最終更新日:2026/05/29
「機能の使い方」「エラーの解決方法」「新商品の情報」
など知りたい情報をまとめて収集できます!

切削丸物の全技術情報「使い方-詳細マニュアル(PDF版)」はコチラ >>

memo
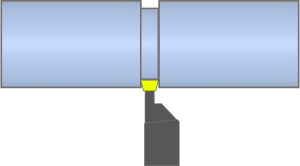
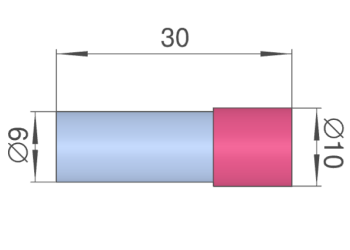
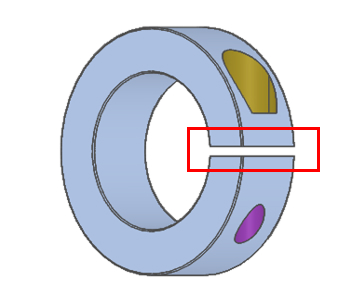
外径溝入れ加工
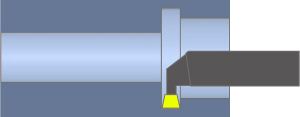
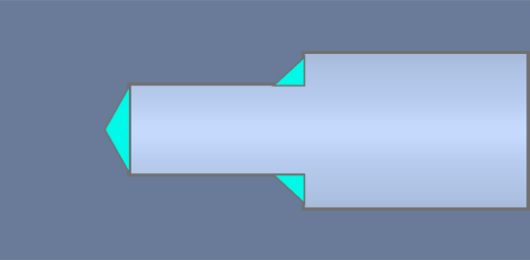
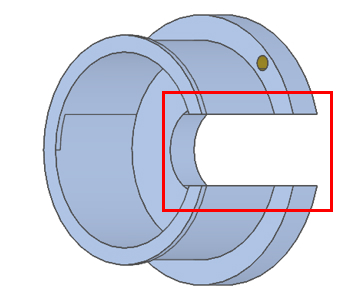
内径溝入れ加工

注意
memo
| 形状パターン | 内径段差なし | 内径段差あり |
|---|---|---|
| A |  |
 |
| ドリル先端形状が残る(1mm以上の底面フラットを確保) | ||
| B | 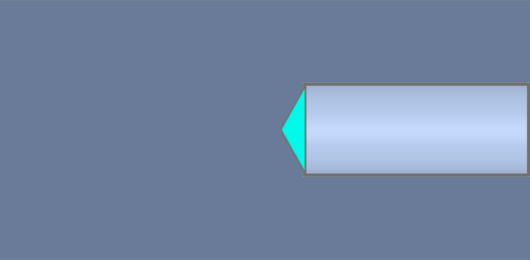 |
 |
| ドリル先形状が残り、底面フラットなし | ||
ポイント
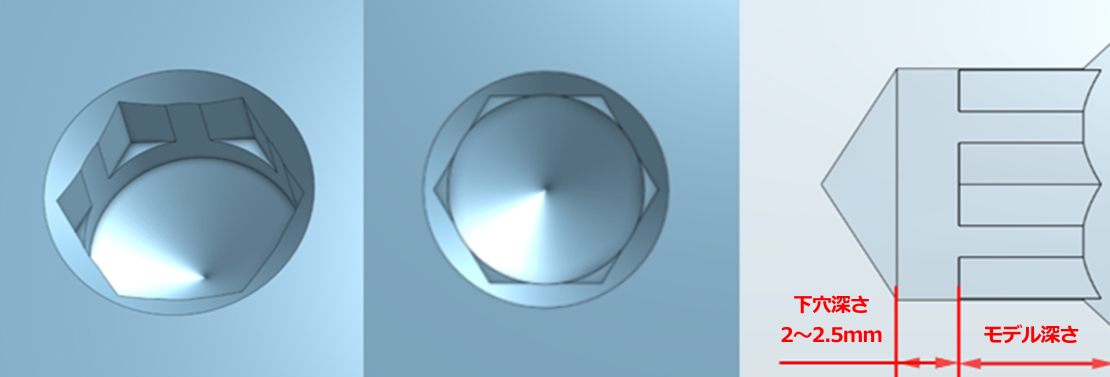
下記のメッセージが表示された場合、ドリルでの加工になります。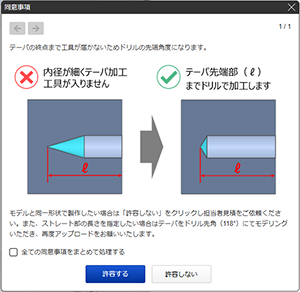
memo

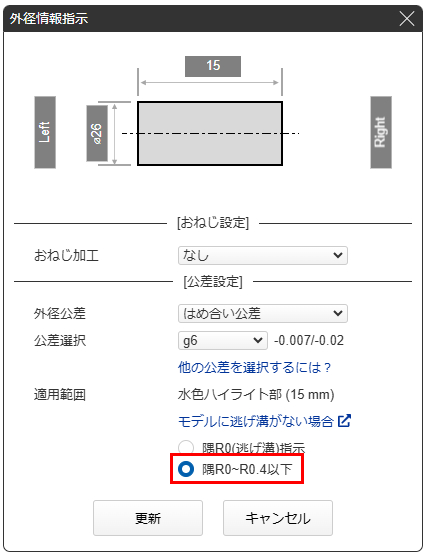
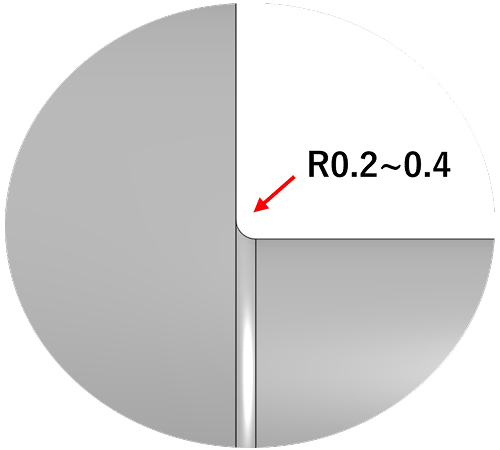
ポイント
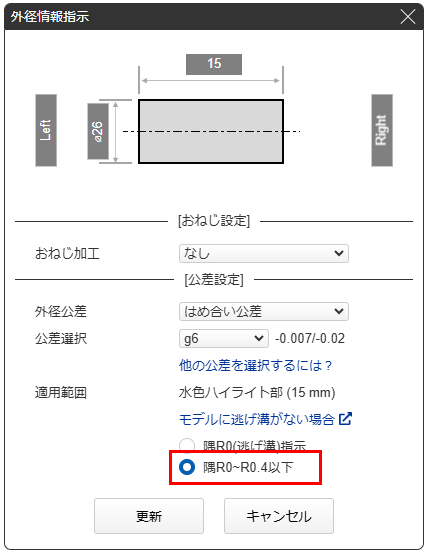
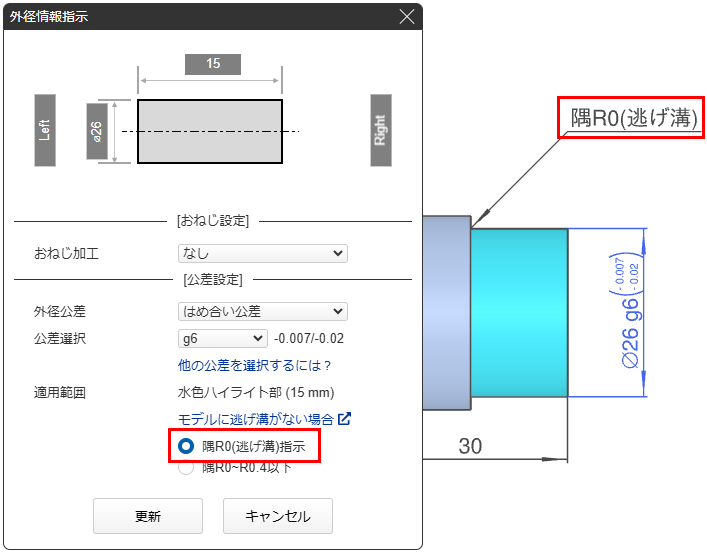
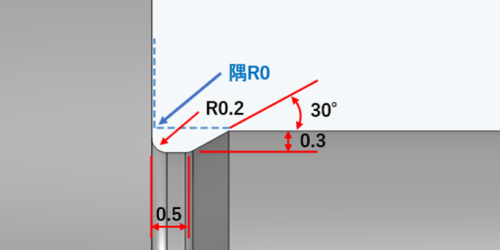
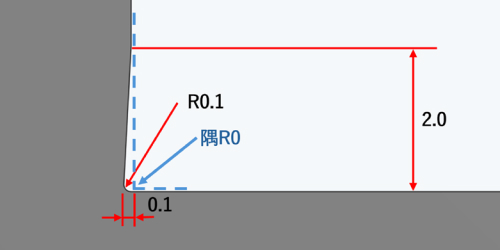
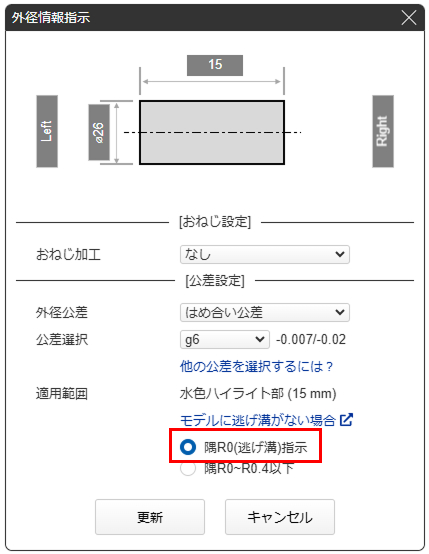
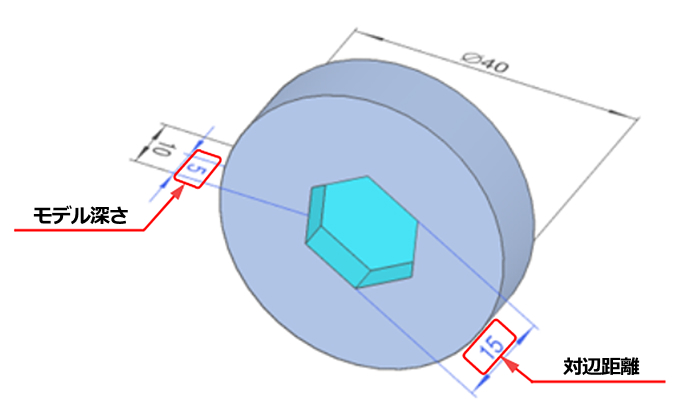
隅R0に使用する工具はR0.1~R0.4以下と幅があり、よって深さは0.5mmより小さい場合もあります。選択はできません。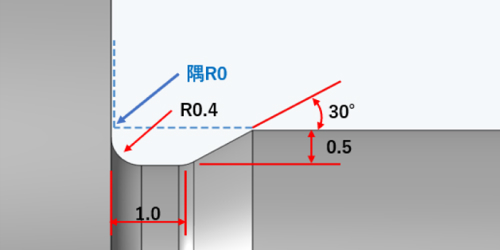
memo
| ①隅R0.5以上でモデリングがある | ②モデルに逃げ溝がある |
 |
 |
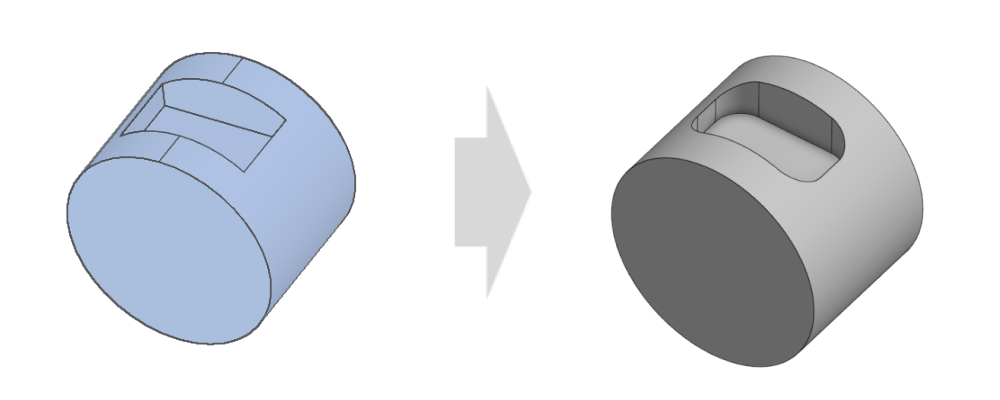
ポイント
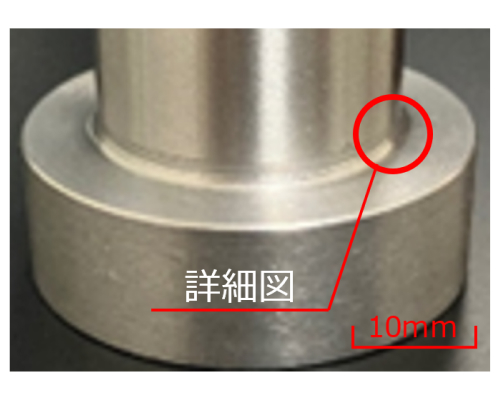
加工後の仕上がり形状
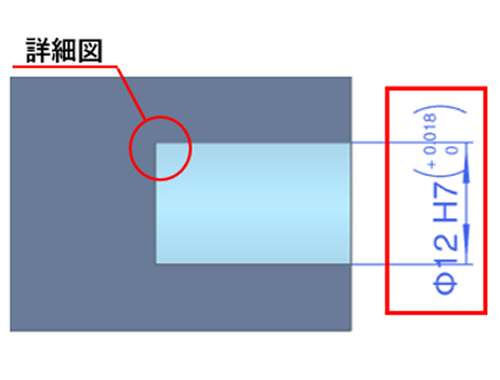
詳細図
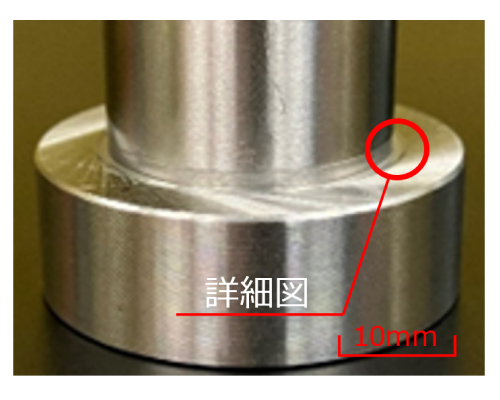
加工後の仕上がり形状
詳細図
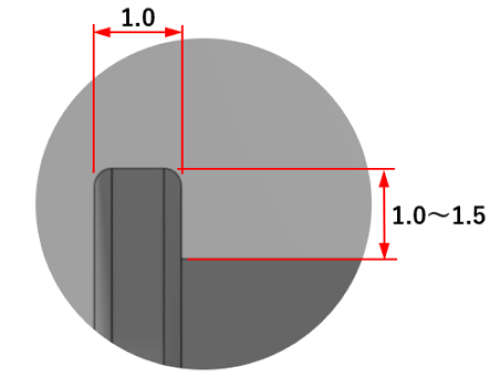
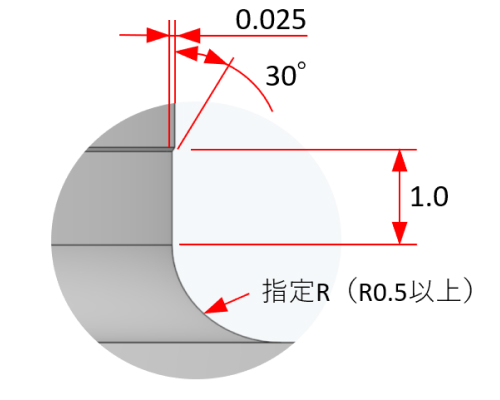
 隅部にR0.5以上のモデリング加工後の仕上がり形状詳細図
隅部にR0.5以上のモデリング加工後の仕上がり形状詳細図memo

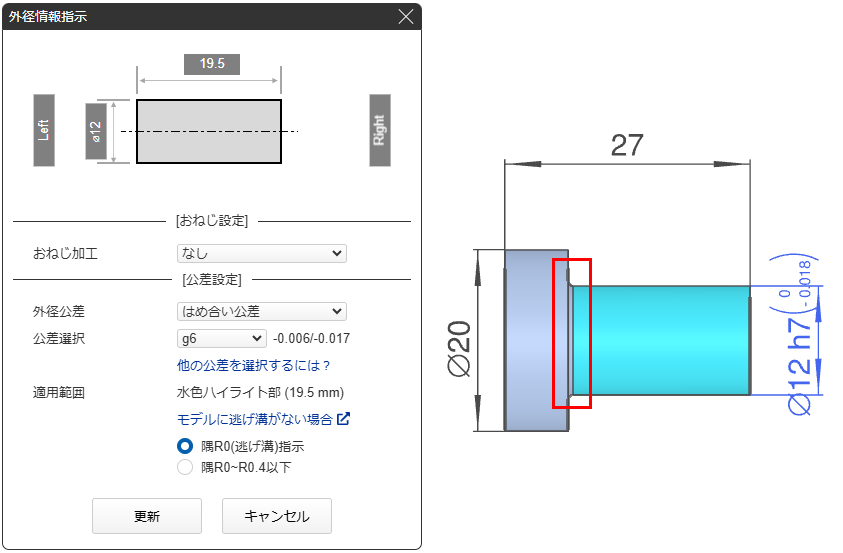
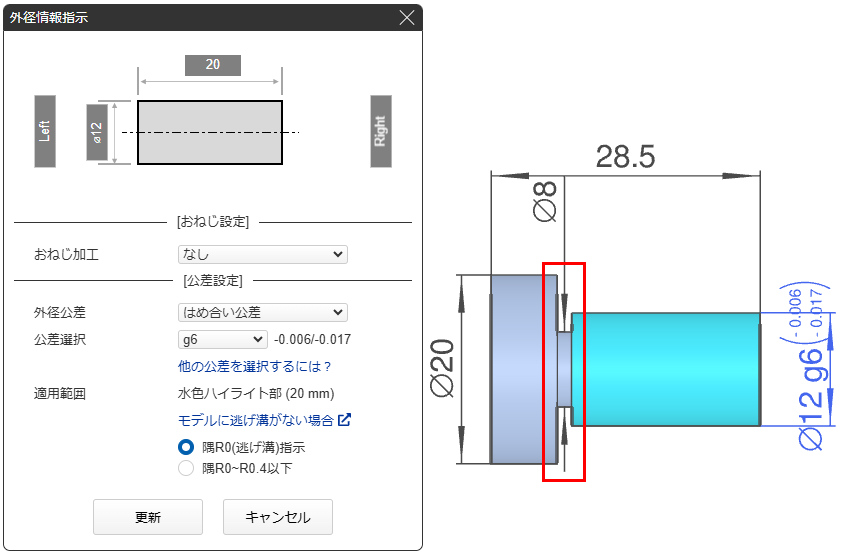
ポイント
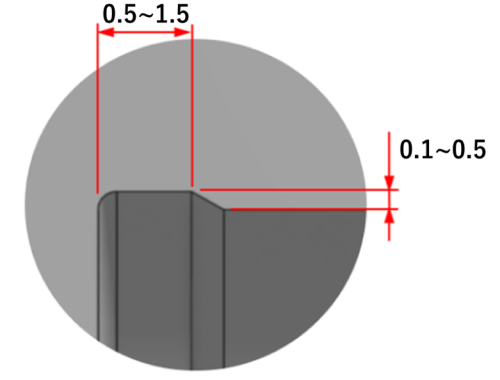
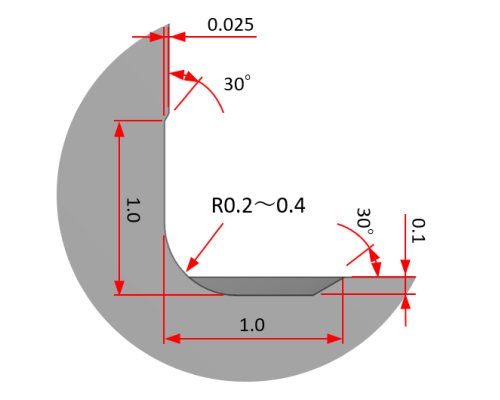
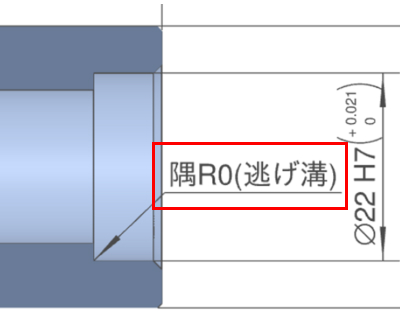
隅R0(逃げ溝)を指定した際には、下記形状での仕上がりとなります。
memo
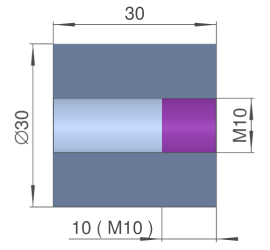
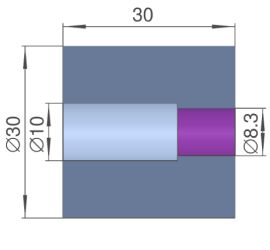
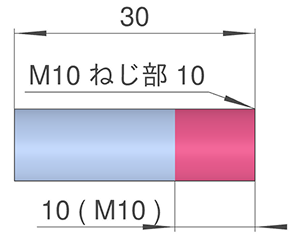
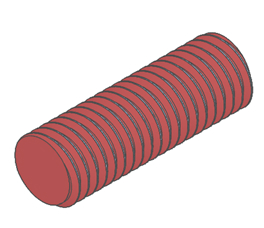
| おねじ | めねじ | ||
|---|---|---|---|
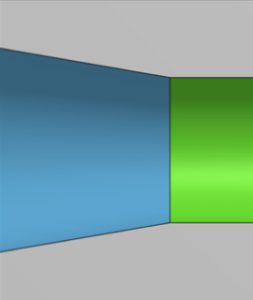
| モデリング | 逃げ溝なし | 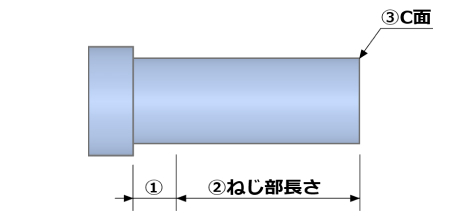 |
 |
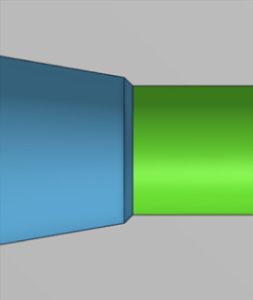
| 逃げ溝あり | 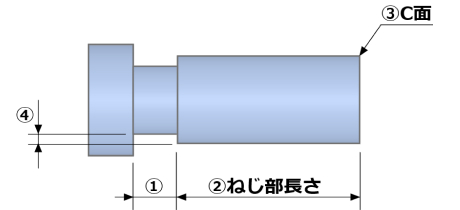 |
 |
|
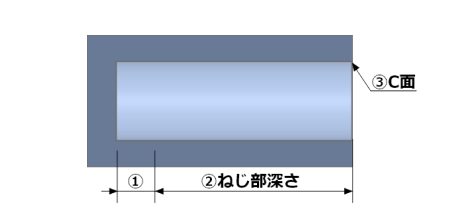
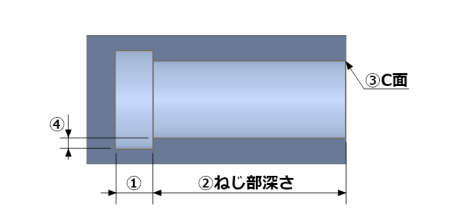
| ①不完全ねじ部長さ 逃げ溝幅の下限値 | ピッチ×2.0 | ピッチ×2.5 + 2 | |
| ②ねじ部長さ(おねじ) ねじ部深さ(めねじ)の下限値 | ピッチ×2.0 | ピッチ×2.0 | |
| ③C面 | バリの出ない様に面取り加工 | バリの出ない様に面取り加工 | |
| ④逃げ溝深さ最小値 | ピッチ×0.75 | ピッチ×0.75 | |
注意
④逃げ溝深さ最小値を「ピッチx0.75」以下に設定したモデルは加工は可能ですが、ねじ跡が残ります。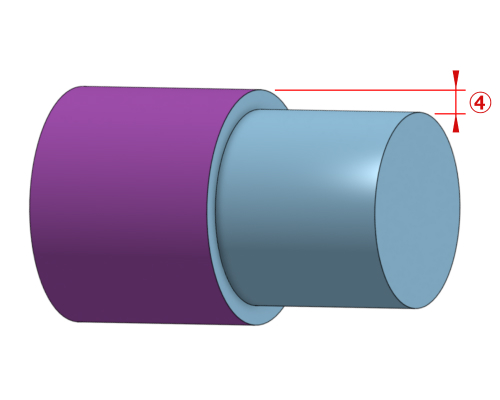 参考モデル
参考モデル
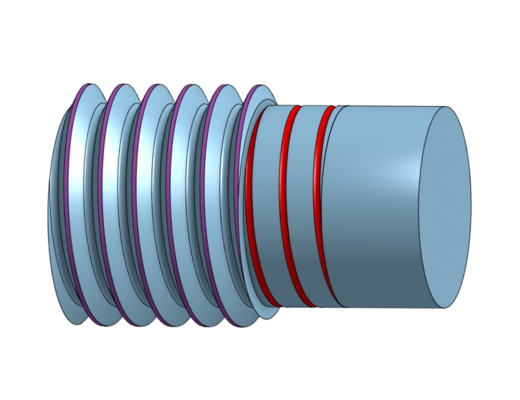 実際の加工後の仕上がり形状
実際の加工後の仕上がり形状ポイント
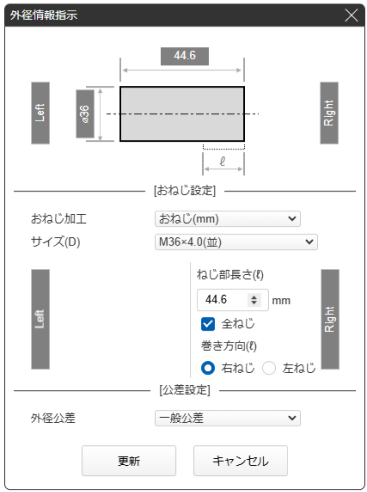
下図赤枠に表示された【お知らせ】では適用される、ねじ部長さ/ねじ部深さ記載しています。|
例1)外径情報指示:おねじ ねじ部長さ
36.6mm = 44.6mm – 4.0(ピッチ) × 2.0 |
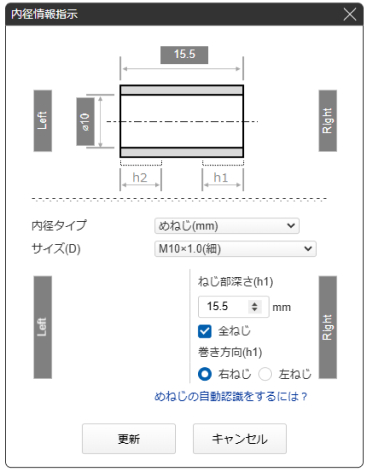
例2)内径情報指示:めねじ ねじ部深さ
11.0mm = 15.5mm – (1.0(ピッチ) × 2.5 + 2.0) |
|
|
注意
 ISO規格(またはJIS B 0203)に基づいて加工
ISO規格(またはJIS B 0203)に基づいて加工  モデル通りに加工
モデル通りに加工 
注意
評価の取り消しは評価した記事一覧にて可能です。
