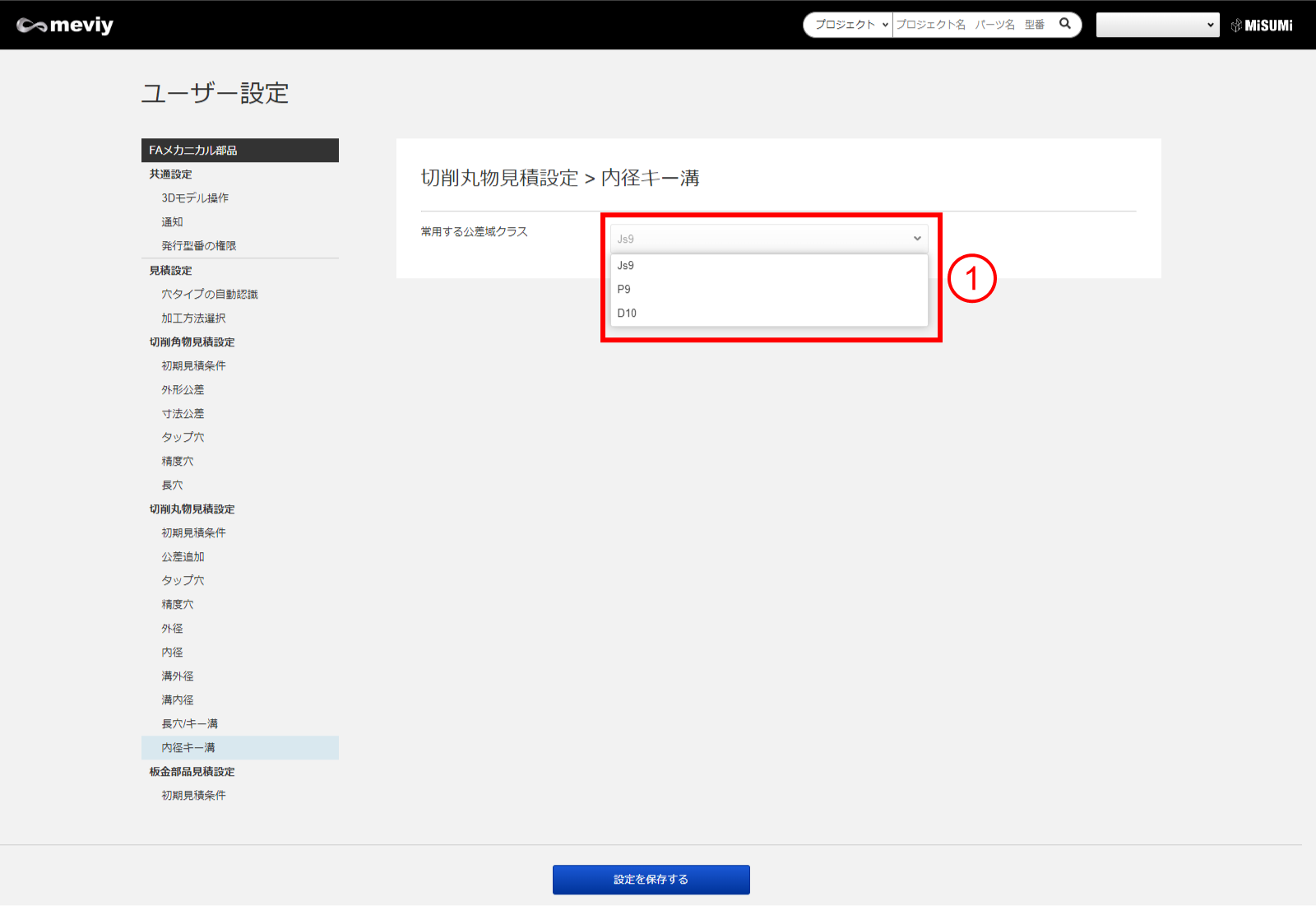
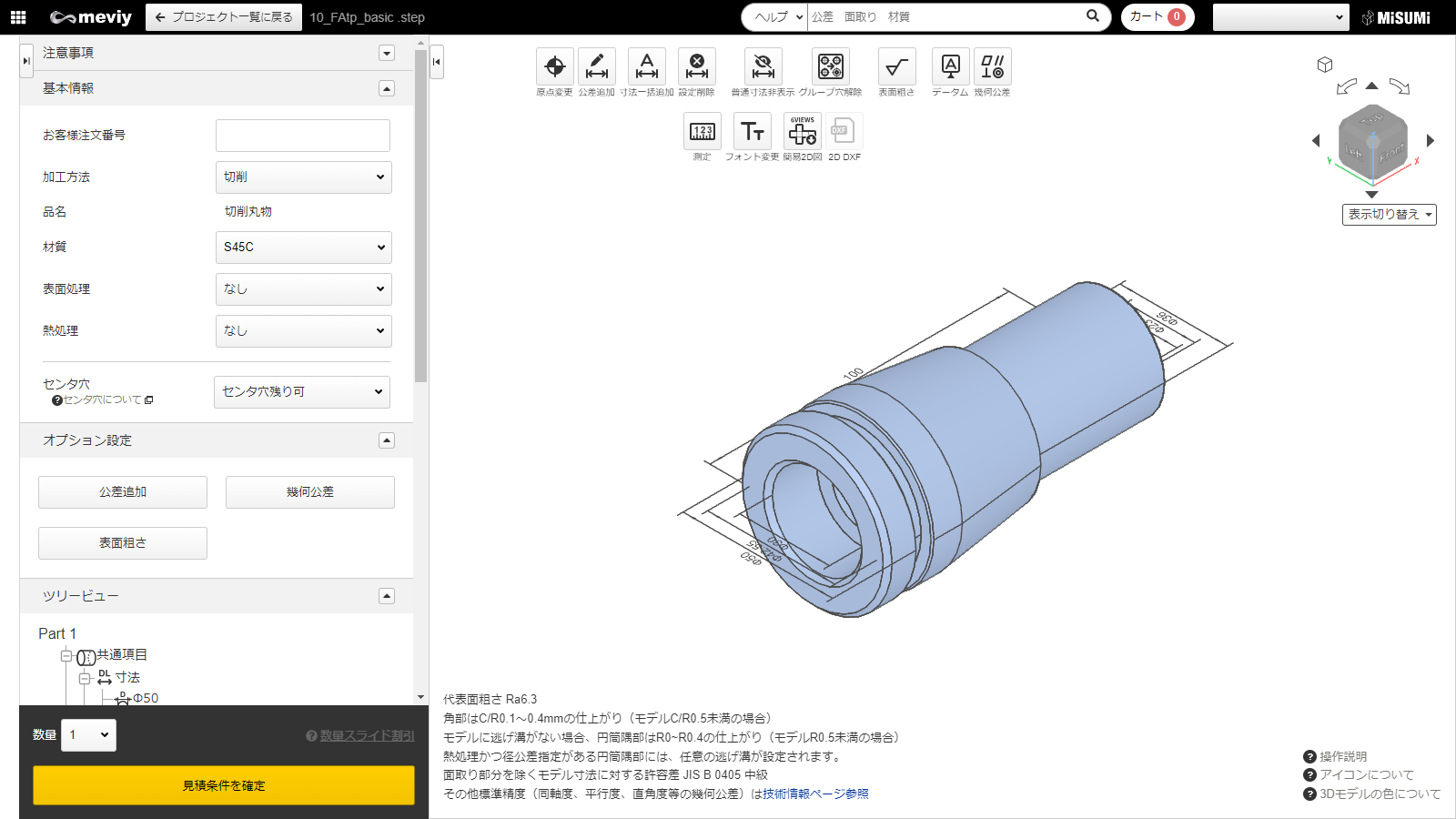
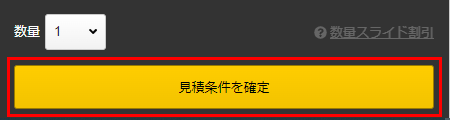
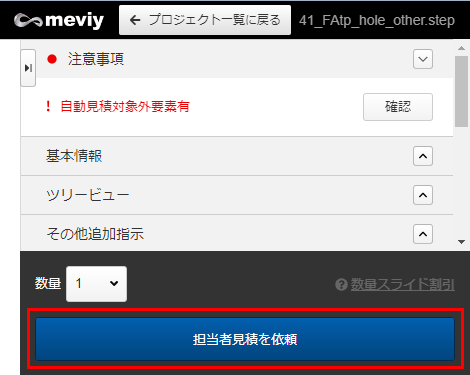
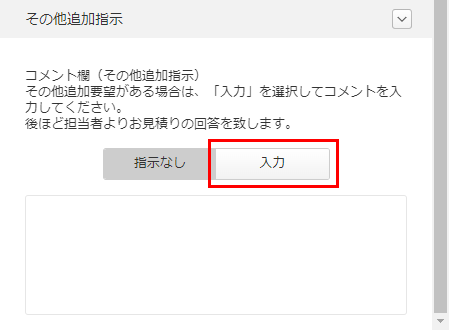
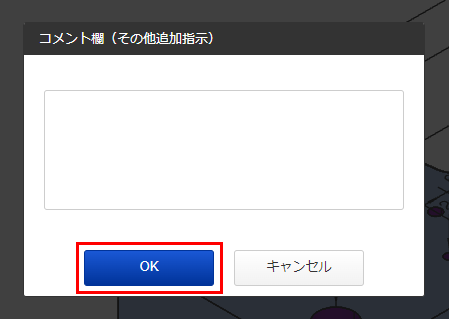
[FA 丸物]見積もり設定
memo








| 機能名 | できること |
|---|---|
| 設計原点を移動できます。→「設計原点を変更する」 | |
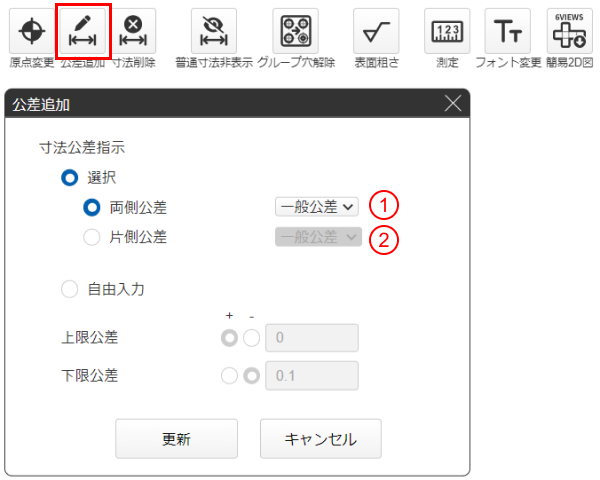
| 寸法および⼨法公差を追加できます。→「寸法および寸法公差を追加/削除する」 | |
| 原点を基準に、座標⼨法を⼀括で追加します。→「寸法および寸法公差を追加/削除する」 ※精度⽳を原点に設定しているときは、この機能は使⽤できません。 | |
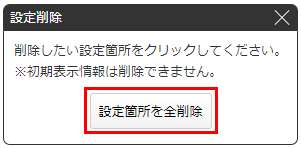
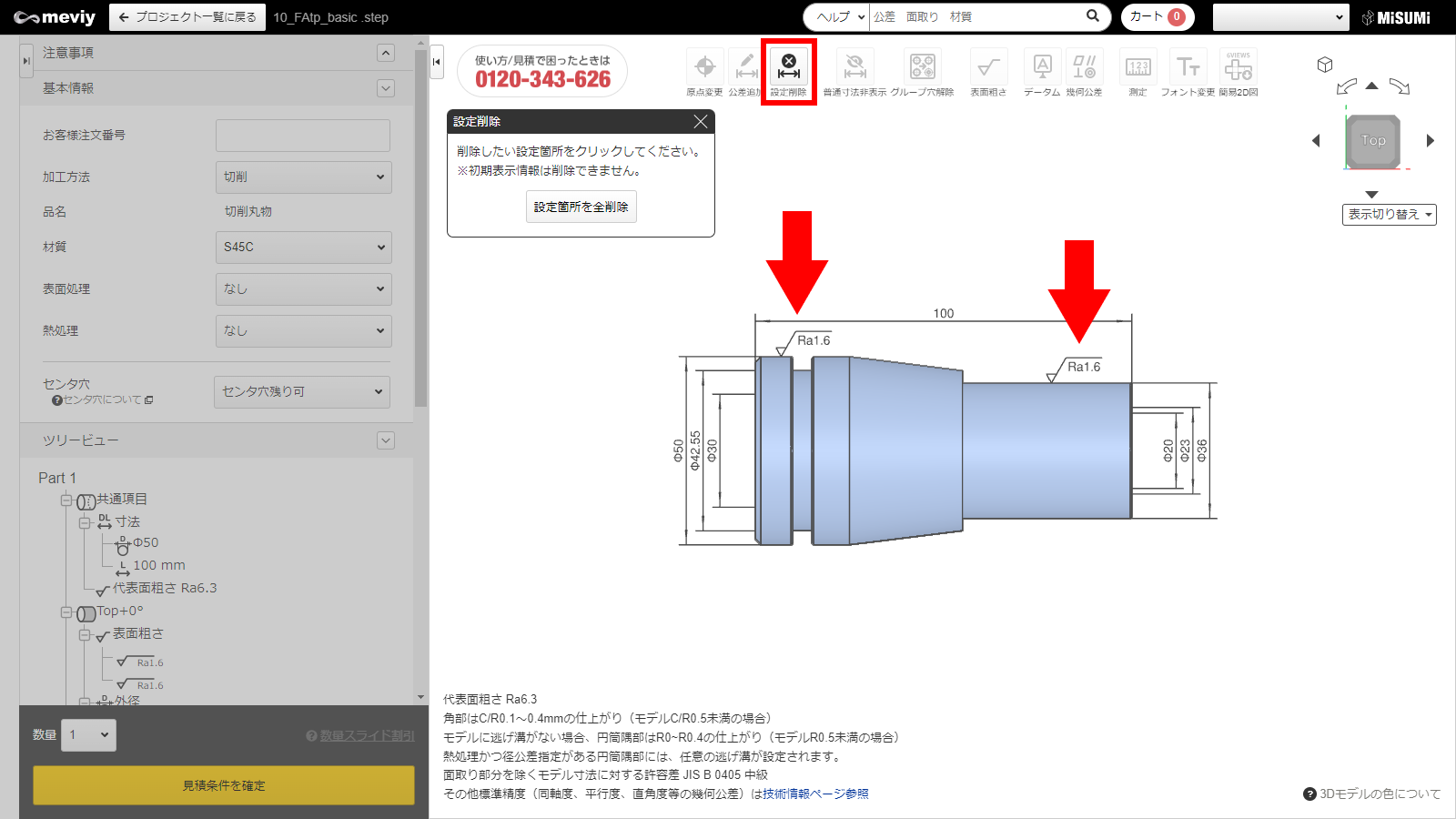
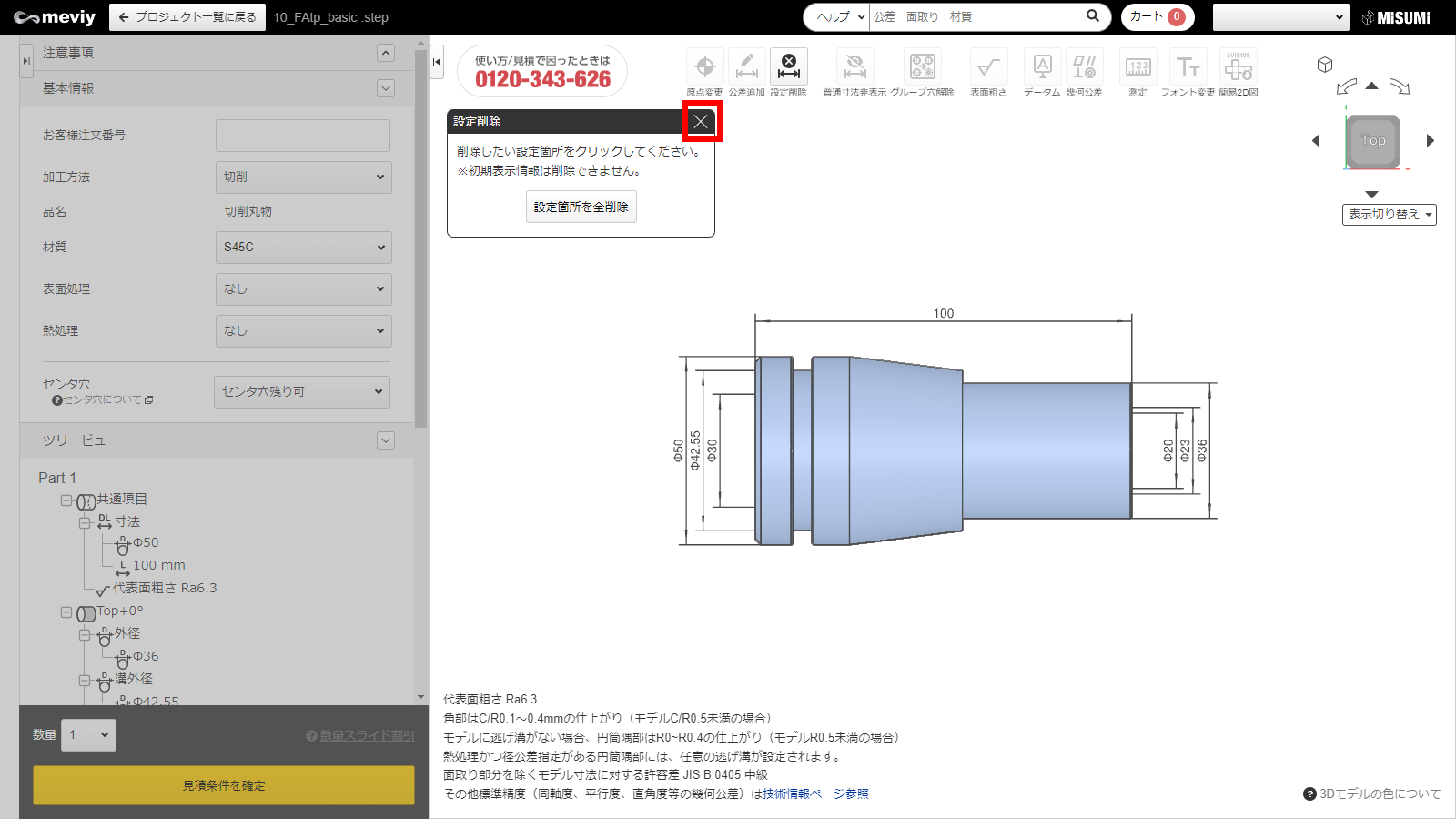
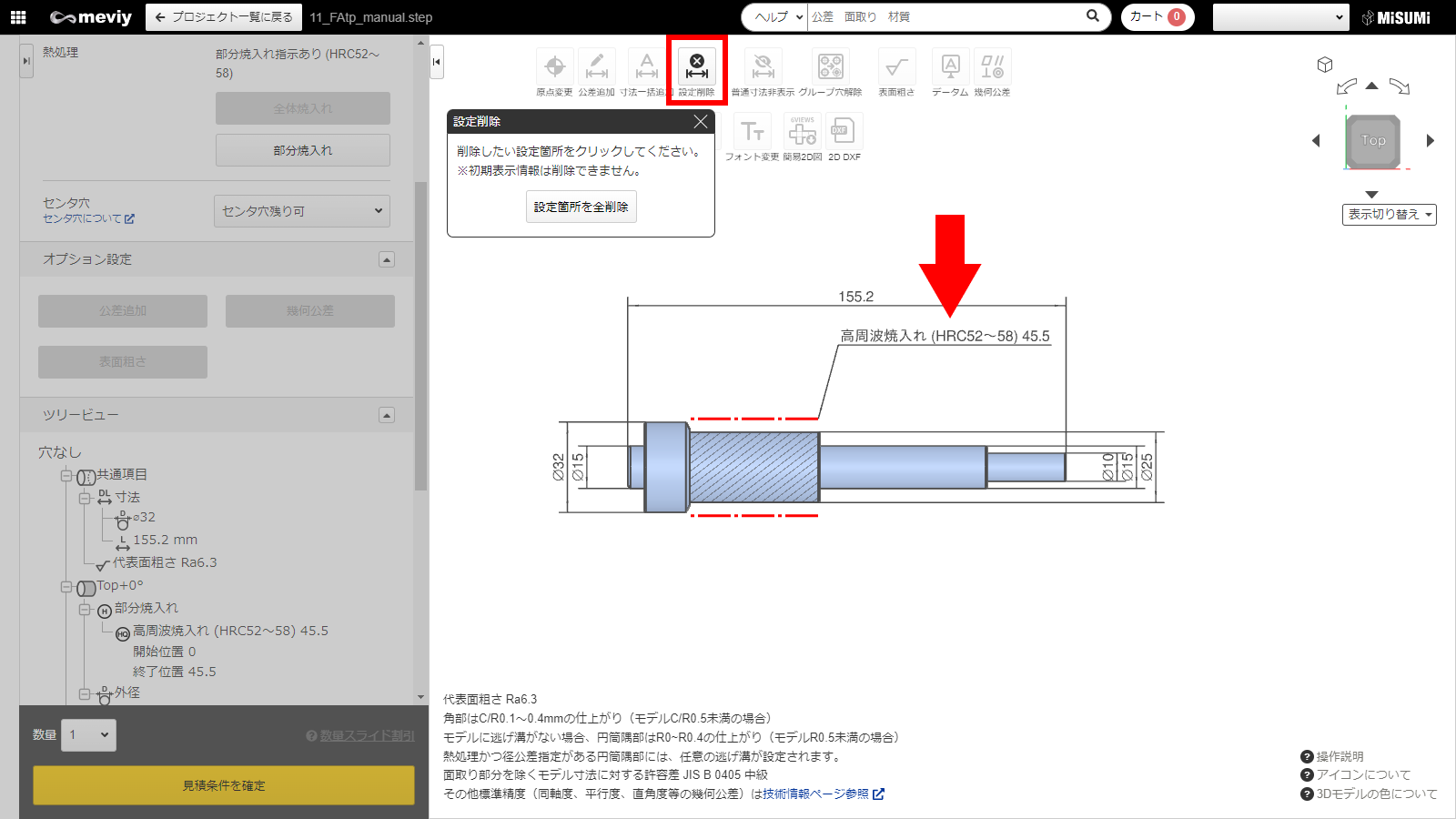
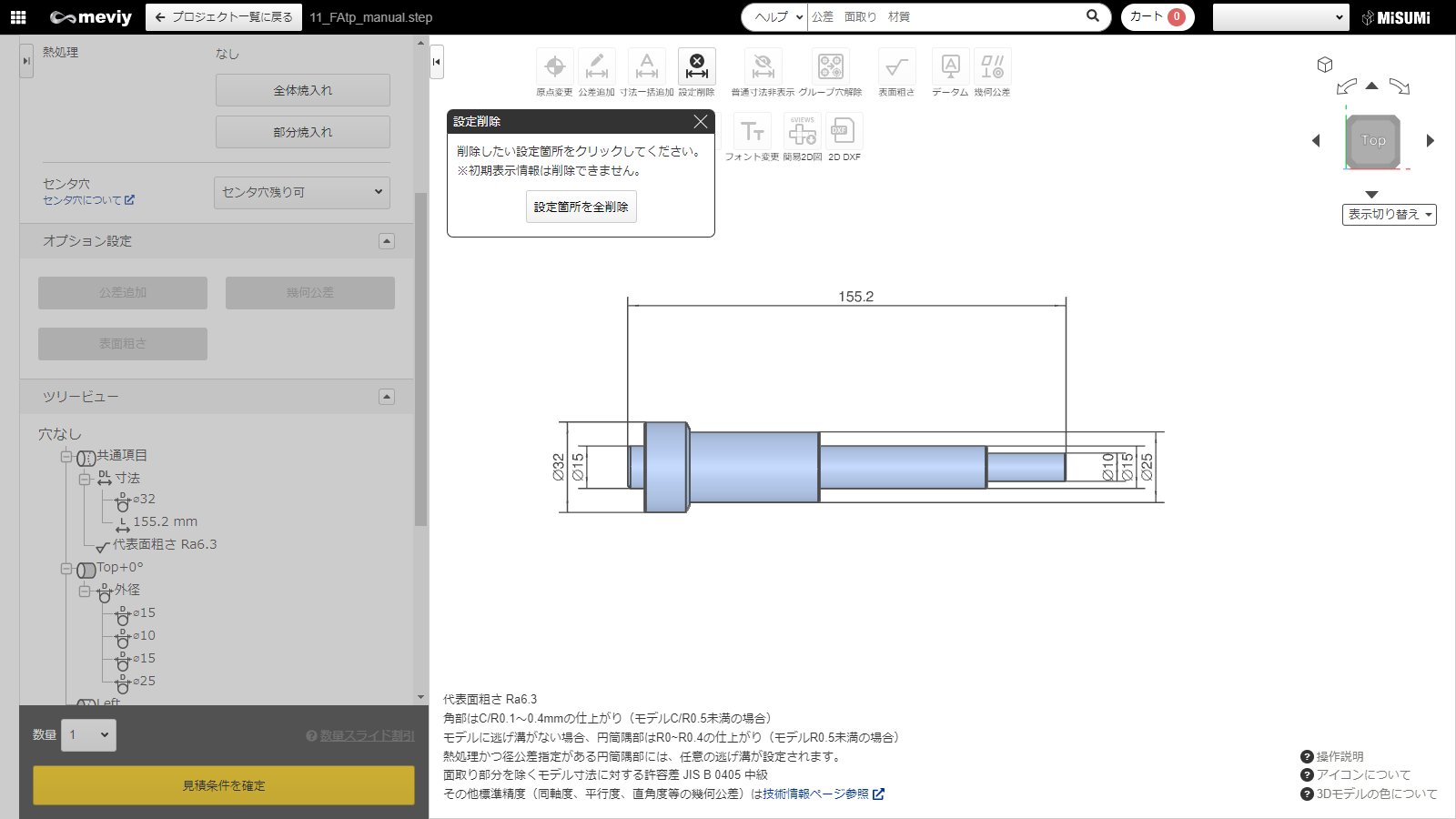
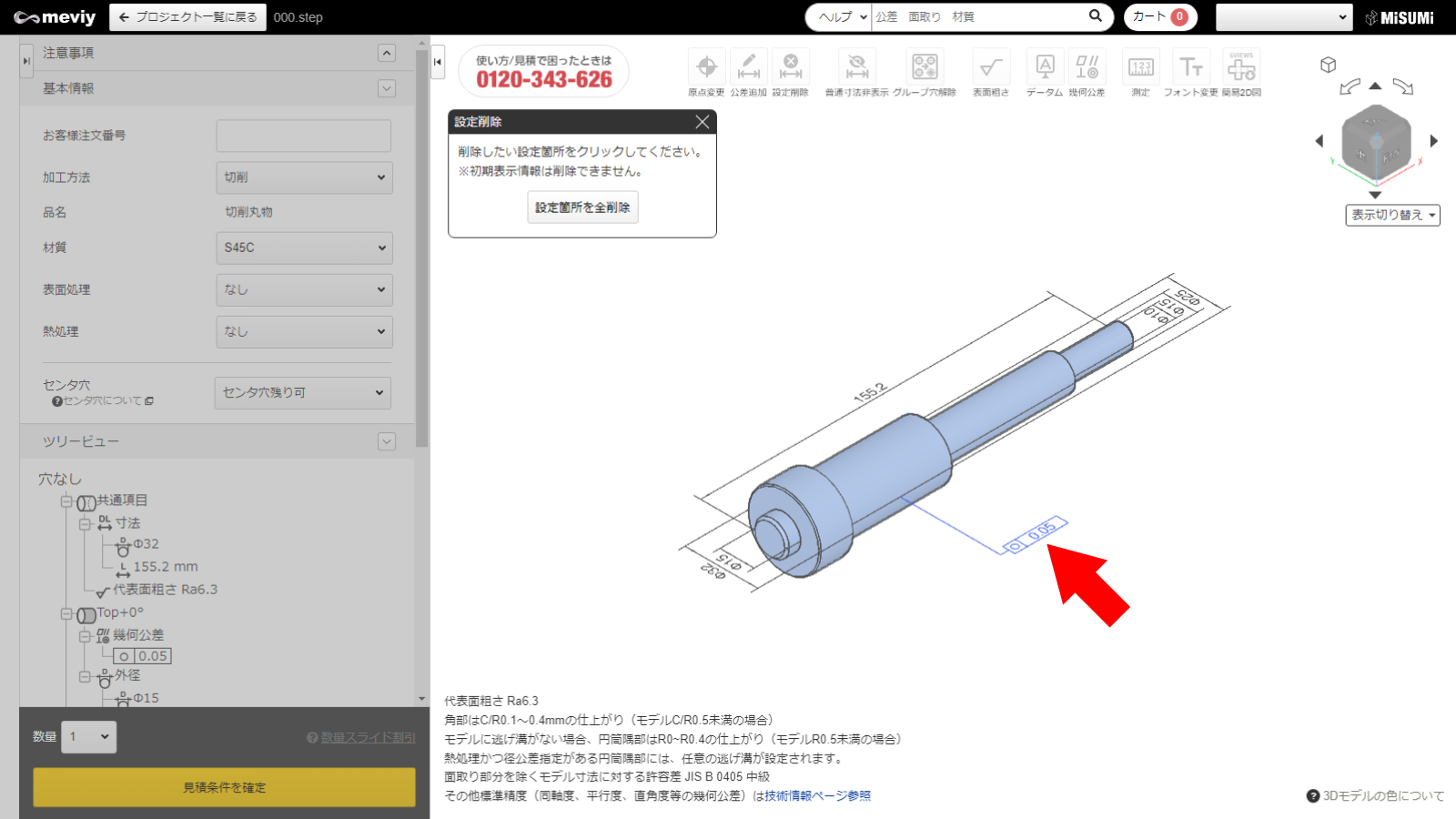
| 追加した設定を削除します。→「寸法および寸法公差を追加/削除する」 | |
| 「指⽰なき加⼯⼨法の普通許容差標準」で保証している⼨法公差を⾮表⽰にします。 | |
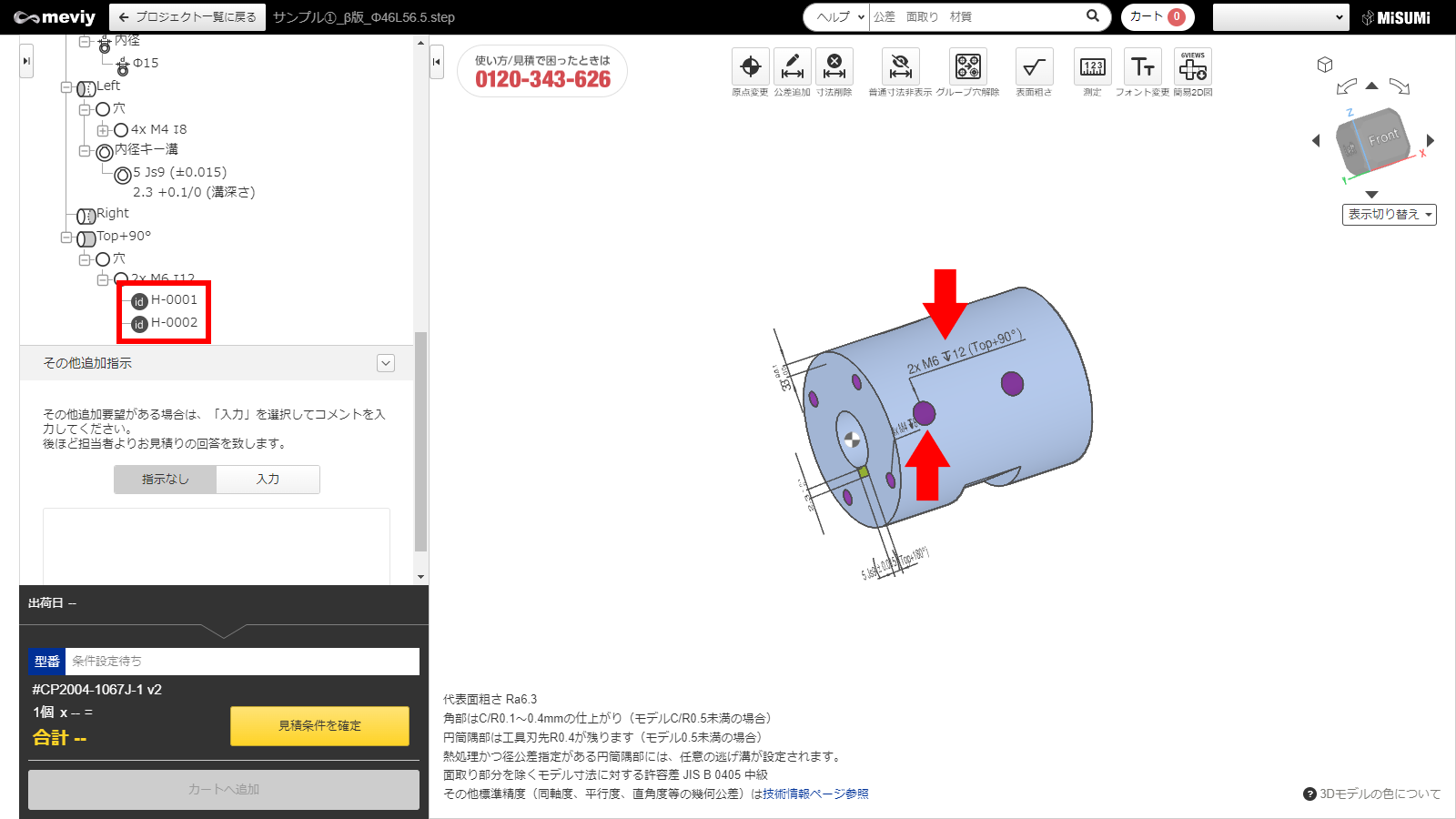
| 形状認識時にグループ化された⽳を分割できます。→「グループ穴を分割する」 |
| 機能名 | できること |
|---|---|
| 表面粗さを設定できます。→「表面粗さを設定する」 | |
|
|
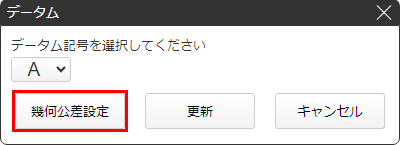
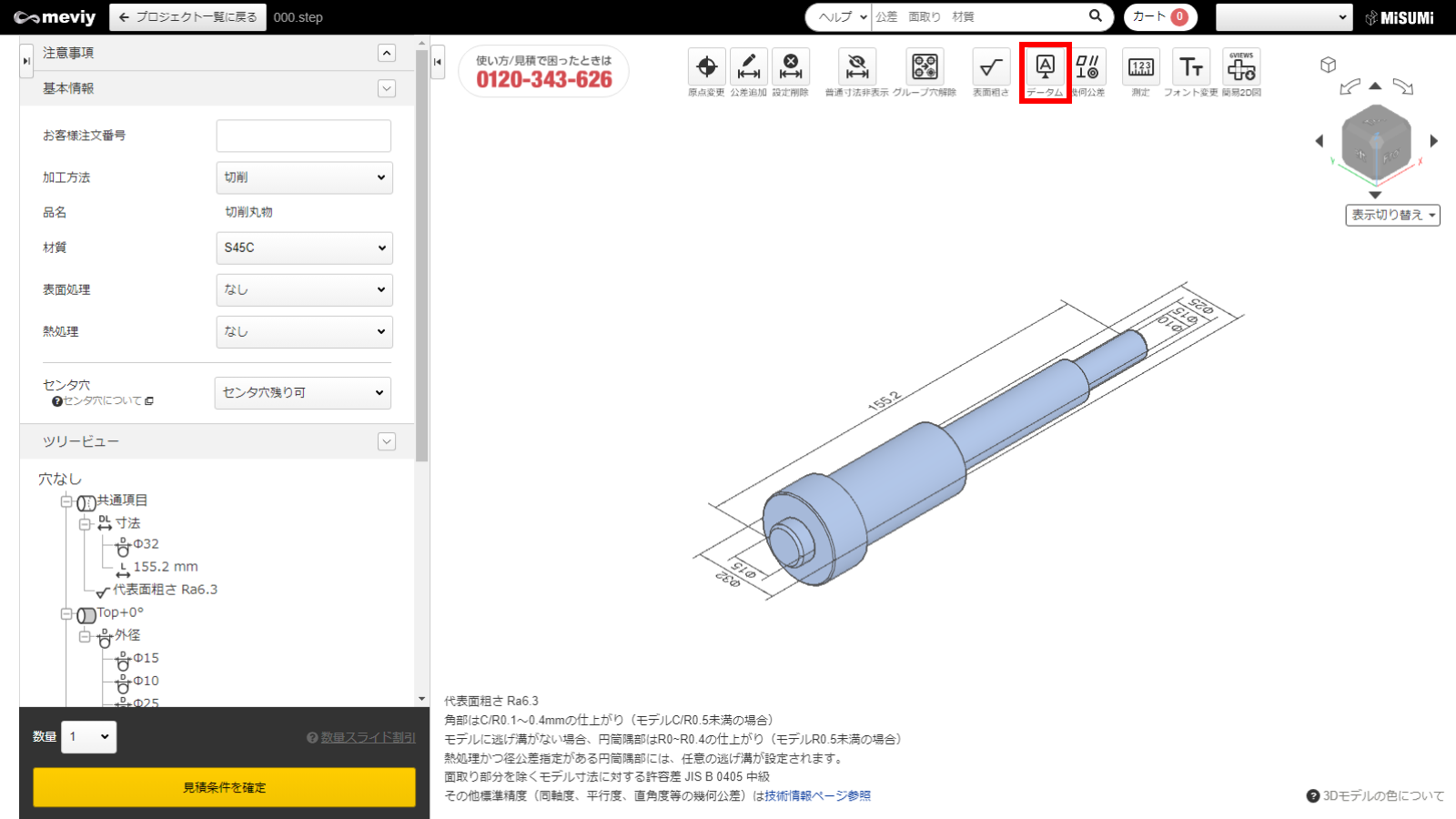
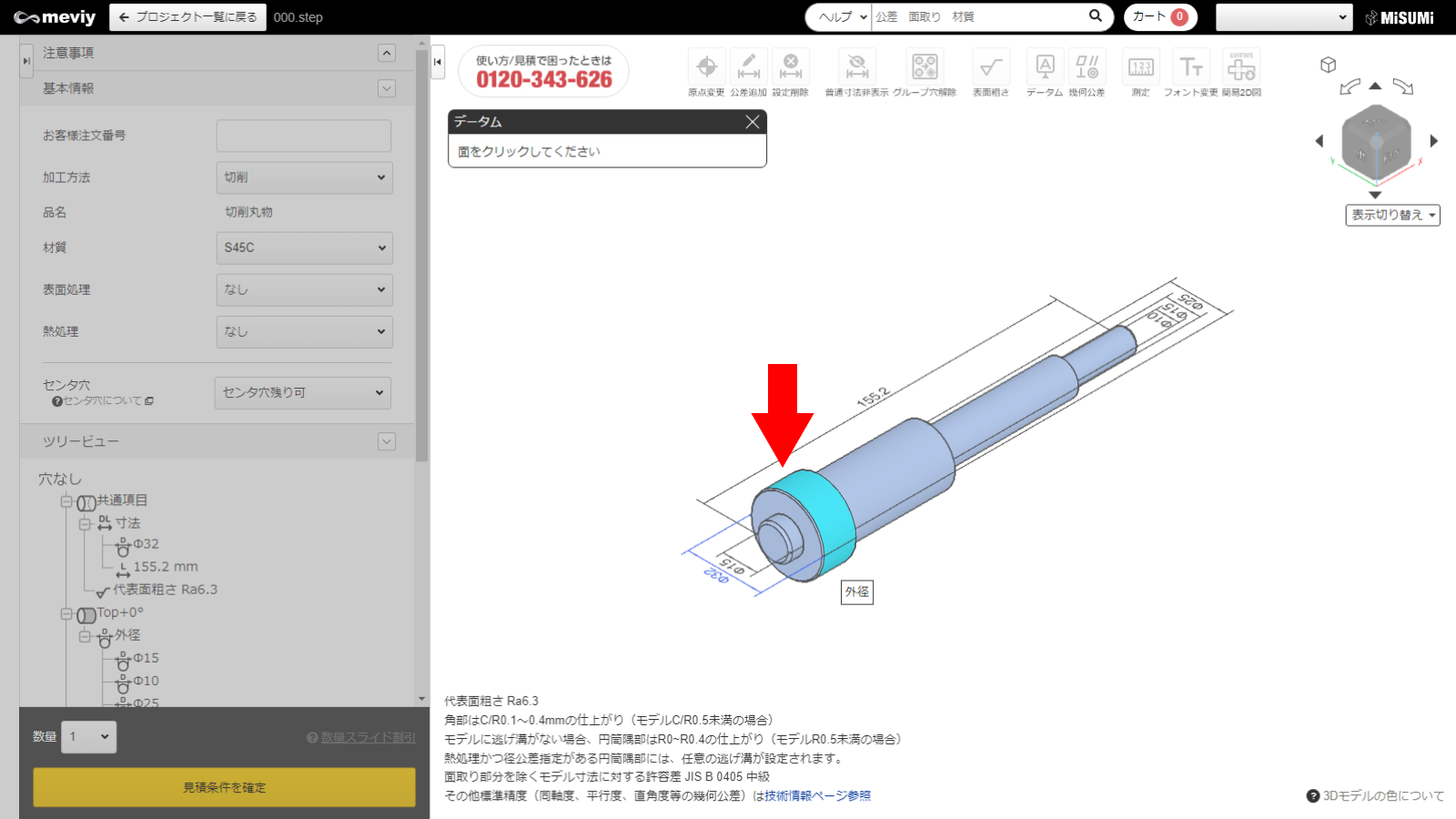
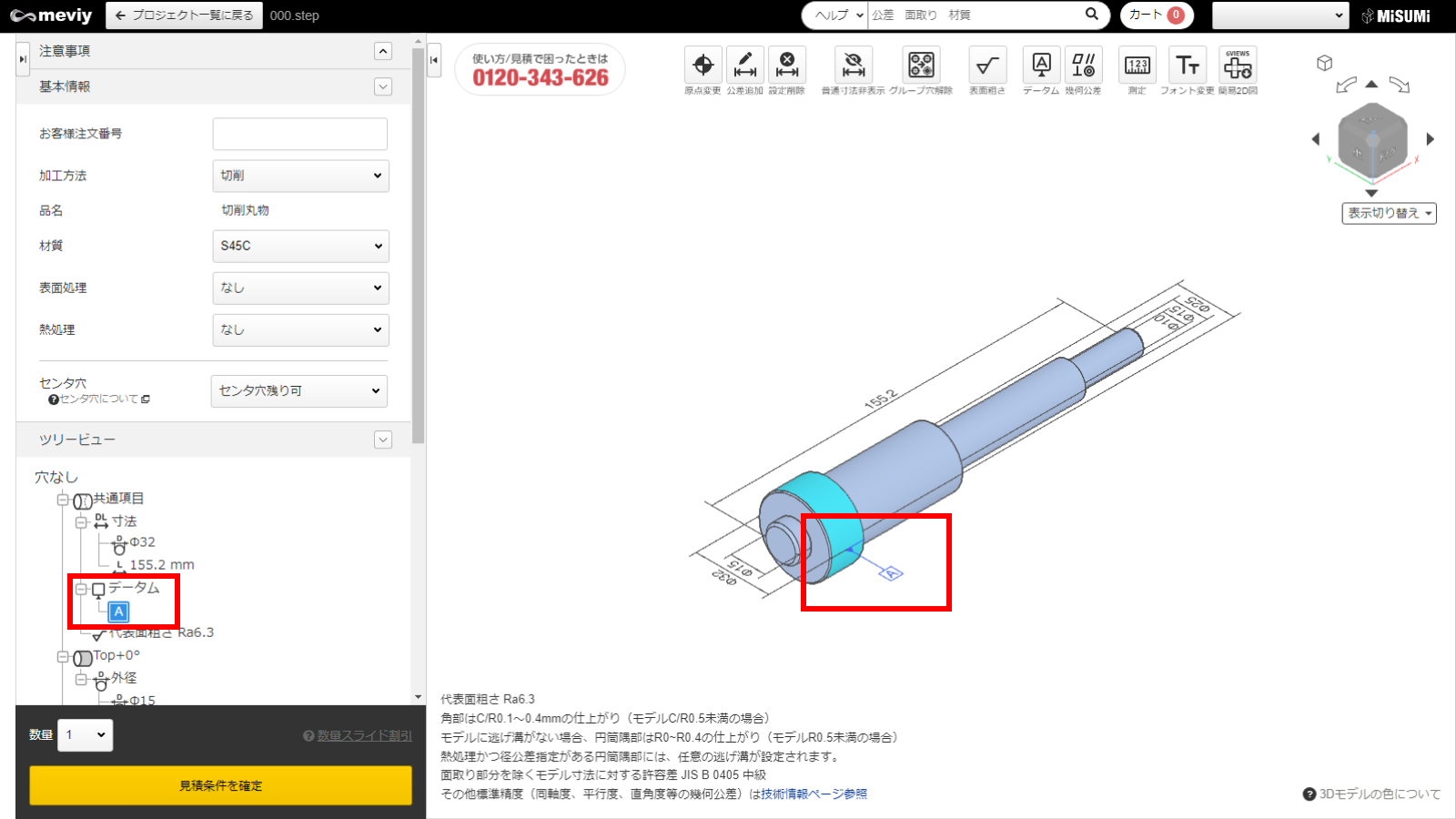
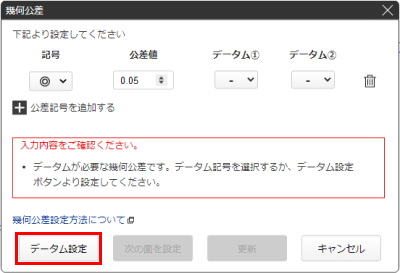
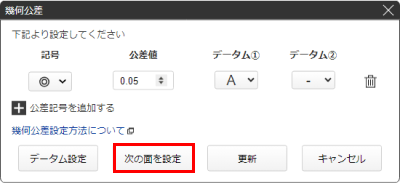
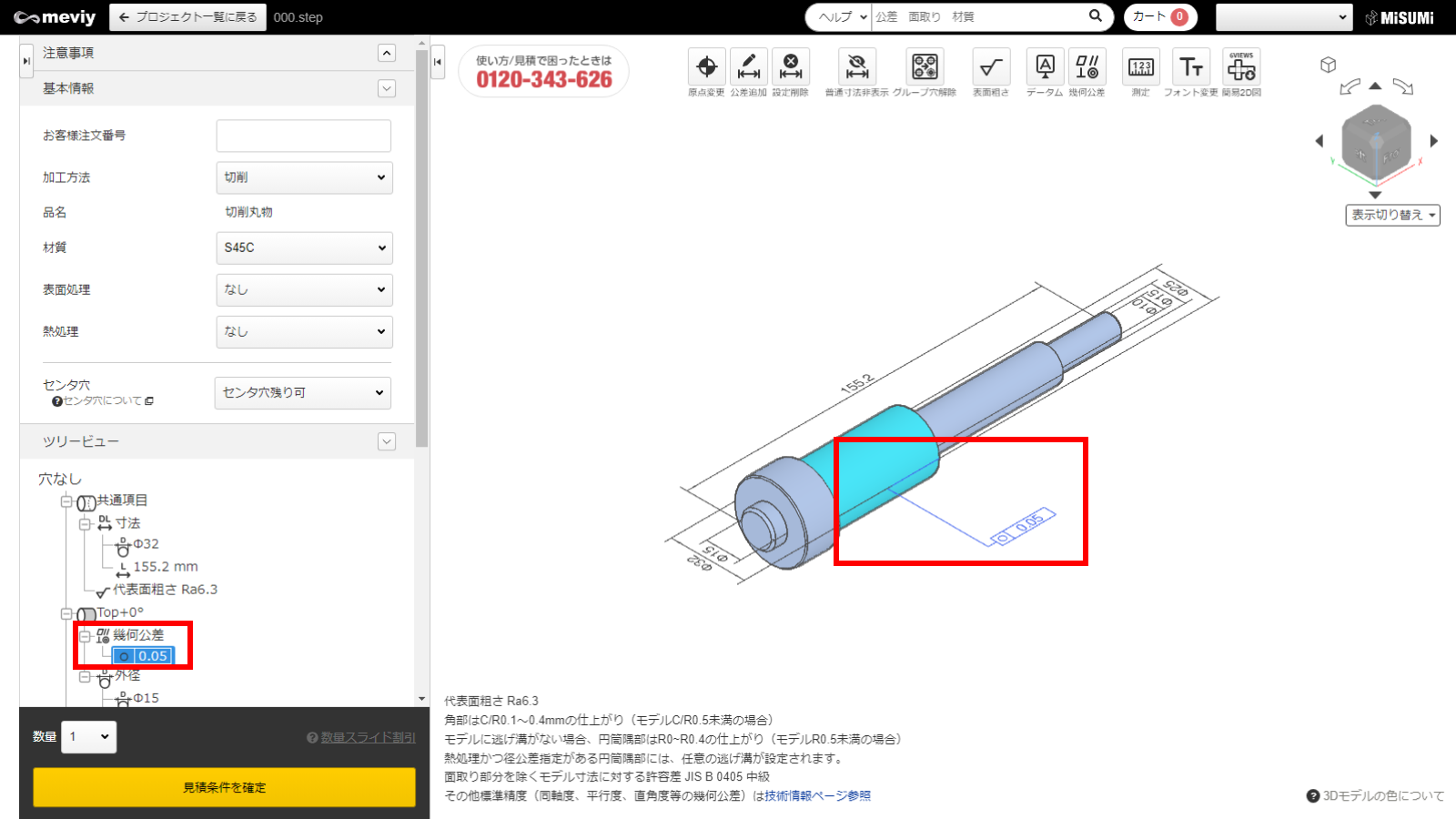
データムを設定できます。→「データム・幾何公差を設定する」 |
|
|
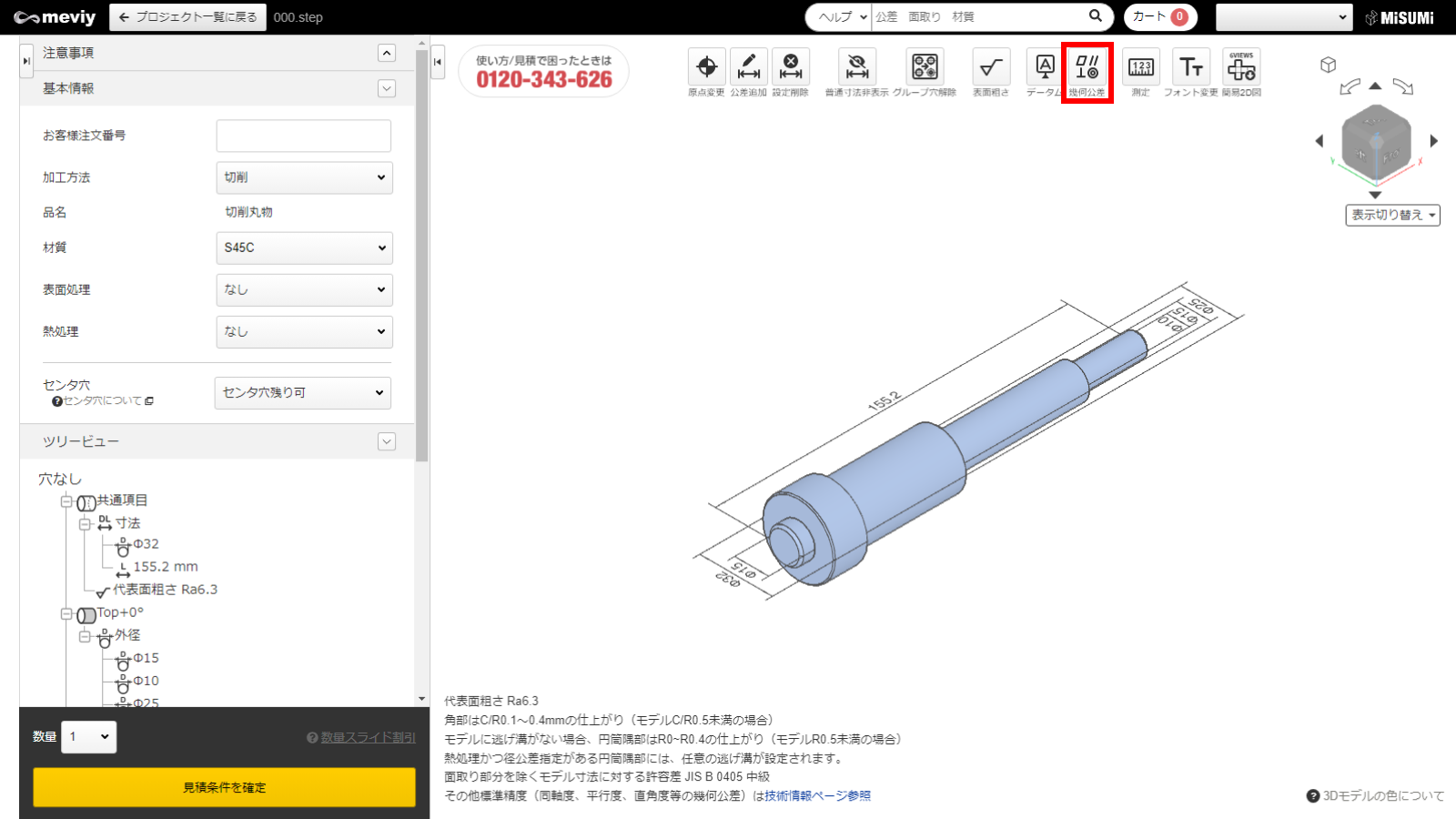
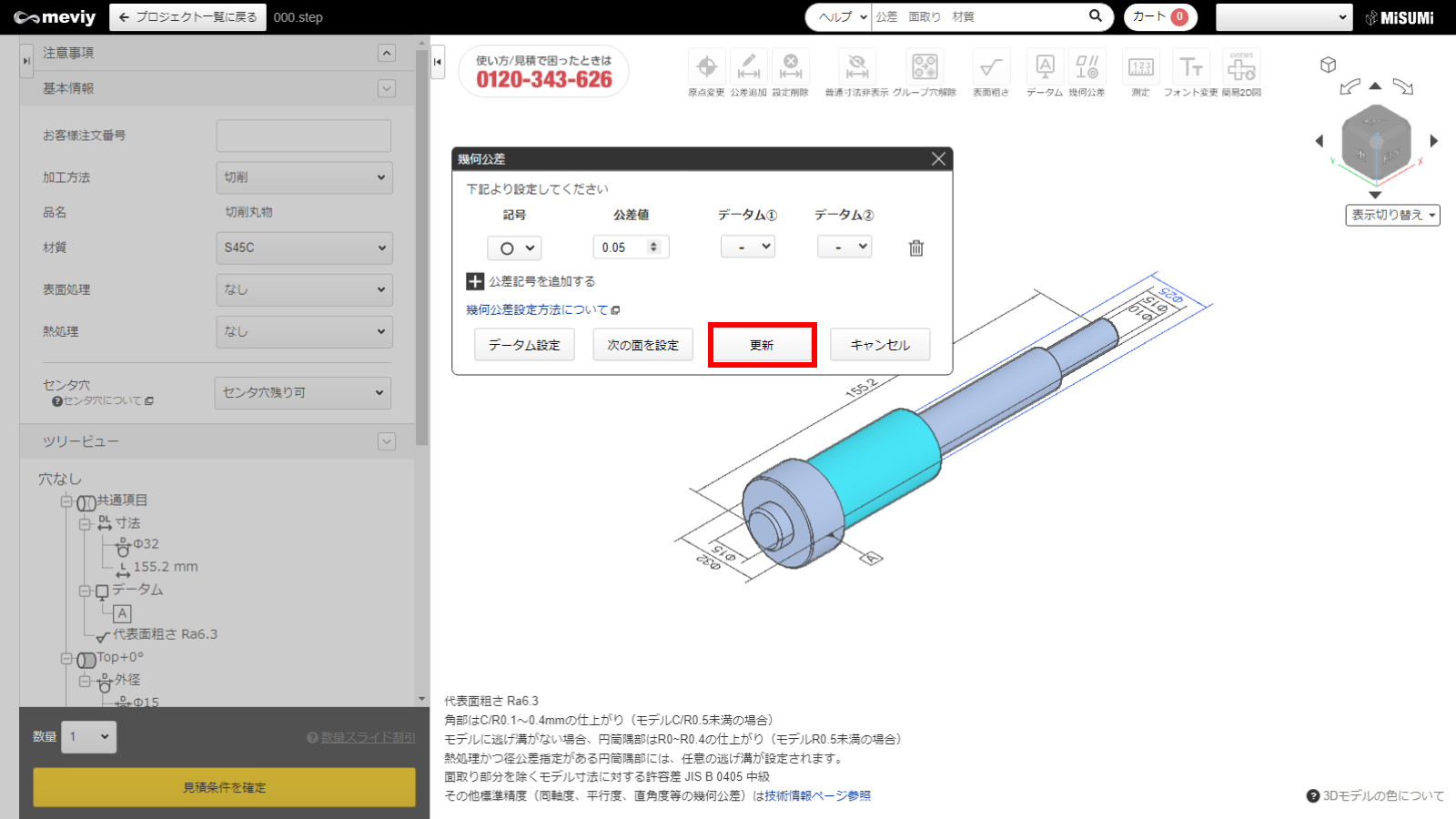
幾何公差を設定できます。→「データム・幾何公差を設定する」 |
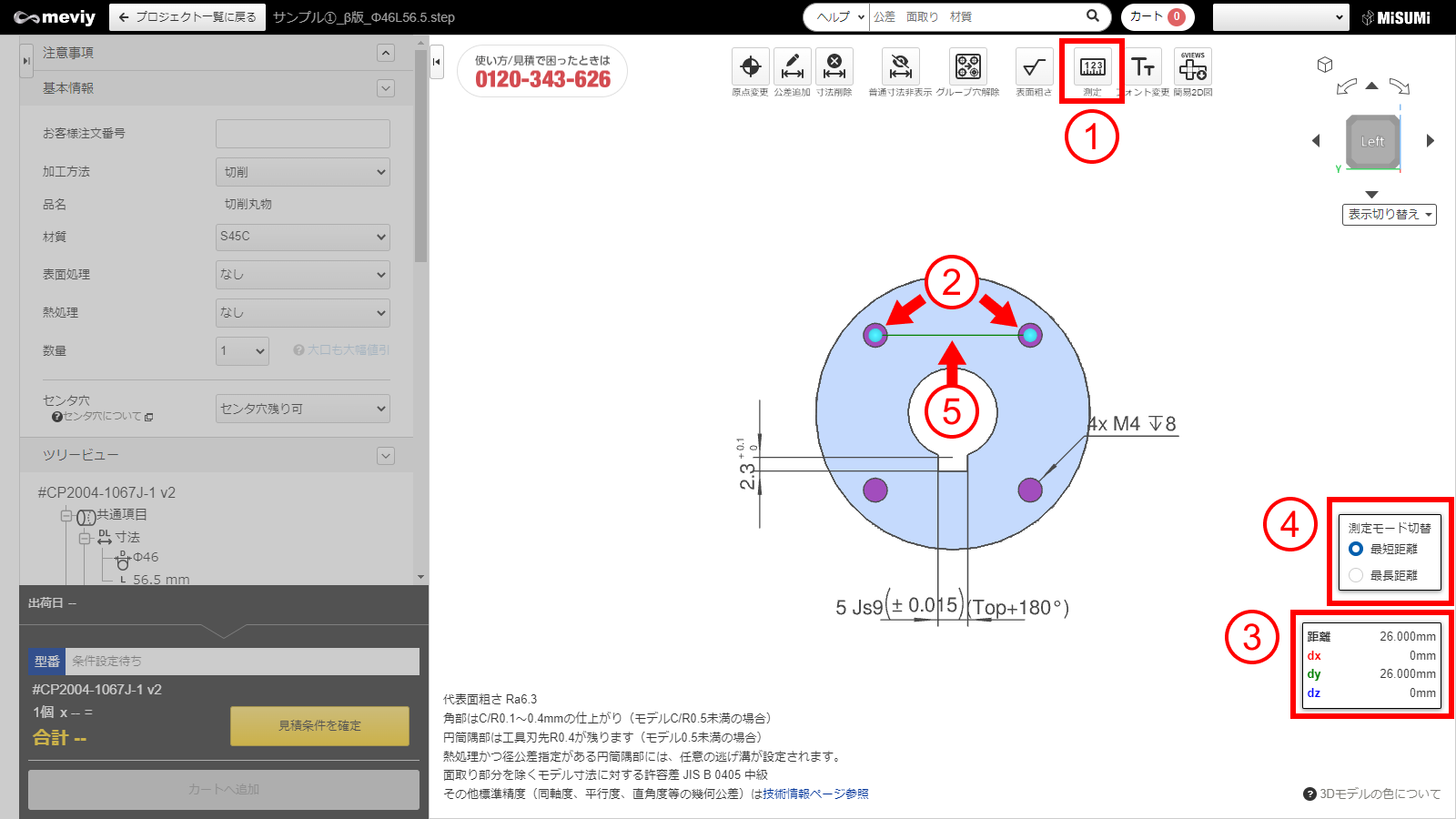
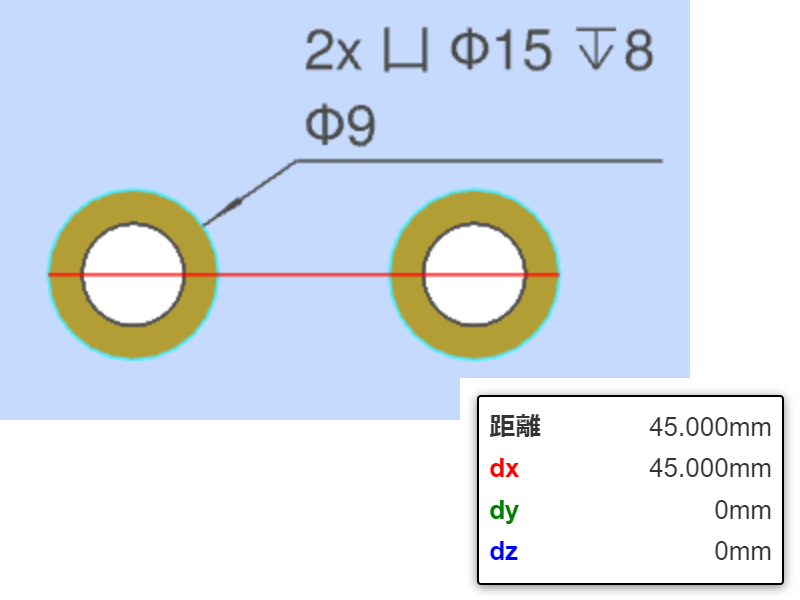
| アップロードした3Dモデルの設計情報を測定できます。→「3Dモデルを測定する」 | |
| PMI表⽰のフォントサイズを変更できます。→「フォントサイズを変更する」 | |
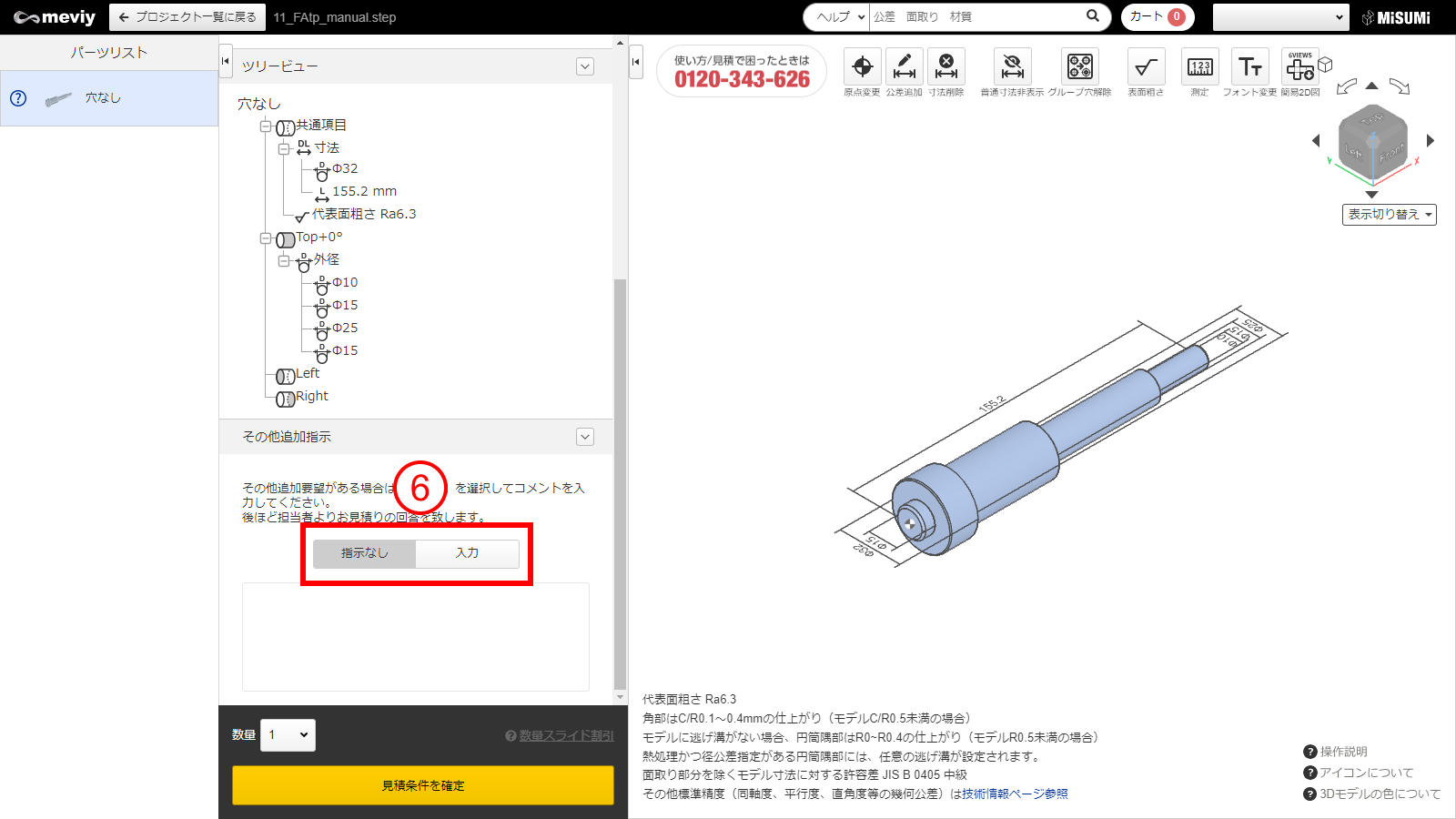
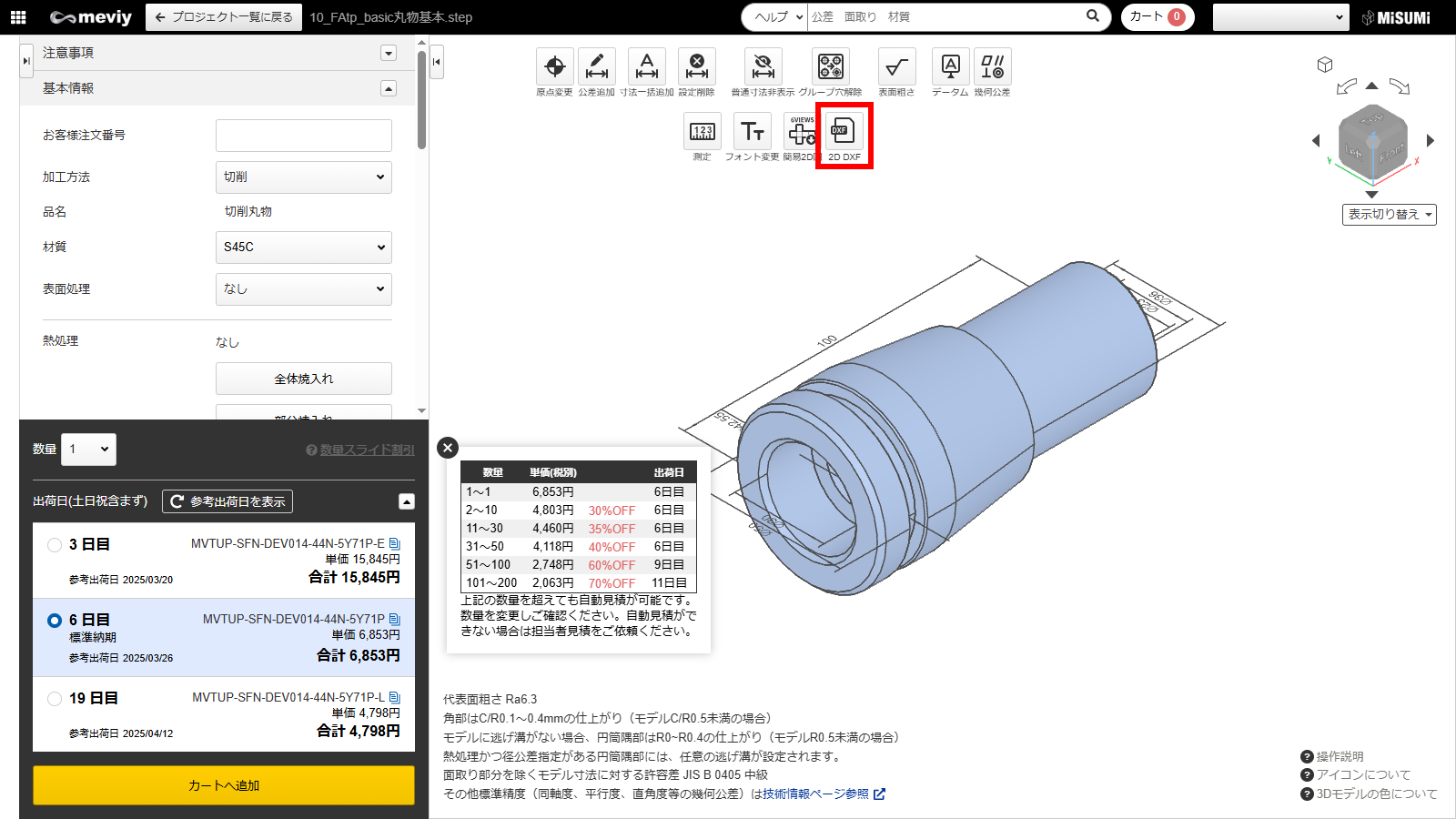
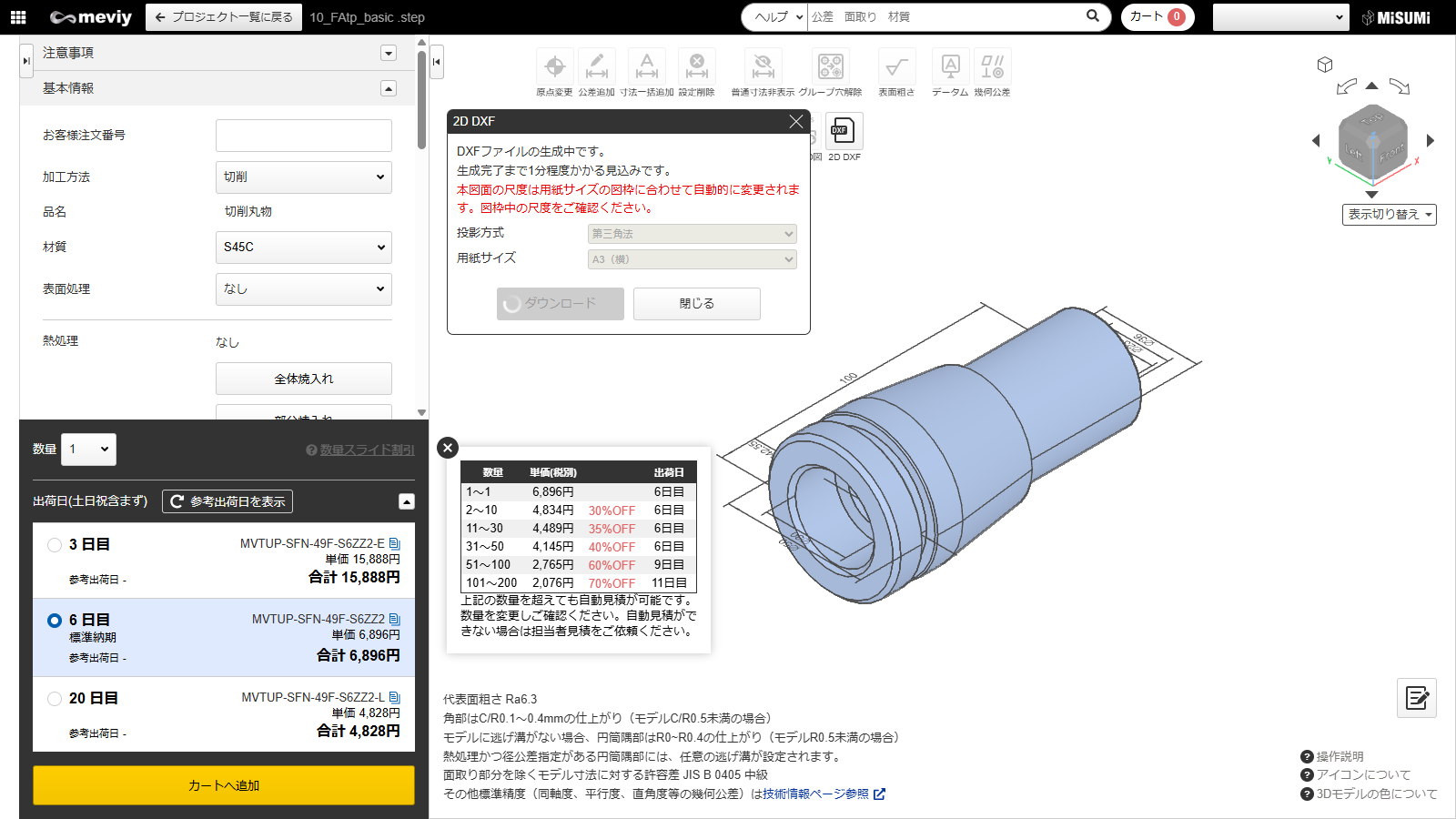
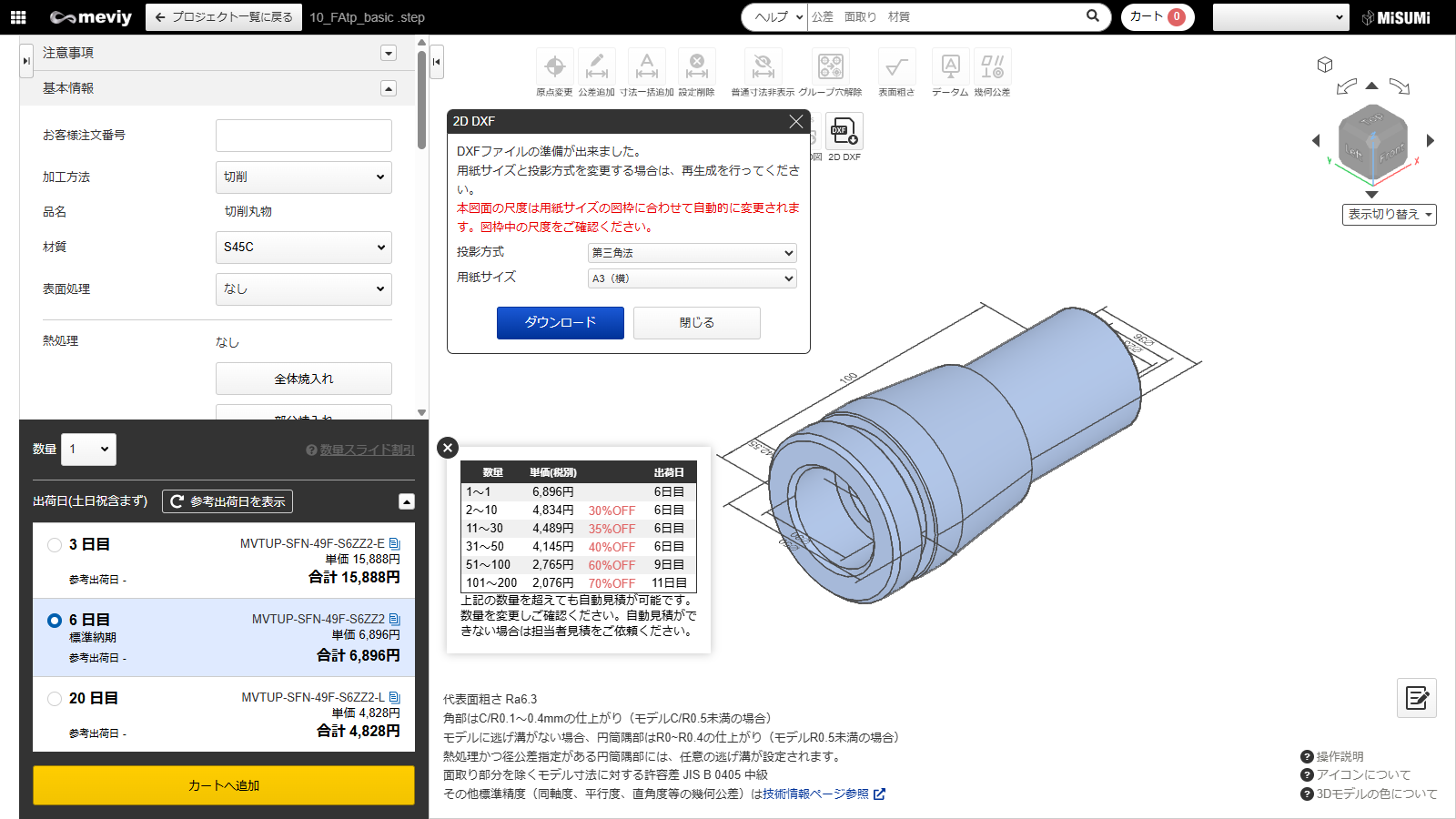
| 3D モデルの各ビュー方向をキャプチャし、第三角法で配置した画像ファイルをダウンロード出来ます。 |
表⽰しているパーツの向きをキューブの回転に合わせて変更できます。
![]() [アイソメ表示]をクリックすると、アイソメ図(初期姿勢)に戻ります。
[アイソメ表示]をクリックすると、アイソメ図(初期姿勢)に戻ります。
memo
memo

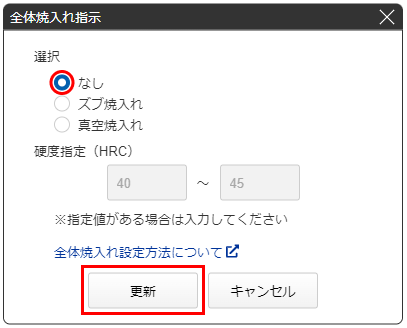
![[更新]をクリック](https://jp.meviy.misumi-ec.com/help/ja/wp-content/uploads/2023/05/18442_03.png)
ポイント
memo
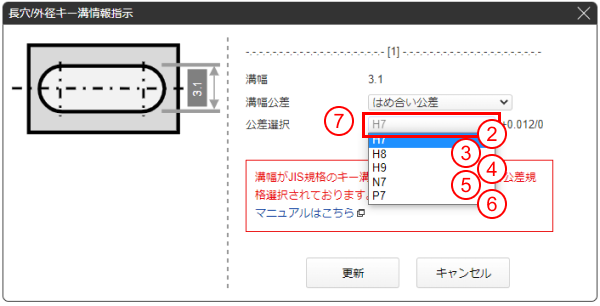
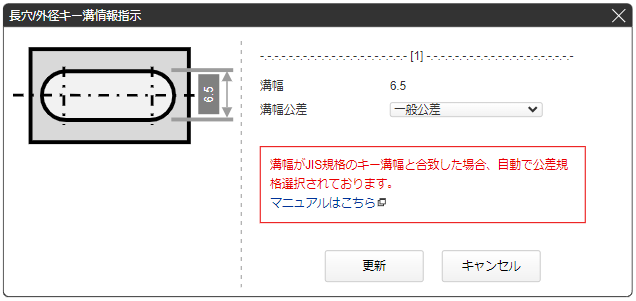
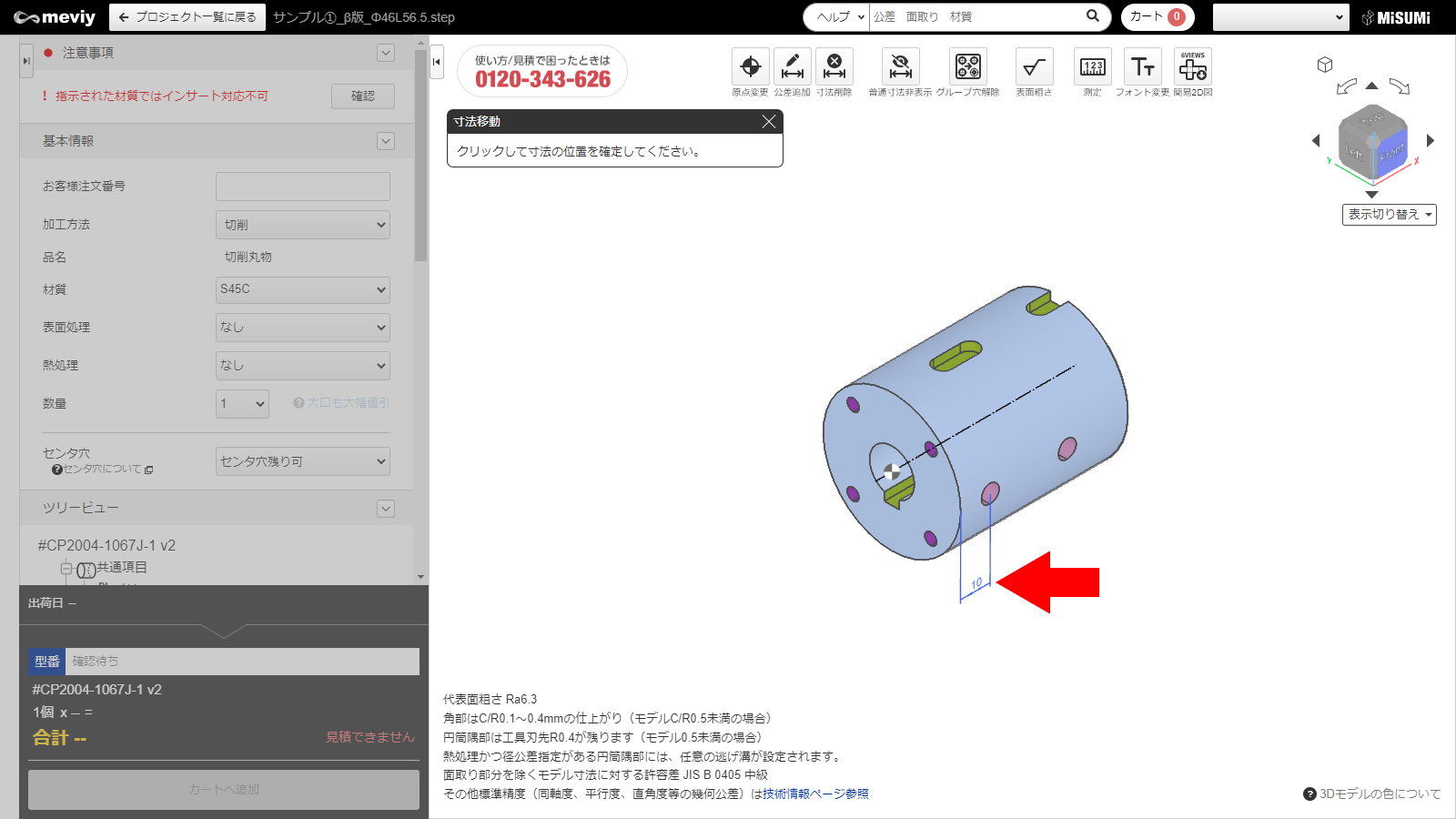
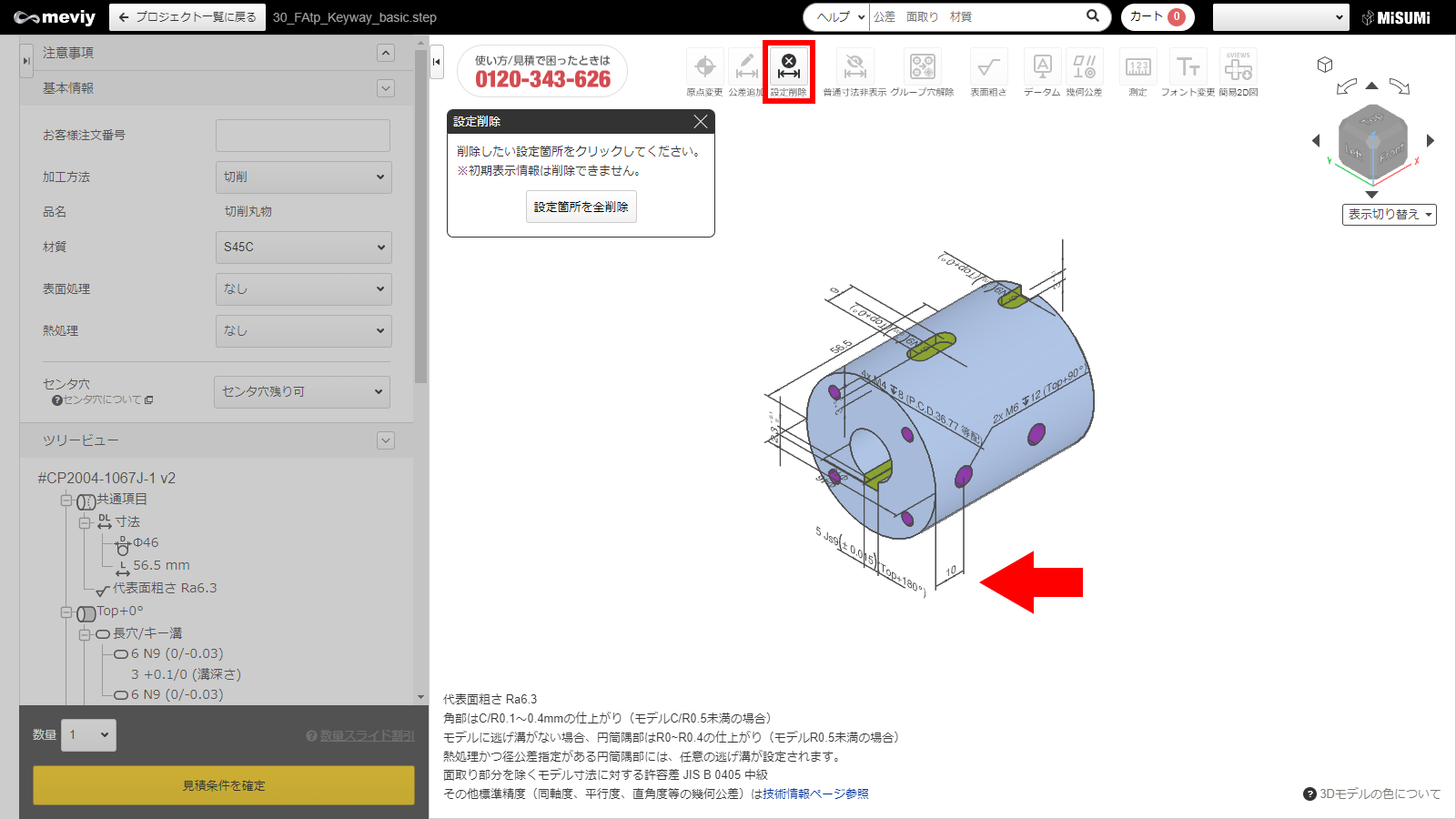
![表示された[長穴/外径キー溝情報指示ダイアログ]から公差を選択し、[更新]をクリックします。](https://jp.meviy.misumi-ec.com/help/ja/wp-content/uploads/2023/05/18450_02.png)
![表示された[長穴/外径キー溝情報指示ダイアログ]から公差を選択し、[更新]をクリックします。](https://jp.meviy.misumi-ec.com/help/ja/wp-content/uploads/2023/05/18450_04.png)
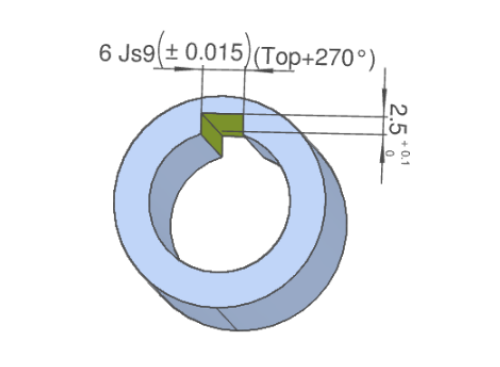
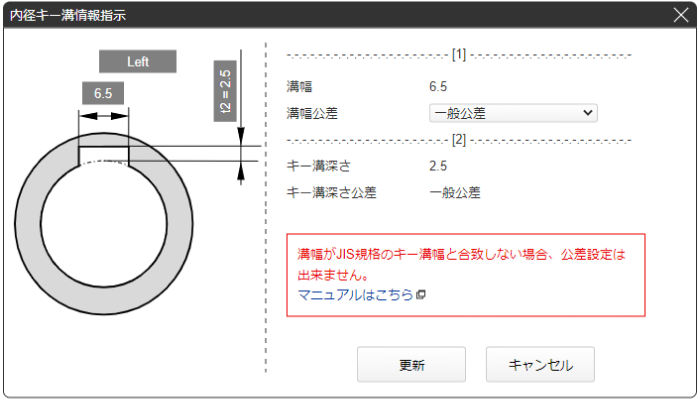
![2. 表示された[内径キー溝情報指示ダイアログ]から公差を選択し、[更新]をクリックします。](https://jp.meviy.misumi-ec.com/help/ja/wp-content/uploads/2023/05/18450_06.png)
memo
ポイント
注意
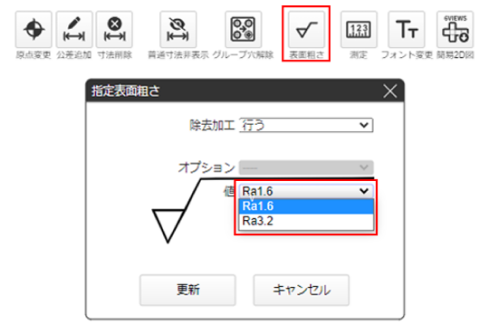
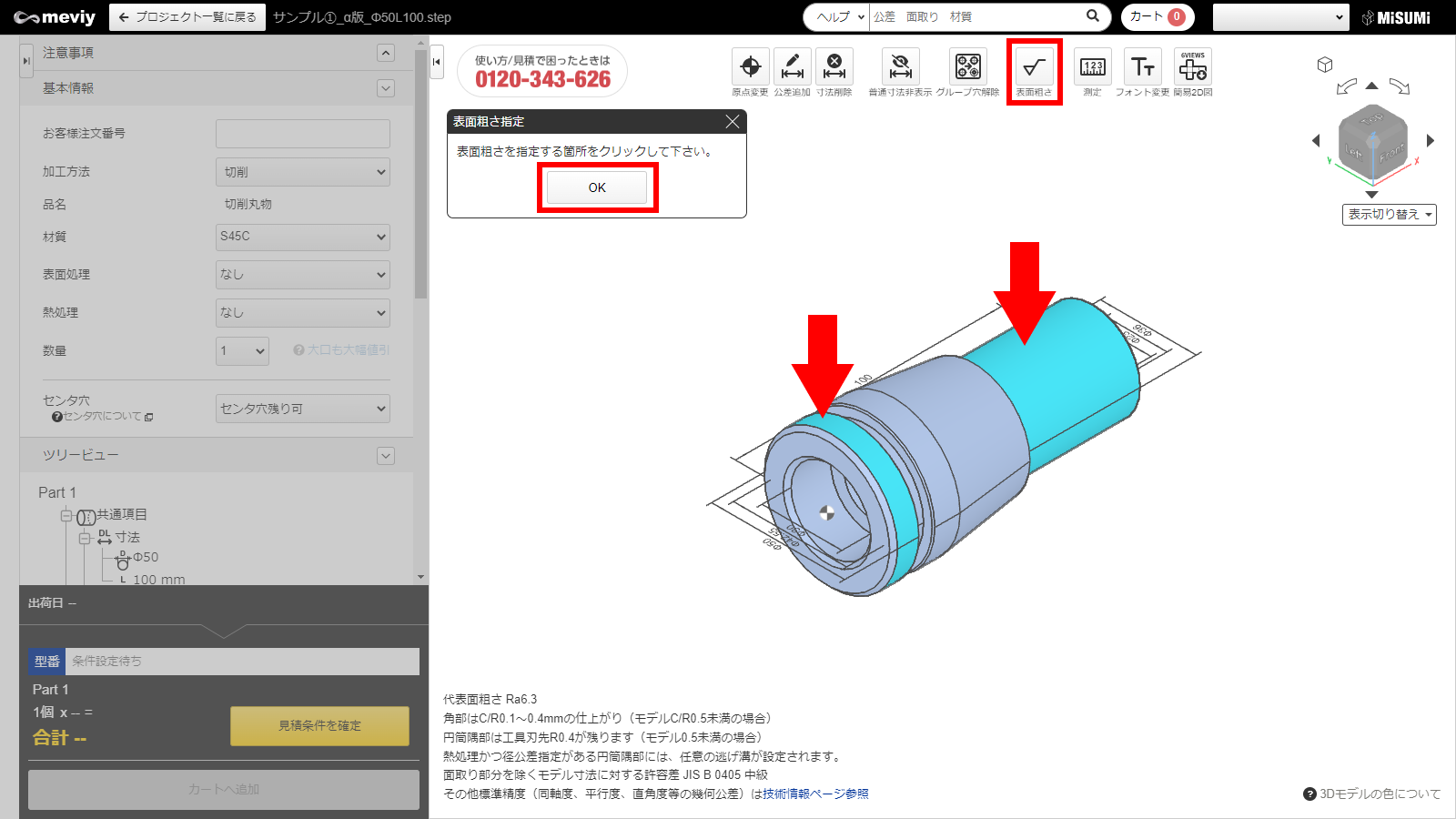
![表示された[代表面粗さダイアログ]から「種類」「値」を選択し、[更新]をクリックします。](https://jp.meviy.misumi-ec.com/help/ja/wp-content/uploads/2023/05/18452_02.png)
注意
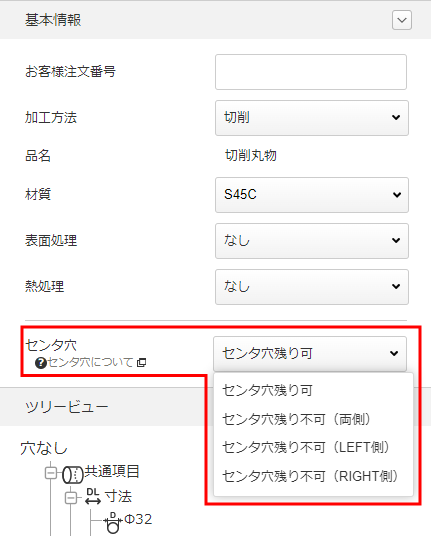
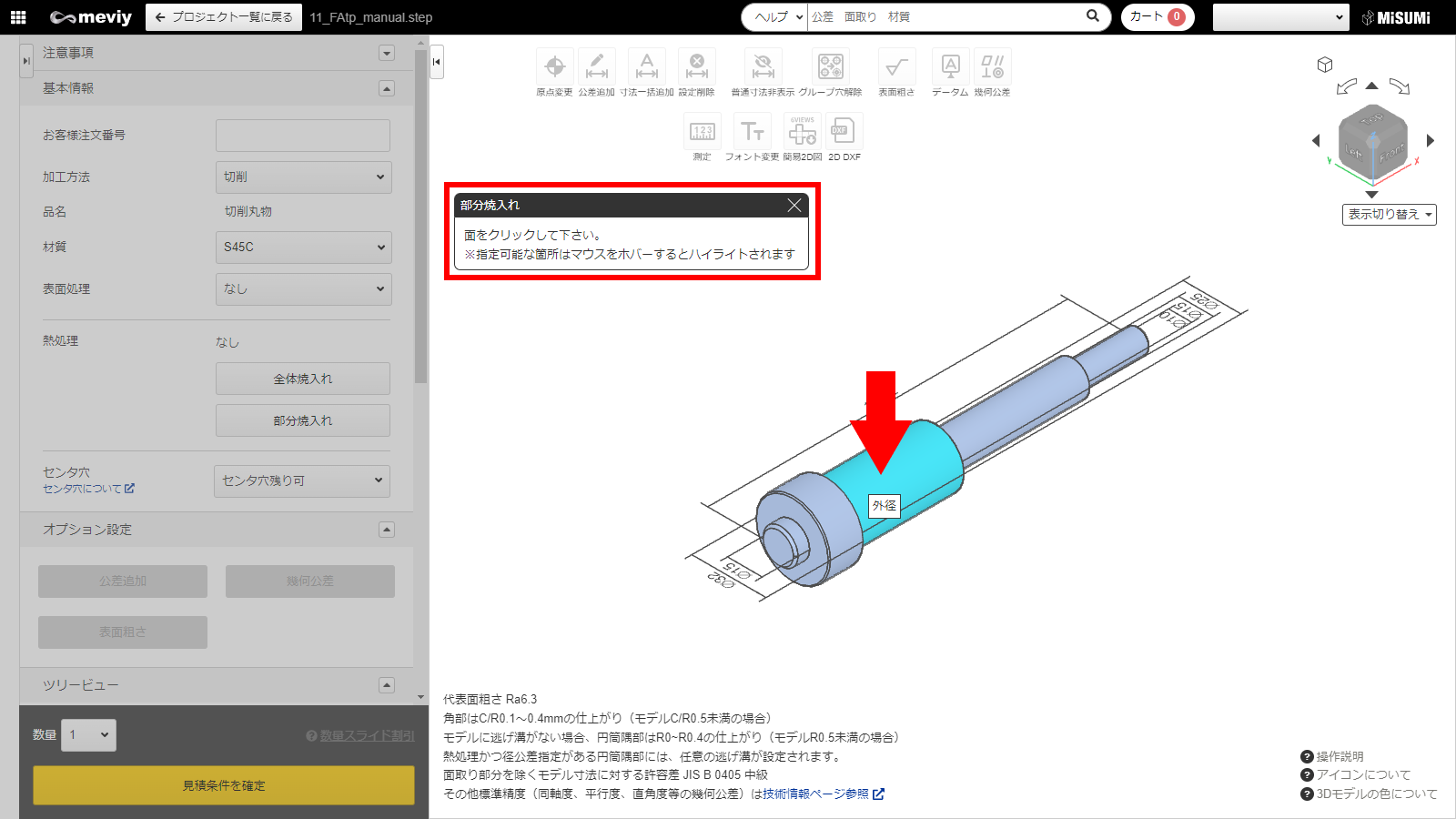
選択不可である面はマウスをホバーしたら「選択不可」のアイコンが表示されます。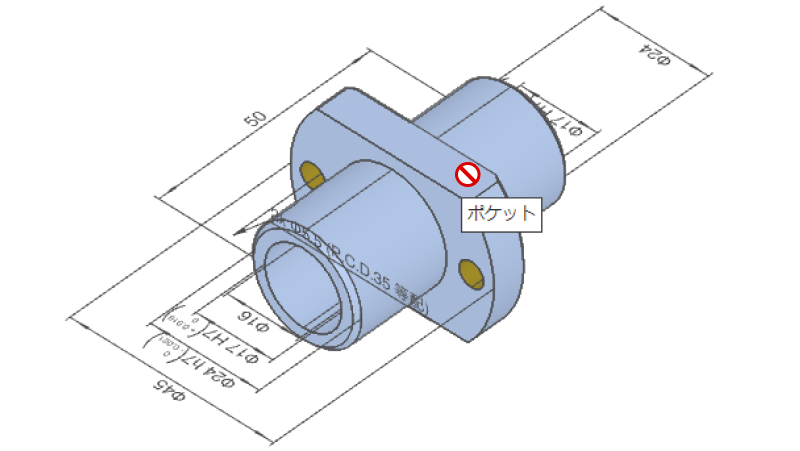 +
+
memo
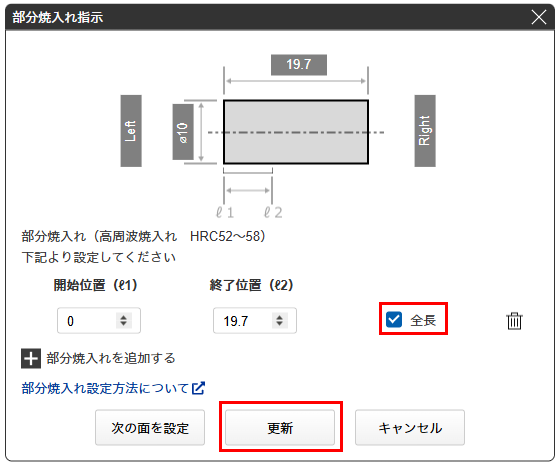
開始・終了位置を指定することもできます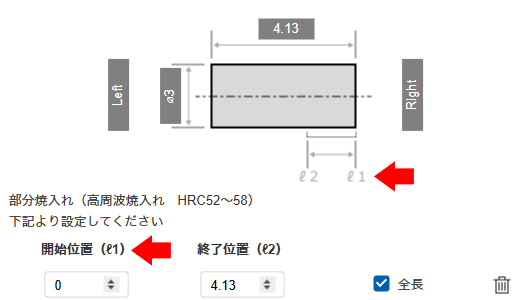 |
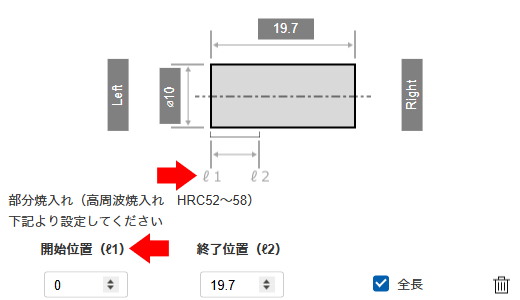 |
| Right側開始位置 | Left側開始位置 |
|---|
memo
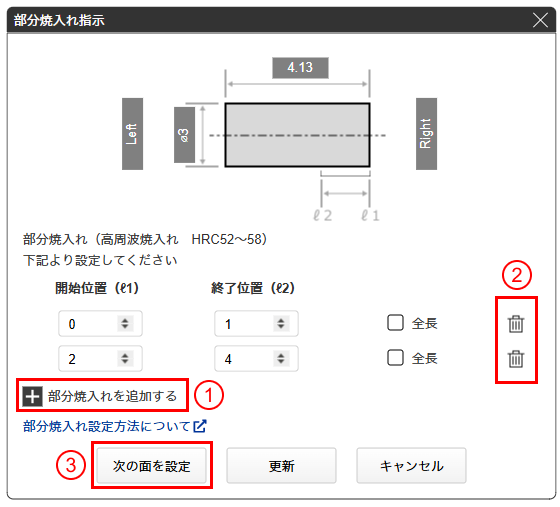 |
①同一面内で複数個所指示ができます。
|
注意
注意
選択不可である面はマウスをホバーしたら「選択不可」のアイコンが表示されます。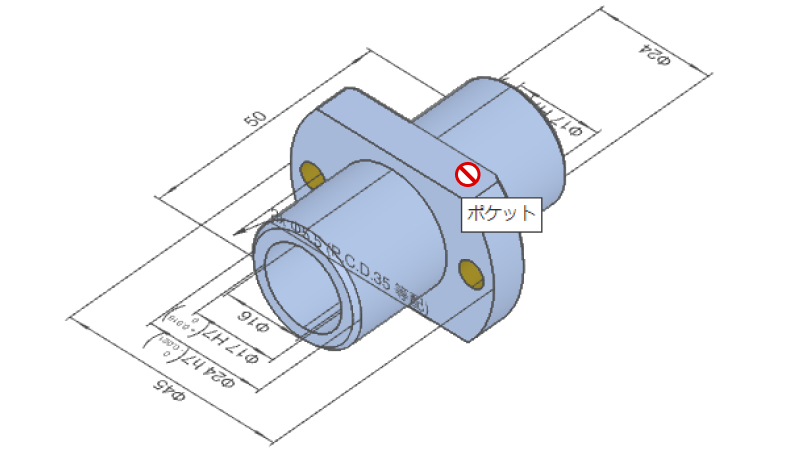


注意
選択不可である面はマウスをホバーしたら「選択不可」のアイコンが表示されます。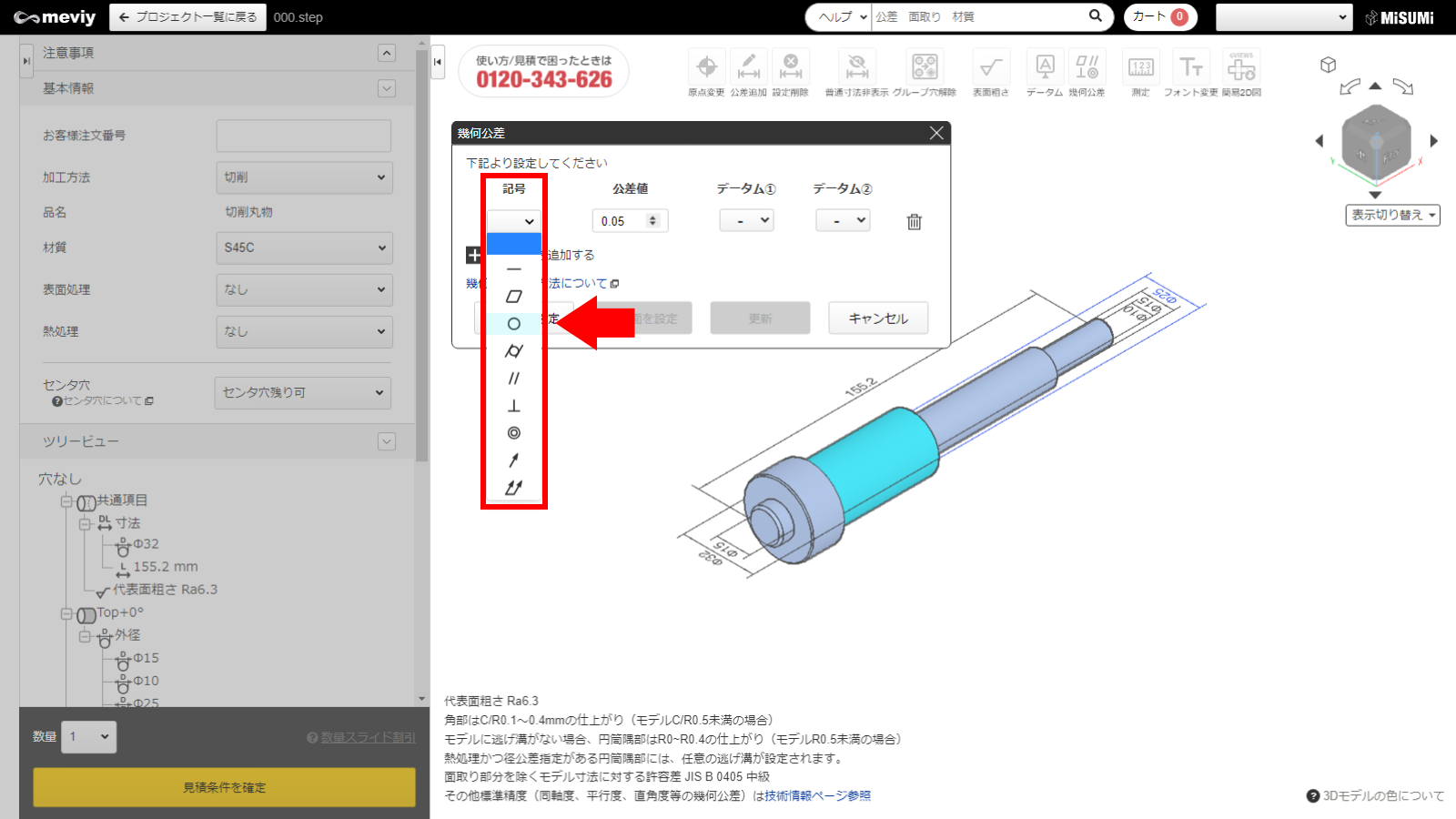
| 記号 | 平面 | 円筒面 | データム | |
|---|---|---|---|---|
| 平面度 | 〇 | – | – | |
| 平行度 | 〇 | – | 要 | |
| 直角度 | 〇 | 〇 | 要 | |
| 真円度 | – | 〇 | – | |
| 同軸度 | – | 〇 | 要 | |
| 真直度 | – | 〇 | – | |
| 円筒度 | – | 〇 | – | |
| 円周振れ | – | 〇 | 要 | |
| 全振れ | – | 〇 | 要 |
ポイント
ポイント


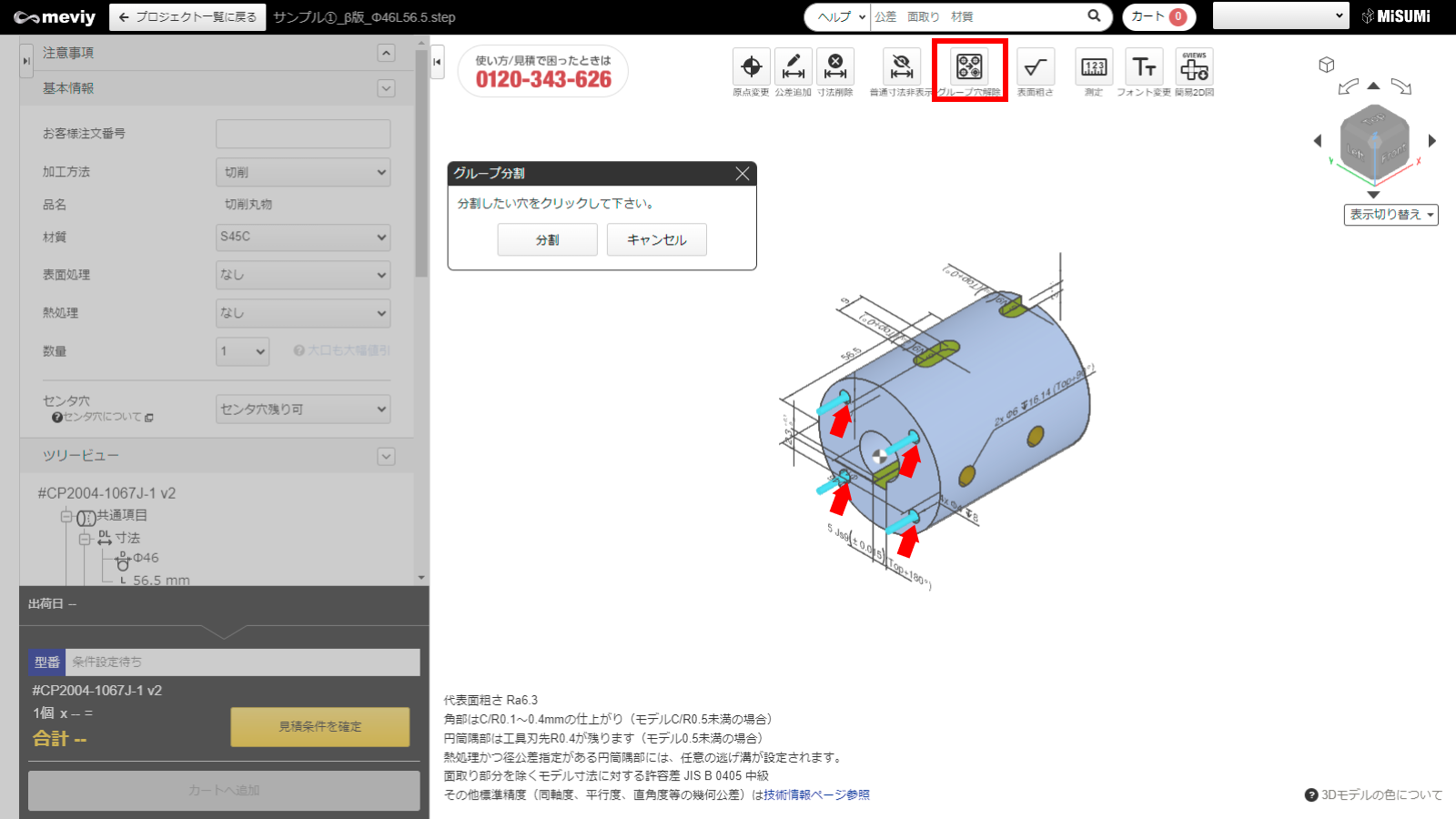
 をクリックし、グループ化された穴を選択します。
をクリックし、グループ化された穴を選択します。
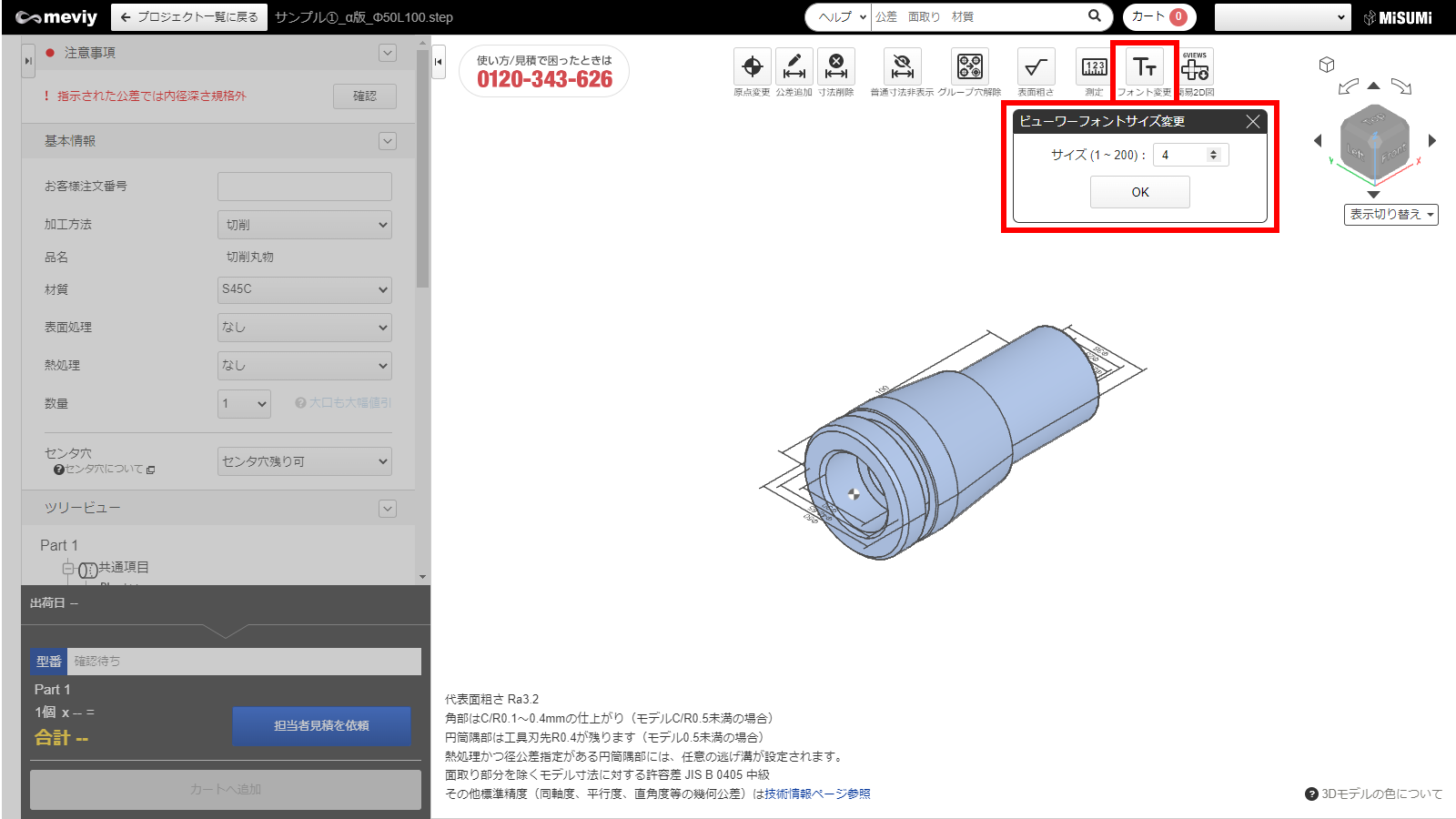
 をクリックします。[ビューワーフォントサイズ変更]ダイアログが表示されます。
をクリックします。[ビューワーフォントサイズ変更]ダイアログが表示されます。 ![サイズを変更し、[OK]をクリックします。](https://jp.meviy.misumi-ec.com/help/ja/wp-content/uploads/2023/06/18454_02.png)
 )を加工基準とし、一般公差を保証します。
)を加工基準とし、一般公差を保証します。
 をクリックします。
をクリックします。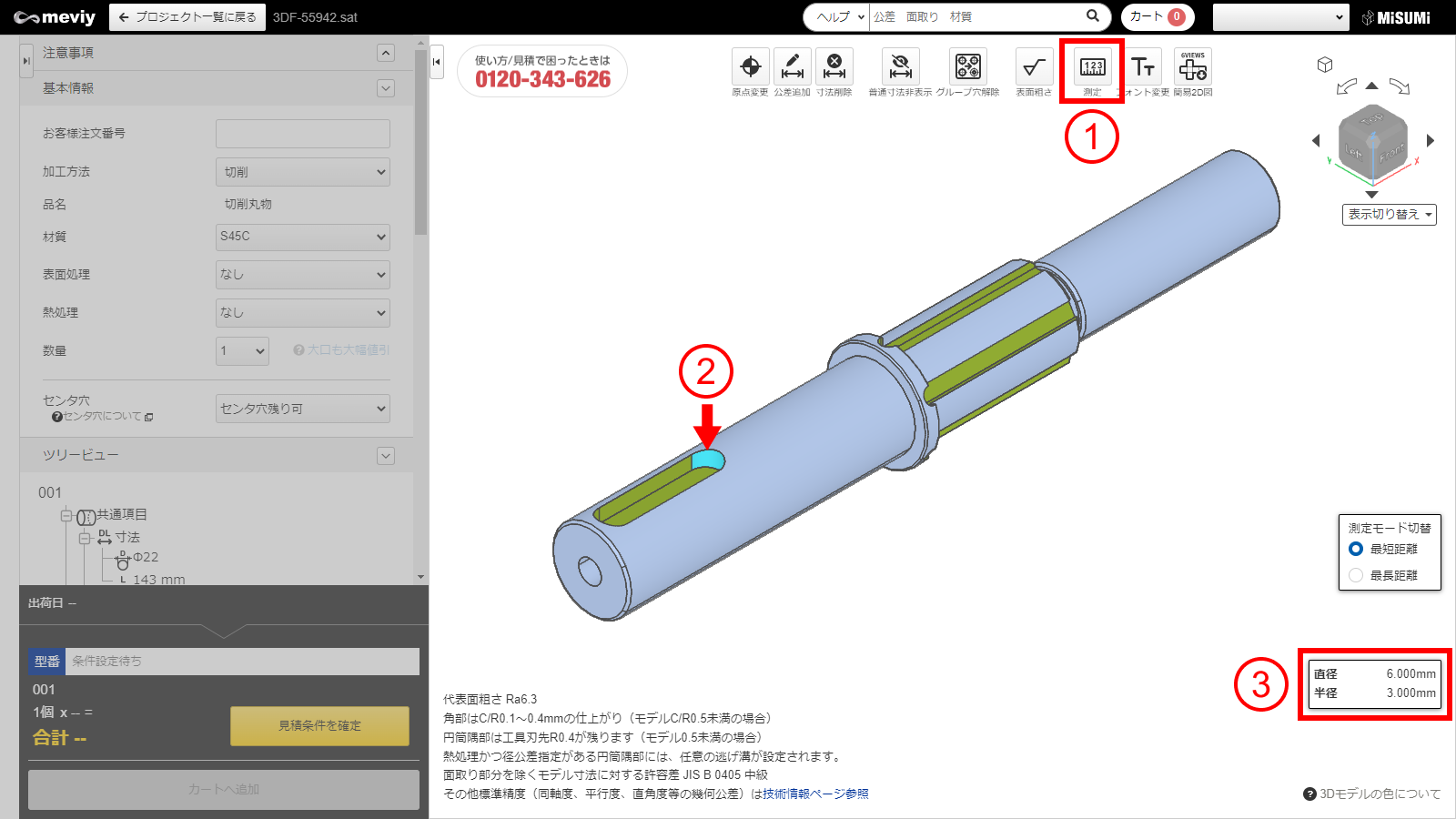 をクリックします
をクリックします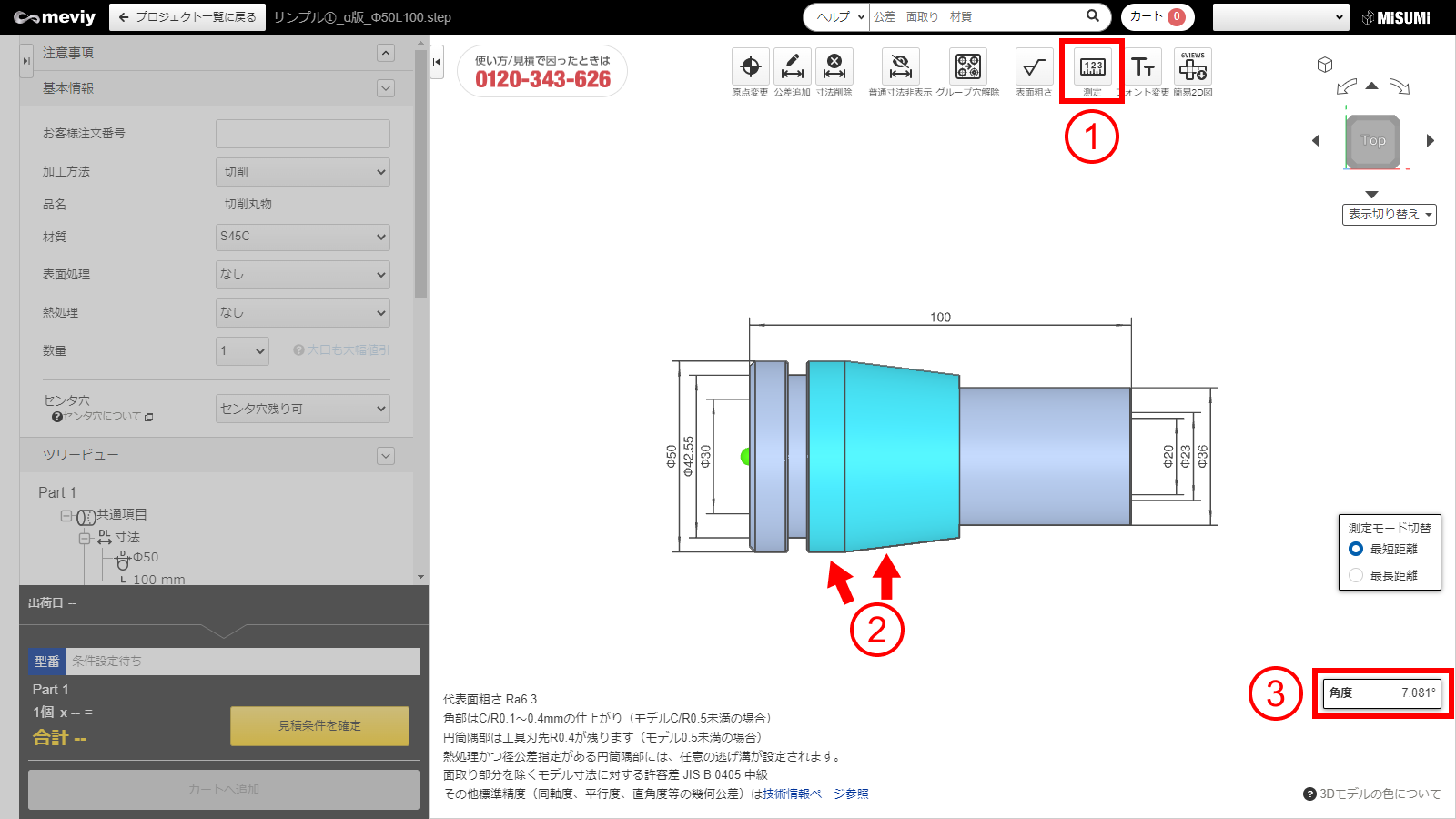 をクリックします
をクリックします
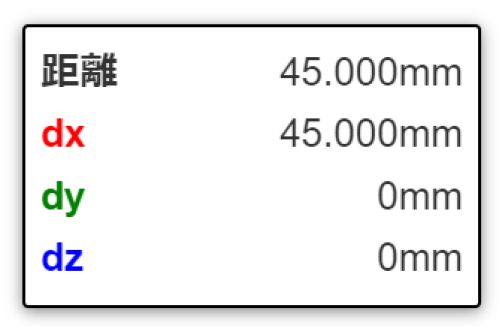
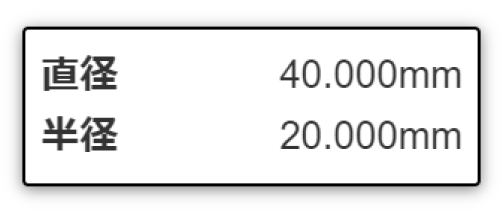
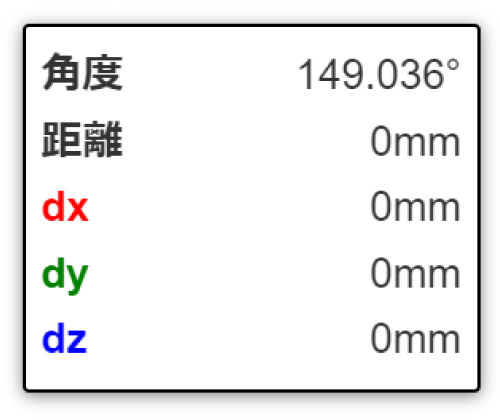
| 距離測定 | R値 | 角度 |
|---|---|---|
 |
 |
 |
| 最長距離 | 最短距離 |
|---|---|
 |
 |
 を選択します。
を選択します。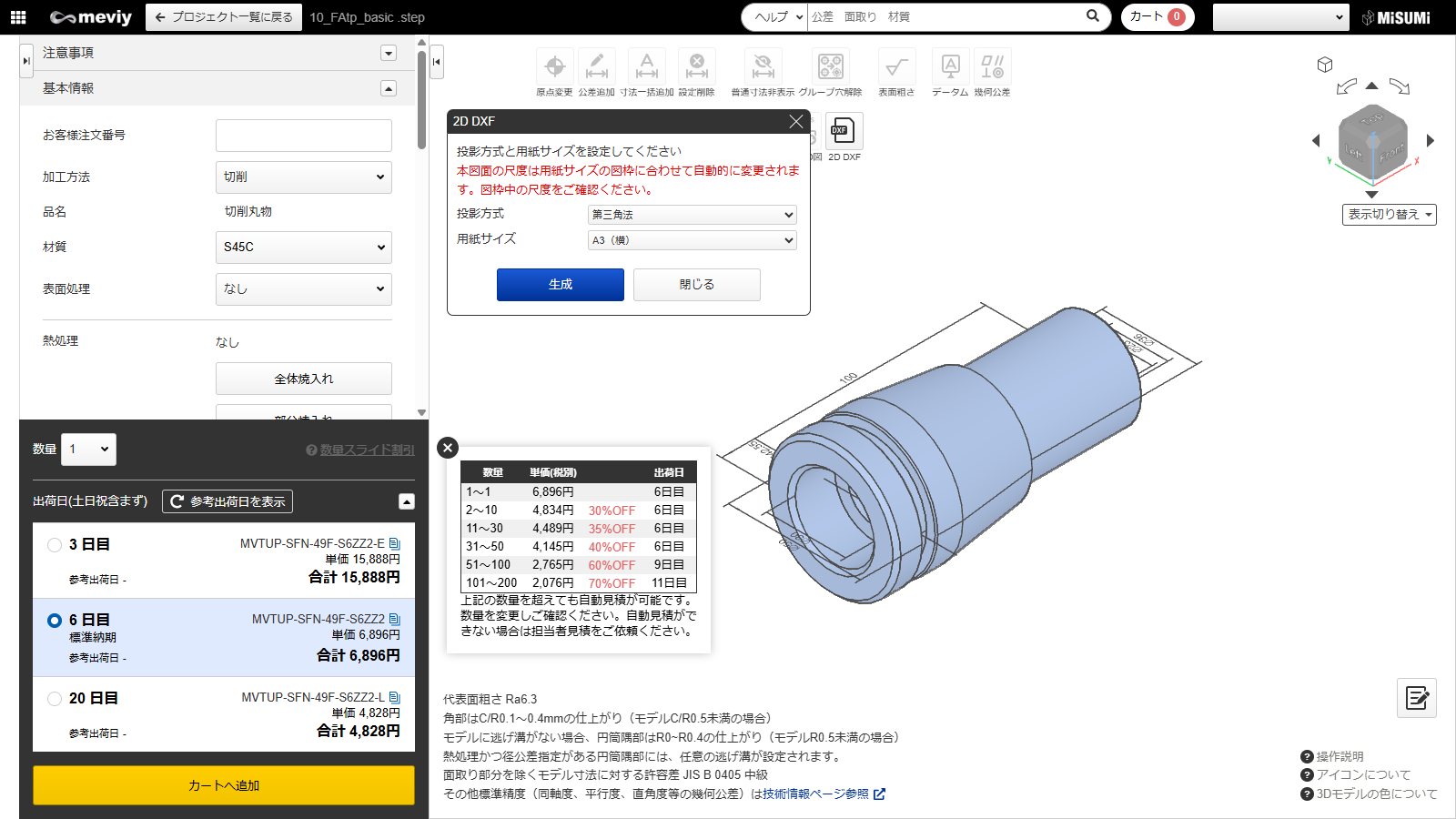



| 機能・動作 | キーボード入力 | |
|---|---|---|
| 原点変更 | O | |
| 公差追加 | W | |
| 寸法一括追加 | [Shift] + W | |
| 設定削除 | D | |
| 普通寸法非表示 | [Shift] + H | |
| グループ穴解除 | S | |
| 表面粗さ | R | |
| 測定 | M | |
|
|
データム | [Shift] + G |
| 断面表示 | [Shift] + S | |
| 機能・動作 | キーボード入力 | |
|---|---|---|
|
|
幾何公差 | G |
| フォント変更拡大 | [Alt] + ↑ | |
| フォント変更縮小 | [Alt] + ↓ | |
| 簡易2D図 | [Shift] + C | |
| 画面にフィット | [Ctrl] + F | |
| アイソメ表示 | [Ctrl] + I | |
| パーツ表示拡大 | [Ctrl] + ↑ | |
| パーツ表示縮小 | [Ctrl] + ↓ | |
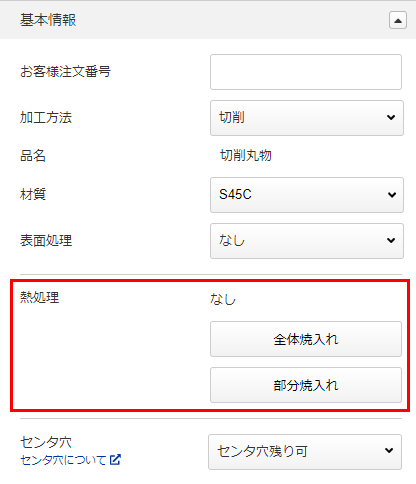
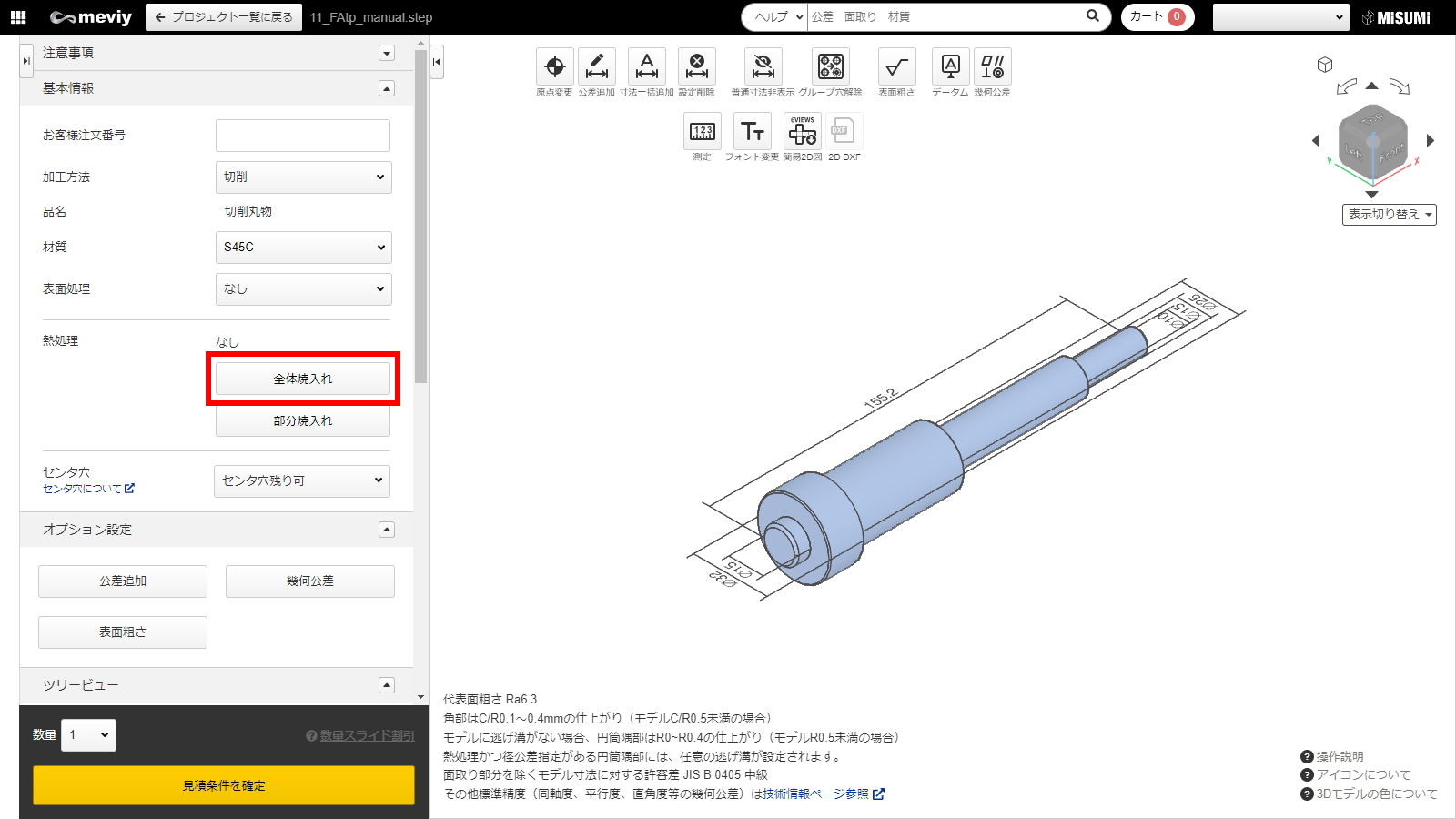
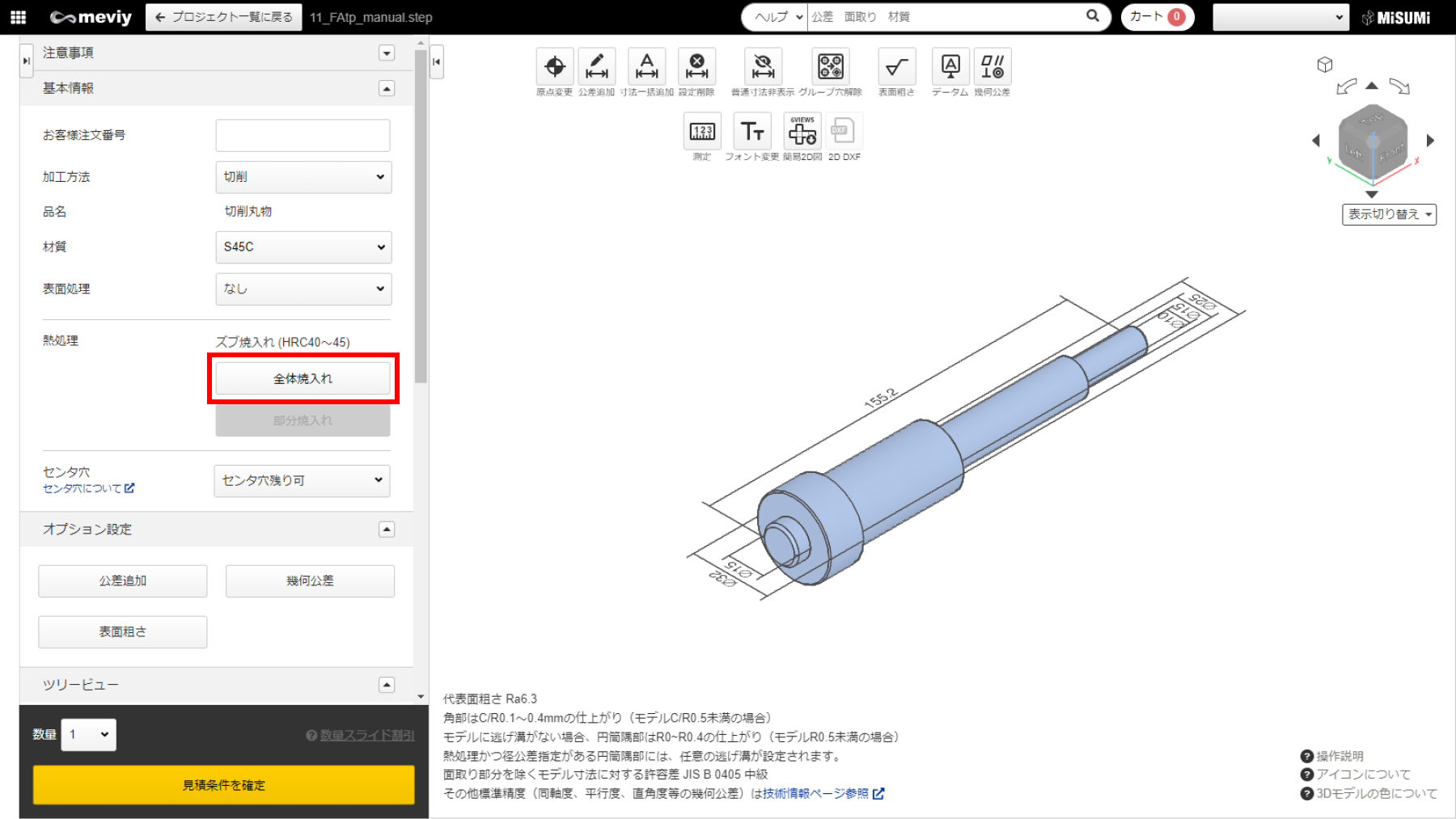
| 全体焼入れ | Q | |
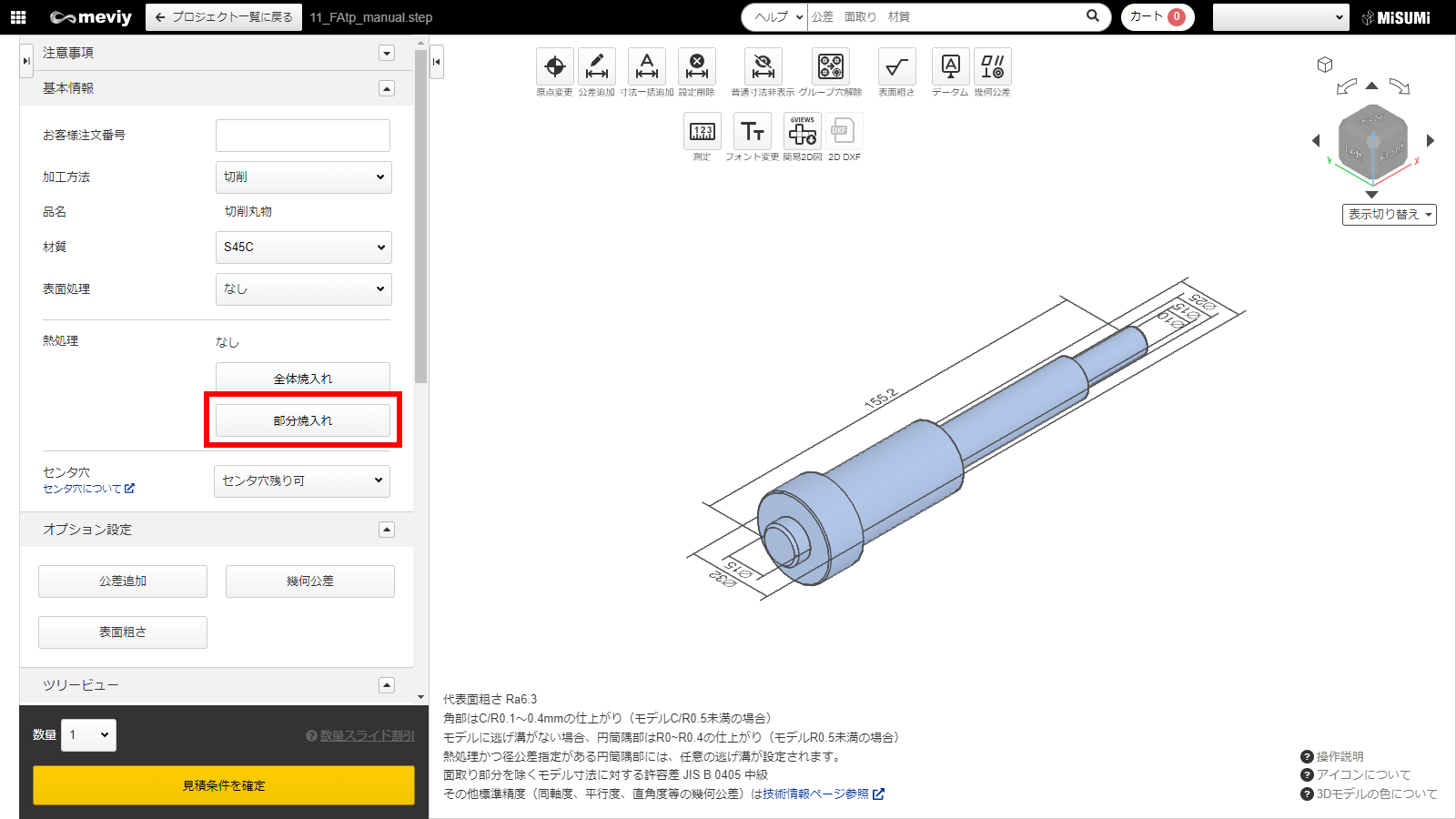
| 部分焼入れ | [Shift] + Q | |



よくある質問
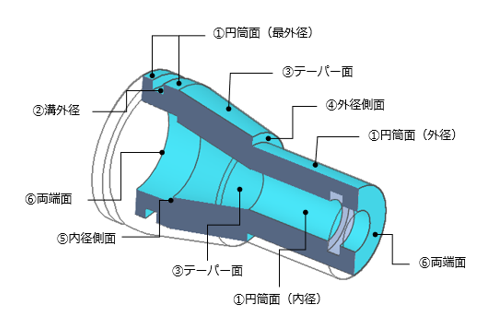
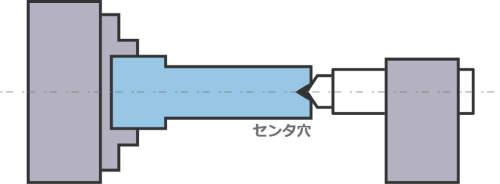
切削丸物について