おねじ・めねじ/キー溝/穴/ポケット規格
最終更新日:2026/06/04
「機能の使い方」「エラーの解決方法」「新商品の情報」
など知りたい情報をまとめて収集できます!

切削丸物の全技術情報「使い方-詳細マニュアル(PDF版)」はコチラ >>
ポイント
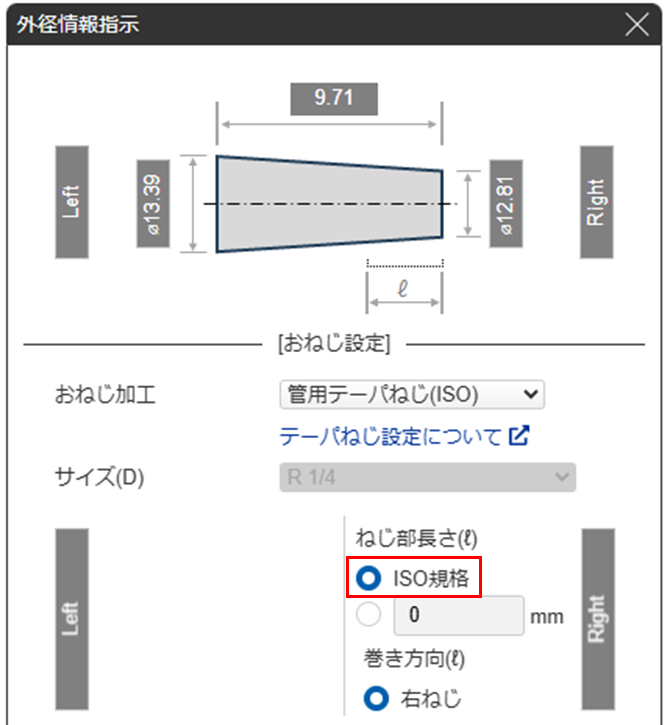
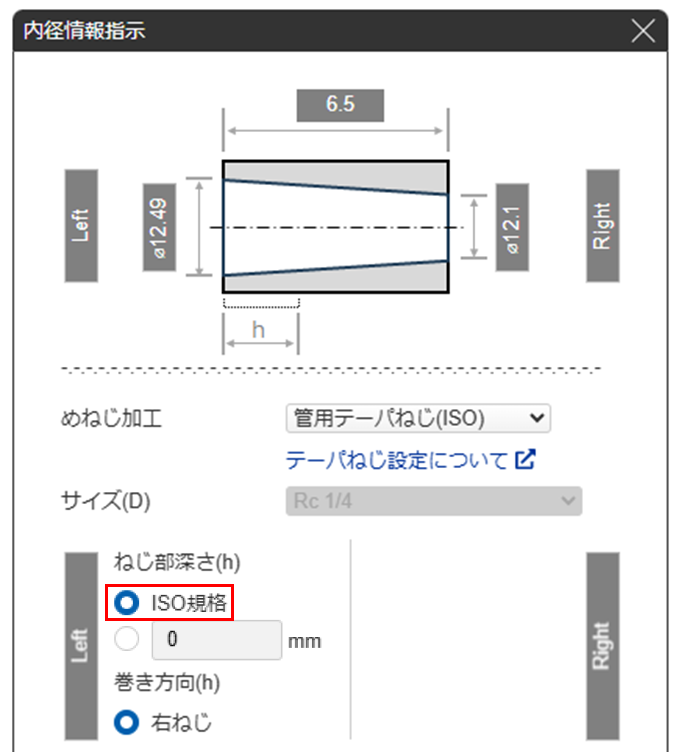
ねじ部の長さおよび深さは【ISO規格】の場合、自動見積もりとなります。管用テーパねじに関しては、ゲージ検査にて合格判断し、出荷となります。
規格以外の設定をご希望の場合には、担当者見積となります。
注意
テーパ形状にモデリング下さい。管用テーパねじ指定可能な角度はねじの軸線に対して、0°超2.5°未満です。

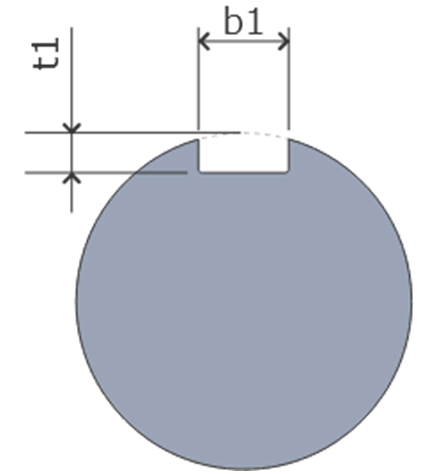
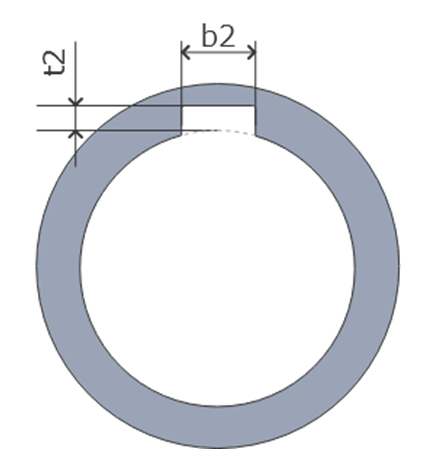
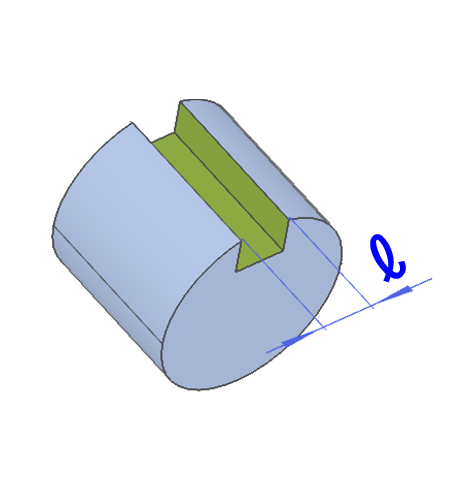
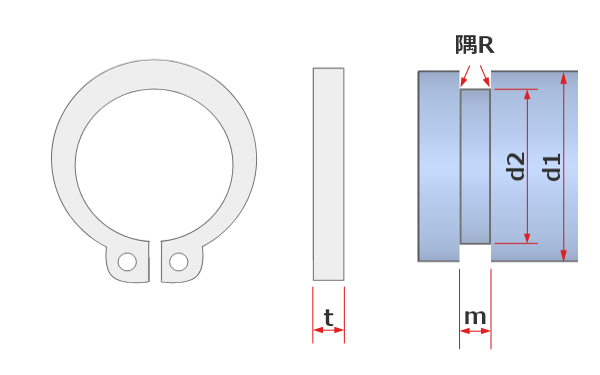
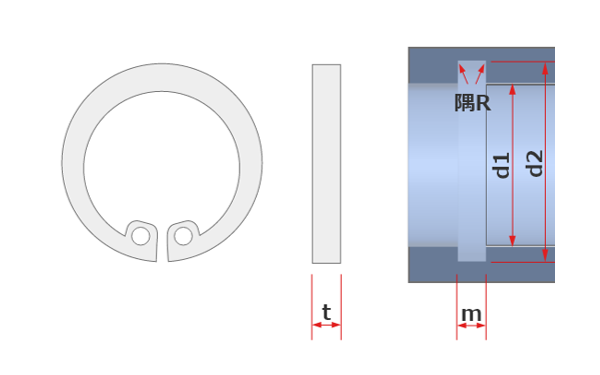
ポケット・長穴の対応範囲は以下の通りです。
| 形状種 | 公差なし | 公差レンジ | |
|---|---|---|---|
| 0.1~(±0.05~) | 0.04~(±0.02~) | ||
|
ℓ ≧ 0.5mm | ℓ ≧ 0.5mm | ー |
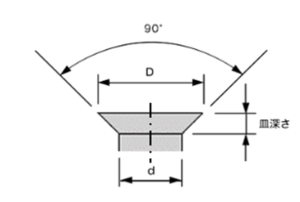
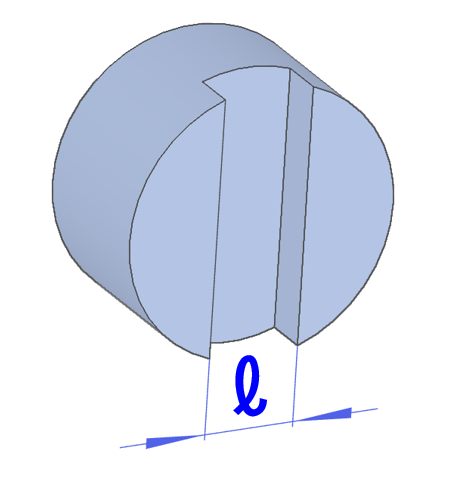
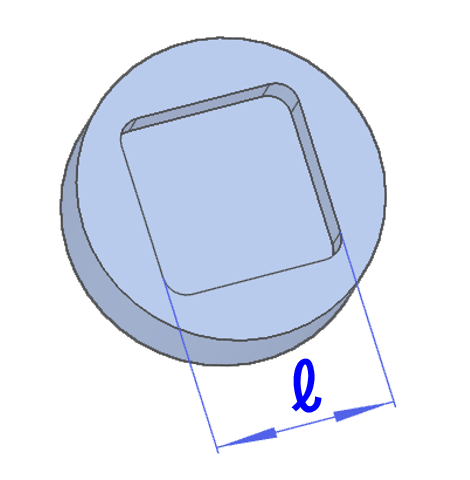
| その他ポケット
|
ℓ ≧ 2mm | ℓ ≧ 2mm | ℓ ≧ 2mm |
|
ℓ ≧ 2mm | ℓ ≧ 2mm | ℓ ≧ 3mm |
この記事は参考になりましたか?
評価いただきありがとうございました。
この記事は評価済みです
評価の取り消しは評価した記事一覧にて可能です。
最近見た記事
「機能の使い方」 や 「エラーの解消方法」など
知りたい情報のページが楽にみつかります!
知りたい情報のページが楽にみつかります!
AIチャットボット