
技術情報
-
対象部品/材料
見積もり可能形状





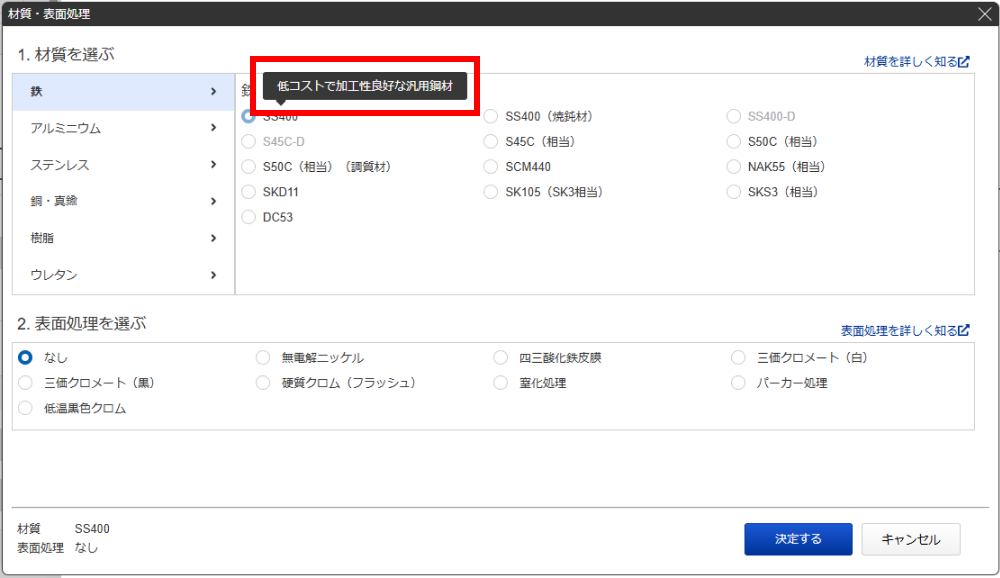
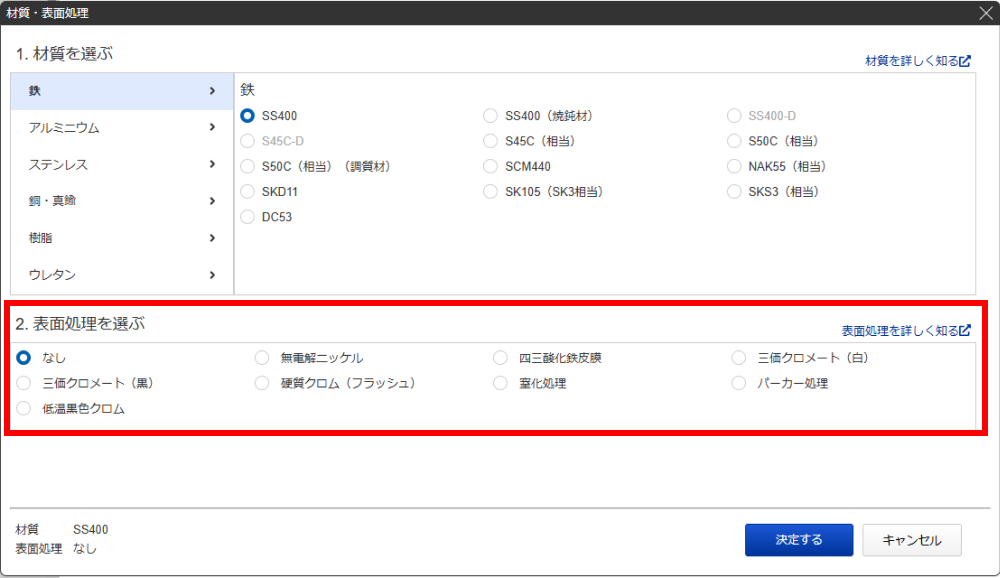
材質・表面処理
熱処理
注意
- 材料の厚さや形状によって、焼入れの深さや硬さ分布が異なることがあります。
- 焼入れの特性上、部品の外側は硬度が入りやすく、内側は硬度が入りにくい場合があります。検査時は平均して硬度が出ていることを確認しております。
- 焼入れ後に表面の汚れを落とすため、ブラスト処理を実施する場合があります。処理による精度変化はありません。また、ブラスト種類の指定は出来ません。
- 仕上げ工程で研削加工が入る場合があります。
- 研磨指示をして頂くことは出来ません。精度保証の観点で工場にて判断して実施致します。
- 硬度測定痕が残る場合があります。検査箇所の事前確認は、見積り時にコメントを記入の上担当者見積にて承ります。
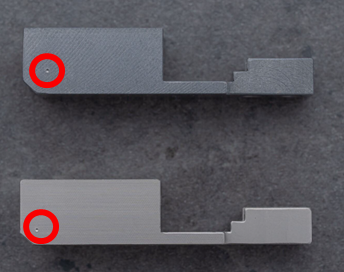
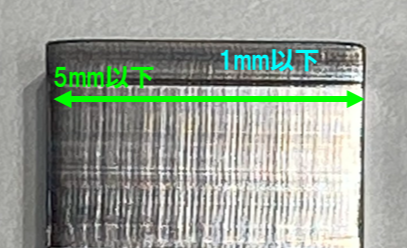
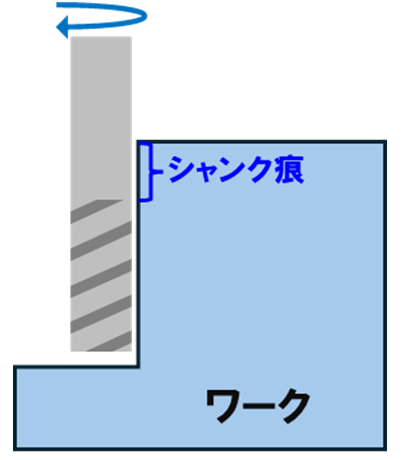
検査痕
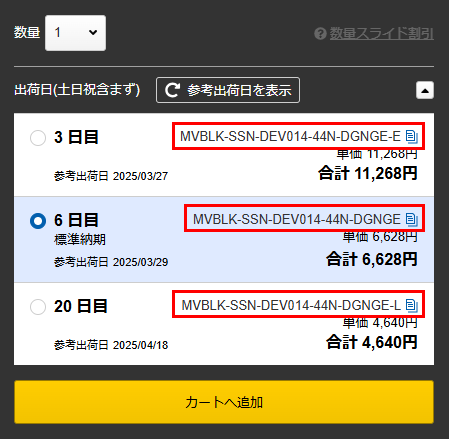
出荷日
納期選択サービス

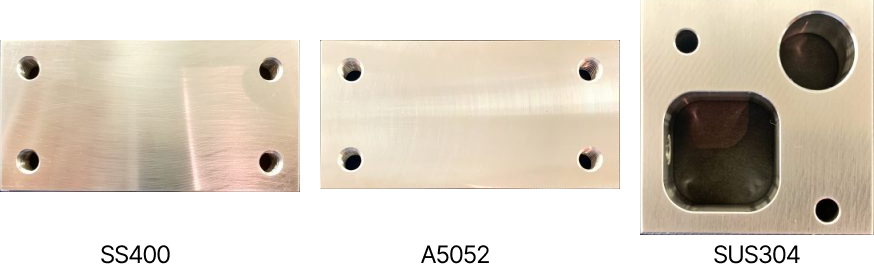
材料の特性
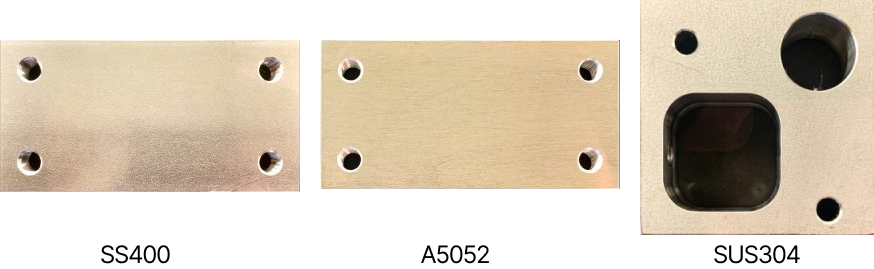
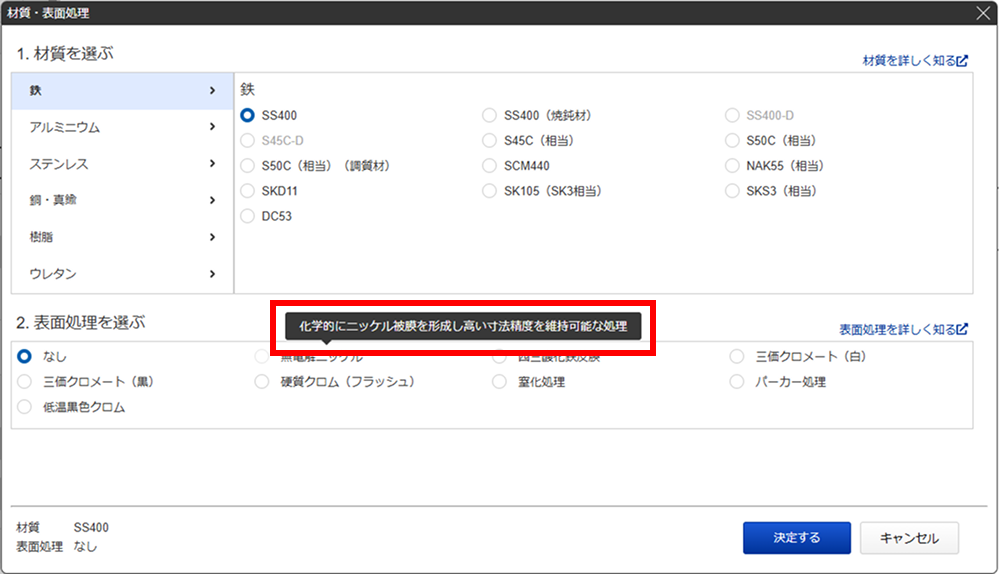
表面処理の特性
表面処理の特徴/外観表面処理 特徴 外観 無電解ニッケルメッキ 電気を使わずに薬品の化学反応だけで被膜を作る表面処理です。この処理は、複雑な形状の対象物にも隅々まで均一な被膜を形成し、高い寸法精度を維持でき、絶縁体を含む多様な材質にも対応可能です。その優れた性能から幅広い分野で使用されています。 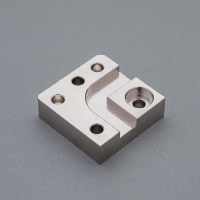
四三酸化鉄皮膜 鉄鋼の表面に黒錆を形成することで、内部を保護する表面処理です。この処理は、鉄表面での赤錆の発生を抑制し、防錆能力を向上させる効果があります。美観にも優れ、処理コストが低いため、工業製品だけでなくインテリアなどにも広く利用されます。 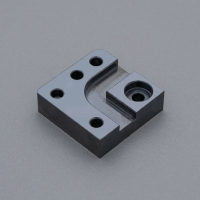
三価クロメート白 金属表面にクロム皮膜を形成し、高硬度・耐摩耗性・耐食性および鏡面光沢を付与する表面処理です。電気化学反応によって形成されるクロム皮膜は、非常に硬い金属質の層となり、素材の耐久性や外観を大きく向上させます。白色は化成処理後に現れる皮膜の色調です。 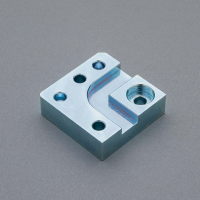
三価クロメート黒 金属表面にクロム皮膜を形成し、高硬度・耐摩耗性・耐食性および鏡面光沢を付与する表面処理です。電気化学反応によって形成されるクロム皮膜は、非常に硬い金属質の層となり、素材の耐久性や外観を大きく向上させます。黒色は化成処理後に現れる皮膜の色調です。 
硬質クロム(フラッシュ) 工業用途を目的とし、従来のクロメート処理と比べて、さらに高い硬度、耐摩耗性、耐食性を実現する表面処理です。形成される皮膜硬度はHV700〜1000に達し、高い耐摩耗性を有します。この特性により、摺動部品の寿命延長に大きく貢献します。 
低温黒色クロム 低温環境下で電気メッキを行い、硬質クロムに匹敵する耐久性を同時に実現する表面処理です。耐食・耐摩耗・耐熱性能は通常のクロムメッキと同等であり、高い密着性が有る為、被膜割れが起こりにくいです。 
パーカー処理 金属の表面にリン酸塩皮膜を生成し、防錆性、耐摩耗性、塗装密着性の向上させる表面処理です。特に、自動車部品や家電製品など、耐久性が求められる製品の信頼性を高めるために広く利用されます。 
窒化処理 金属の表面に窒素を浸透させて硬化させる熱処理です。耐摩耗性、耐疲労性、耐食性などが向上するが、表面のみを硬化させるため、歪みや変形が少ないです。自動車部品や機械部品、金型など、幅広い分野で使用されます。 
白アルマイト 表面に厚いアルミナ被膜を形成し、耐食性、耐摩耗性、絶縁性、着色性を向上させる表面処理です。特に加飾性に優れており、様々な色に着色出来るため、装飾を求められる用途に幅広く使用されます。白アルマイトは無色透明で、アルミニウムの素地に近い銀白色です。 
白アルマイト(つや消し) 従来のアルマイト処理に加え、ブラスト処理や化学処理によって表面に微細な凹凸を形成し、光の乱反射を抑えることで艶消し効果を実現した表面処理です。輝度を抑えられることから、光学機器などの部品に広く使用されます。白アルマイトは無色透明で、アルミニウムの素地に近い銀白色です。 
黒アルマイト 表面に厚いアルミナ被膜を形成し、耐食性、耐摩耗性、絶縁性、着色性を向上させる表面処理です。特に加飾性に優れており、様々な色に着色出来るため、装飾を求められる用途に幅広く使用されます。黒アルマイトは表面処理後に染料で着色しています。 
黒アルマイト(つや消し) 従来のアルマイト処理に加え、ブラスト処理や化学処理によって表面に微細な凹凸を形成し、光の乱反射を抑えることで艶消し効果を実現した表面処理です。輝度を抑えられることから、光学機器などの部品に広く使用されます。黒アルマイトは表面処理後に染料で着色しています。 
硬質アルマイト(白) 低温の硫酸液で厚い皮膜を生成し、従来のアルマイト処理から硬度と耐摩耗性を向上させた表面処理です。自動車や航空機などの工業分野で、硬度や摩耗性だけでなく潤滑性が求められる分野で幅広く使用されます。色味は、黄褐色系や素地色系に近い色調になります。 
硬質アルマイト(白つや消し) 従来のアルマイト処理に加え、ブラスト処理や化学処理によって表面に微細な凹凸を形成し、光の乱反射を抑えることで艶消し効果を実現した表面処理です。輝度を抑えられることから、光学機器などの部品に広く使用されます。色味は、黄褐色系や素地色系に近い色調になります。 
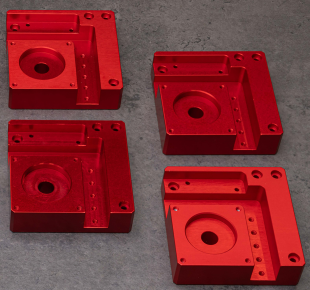
赤アルマイト 表面に厚いアルミナ被膜を形成し、耐食性、耐摩耗性、絶縁性、着色性を向上させる表面処理です。特に加飾性に優れており、様々な色に着色出来るため、装飾を求められる用途に幅広く使用されます。赤アルマイトは表面処理後に染料で着色しています。 
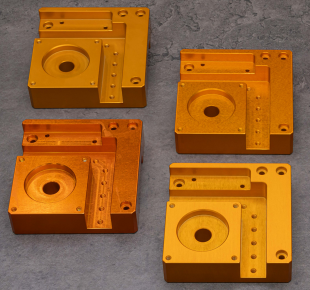
金アルマイト 表面に厚いアルミナ被膜を形成し、耐食性、耐摩耗性、絶縁性、着色性を向上させる表面処理です。特に加飾性に優れており、様々な色に着色出来るため、装飾を求められる用途に幅広く使用されます。金アルマイトは表面処理後に染料で着色しています。 
不動態化処理 金属表面に極薄の酸化被膜を形成し、耐食性を高める表面処理です。錆の発生を防ぎ、外観の均一化や清浄性の向上にも寄与します。 
アロジン処理相当(三価クロム化成処理) RoHS指令に適合した三価クロム採用の化成処理です。従来の六価クロム(アロジン)と同等の強力な防錆力を持ちながら、アルマイトと異なり電気を通す(導電性)のが最大の特徴。電子機器の筐体やアースが必要な精密部品の表面保護に最適です。 
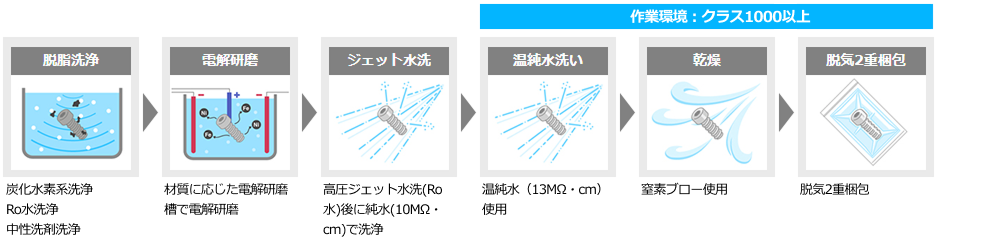
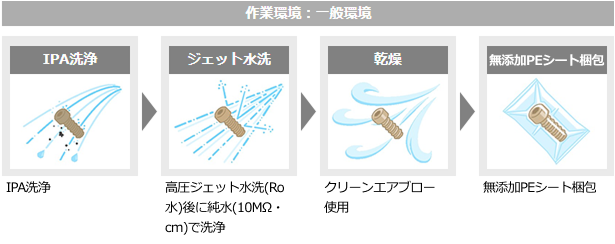
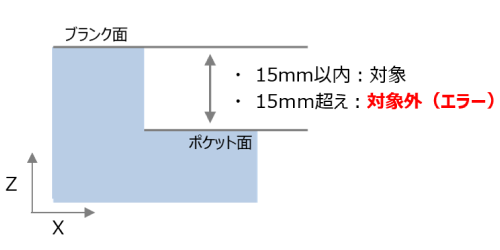
クリーン洗浄の対象範囲
サービス対象外形状


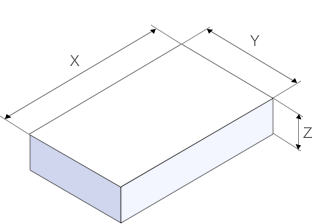
見積もり可能なサイズ
-
設計ガイドライン
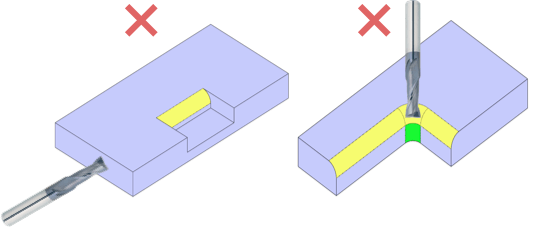
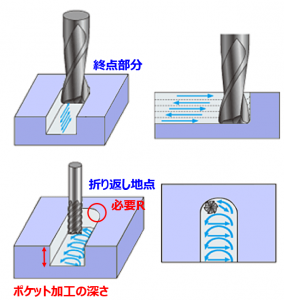
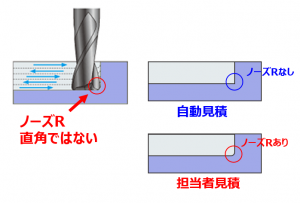
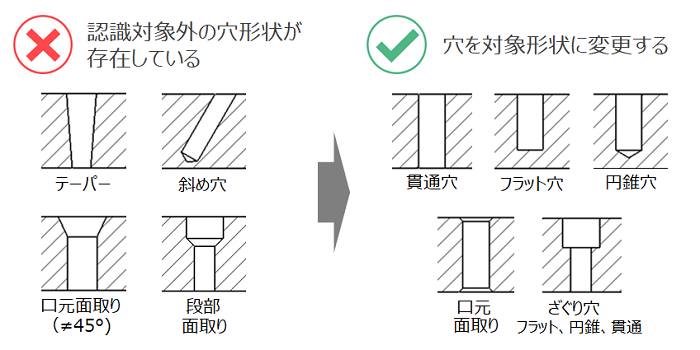
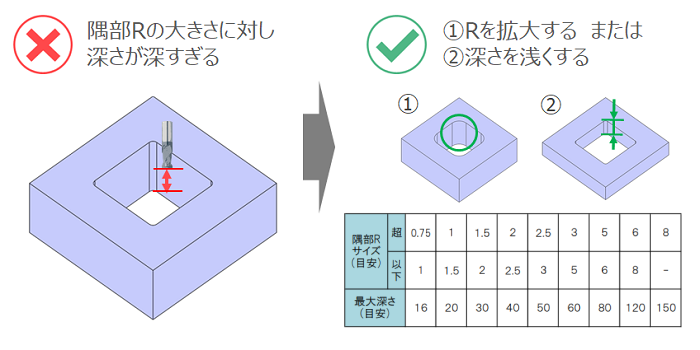
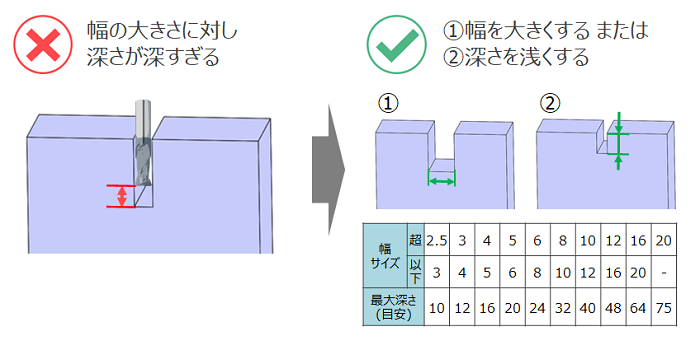
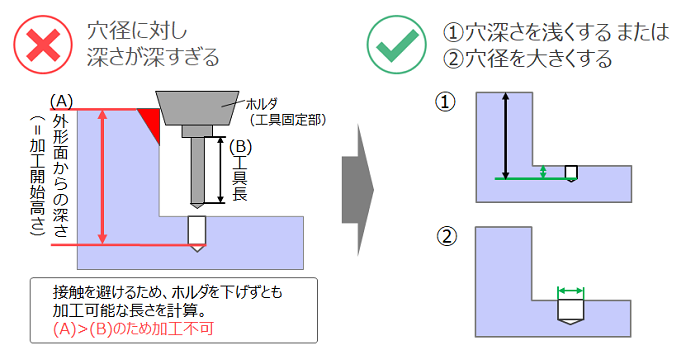
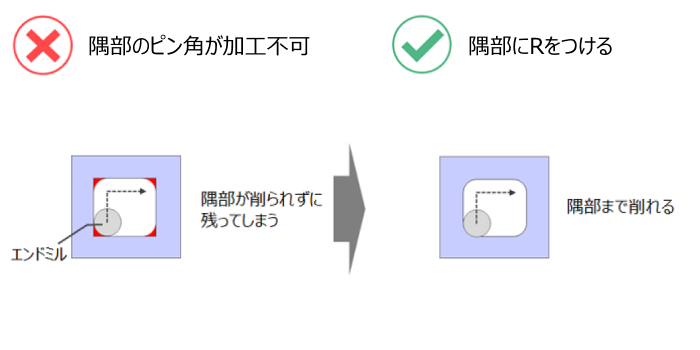
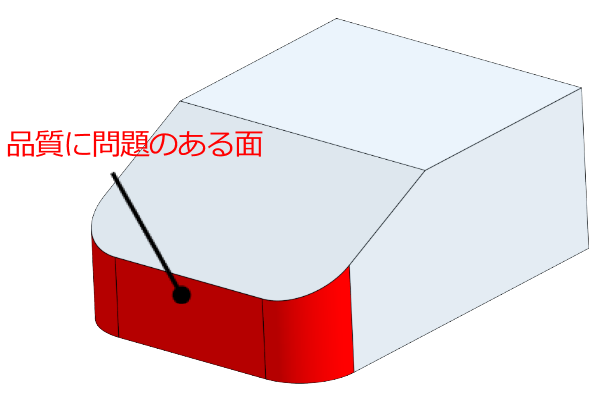
3Dモデルと仕上りに差異が生じる形状
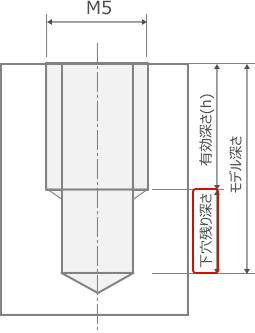
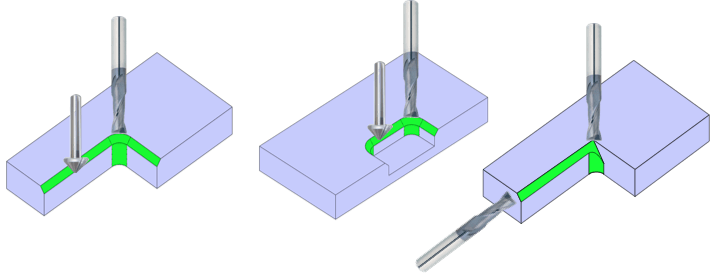
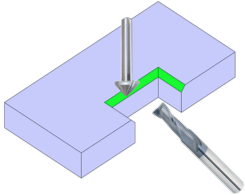
下穴残り深さの参考値=ピッチ×2.5+2mm 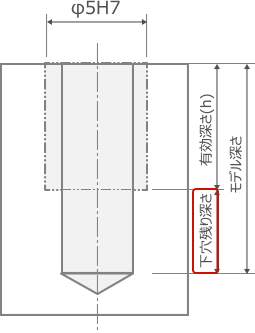
下穴残り深さの参考値=2.7mm 
3Dモデリング時の留意点
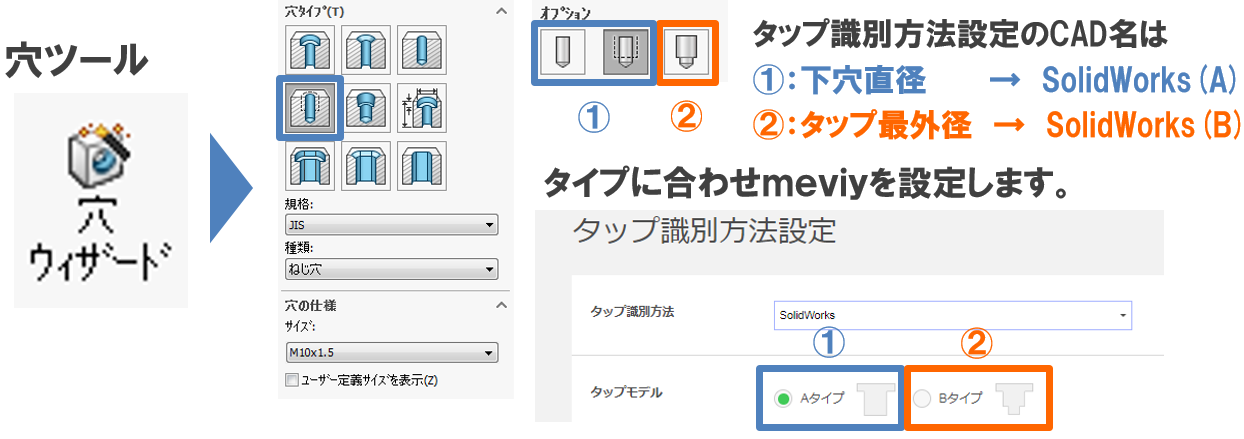
各種穴の認識条件
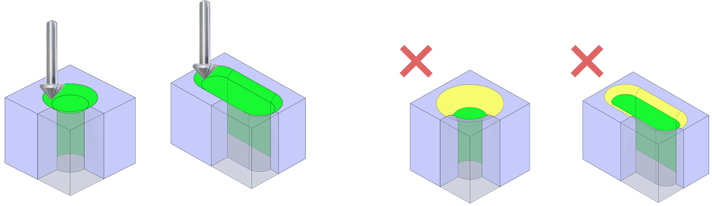
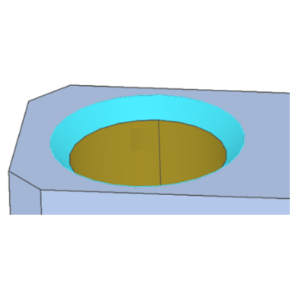
穴底がフラットな 非貫通円柱形状 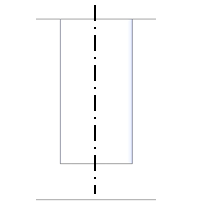
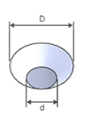
穴底が円錐の非貫通円柱形状 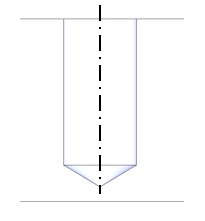
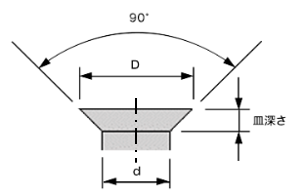
穴底がフラットな非貫通円柱形状 +90°口元面取り 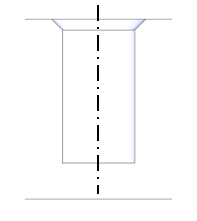
穴底が円錐の非貫通円柱形状 +90°口元面取り 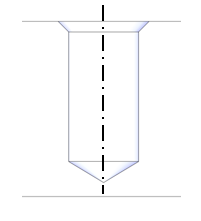
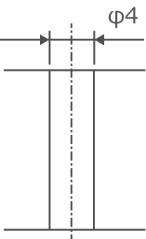
貫通円柱 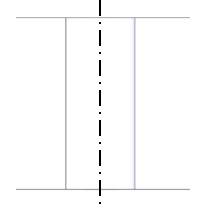
貫通円柱形状 +90°口元面取り 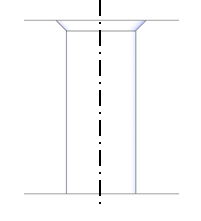
貫通円柱形状 +90°口元面取り(両側) 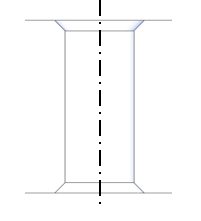
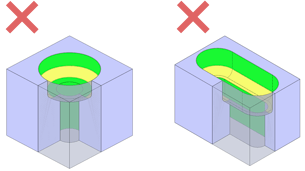
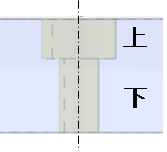
一段穴 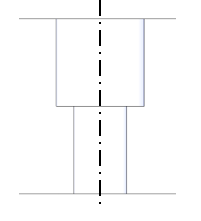
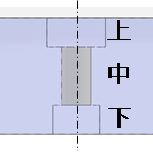
二段穴 (中段最小) 


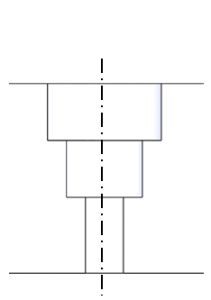
先細り2段穴
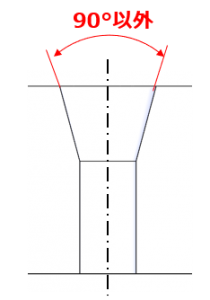
90°以外の口元面取り
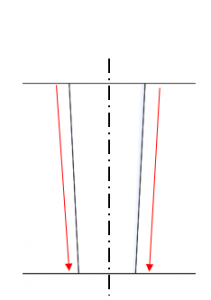
テーパ穴
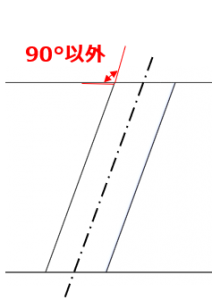
斜め穴
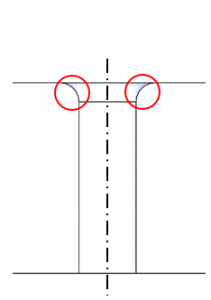
口元フィレット
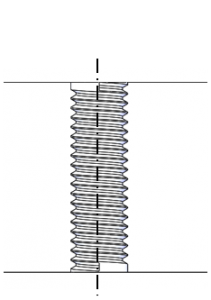
切削ねじ山
(meviy機能による
ねじ設定は可)
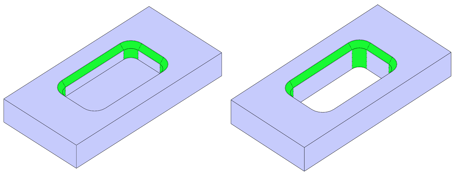
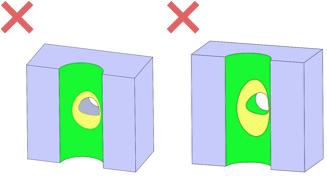
幅=2Rの貫通形状 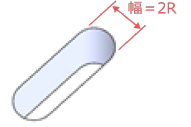
幅=2Rの貫通形状
+90°口元面取り(片側)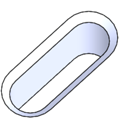
幅=2Rの貫通形状
+90°口元面取り(両側)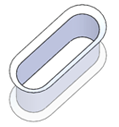
幅=2Rの非貫通形状 
幅=2Rの非貫通形状
+90°口元面取り
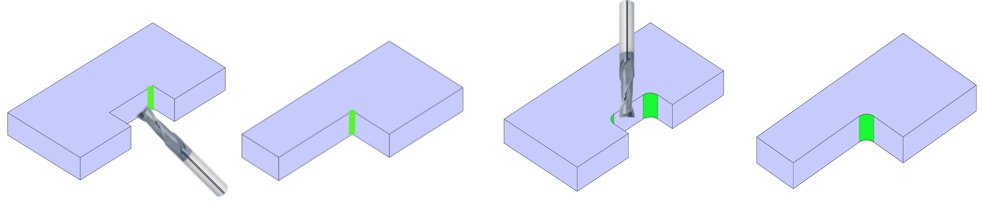
+90°口幅=2Rの貫通切欠形状 
幅=2Rの貫通切欠き形状
+90°口元面取り(片側)
幅=2Rの貫通切欠き形状
+90°口元面取り(両側)
幅=2Rの非貫通切欠き形状 
幅=2Rの非貫通切欠き形状
+90°口元面取り
薄肉判定ロジック


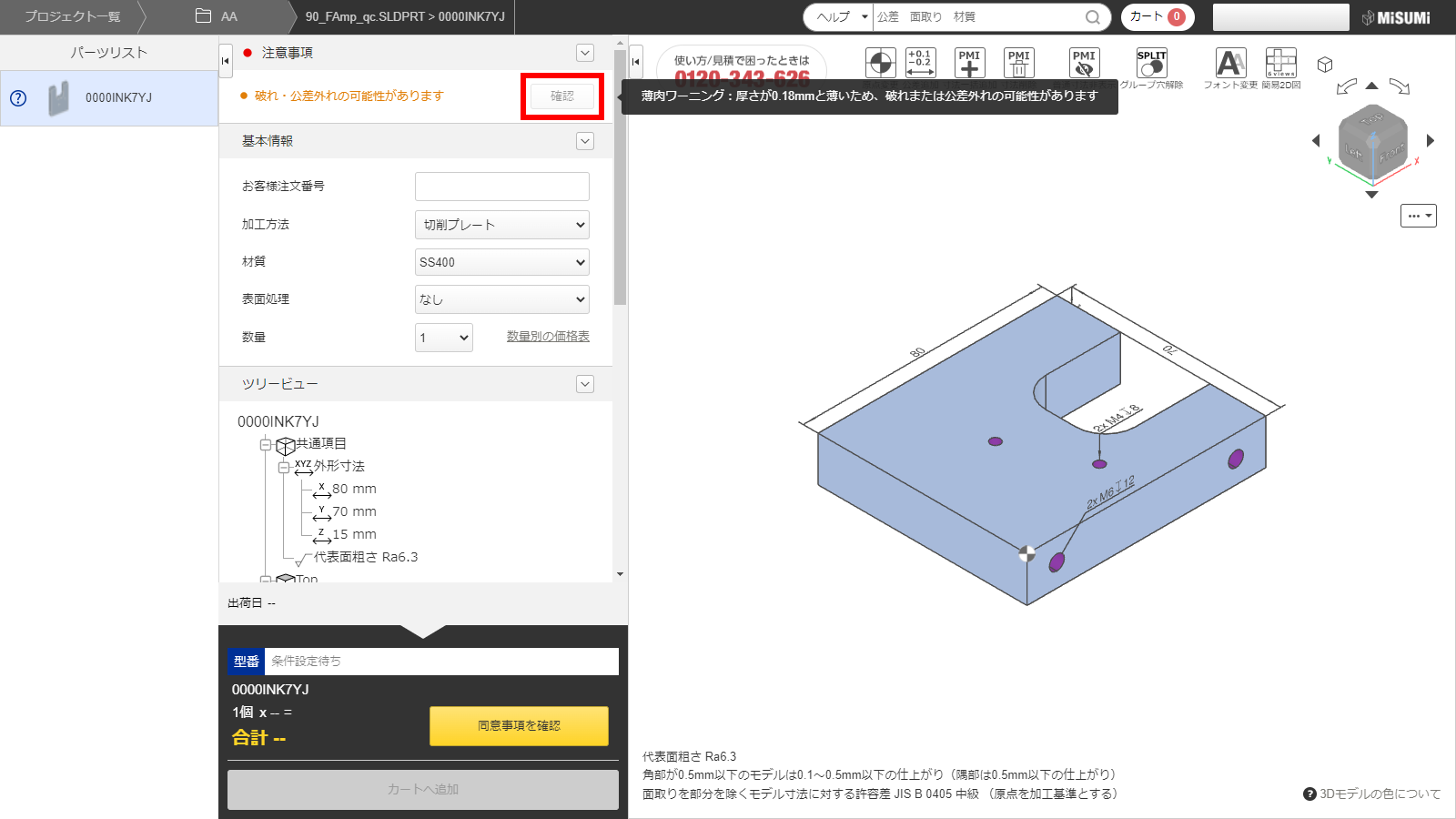
切削角物のお見積もりエラー事例集

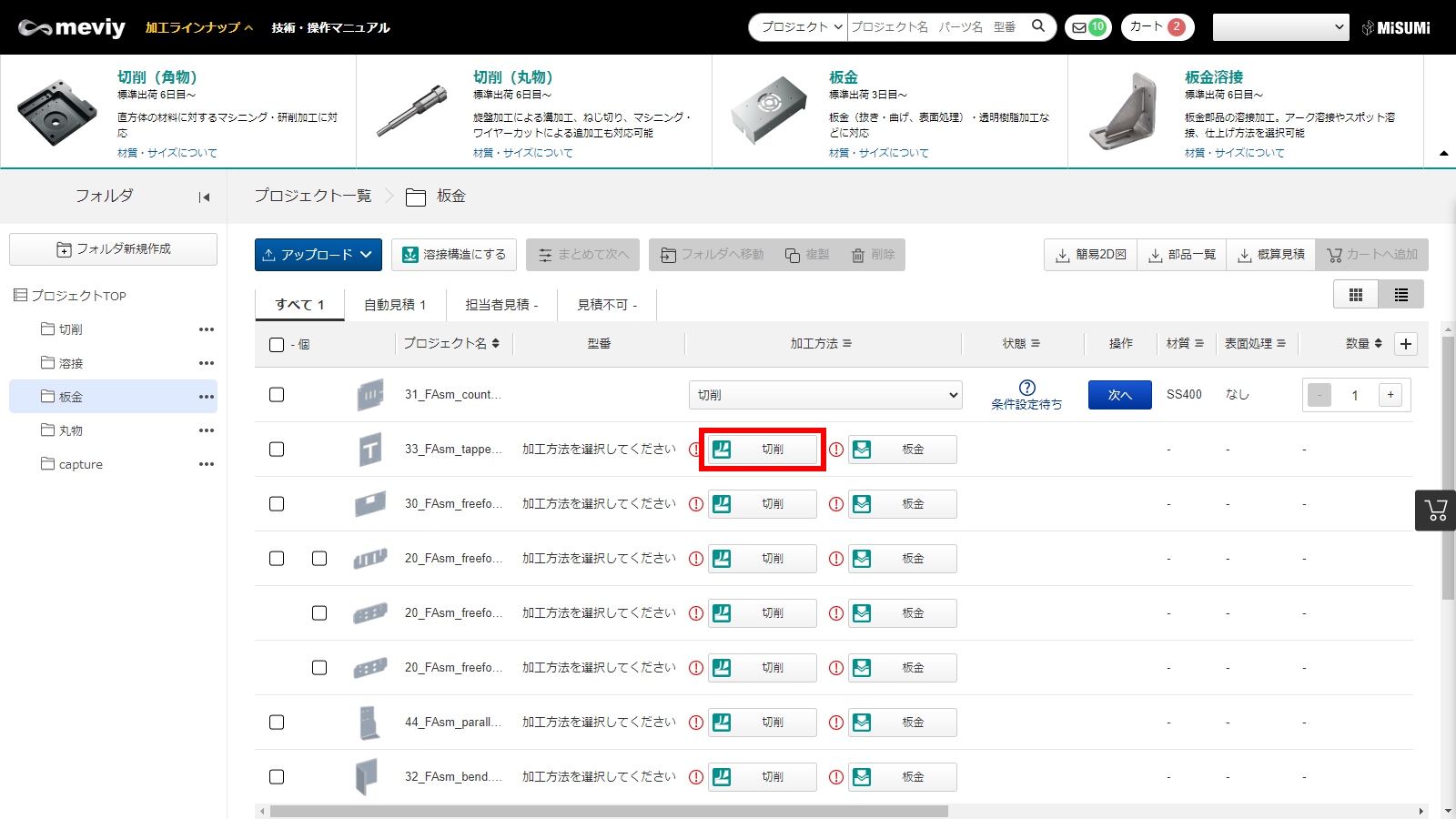
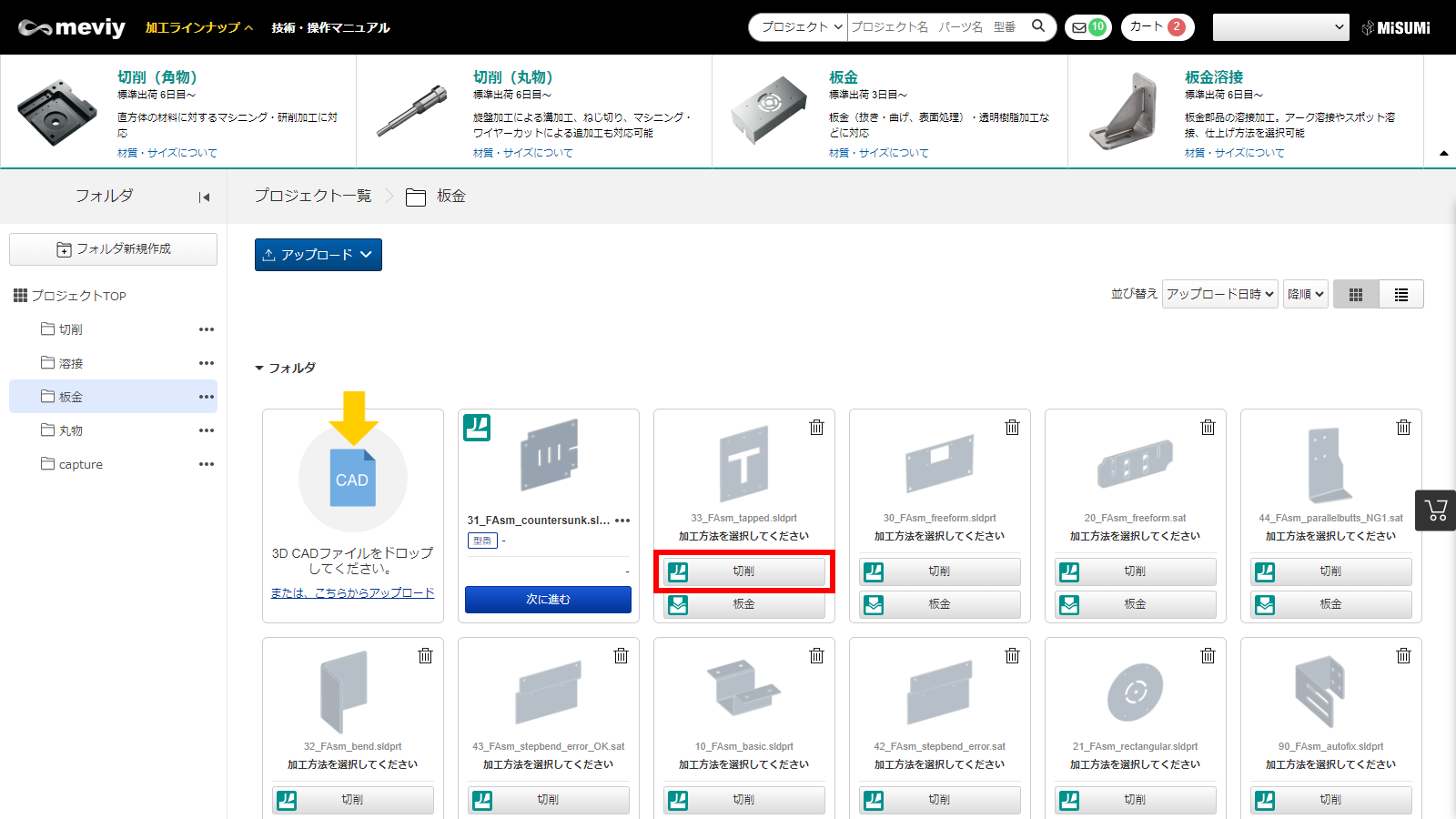
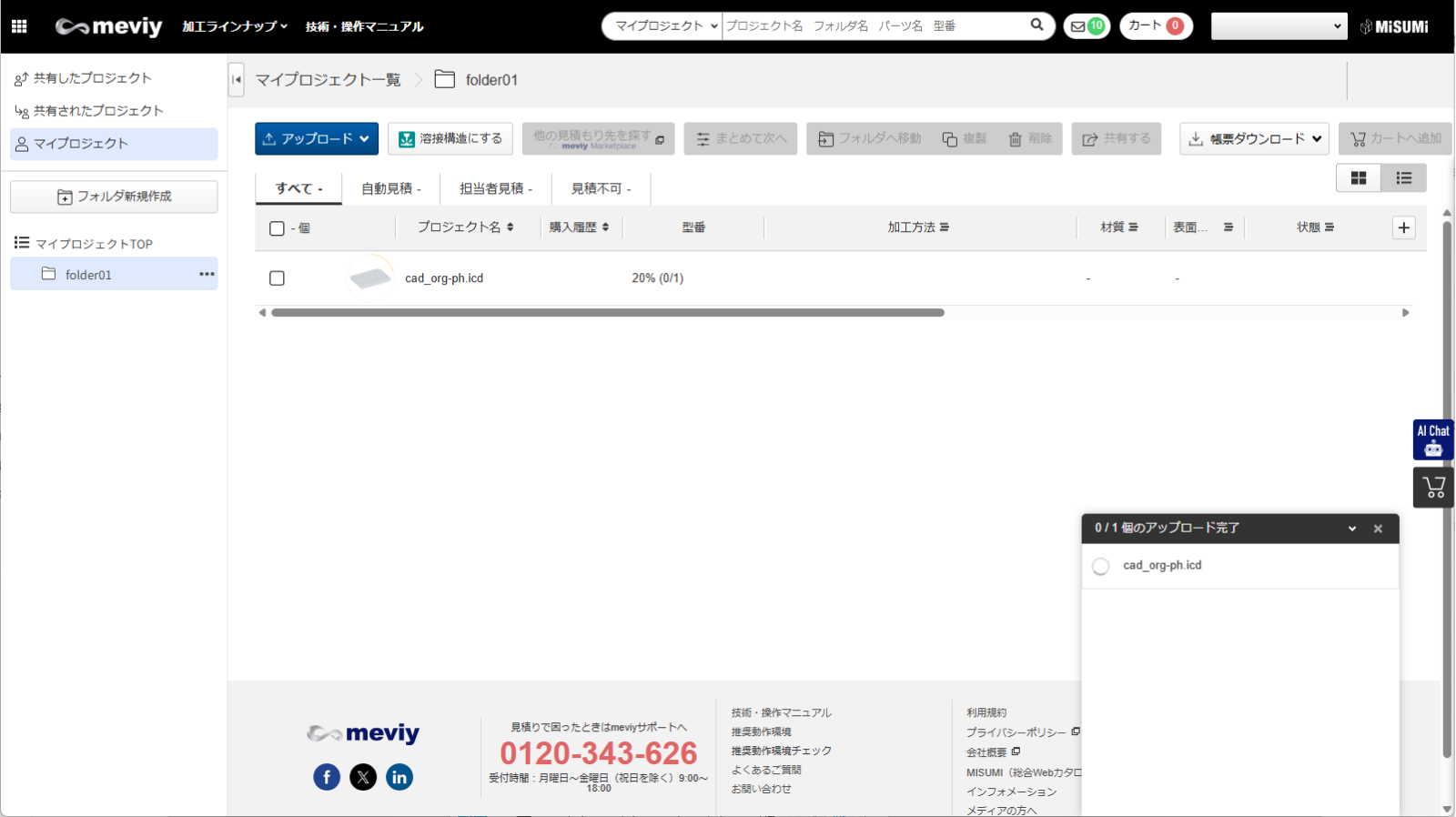
- meviyにモデルをアップロードした後、自動見積できない場合は”
 ”、もしくは”
”、もしくは”  ”のマークが表示されます。
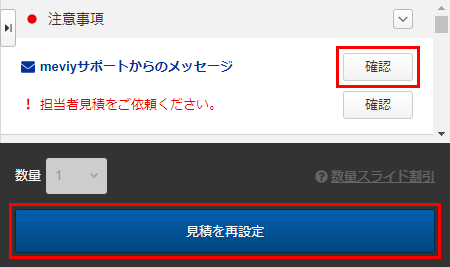
”のマークが表示されます。 - この場合は3Dビューワーに遷移いただき、注意事項欄よりエラー内容をご確認ください。


- meviyにモデルをアップロードした後、自動見積できない場合は”
-
精度と加工条件
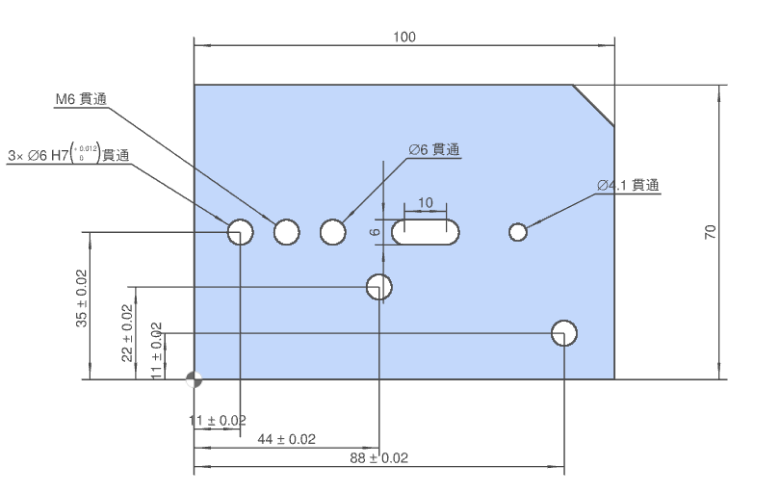
指示なき加工寸法の普通許容差標準
各種穴とポケットの規格
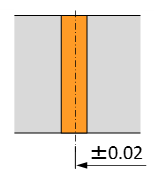
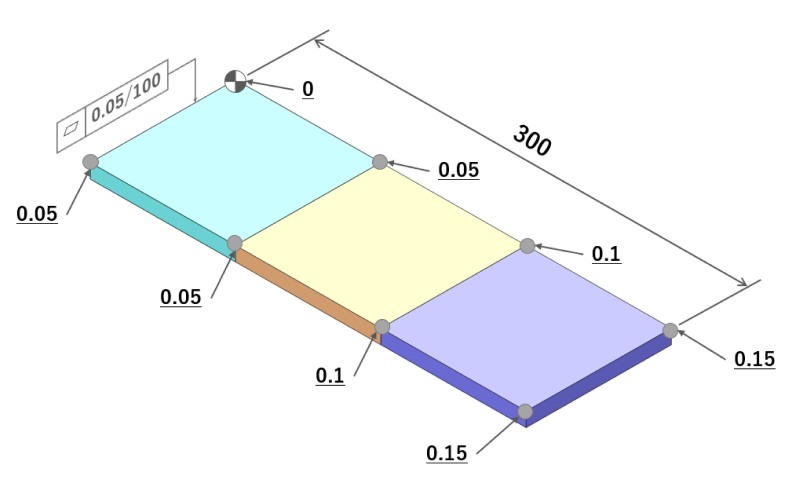
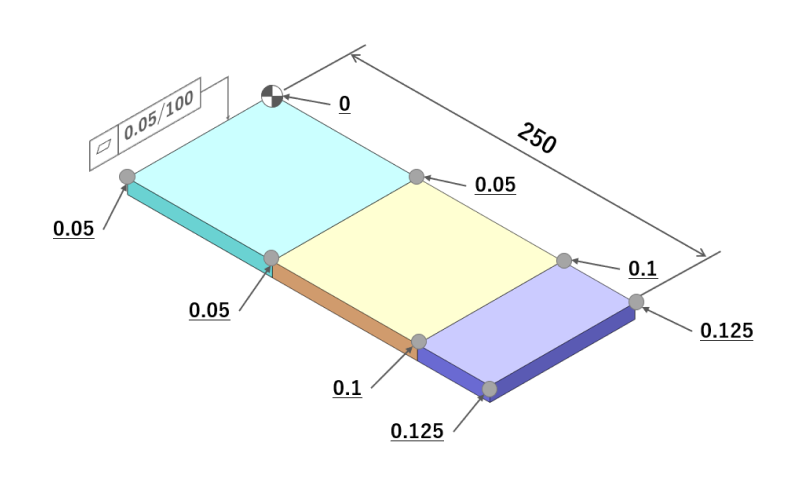
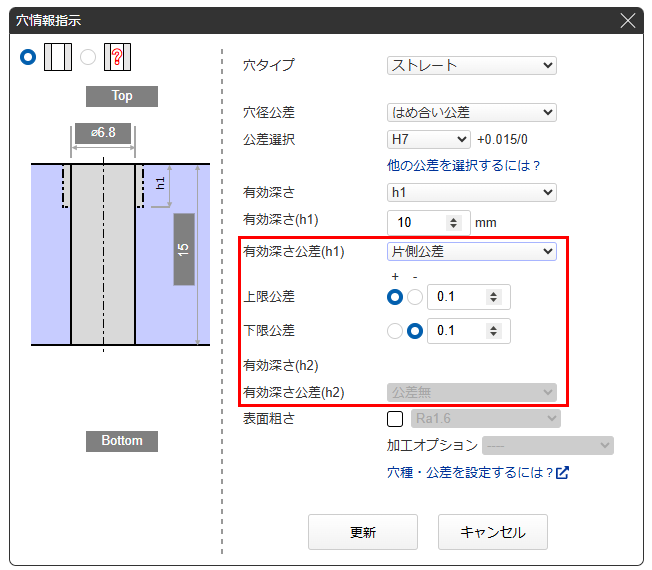
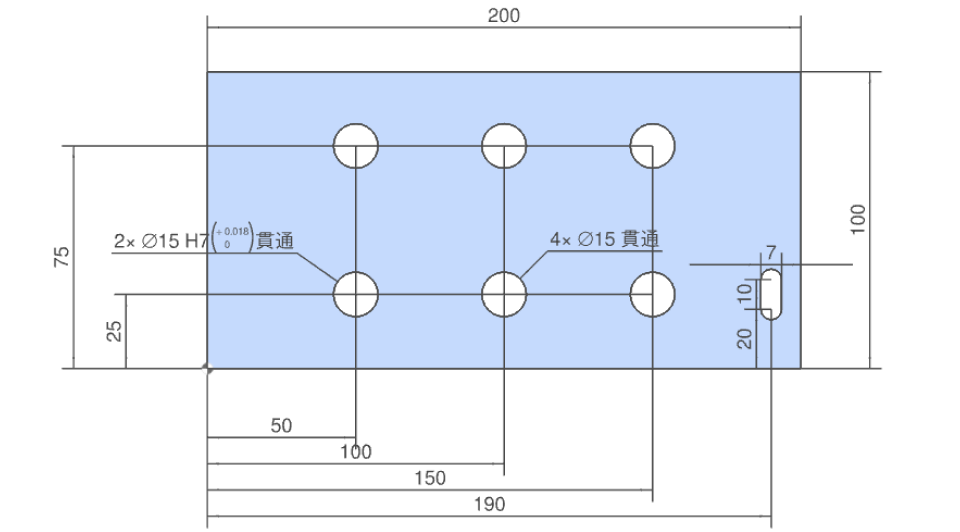
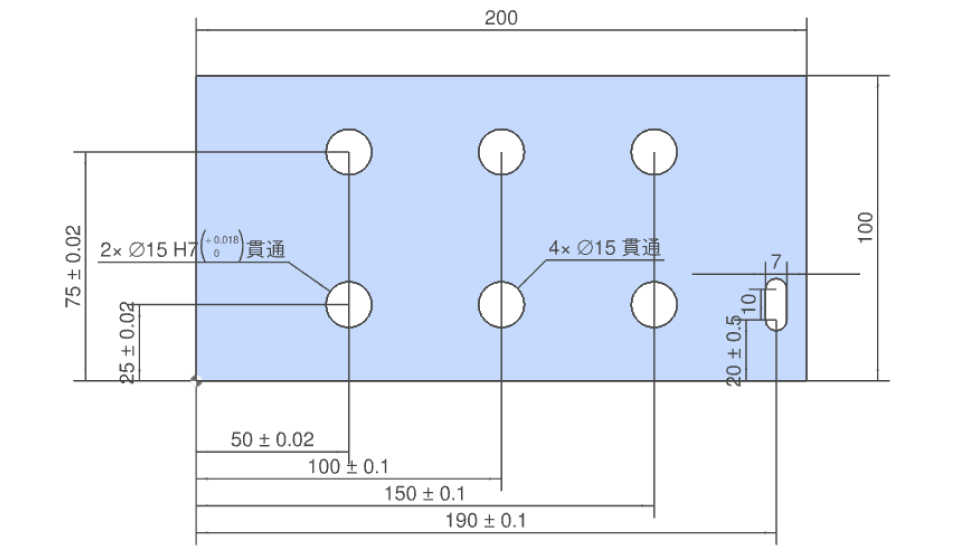
 長穴は「穴径公差タイプ」を設定することで精度長穴に変更することが出来ます。精度長穴のピッチ方向には、以下の範囲で精度を指定することが可能です。
長穴は「穴径公差タイプ」を設定することで精度長穴に変更することが出来ます。精度長穴のピッチ方向には、以下の範囲で精度を指定することが可能です。
なお有効深さの公差は、ピッチ問わずモデル深さ です。
です。 指定可能な寸法公差
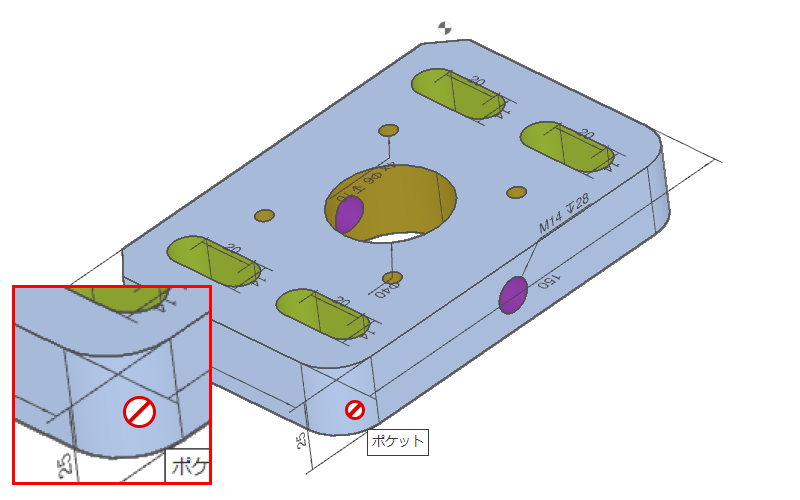
※1ブランク面 外形寸法がとられている面 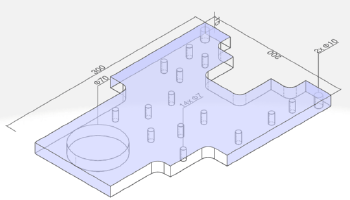
※2ポケット ブランク面以外の切削面 
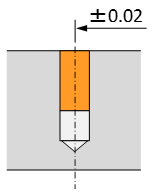
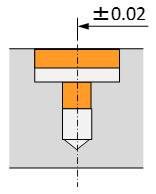
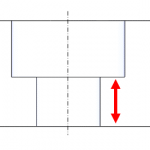
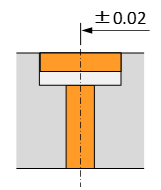
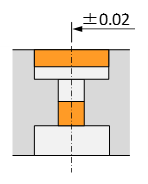
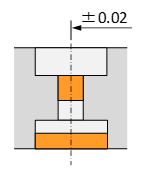
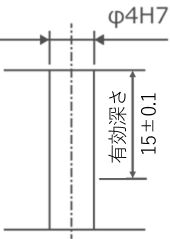
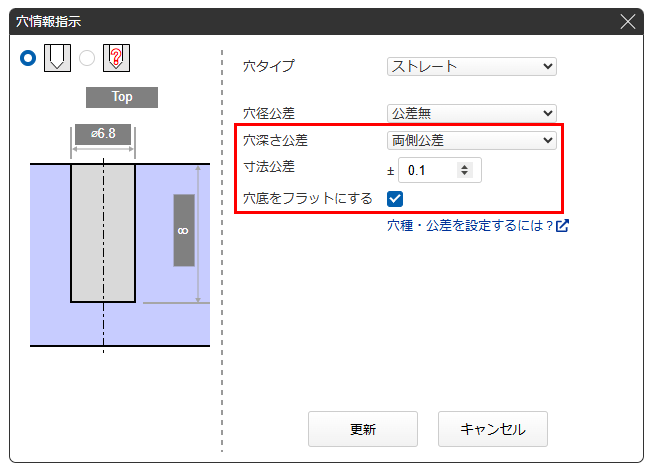
有効深さ側に寸法公差指定
⇒公差の最小値(レンジ):0.02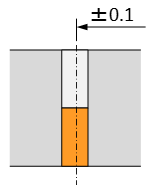
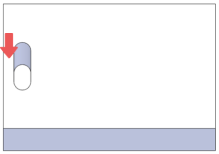
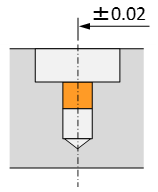
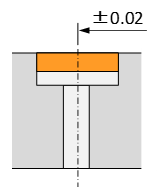
有効深さと反対側に寸法公差指定 ⇒公差の最小値(レンジ):0.2 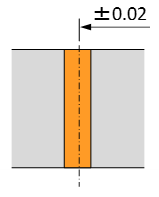
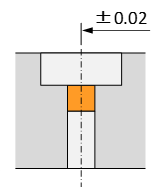
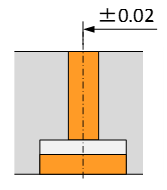
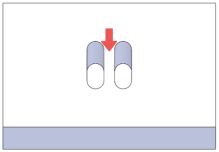
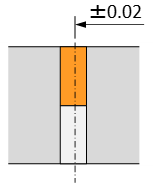
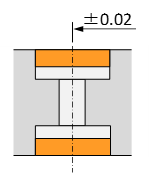
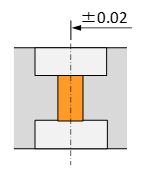
下段が有効深さ全長の場合に、
下段側に寸法公差指定
⇒公差の最小値(レンジ):0.02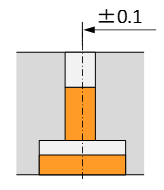
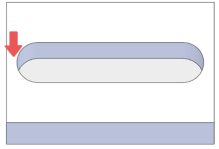
下段が有効深さ非全長の場合に、 下段側に寸法公差指定 ⇒公差の最小値(レンジ):0.2 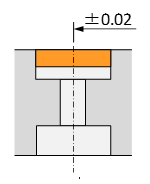
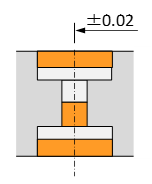
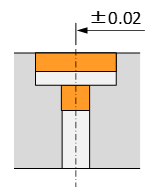
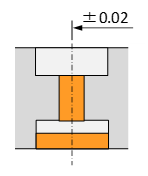
真ん中の段の有効深さと反対側に寸法公差指定
⇒公差の最小値(レンジ):0.02
真ん中の段の有効深さと反対側に寸法公差指定
⇒公差の最小値(レンジ):0.02
真ん中の段の有効深さと反対側に 寸法公差指定 ⇒公差の最小値(レンジ):0.2 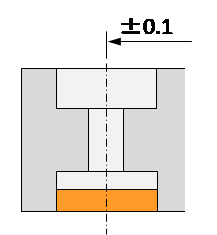
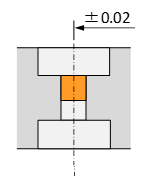
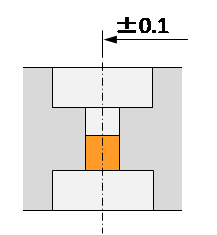
有効深さが設定された段と反対側 に寸法公差指定 ⇒公差の最小値(レンジ):0.2 指定可能な穴深さ公差・有効深さ公差
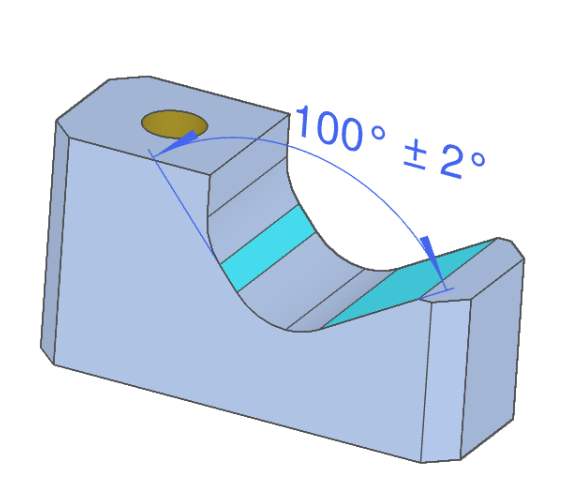
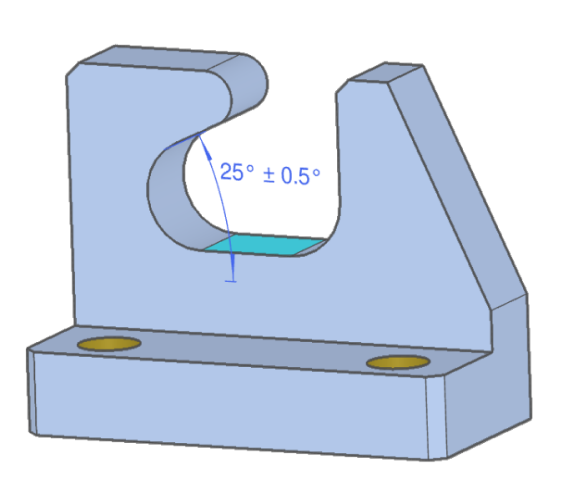
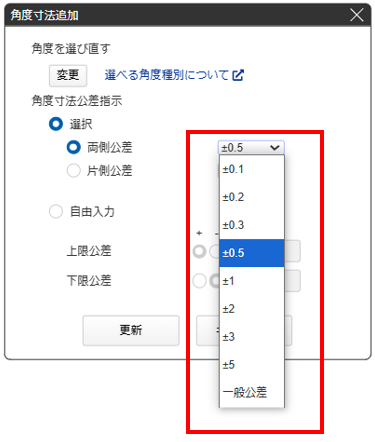
指定可能な角度公差
3D画面での穴情報表記ルール
[mm]
貫通/非貫通 非貫通 貫通 穴径公差 なし あり なし あり イメージ 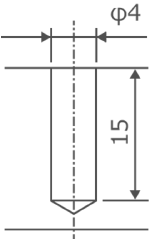
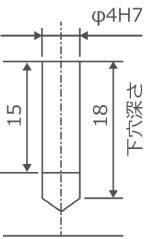
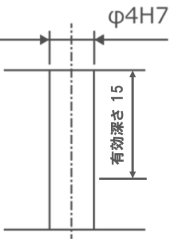
ビューワー表記 ø4↧15 ø4H7 (+0.012/0) ↧15/下穴 ↧18 ø4貫通 Φ4H7 (+0.012/0) ↧15/下穴貫通 [mm]
貫通/非貫通 非貫通 貫通 穴径公差 なし あり あり イメージ 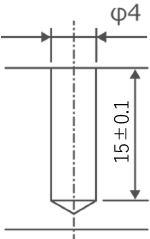
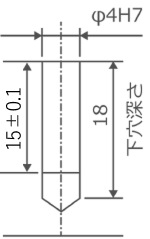
ビューワー表記 Φ4↧15±0.1 (穴底フラット) Φ4H7 (+0.012/0) ↧15±0.1 (穴底フラット)/下穴↧18 Φ4H7 (+0.012/0) ↧15±0.1/下穴貫通 貫通/非貫通 非貫通 貫通 並目/細目 並目 細目 並目 細目 イメージ 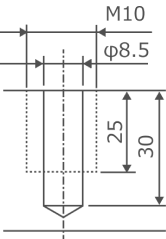
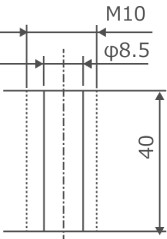
ビューワー表記 M10↧25 M10x1.25 ↧25/下穴 ↧30 M10貫通 M10x1.25貫通 貫通/非貫通 非貫通 貫通 並目/細目 並目 並目 イメージ 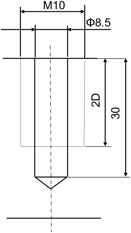
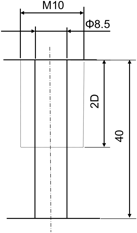
ビューワー表記 M10 INS-2D/下穴 ↧30 M4 INS-2D貫通 [mm]
貫通/非貫通 非貫通 貫通 精度 なし なし イメージ 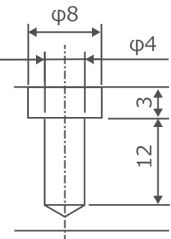
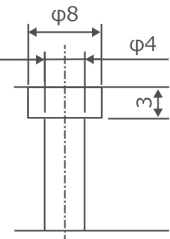
ビューワー表記 凵 ø8 ↧3 凵 ø8 ↧3 ø4 ↧15 ø4貫通 [mm]
貫通/非貫通 非貫通 精度 なし イメージ 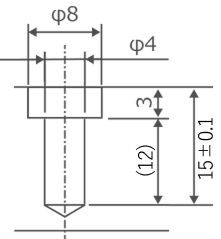
ビューワー表記 凵 ø8 ↧3 Φ4↧15±0.1 (穴底フラット) 貫通/非貫通 非貫通 精度 なし イメージ 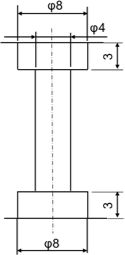
ビューワー表記 凵ø8↧3 ø4貫通 (反対面に)凵ø8↧3 貫通/非貫通 貫通 イメージ 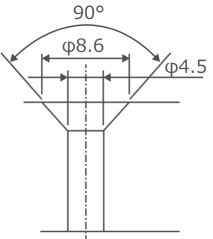
ビューワー表記  ø8.6, ø4.5
ø8.6, ø4.53D画面での小数点以下桁数字表示ルール
寸法値 精度 説明 外形寸法、追加寸法 (公差無) 0.00 11.4567でモデリングし公差設定無の外形寸法⇒11.46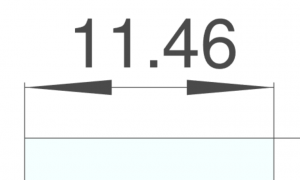
穴(精度穴以外)長穴(精度長穴以外) 0.0 11.456でモデリングし公差設定無の長穴⇒11.5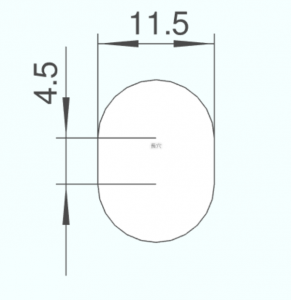
公差設定有:小数点以下1桁 対象:外形寸法、追加寸法、精度穴、精度長穴 0.01 11.4567でモデリングし公差±0.1を設定した精度穴⇒11.46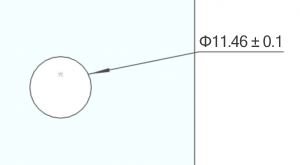
公差設定有:小数点以下2桁 対象:外形寸法、追加寸法、精度穴、精度長穴 0.00 11.4567でモデリングし公差±0.05を設定した精度長穴⇒10.46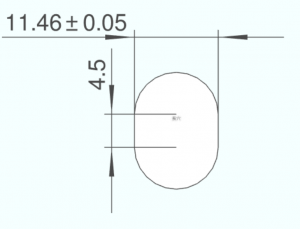
公差設定有:小数点以下3桁 対象:外形寸法、追加寸法、精度穴、精度長穴 0.000 11.4567でモデリングしはめあい公差H7を設定した精度長穴⇒11.457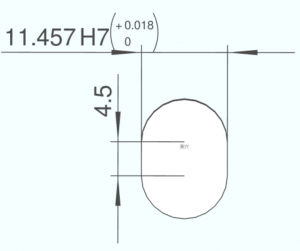
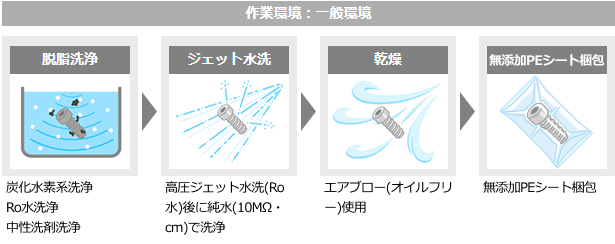
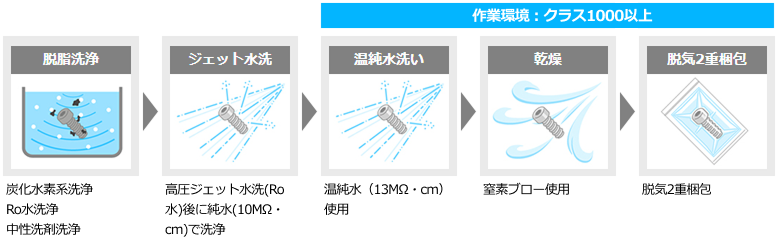
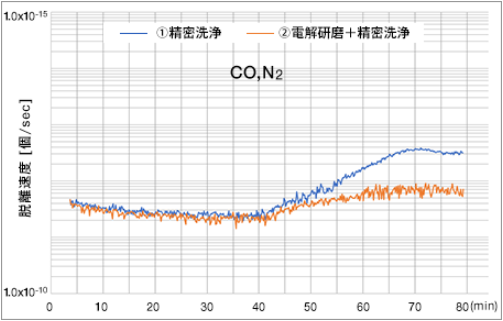
クリーン洗浄について



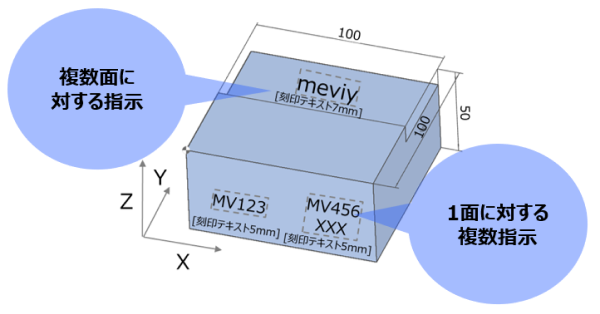
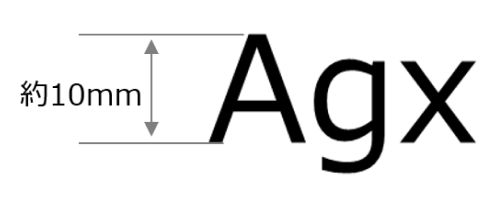
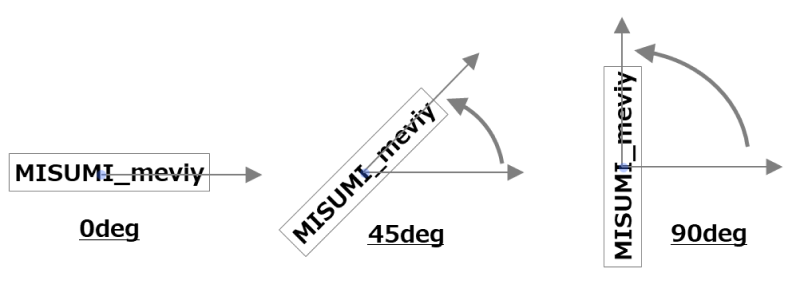
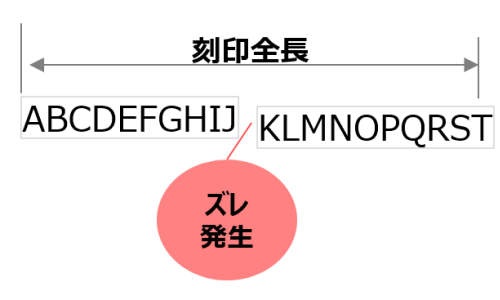
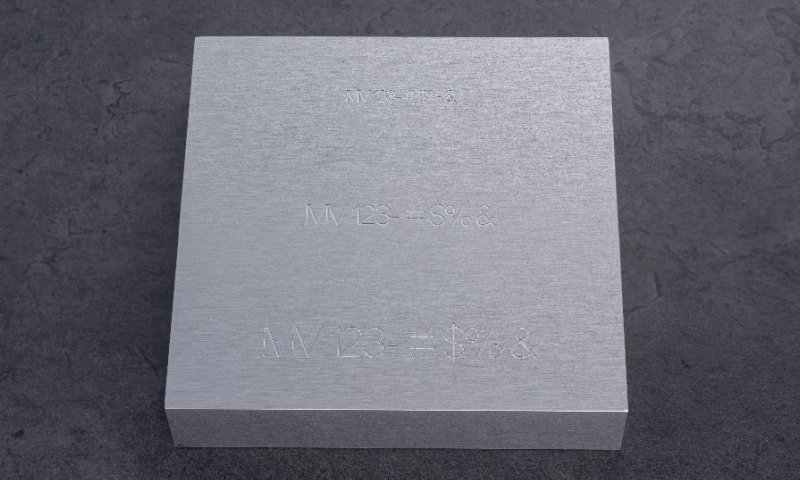
刻印について
品質管理について














ウレタンの規格・品質基準


操作マニュアル
-
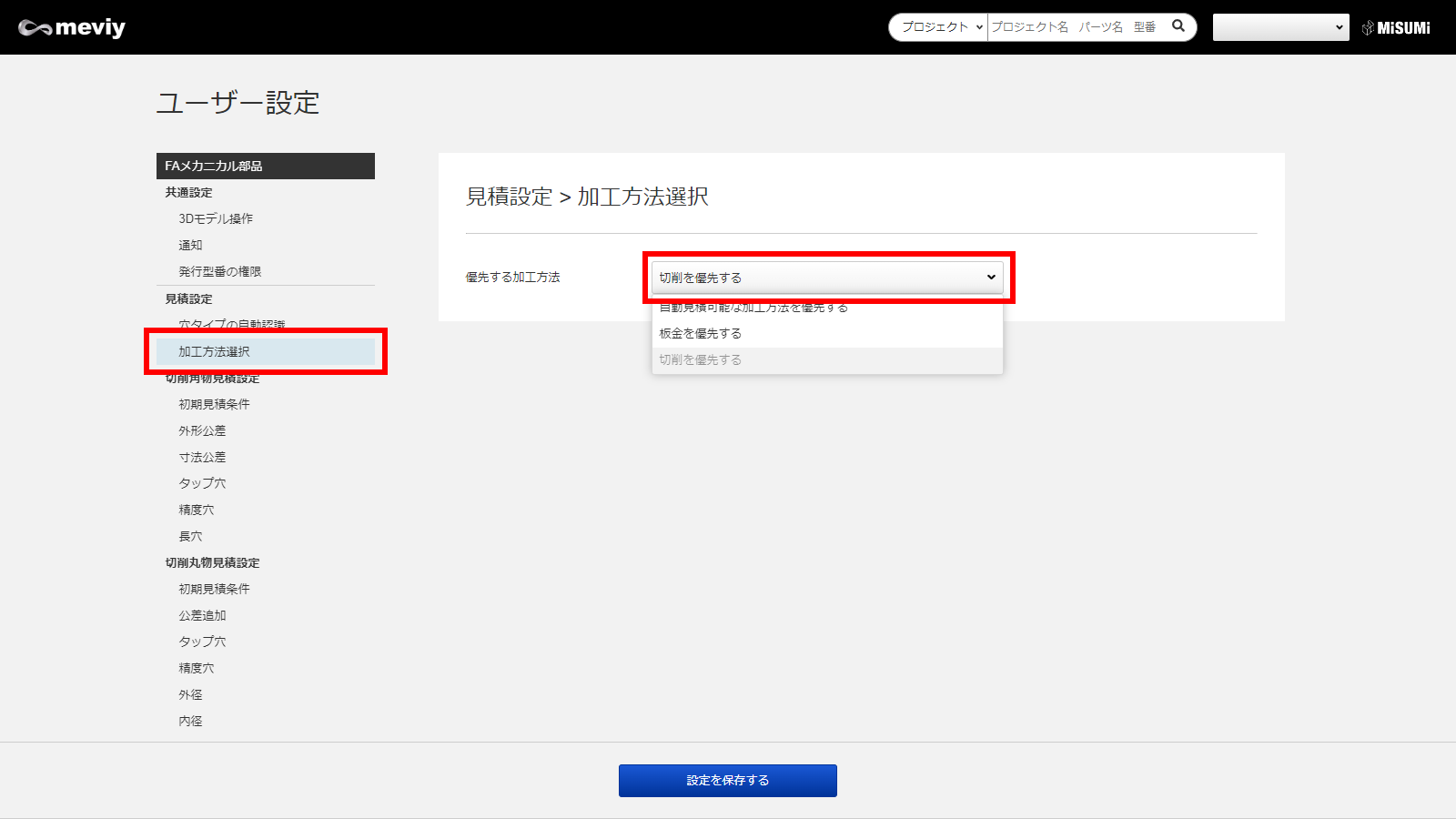
[FA 角物]見積もり設定
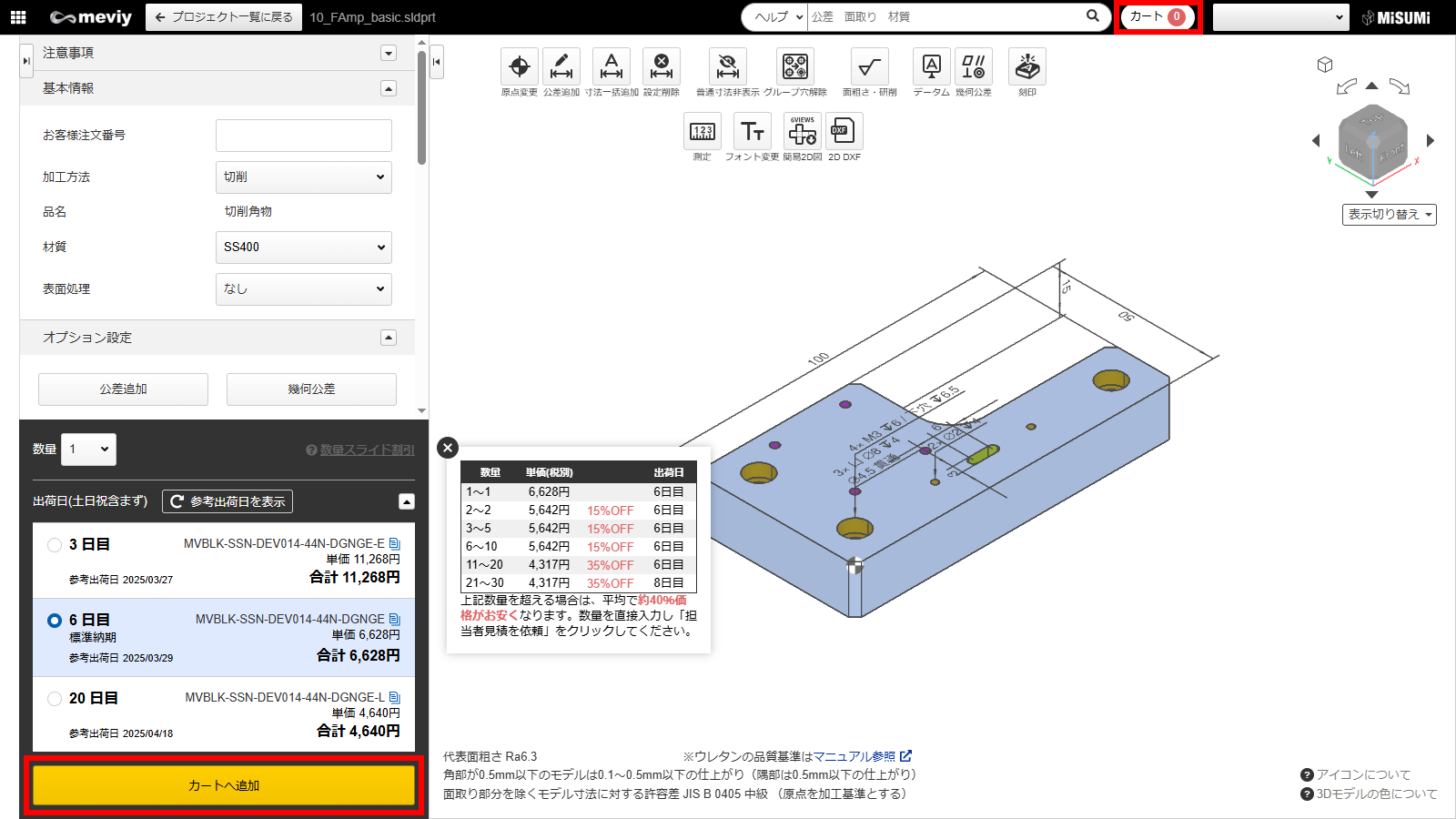
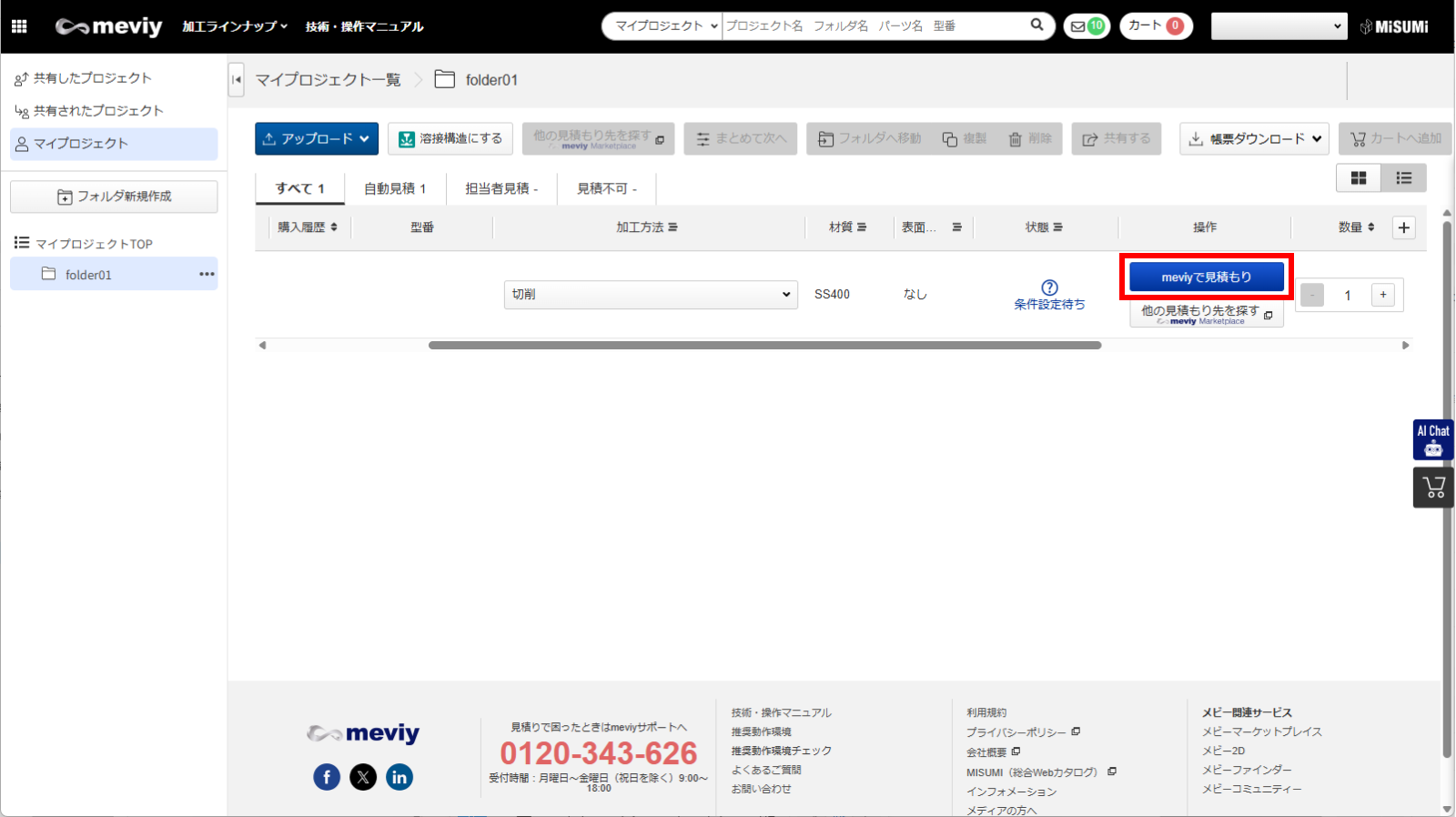
見積もりの流れ

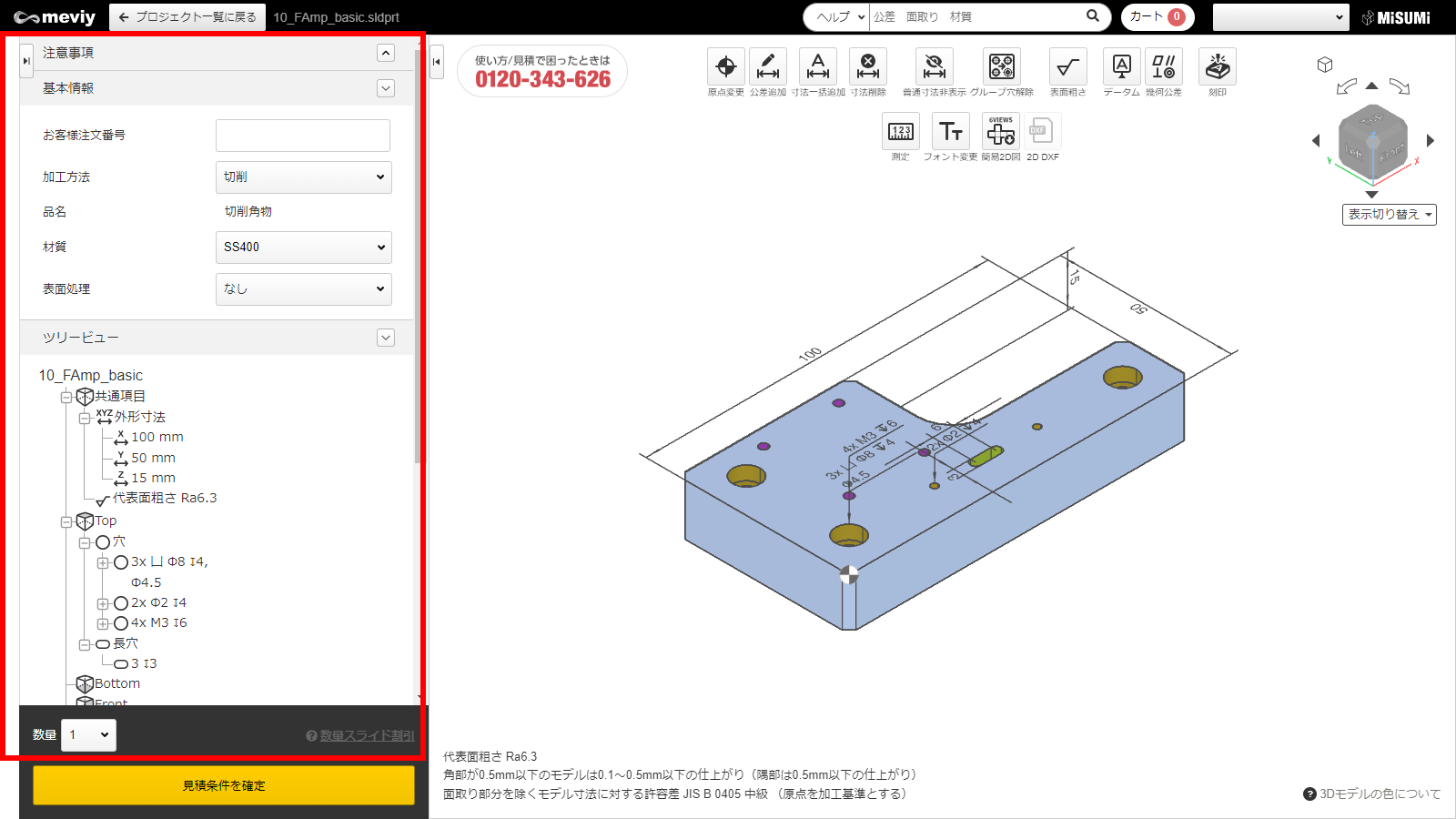
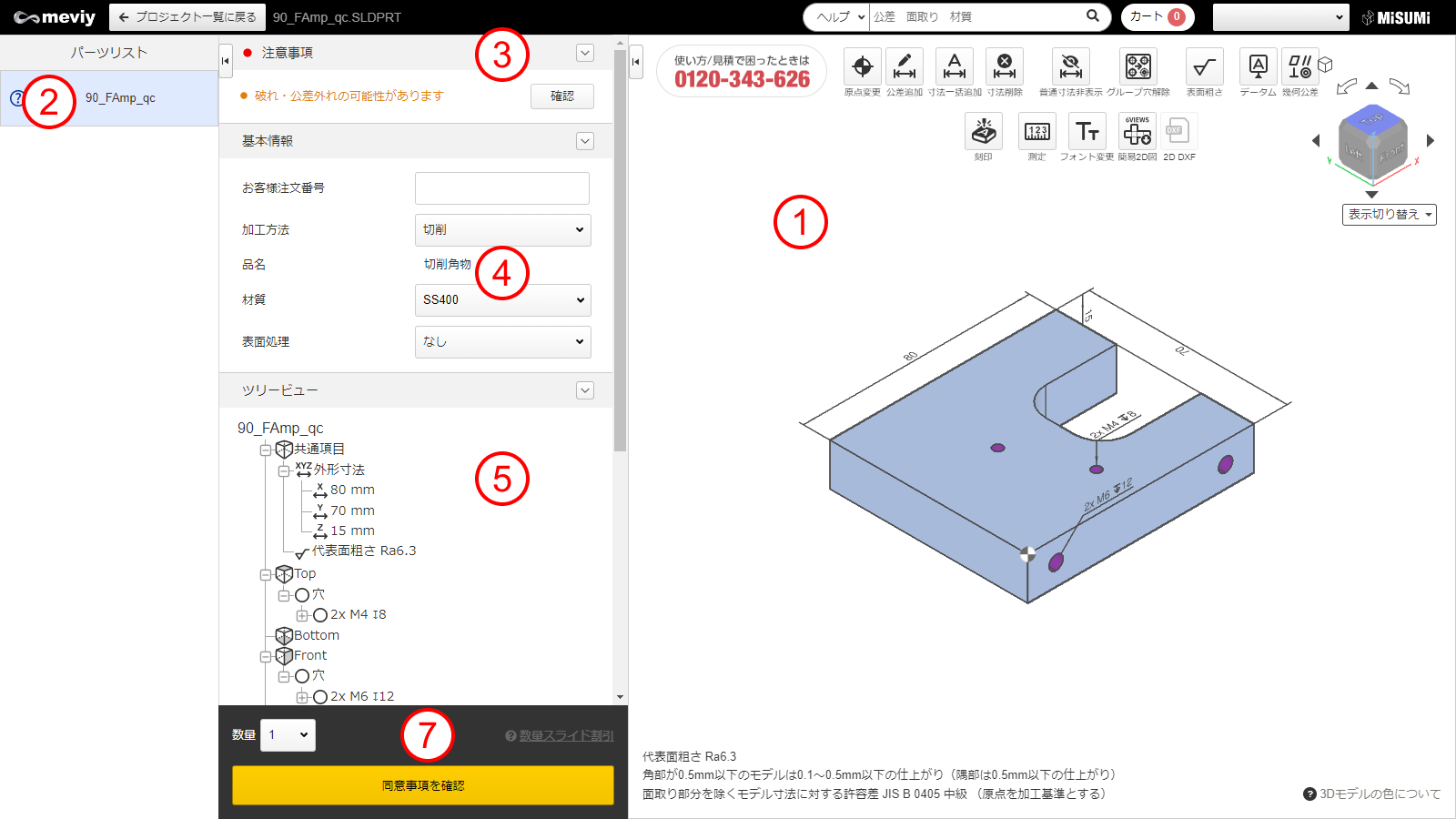
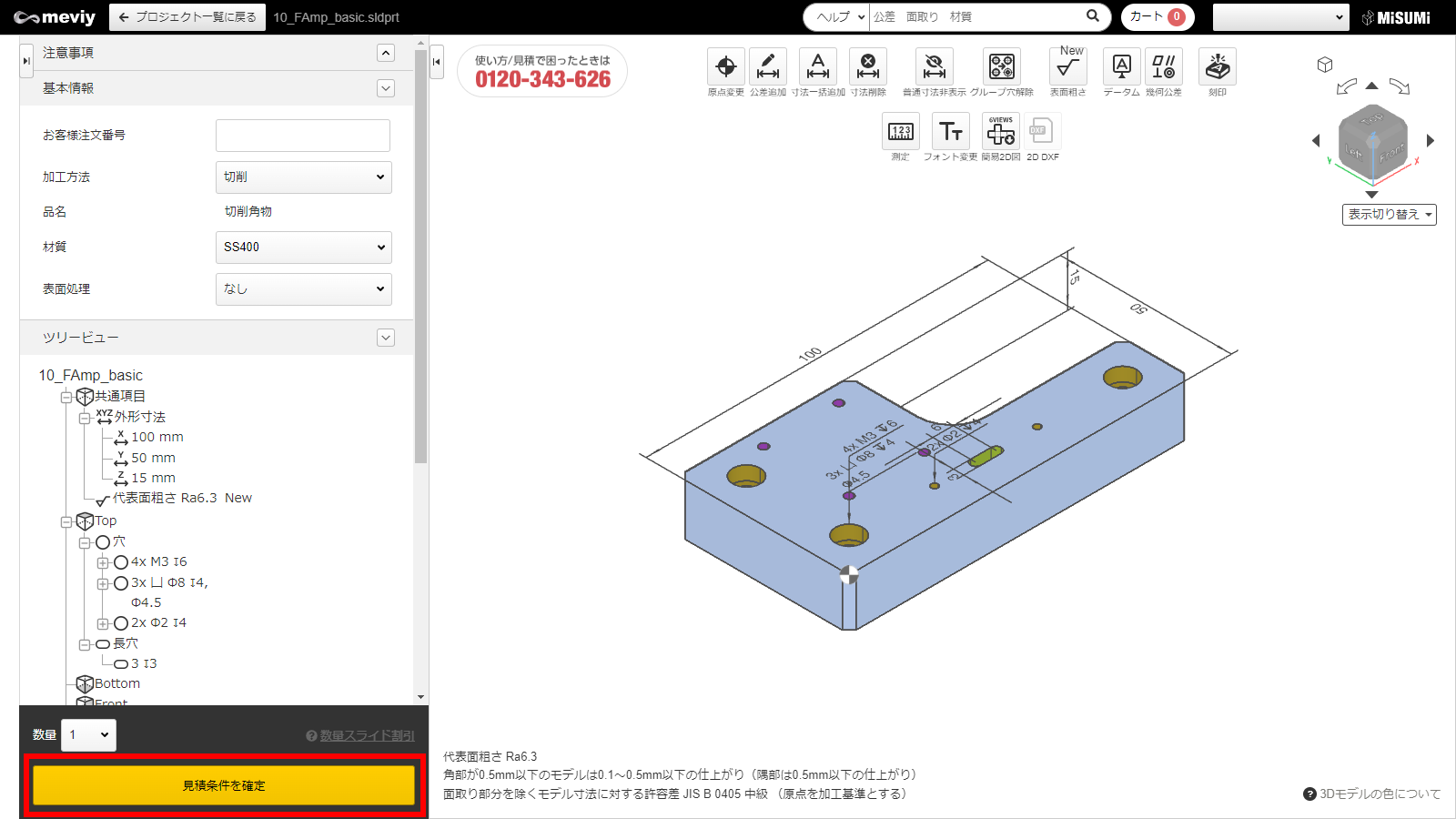
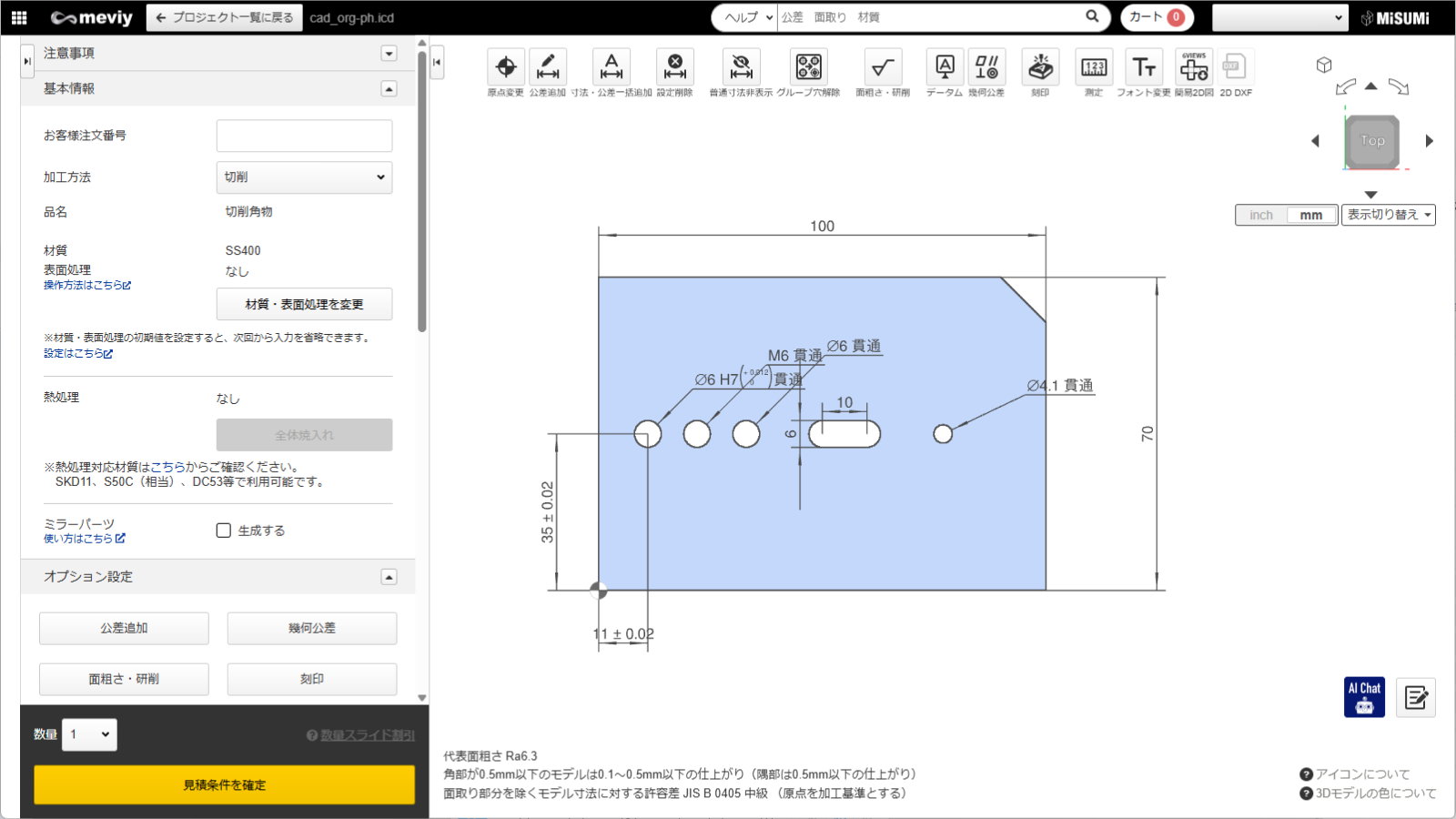
3Dビューワー画面の⾒かた
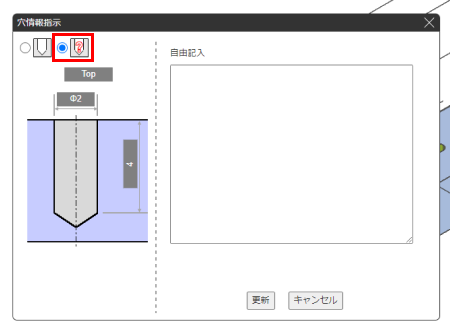
穴情報を変更する
注意
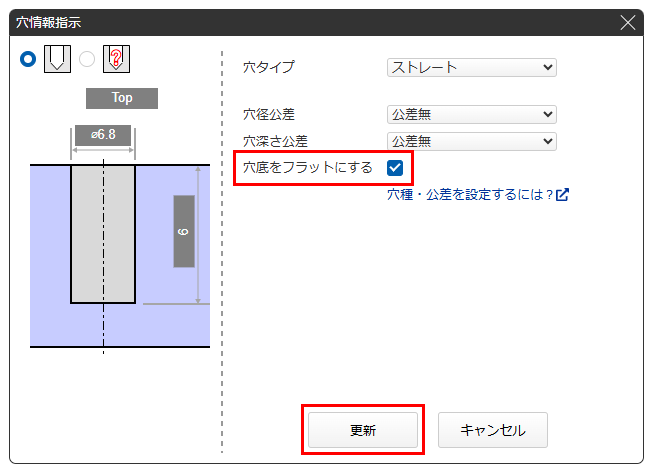
指定した穴底形状は穴情報指示ダイアログ、3Dビューワー上の穴指示、ツリービューで必ずご確認ください。- 穴底形状を指定しても3Dビューワー上のモデルは変わりません。
- タップ、インサート、各種下穴、長穴、皿穴は穴底形状の指定はできません。
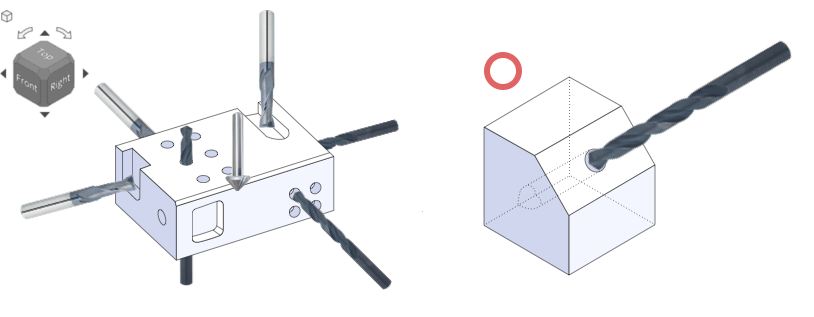
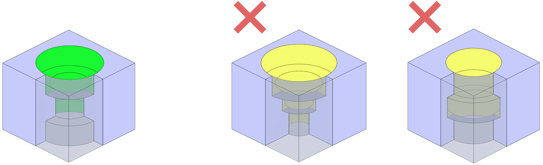
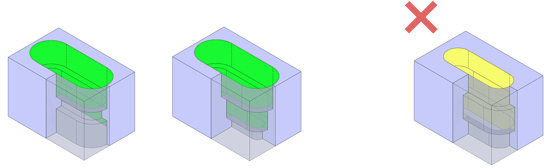
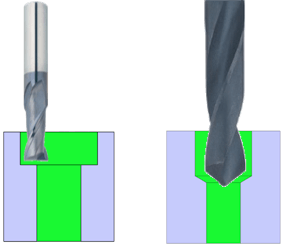
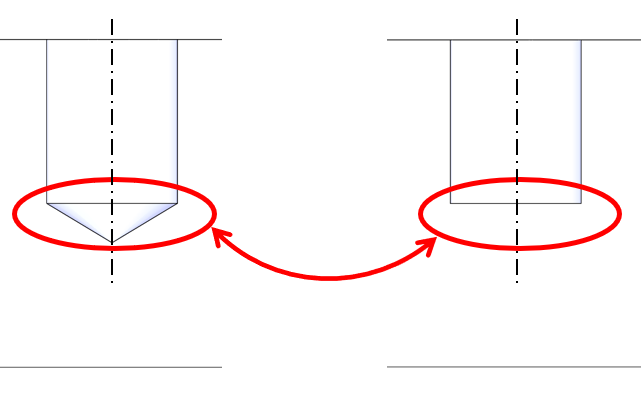
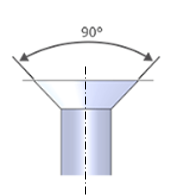
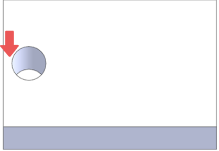
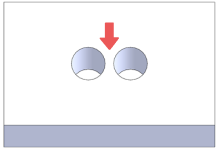
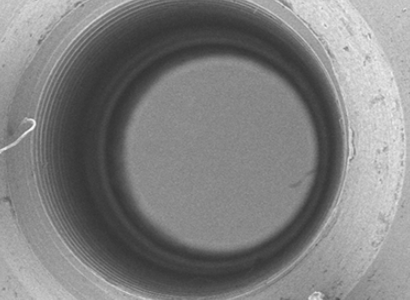
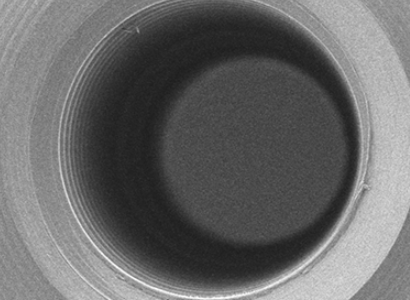
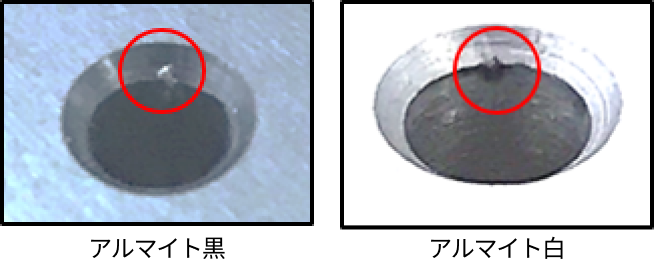
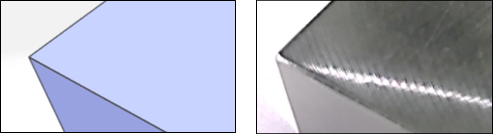
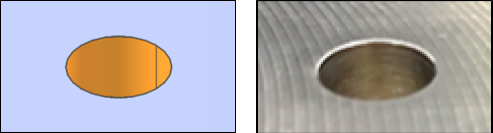
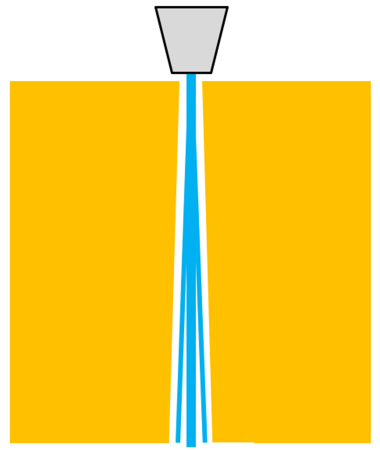
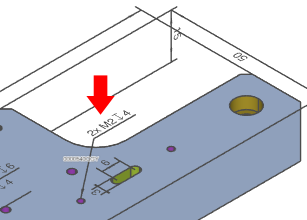
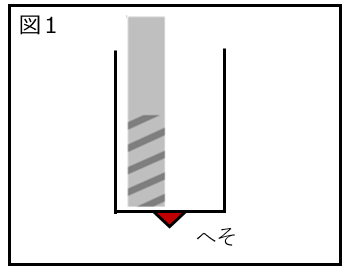
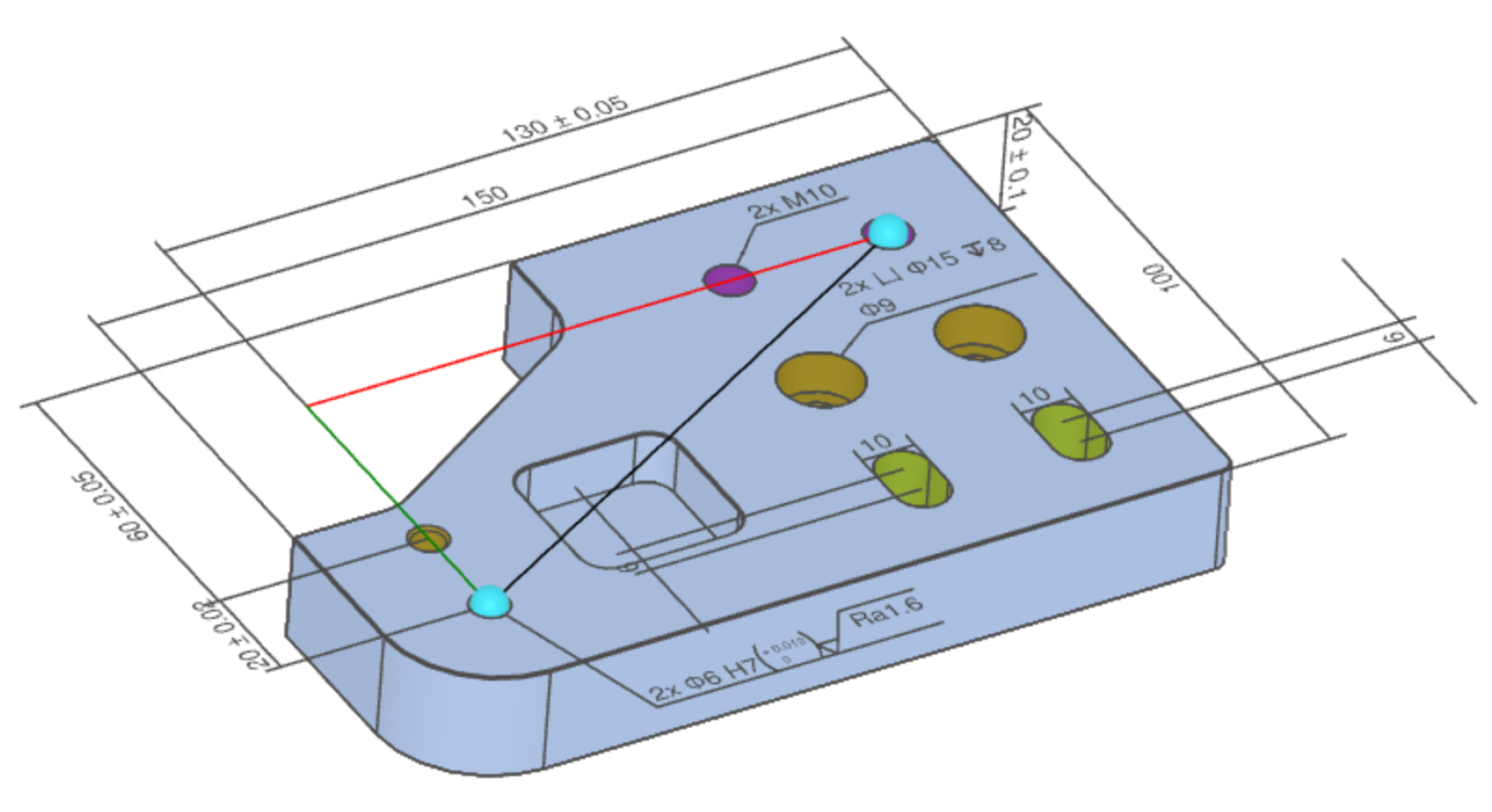
- Φ5以下の穴はフラット指定をした場合、加工上の制約によりドリルの先端加工部分(へそ)が残る場合があります。(図1参照)
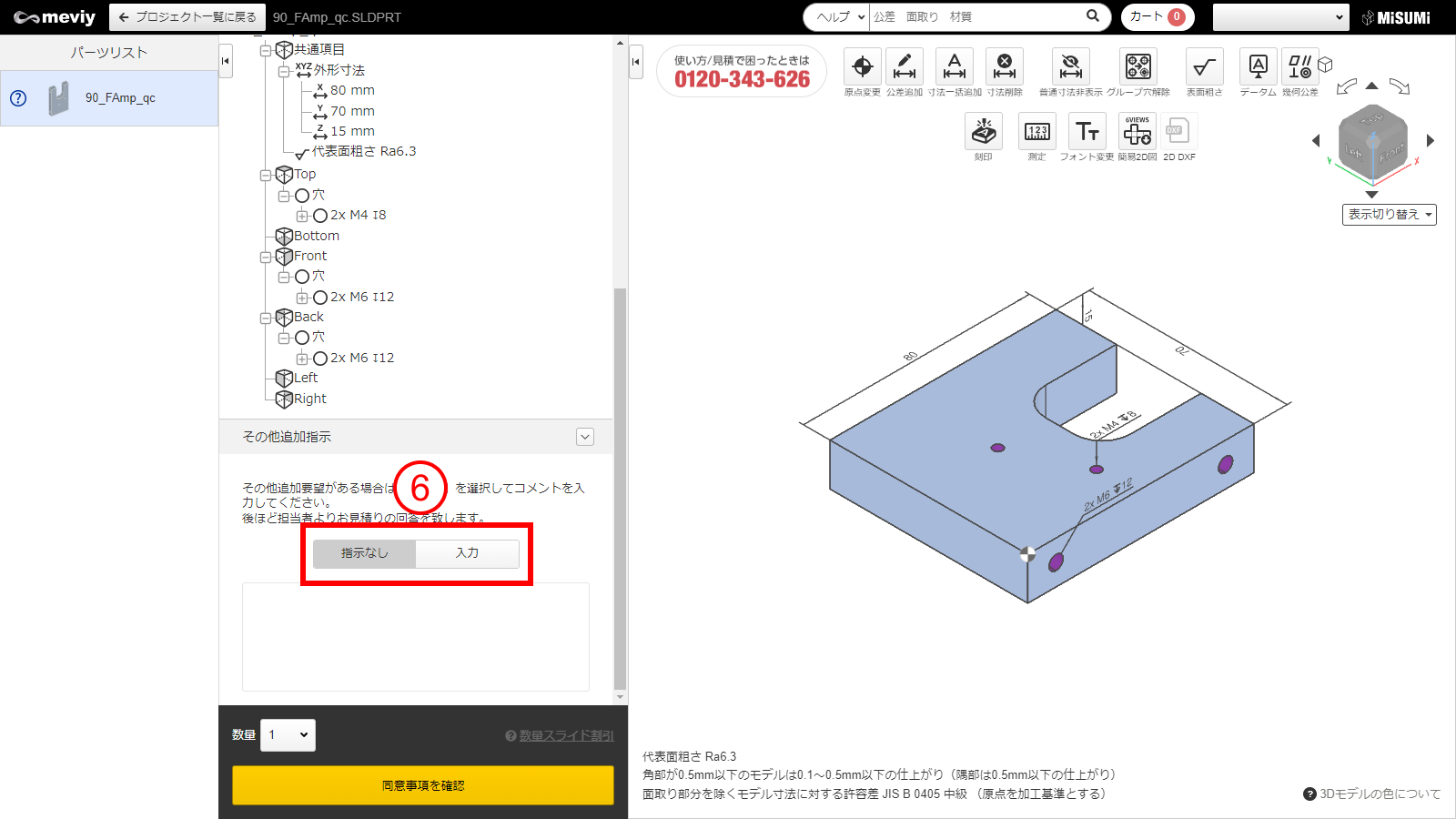
-
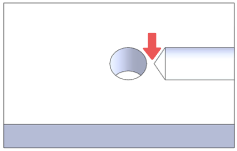
穴底の形状を指定しない場合、モデル底面は平面でも、加工特性上、仕上がりは円錐となる場合があります。またその逆もあります。
3Dビューワーの操作⽅法
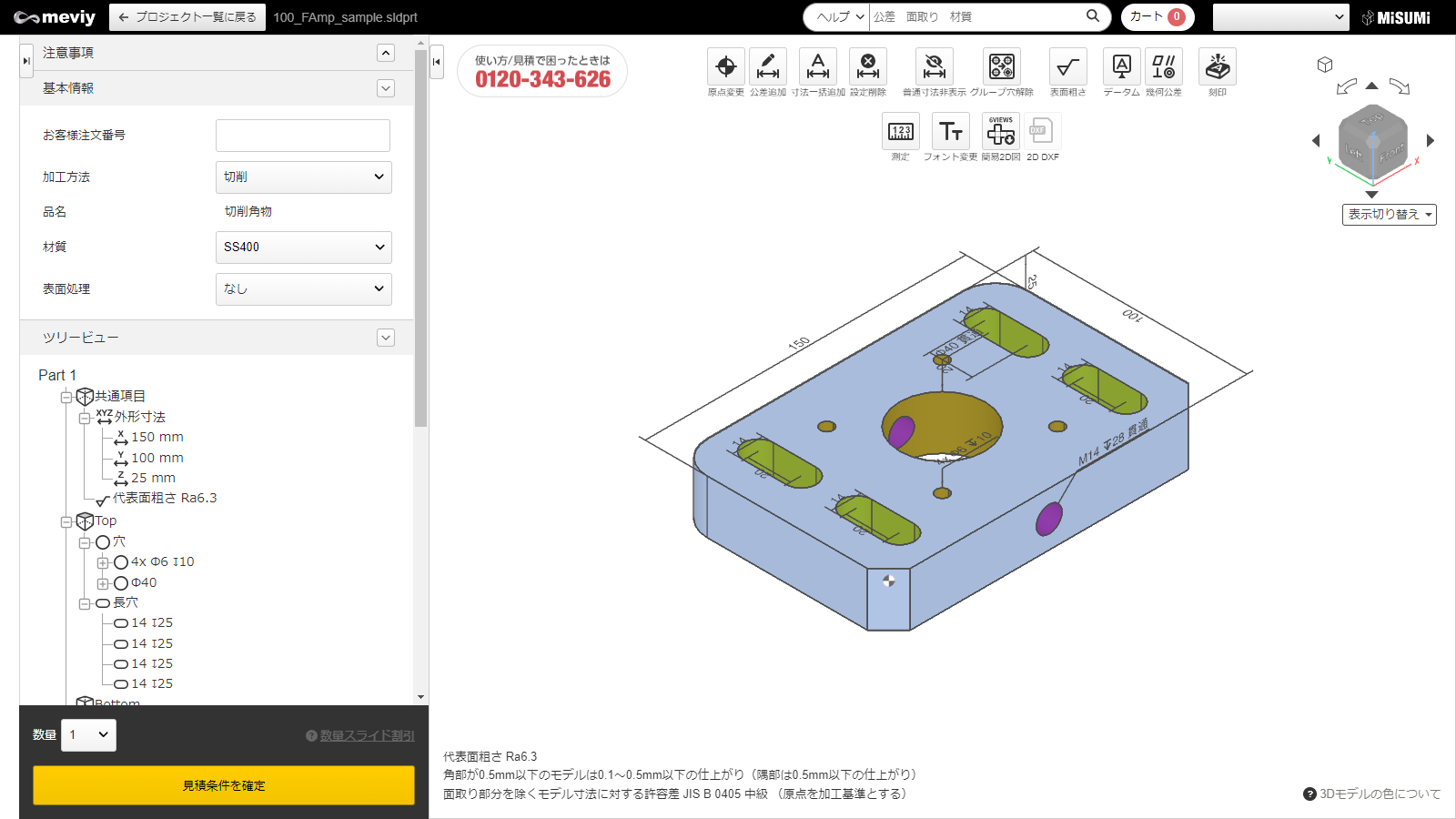

機能名 できること 
設計原点を移動できます。→「設計原点を変更する」 
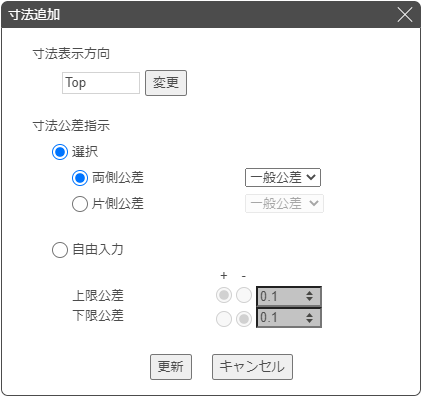
寸法および⼨法公差を追加できます。→「寸法および寸法公差を追加/削除する」 
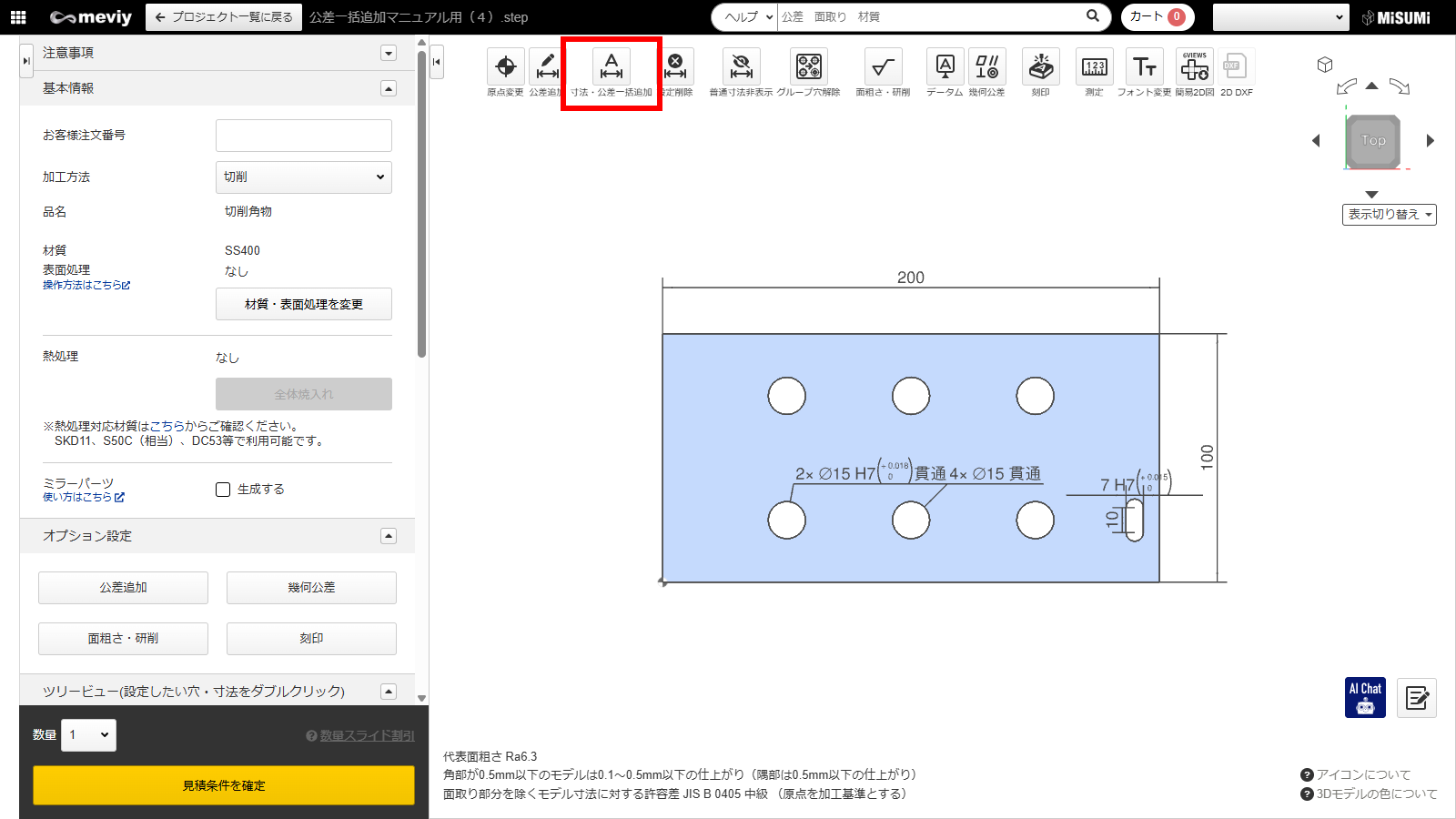
原点を基準に、寸法・公差を一括で追加します。→「寸法・公差を一括設定する」 
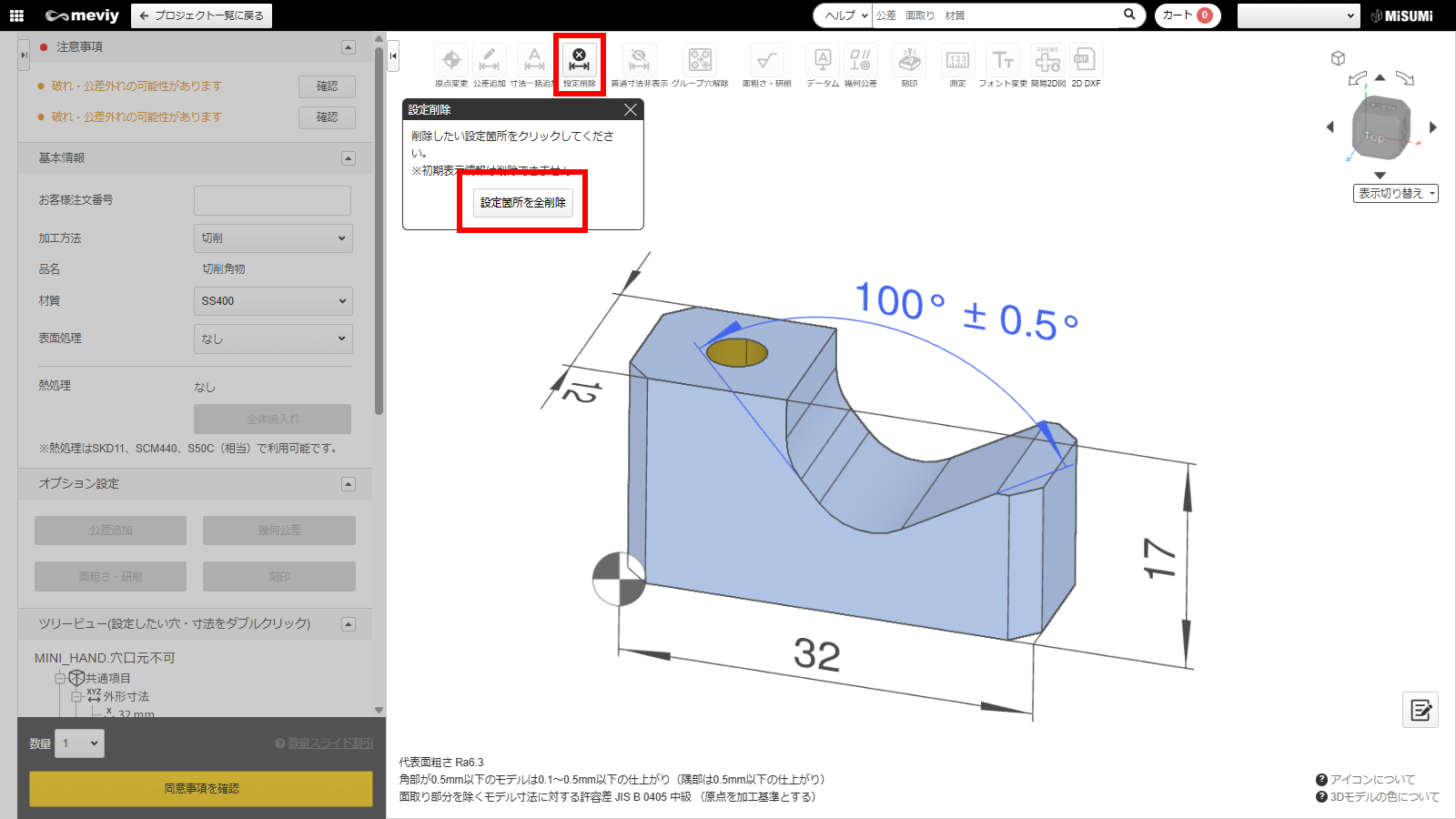
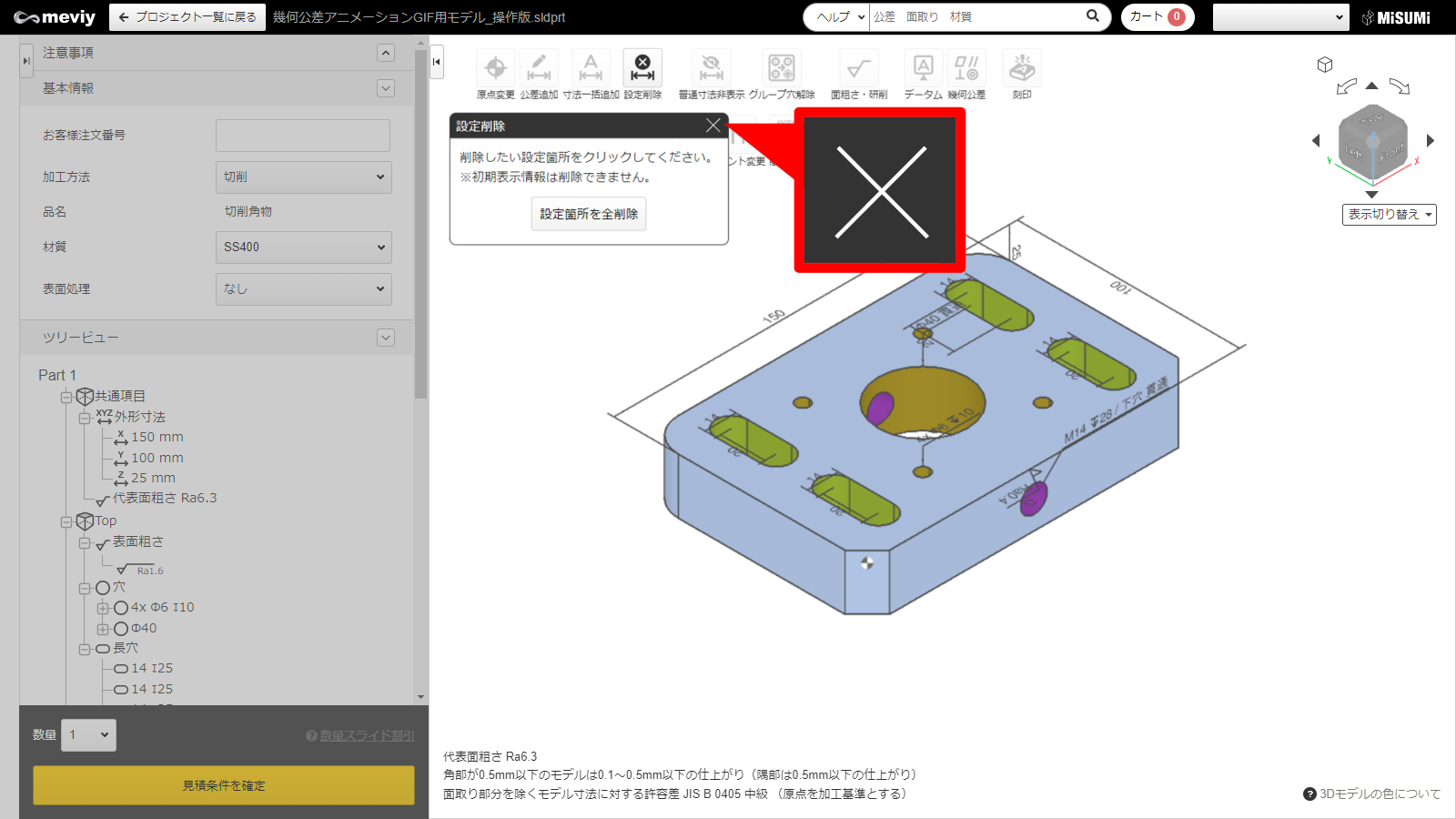
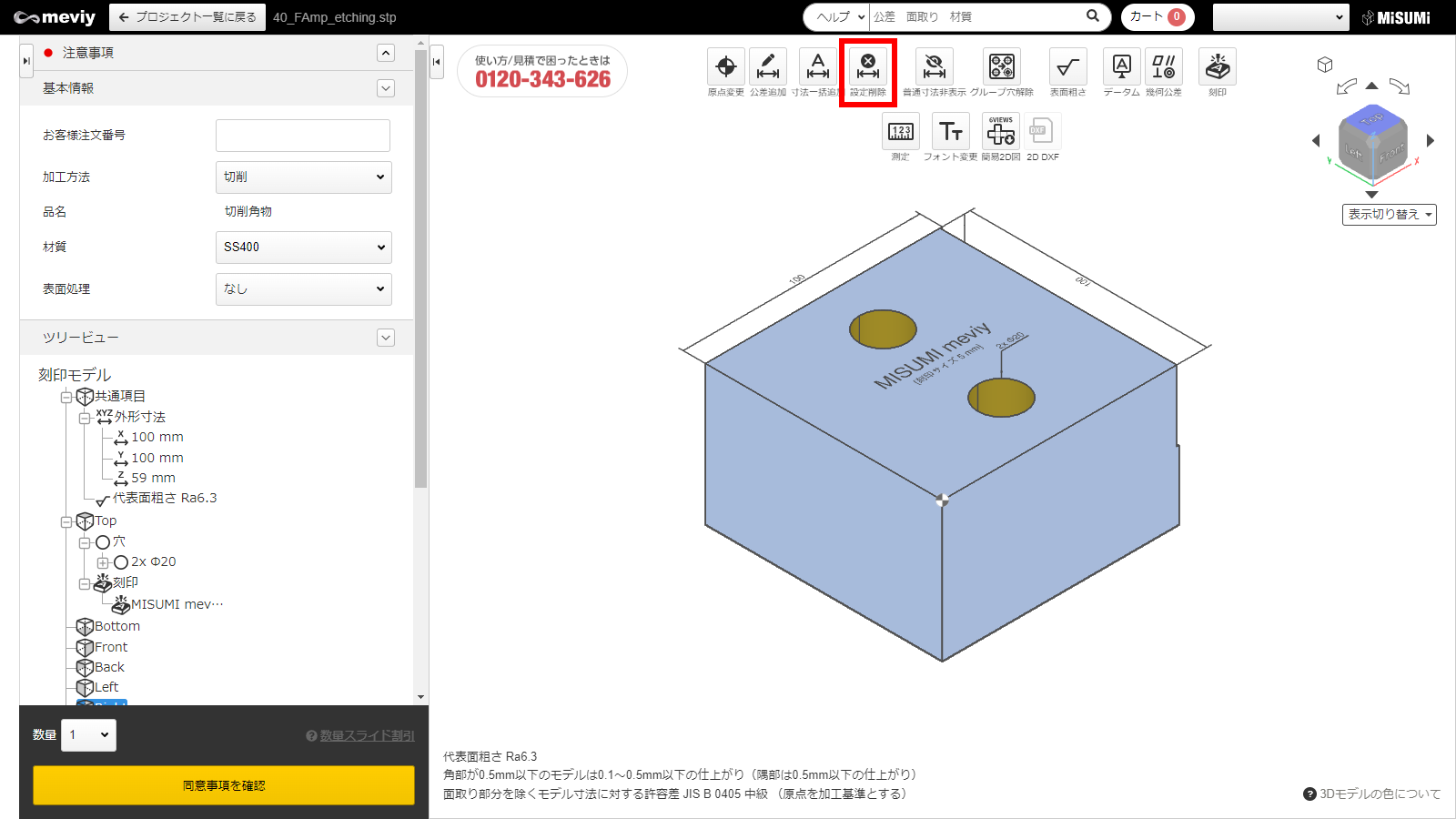
追加した設定を削除します。→「寸法および寸法公差を追加/削除する」 
「指⽰なき加⼯⼨法の普通許容差標準」で保証している⼨法公差を⾮表⽰にします。 
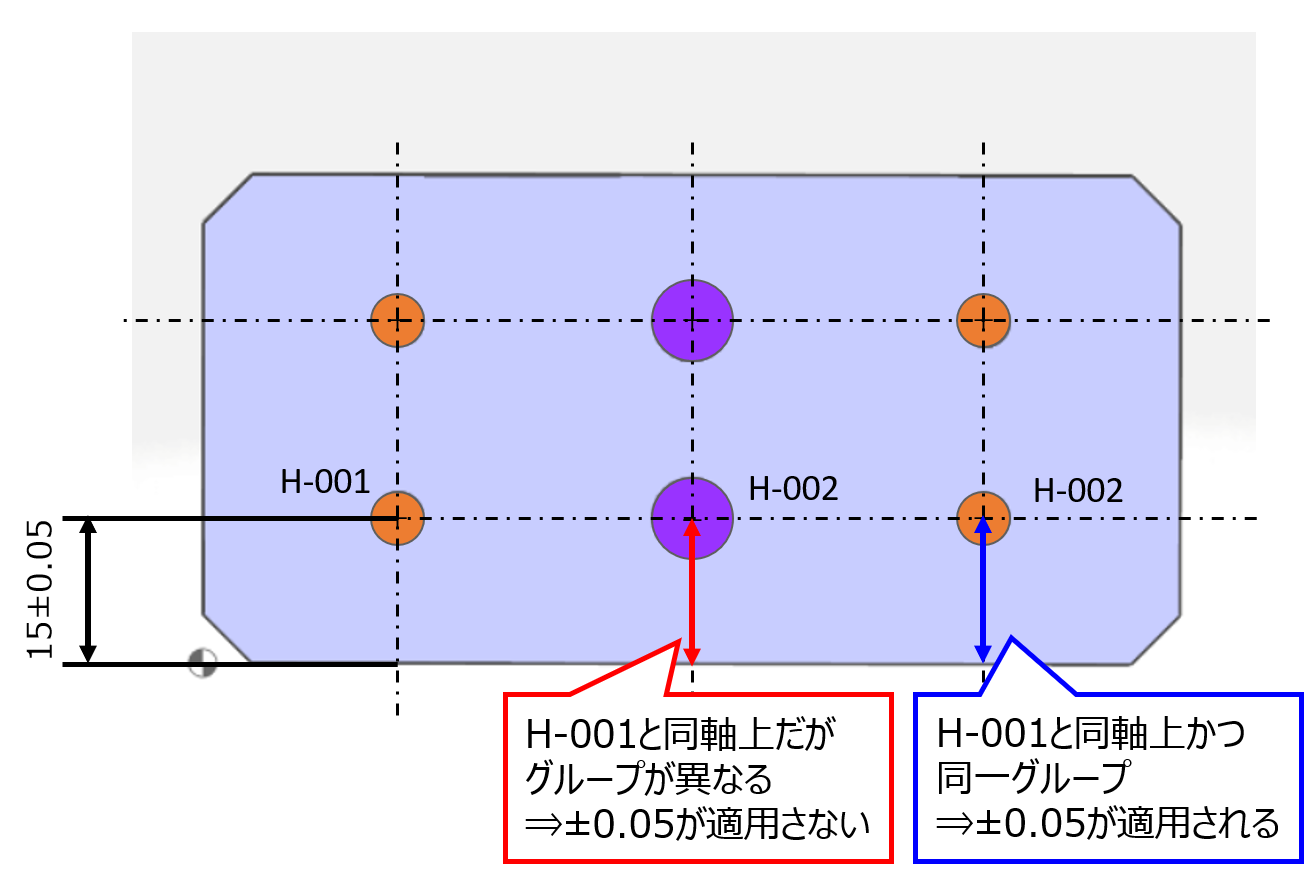
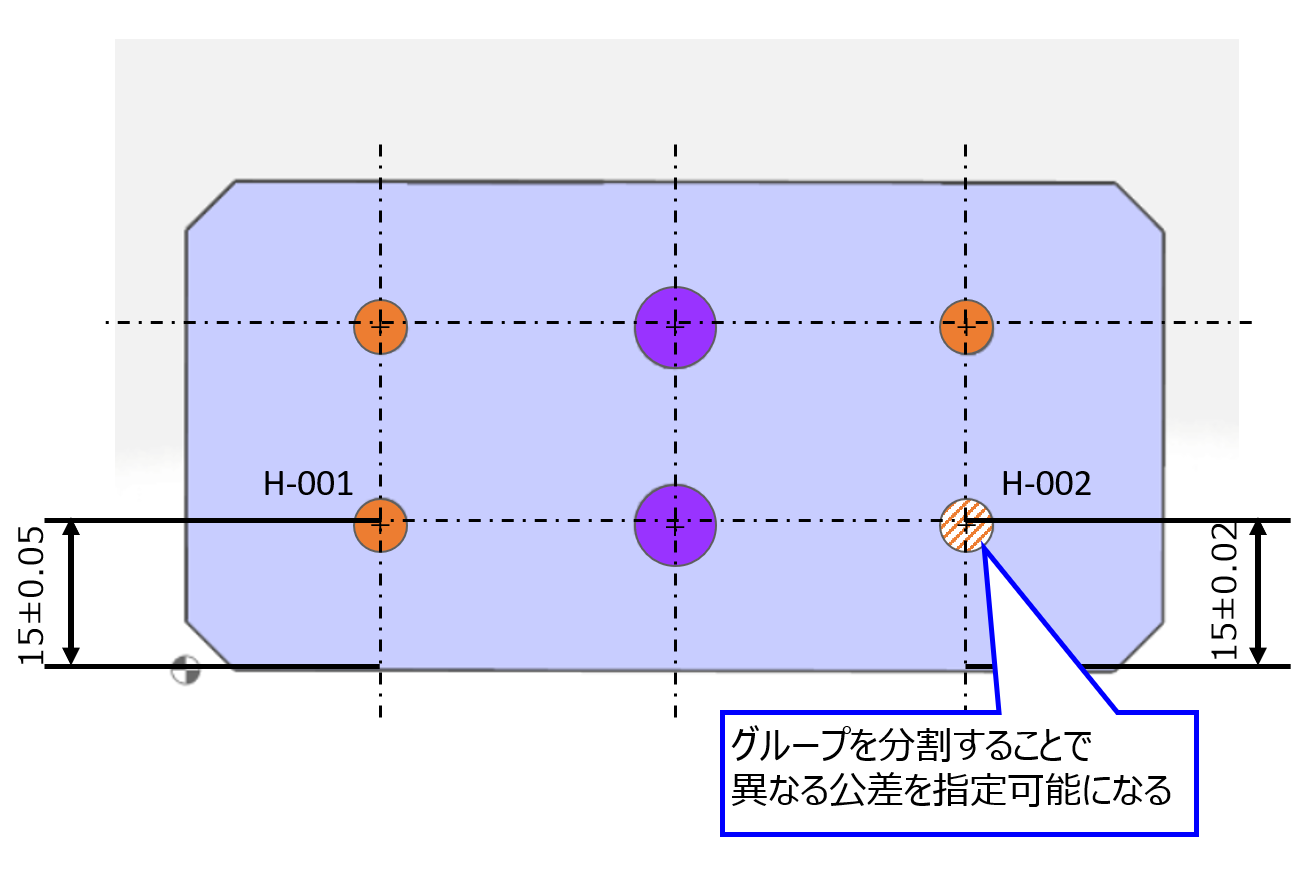
形状認識時にグループ化された⽳を分割できます。→「グループ穴を分割する」 
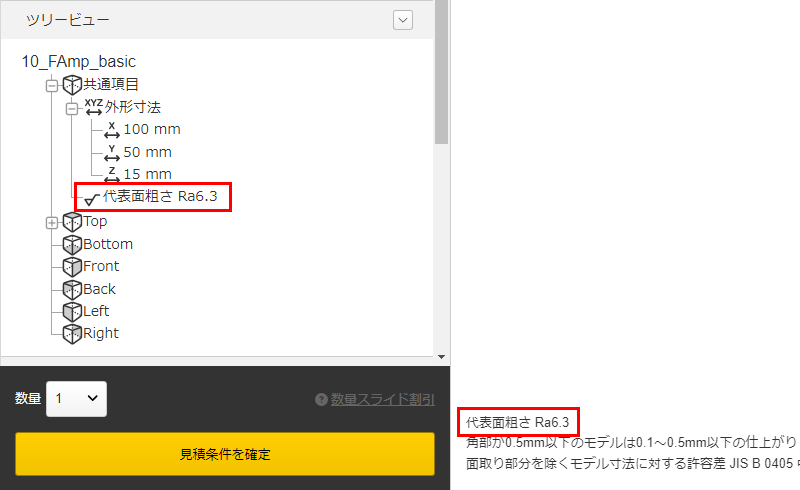
表面粗さ、研削・バフ研磨を設定できます。→「表面粗さ、研削・バフ研磨を設定する」 機能名 できること 
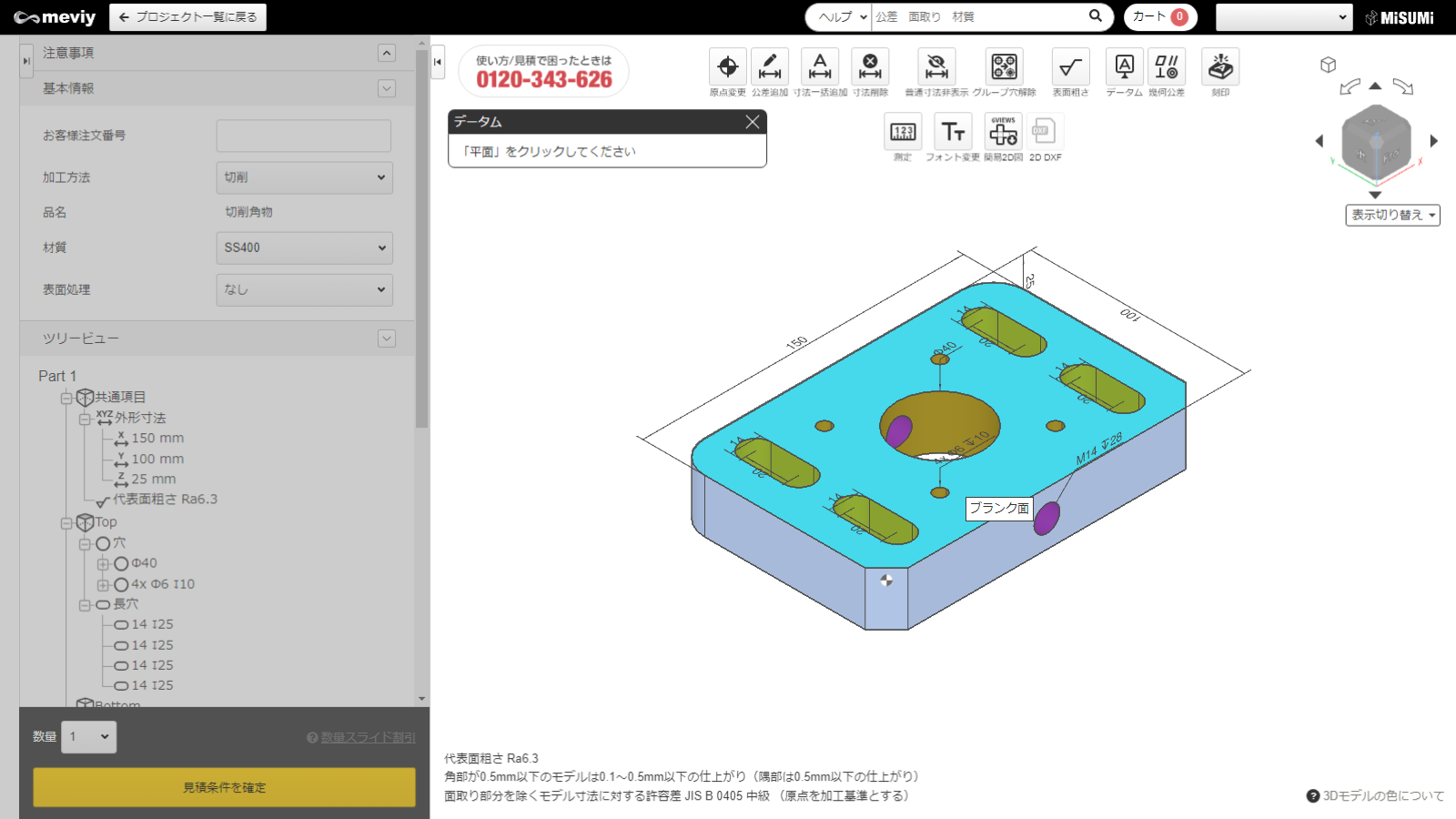
データムを設定できます。→「データム・幾何公差を設定する」 
幾何公差を設定できます。→「データム・幾何公差を設定する」 
刻印を追加します。→「刻印を設定する」 
アップロードした3Dモデルの設計情報を測定できます。→「3Dモデルを測定する」 
PMI表⽰のフォントサイズを変更できます。→「フォントサイズを変更する」 
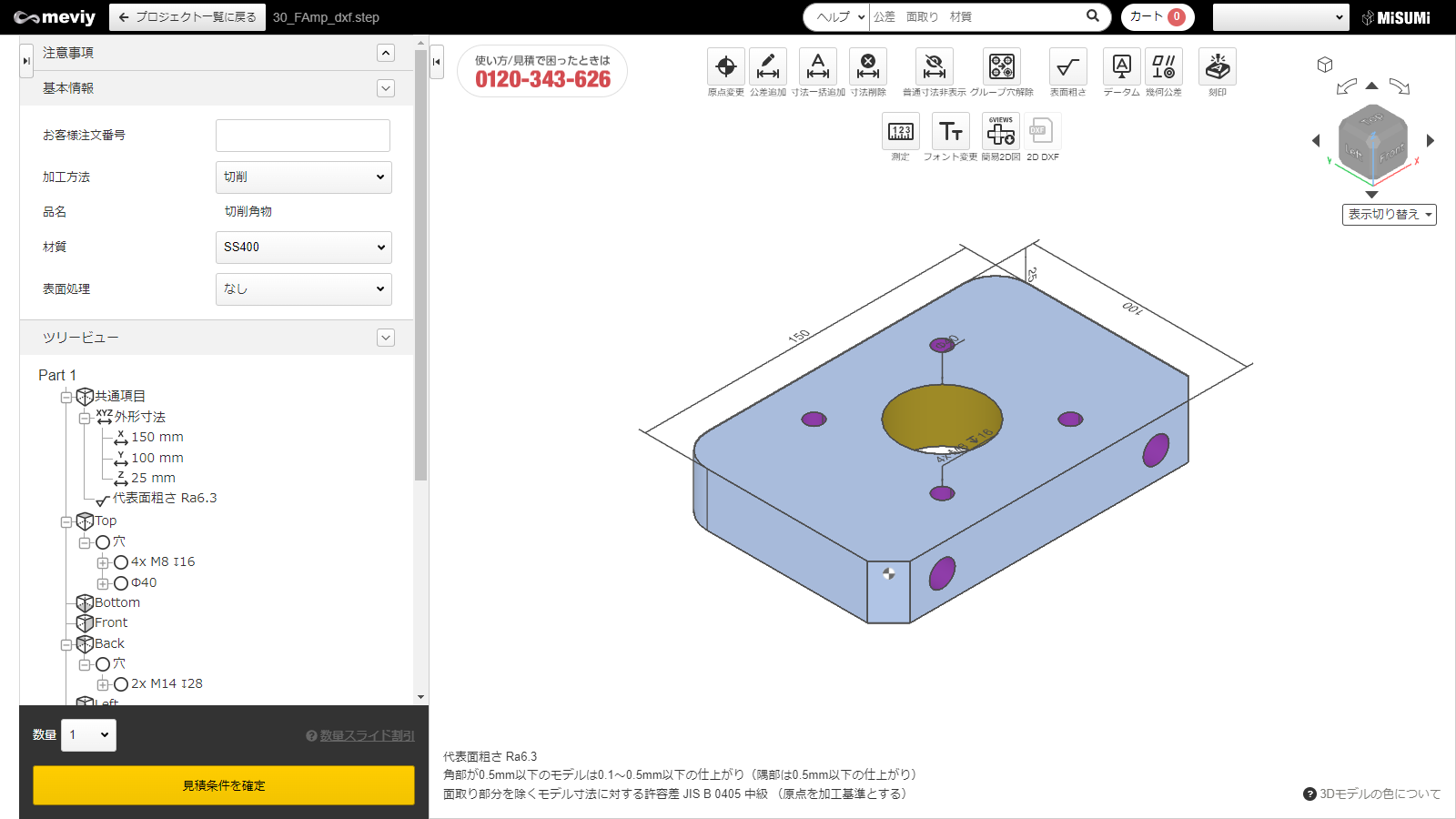
3Dモデルの各ビュー方向をキャプチャし、第三角法で配置した画像ファイルをダウンロード出来ます。 
型番確定後に2D DXFデータを生成・出力できます。→「2D DXFファイルをダウンロードする」 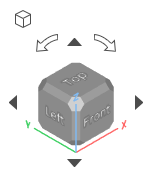
表⽰しているパーツの向きをキューブの回転に合わせて変更できます。
 [アイソメ表示]をクリックすると、アイソメ図(初期姿勢)に戻ります。
[アイソメ表示]をクリックすると、アイソメ図(初期姿勢)に戻ります。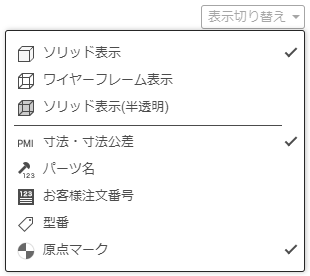
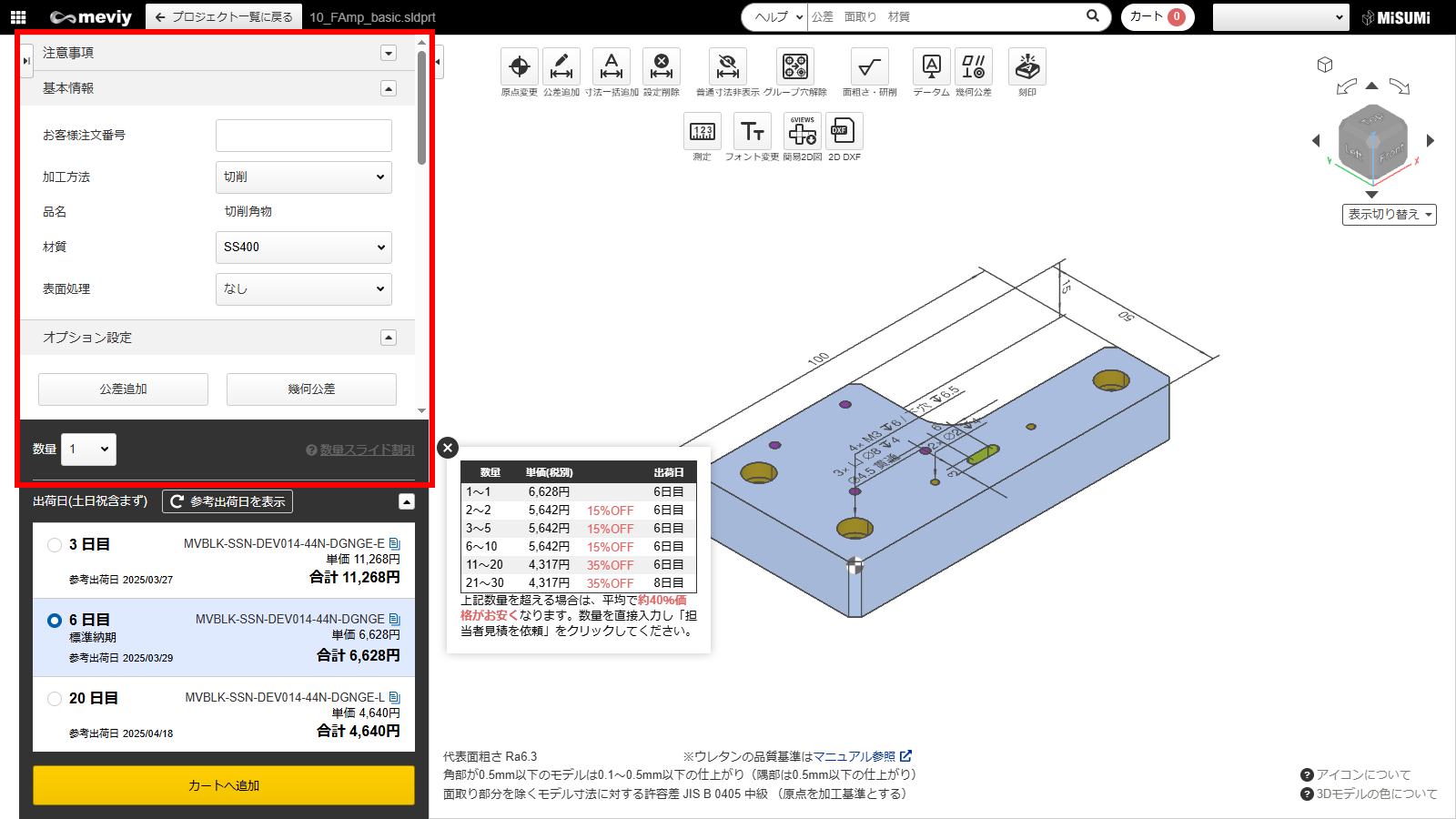
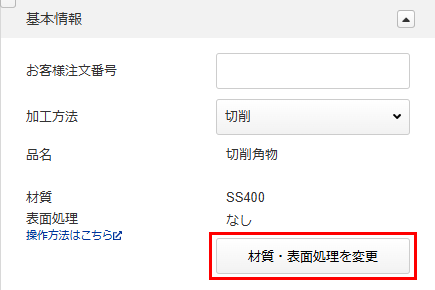
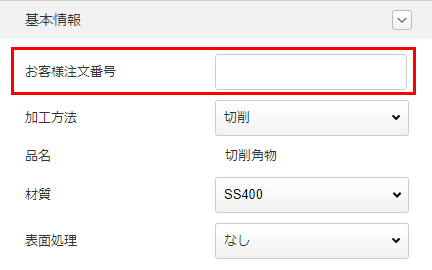
基本情報を設定する
寸法および寸法公差を追加/削除する

 をクリックし、寸法を追加したい「穴の中心」、「長穴の円弧中心」、「面」または「辺」を2箇所クリックします。
をクリックし、寸法を追加したい「穴の中心」、「長穴の円弧中心」、「面」または「辺」を2箇所クリックします。- 寸法を表示したい位置をクリックします。
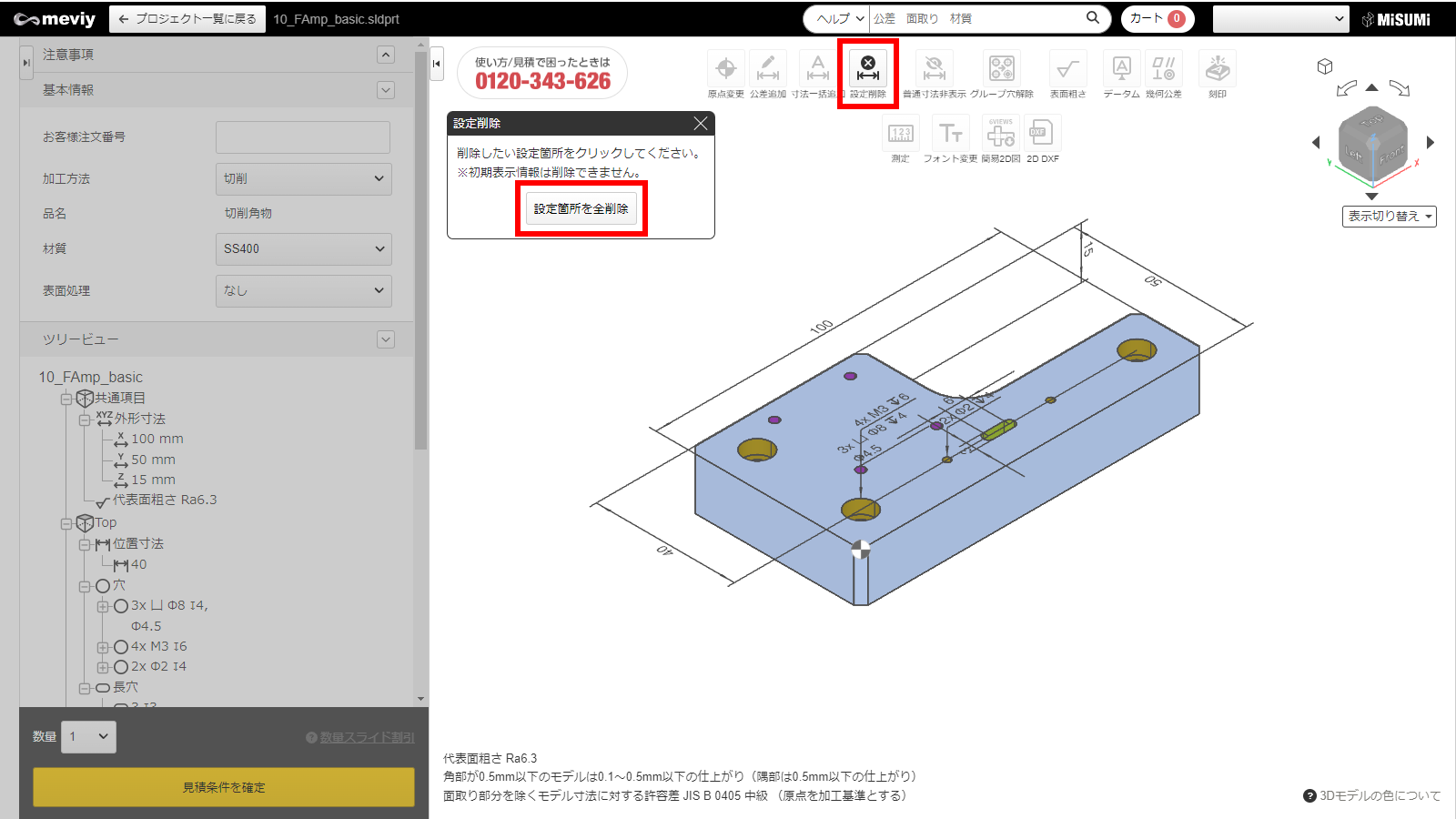
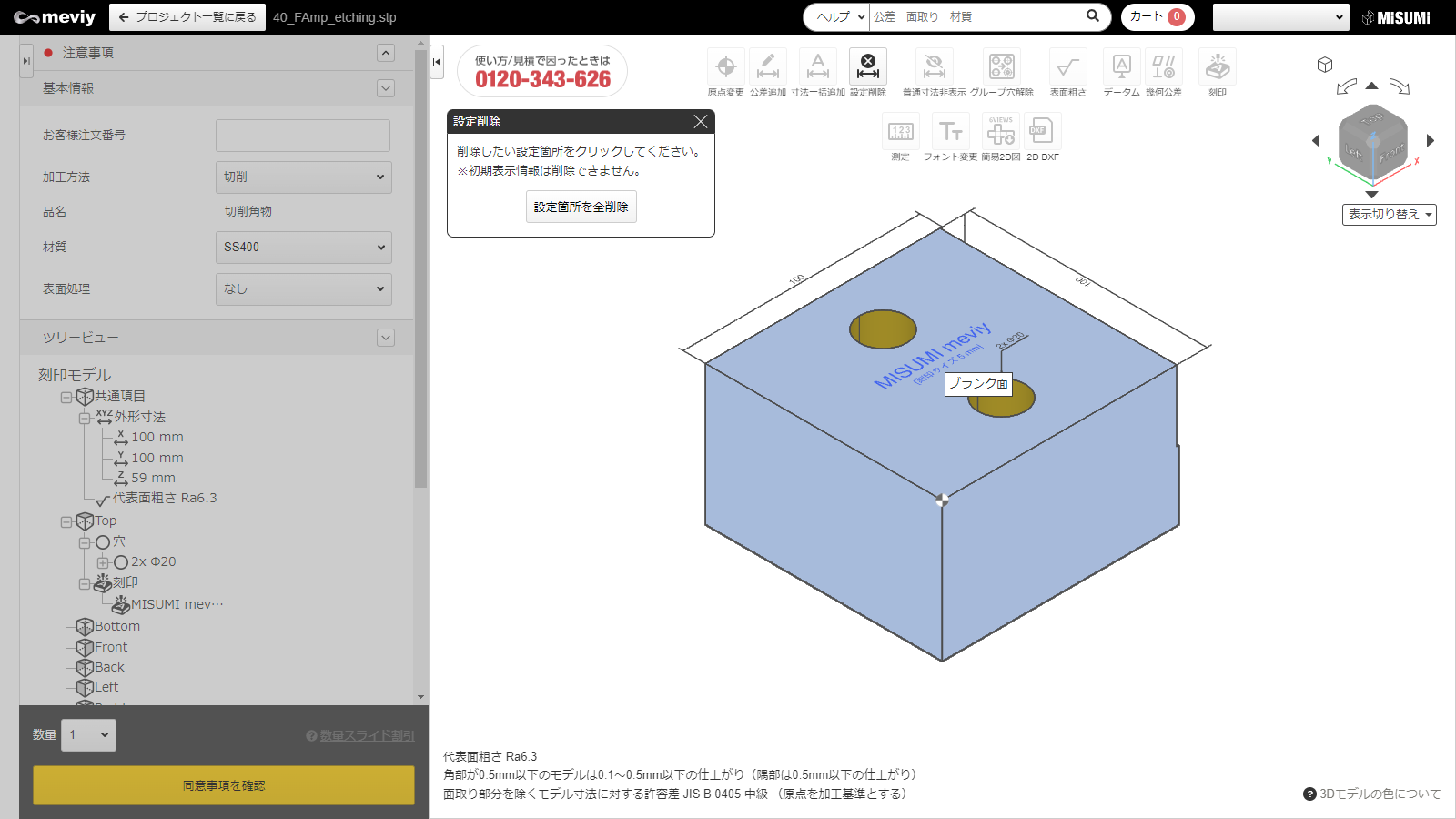
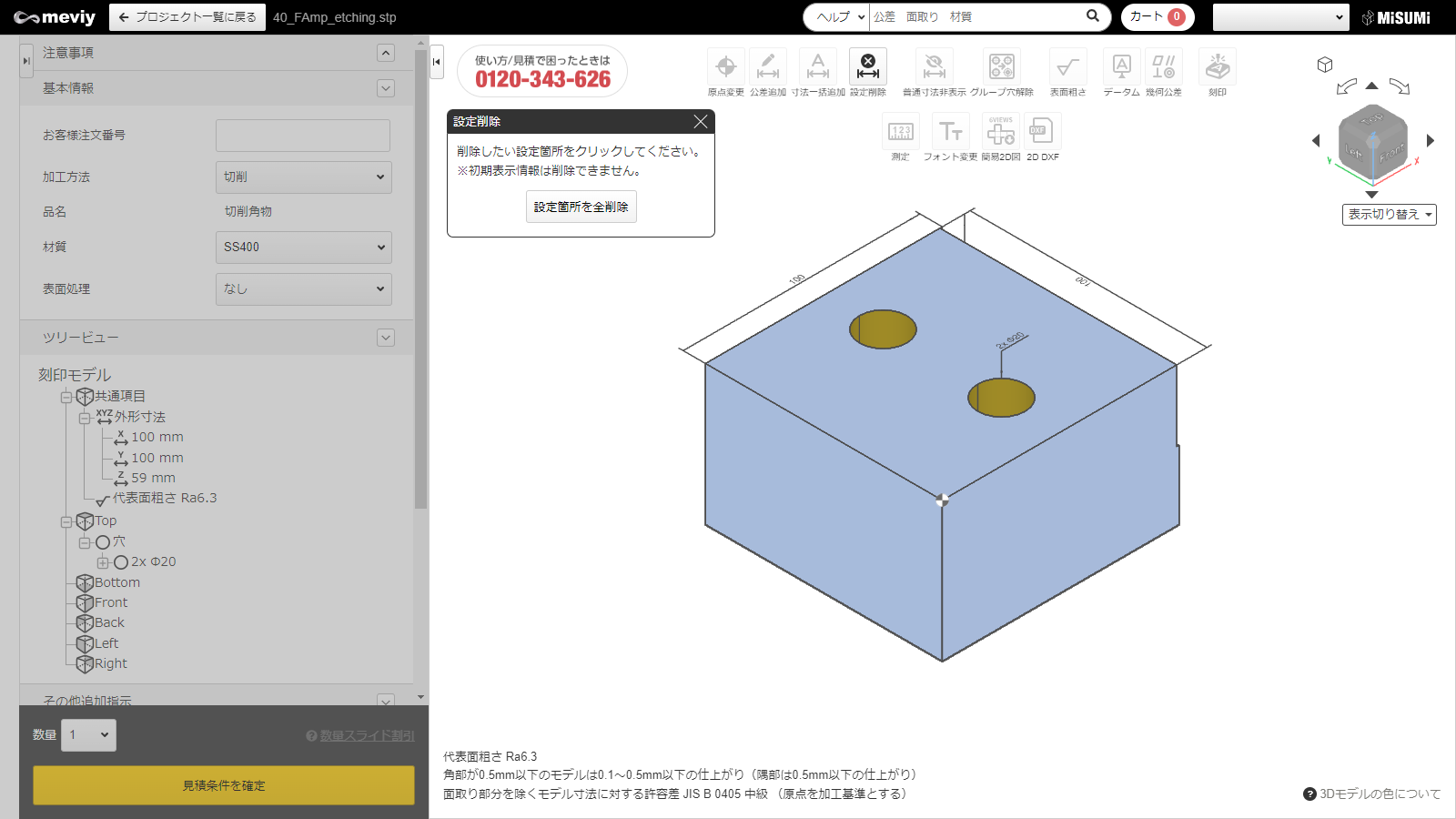
 をクリックし、削除したい寸法をクリックします。
をクリックし、削除したい寸法をクリックします。memo
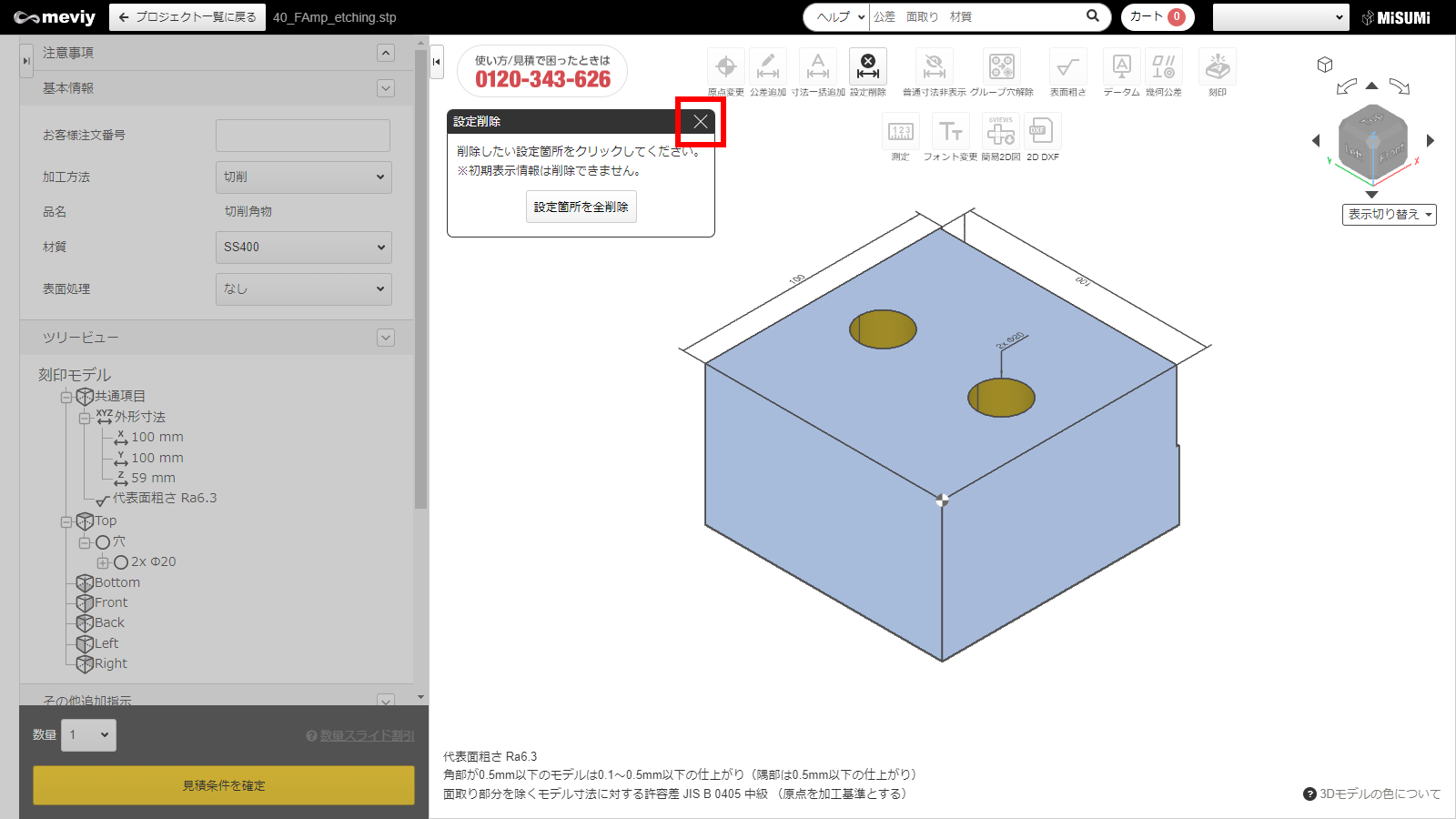
- 外形寸法や穴情報などの初期表示情報は、削除できません。
- 「設定削除」ダイアログの[設定箇所を全削除]を選ぶと、初期表示以外の設定を一括で削除することができます。
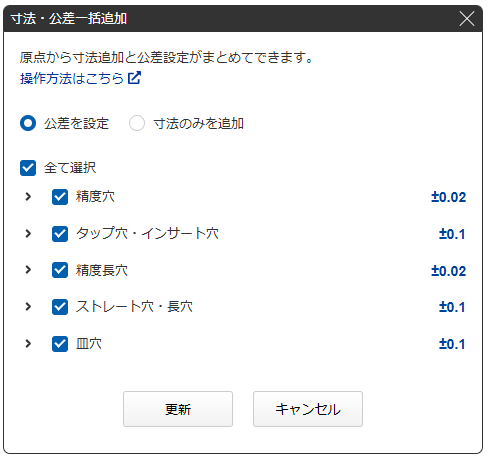
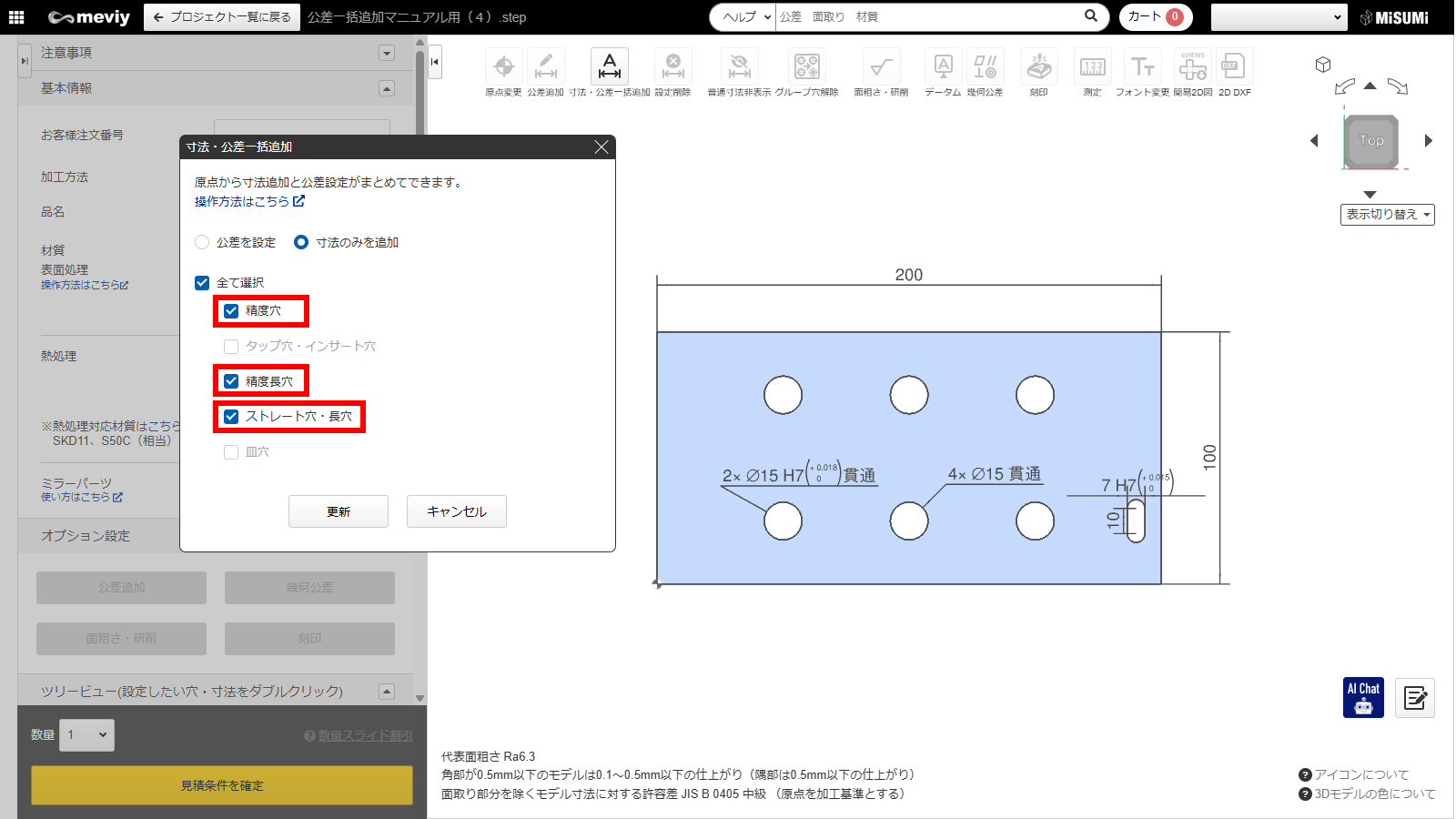
寸法および寸法公差をまとめて追加する
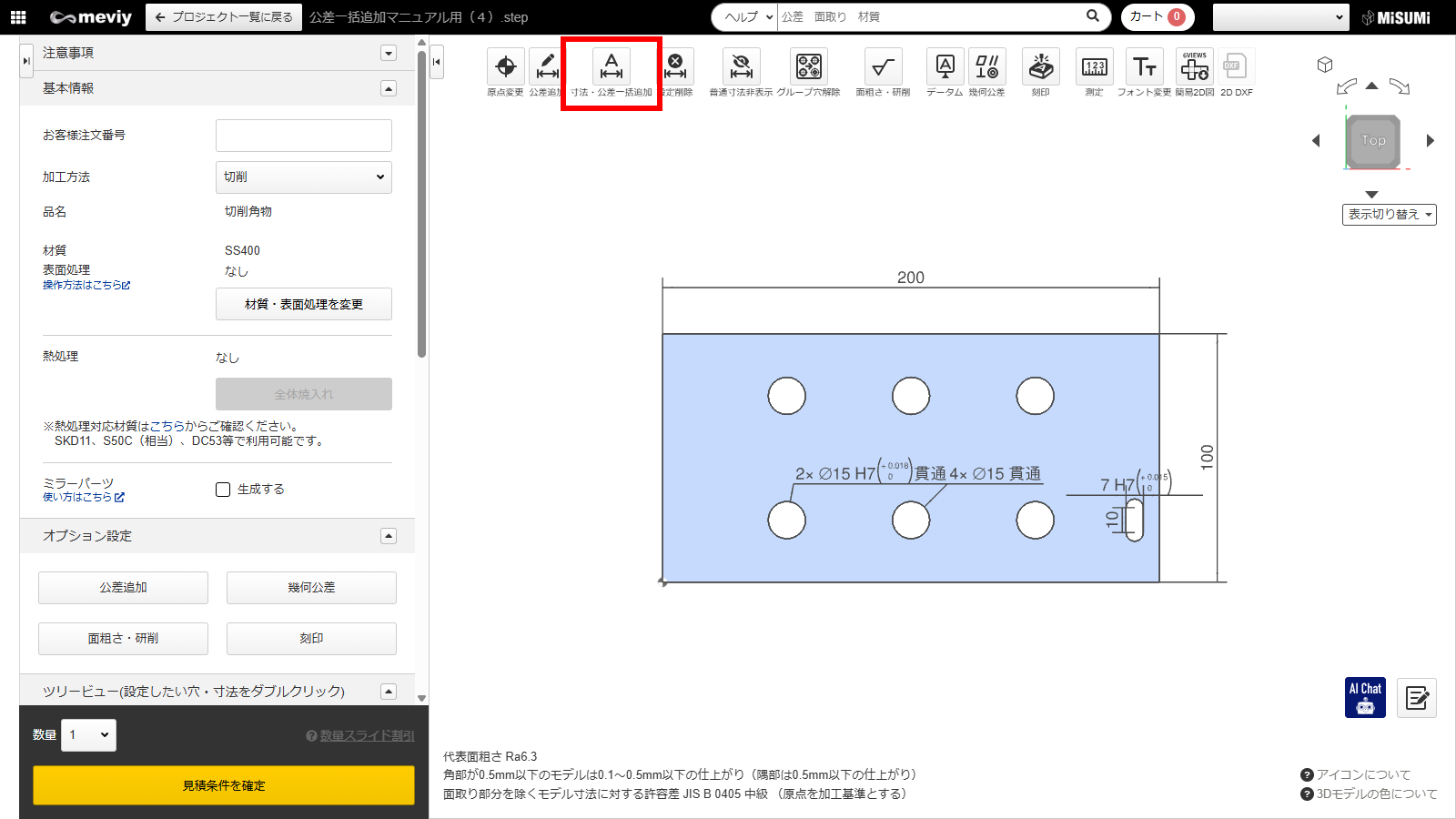
1.
 をクリックします。
をクリックします。- 寸法・公差一括追加ダイアログが表示されます。
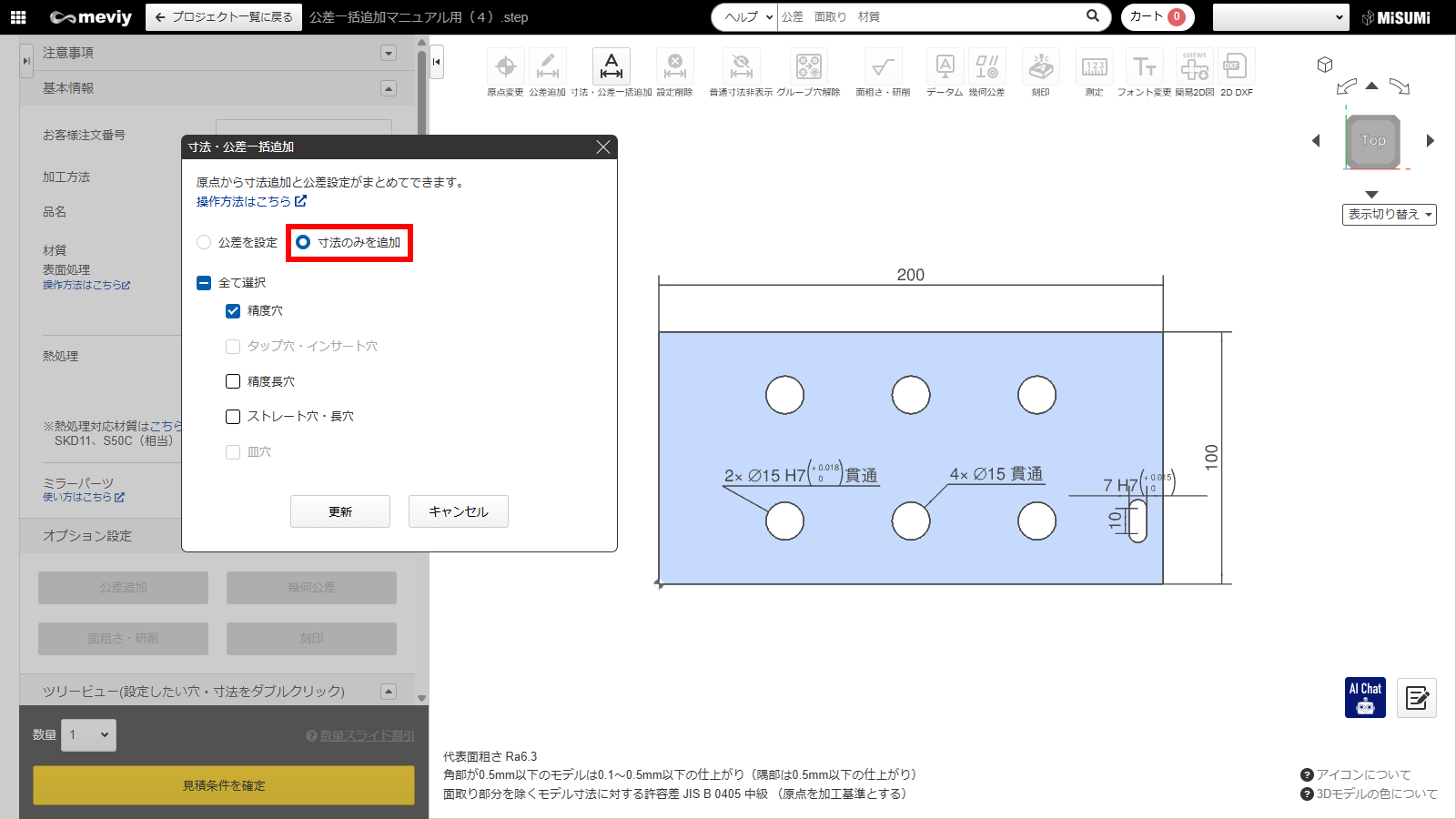
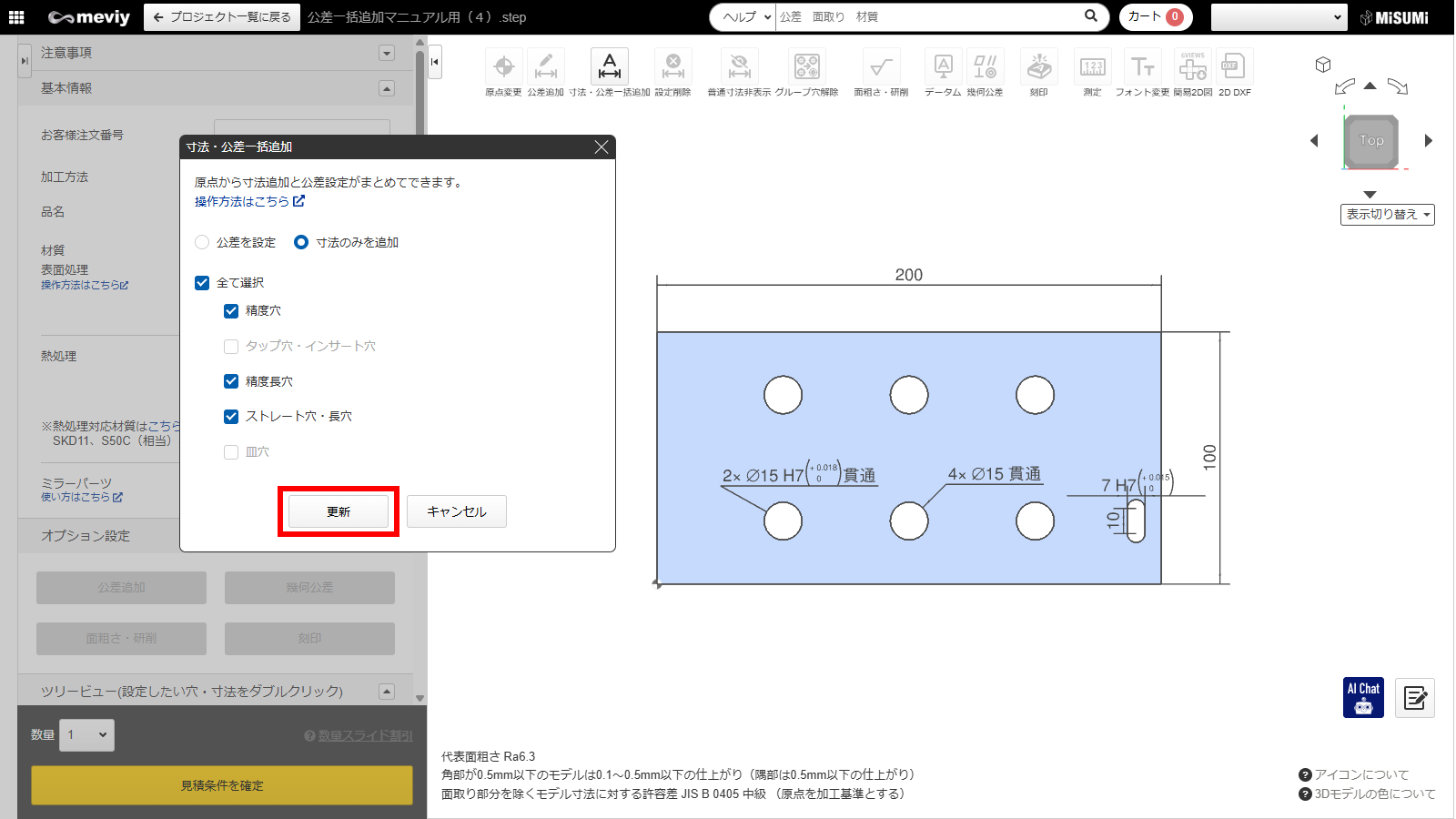
4.
 をクリックします。
をクリックします。- モデルに寸法だけがまとめて追加されます。
1.
をクリックします。- 寸法・公差一括追加ダイアログが表示されます。
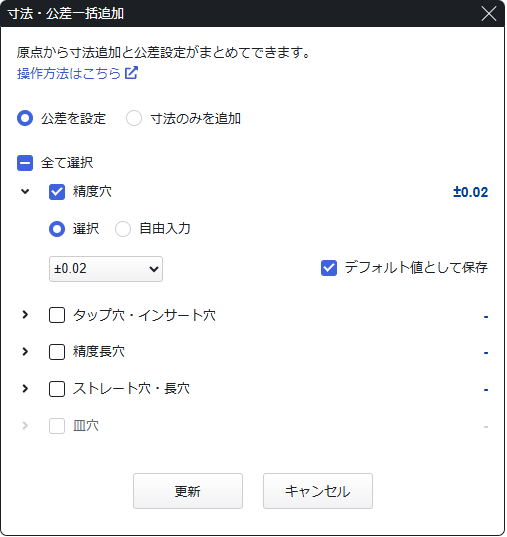
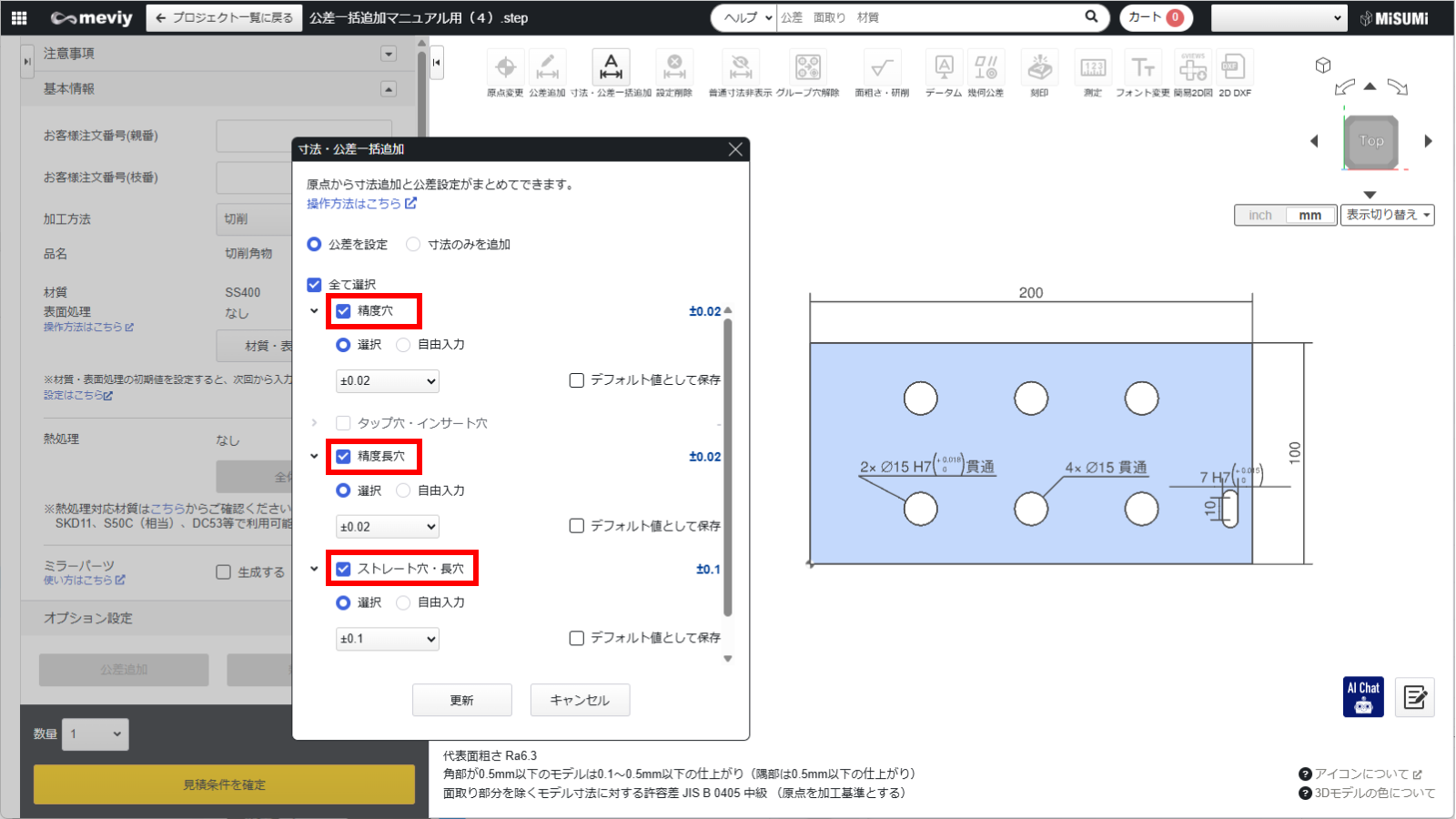

memo
一般公差を選択すると寸法だけを追加することができます。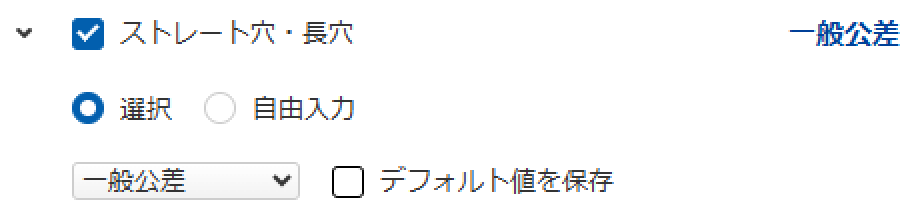
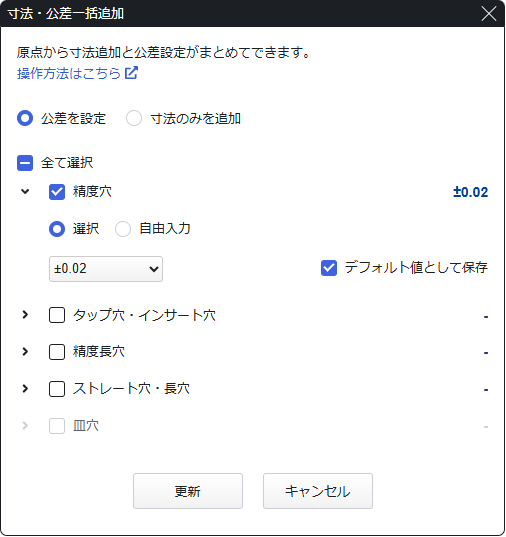
ポイント
- 前回設定した公差値を変更すると、
 に自動でチェックが入ります。この機能を使用すると、設定する公差値を保存し、次回以降の入力を省略することができます。
に自動でチェックが入ります。この機能を使用すると、設定する公差値を保存し、次回以降の入力を省略することができます。 - ※保存したくない場合はチェックを外してください。

4.
をクリックします。- モデルに寸法だけがまとめて追加されます。
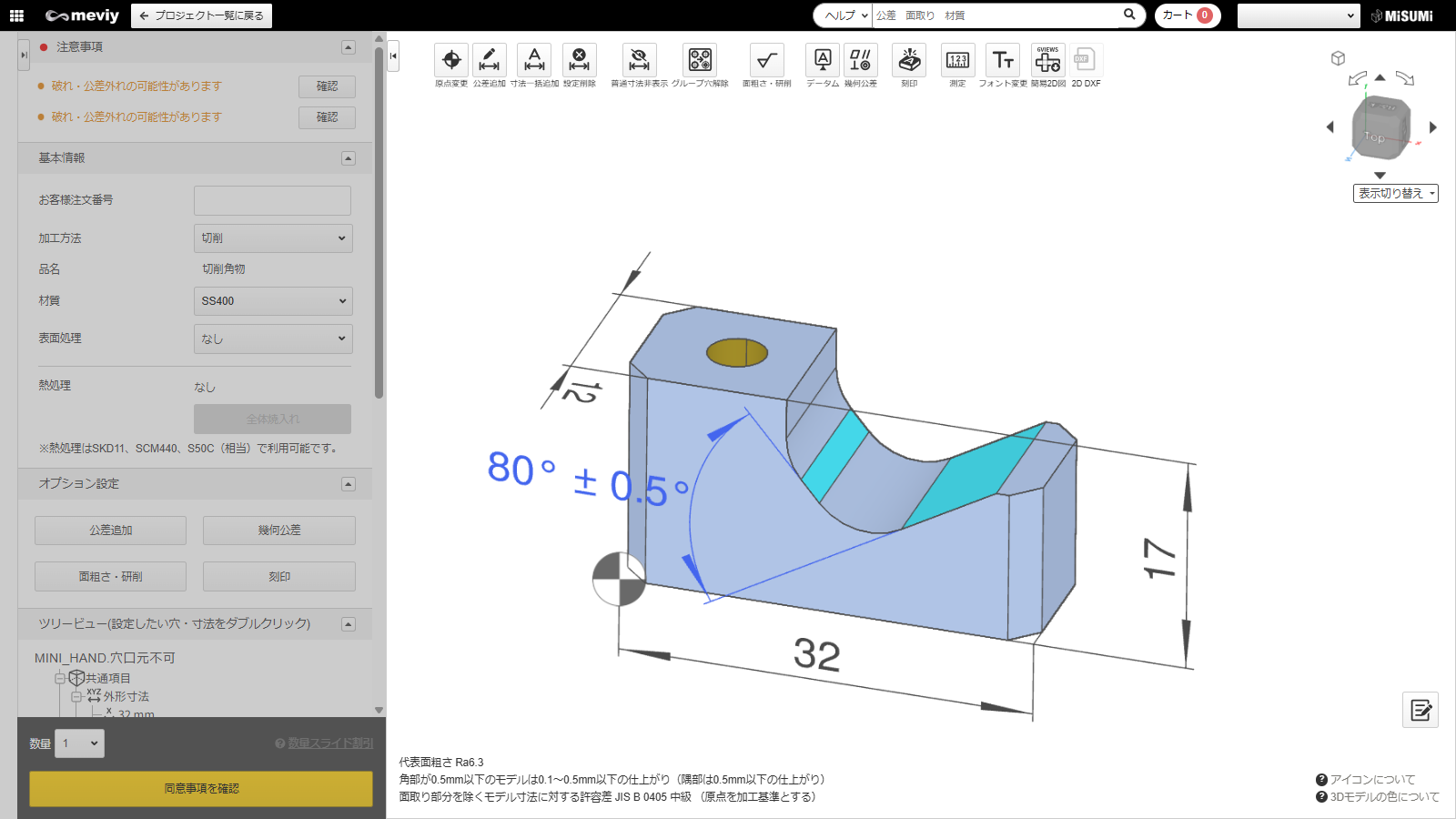
角度寸法および角度公差を追加/削除する
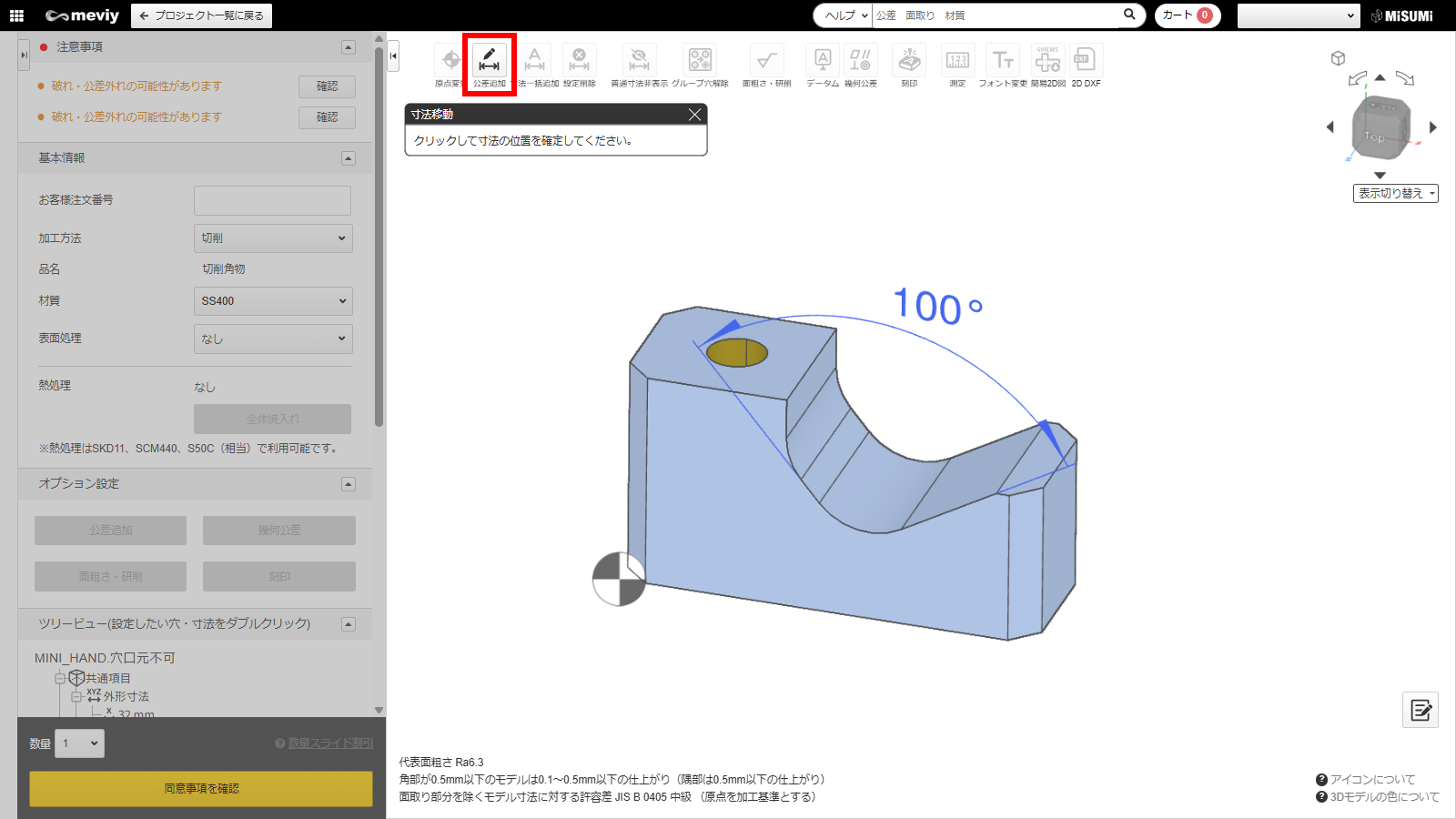 1.
1. をクリックし、寸法を追加したい「面」を2箇所クリックします。2. 寸法を表示したい位置でクリックします。
をクリックし、寸法を追加したい「面」を2箇所クリックします。2. 寸法を表示したい位置でクリックします。- 寸法の表示位置が確定します。
- [角度寸法追加]ダイアログが表示されます。
memo
 を押しても、角度寸法は追加されません。
を押しても、角度寸法は追加されません。
 をクリックし、削除したい寸法をクリックします
をクリックし、削除したい寸法をクリックします 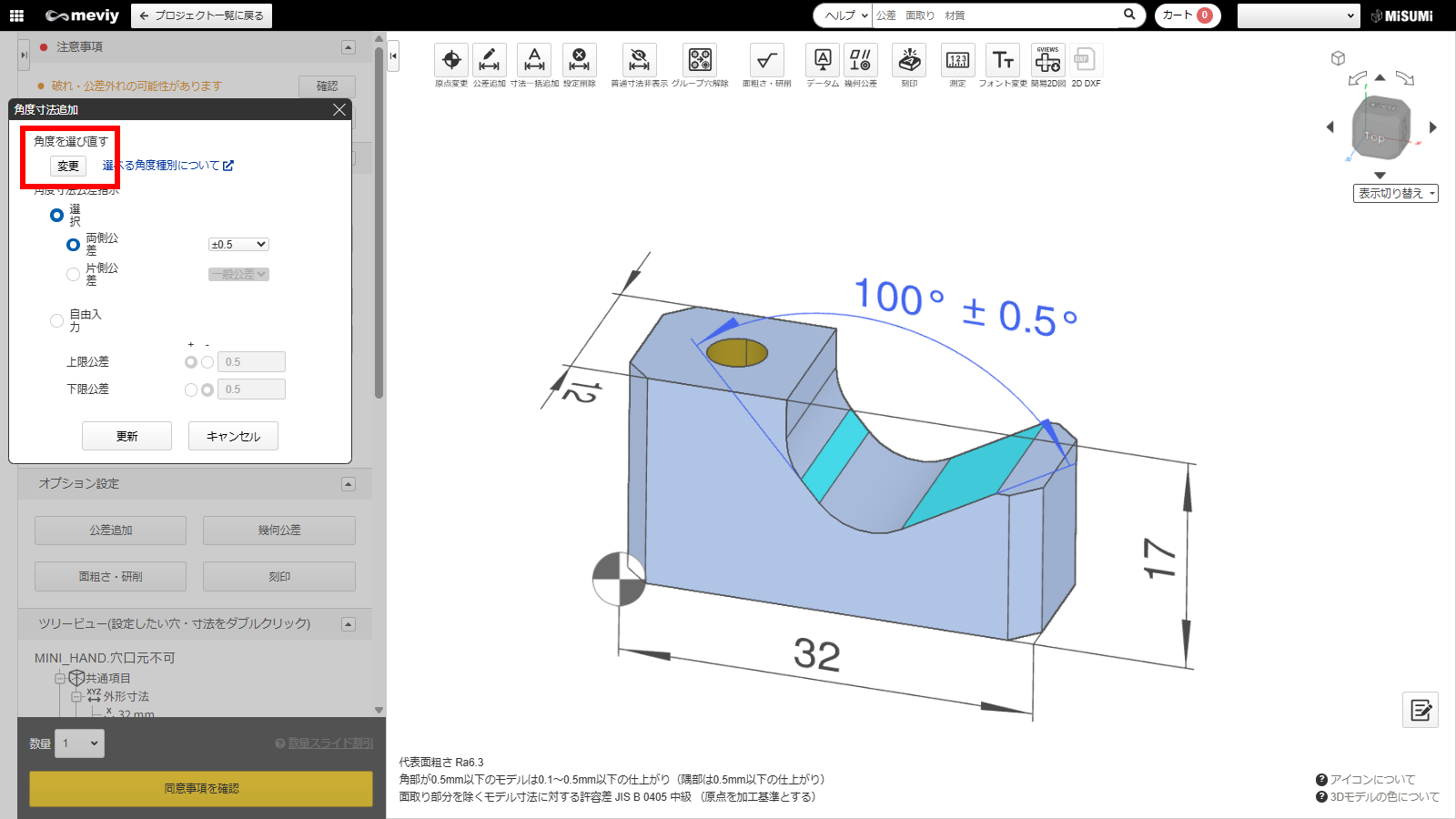 1.「角度を選び直す」の下にある
1.「角度を選び直す」の下にある をクリックします。
をクリックします。
- 再度、表示したい寸法の位置を選べるようになります。
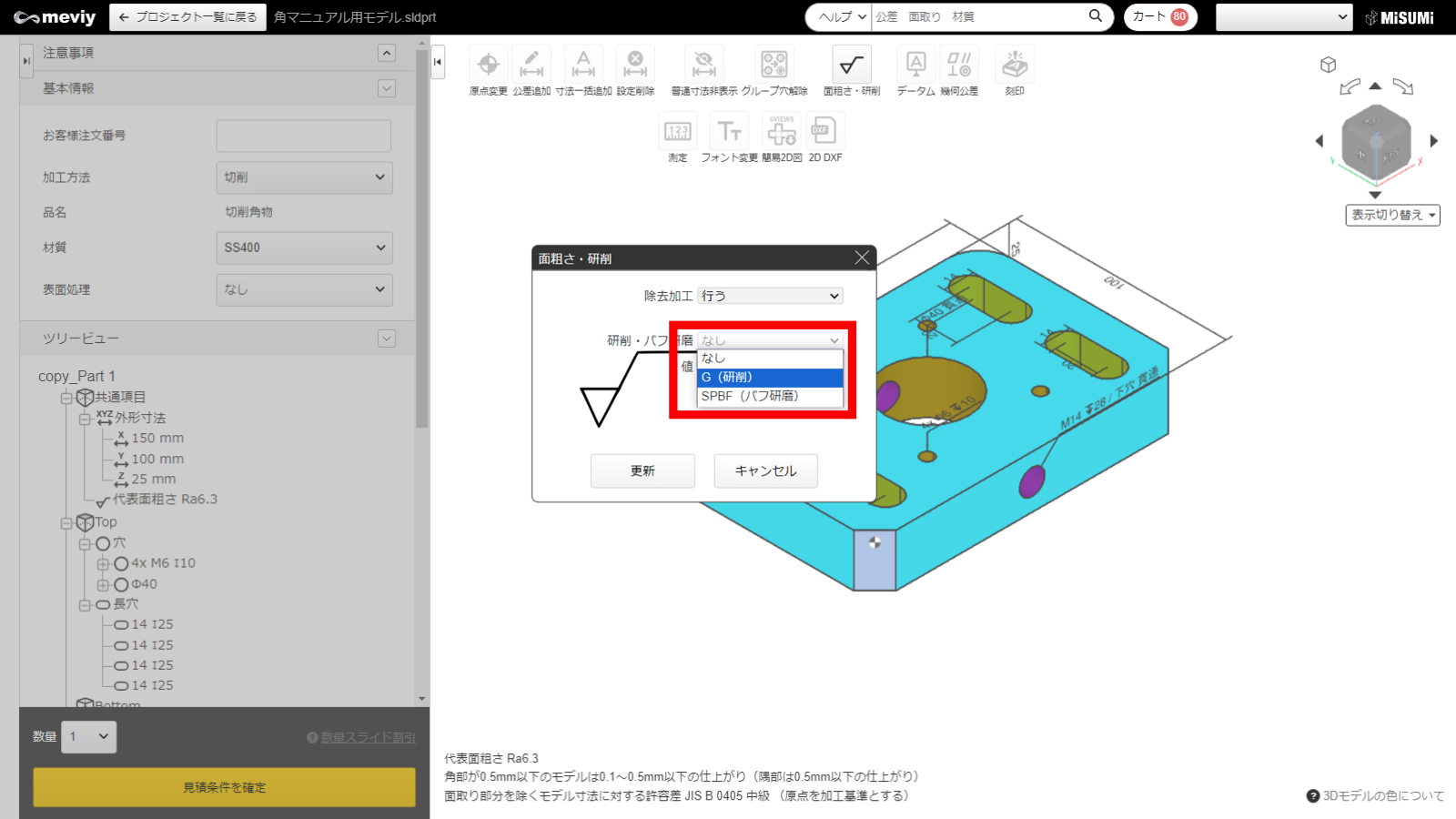
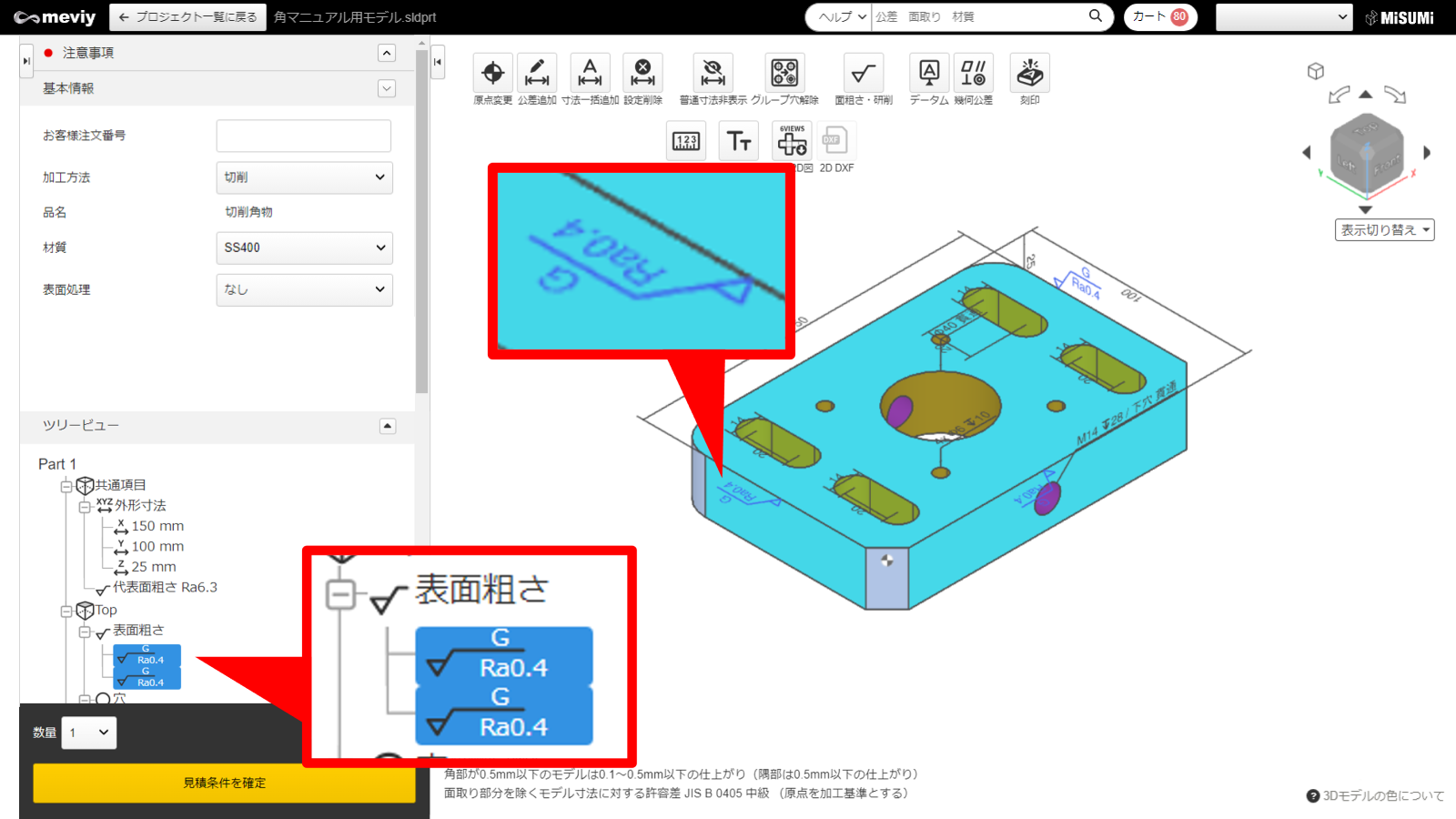
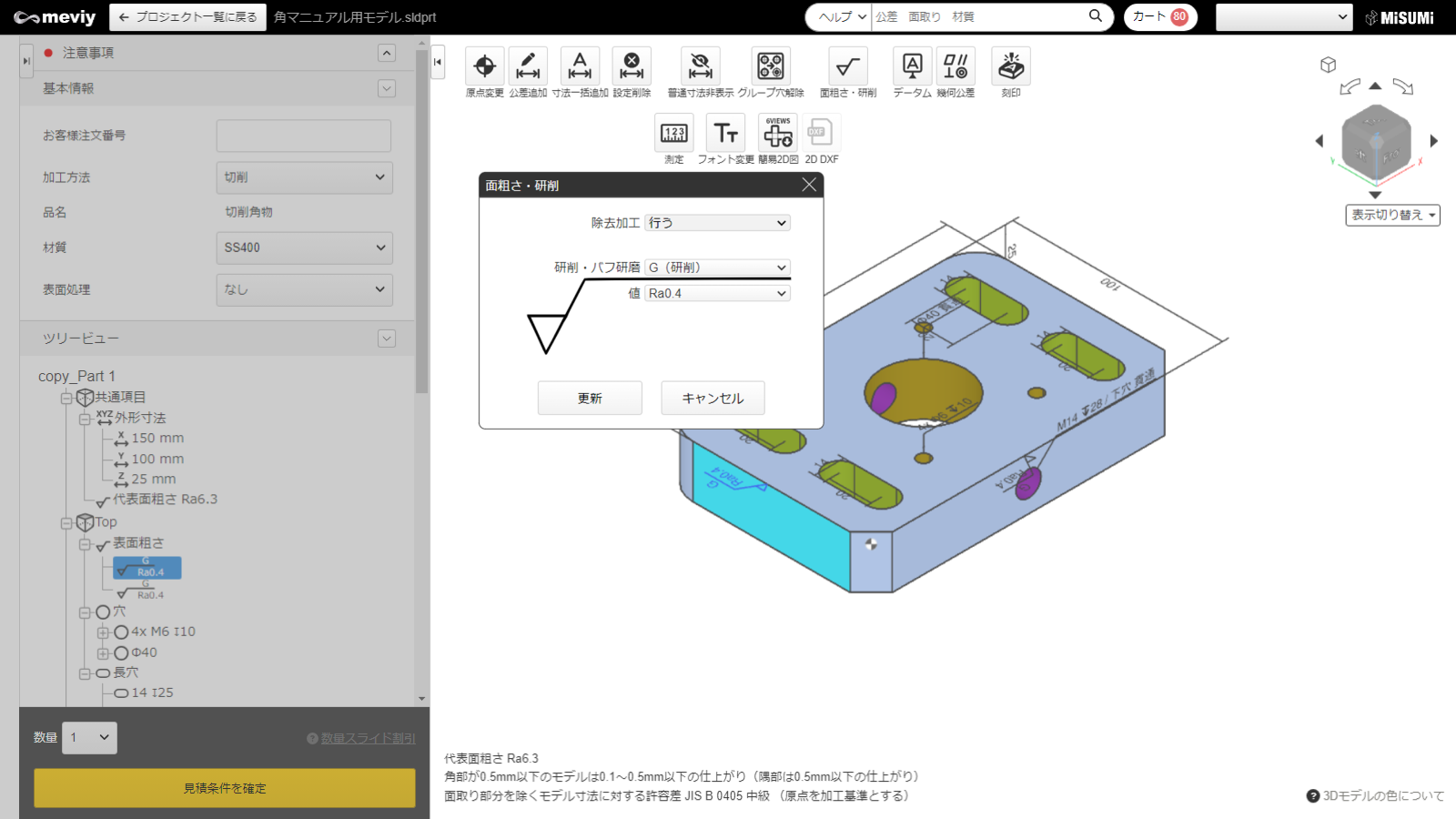
表面粗さ、研削・バフ研磨を設定する
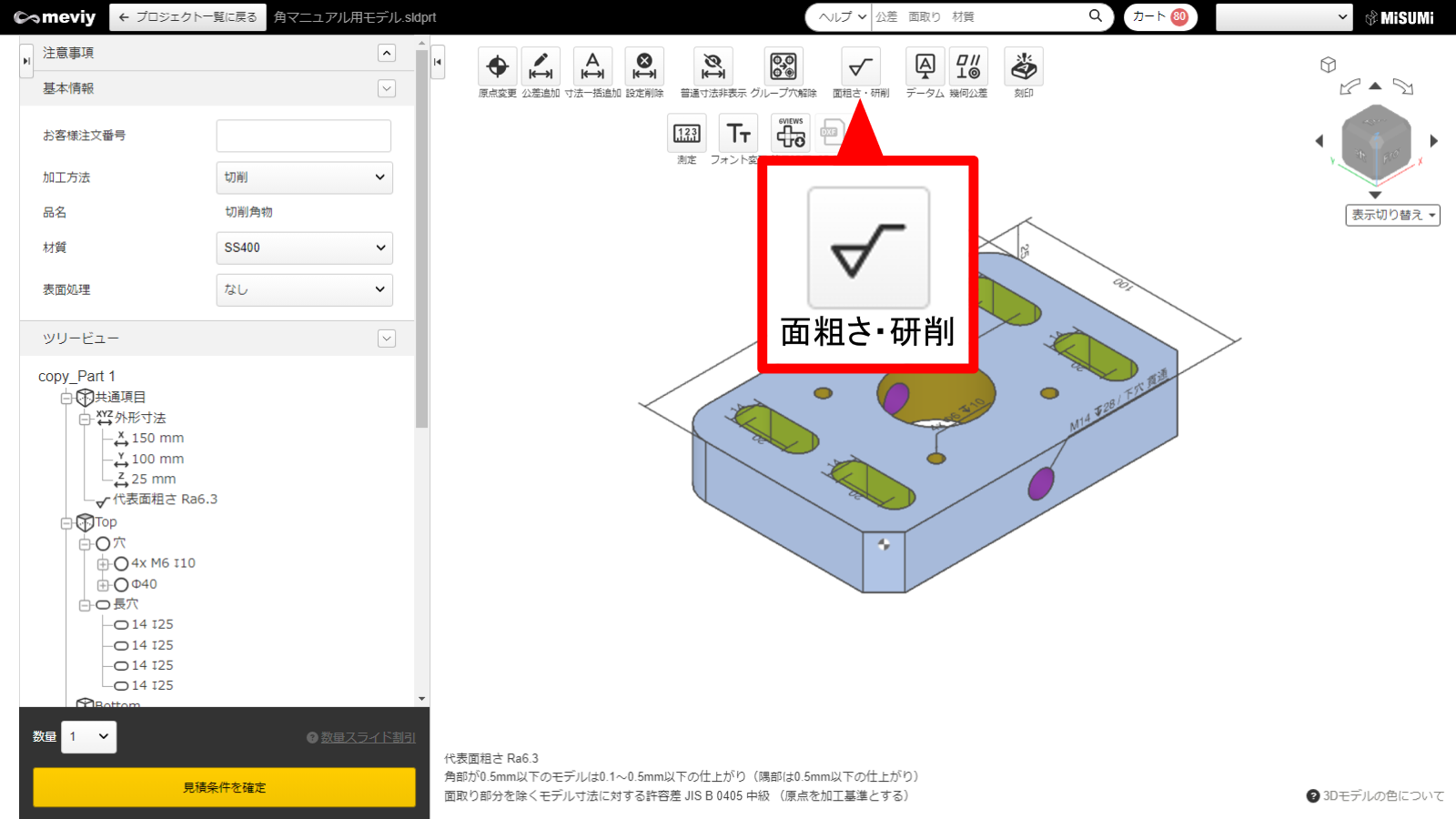
1.上部のアイコンから
を選択します。ショートカットキー(R)で選択することもできます。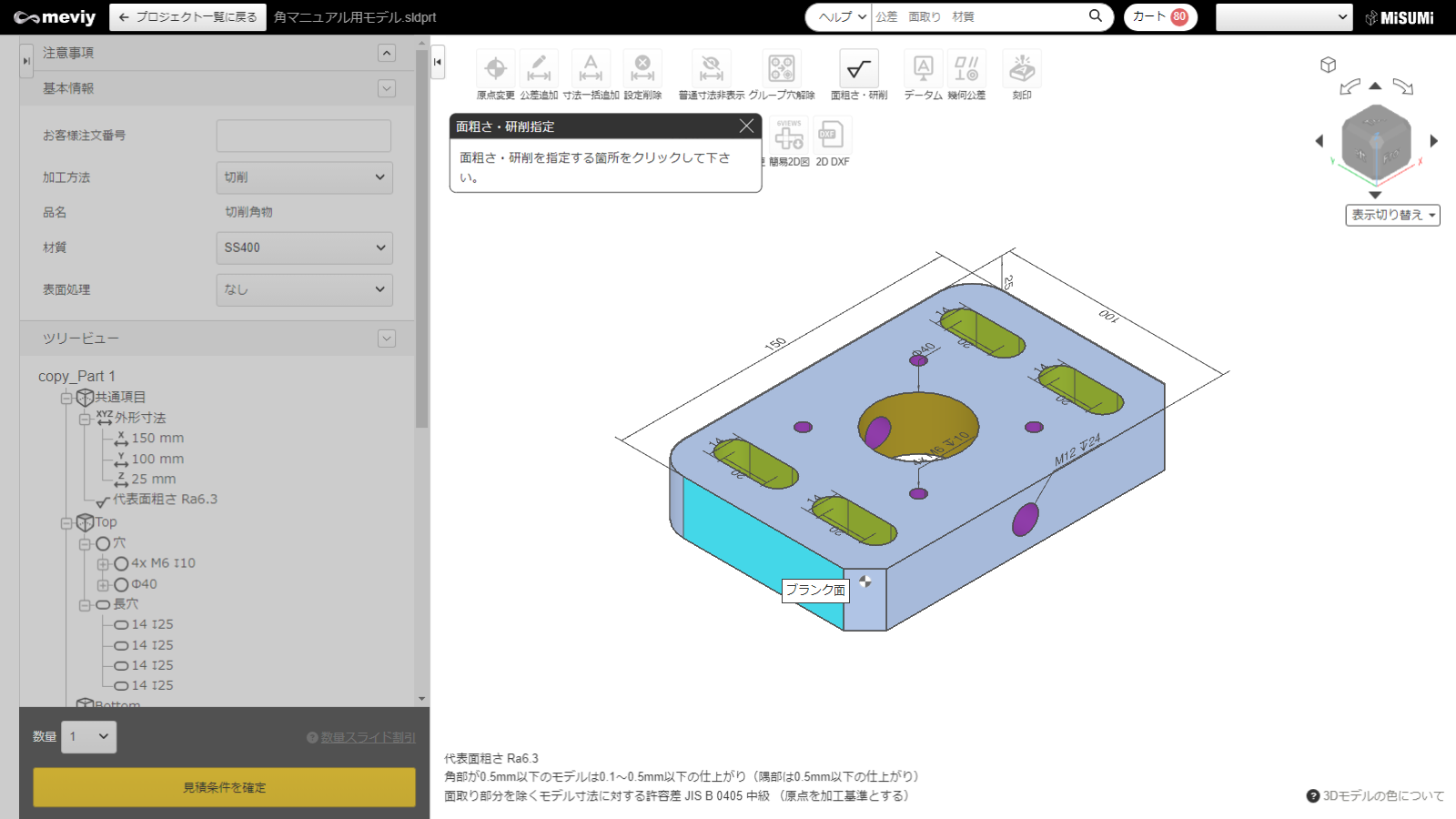
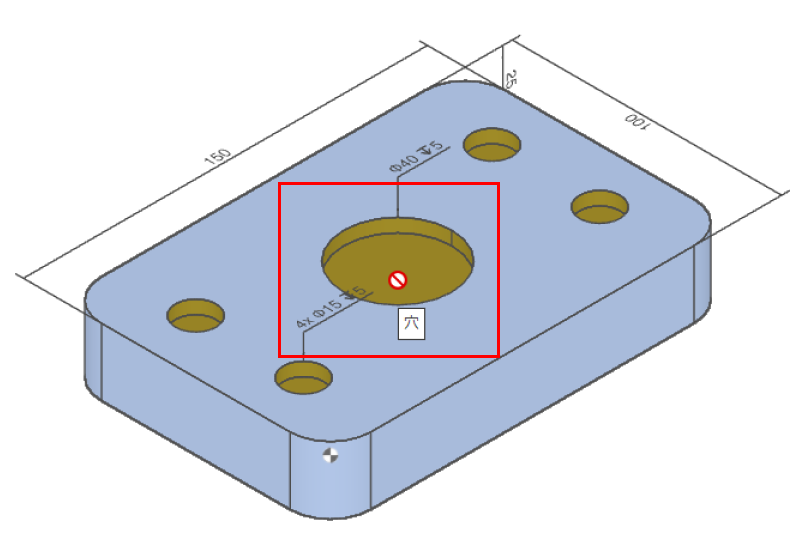
注意
選択不可である面はマウスをホバーしたら「選択不可」のアイコンが表示されます。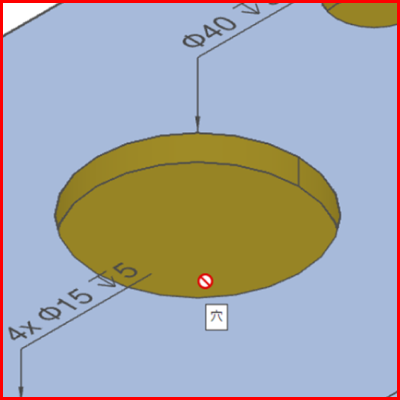




1.上部のアイコンから
を選択します。ショートカットキー(D)で選択することもできます。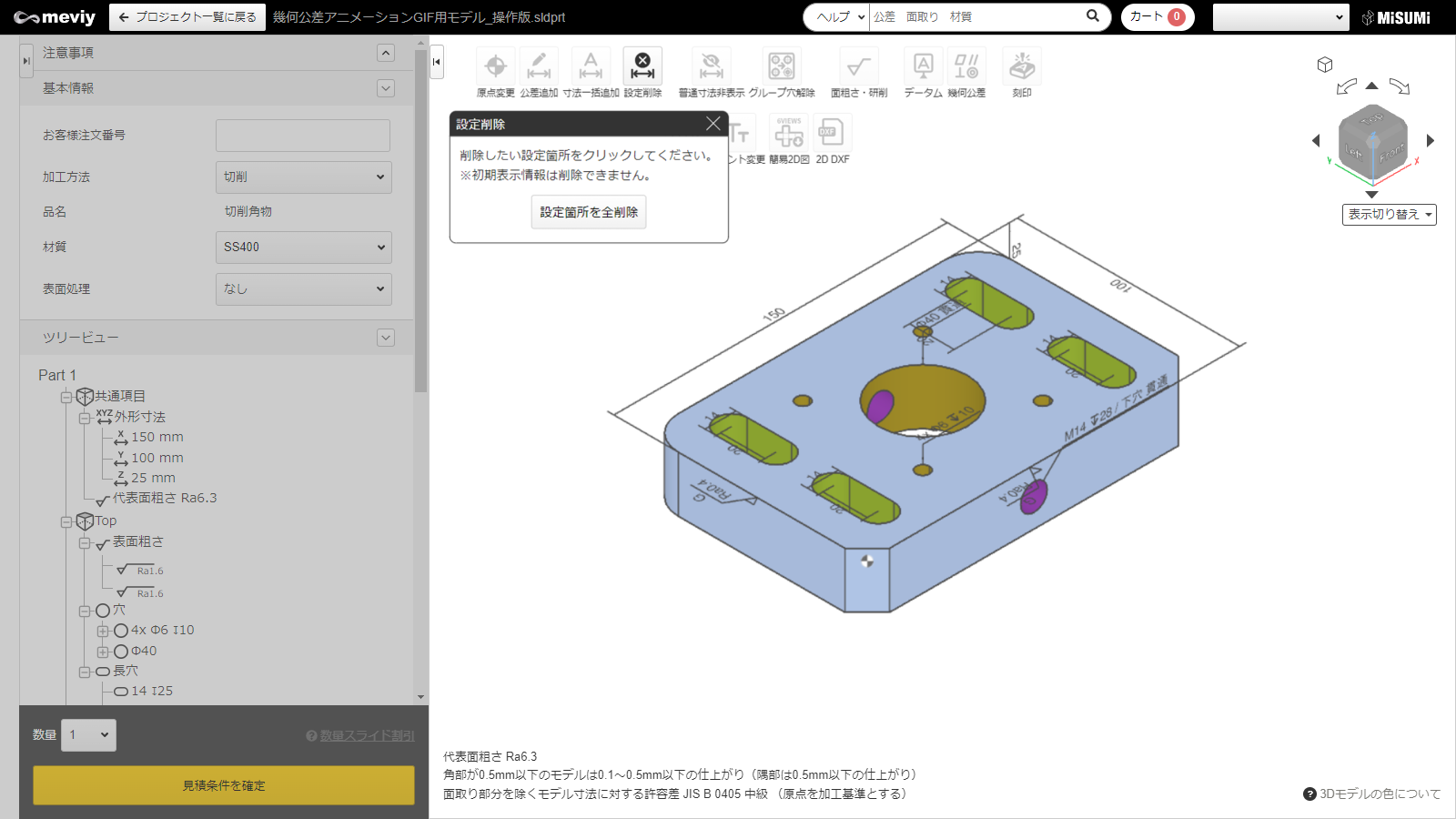
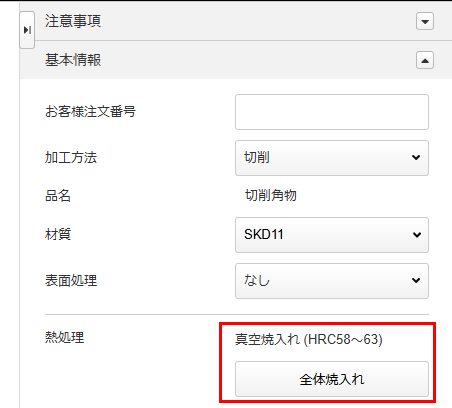
熱処理(全体焼入れ)を設定する
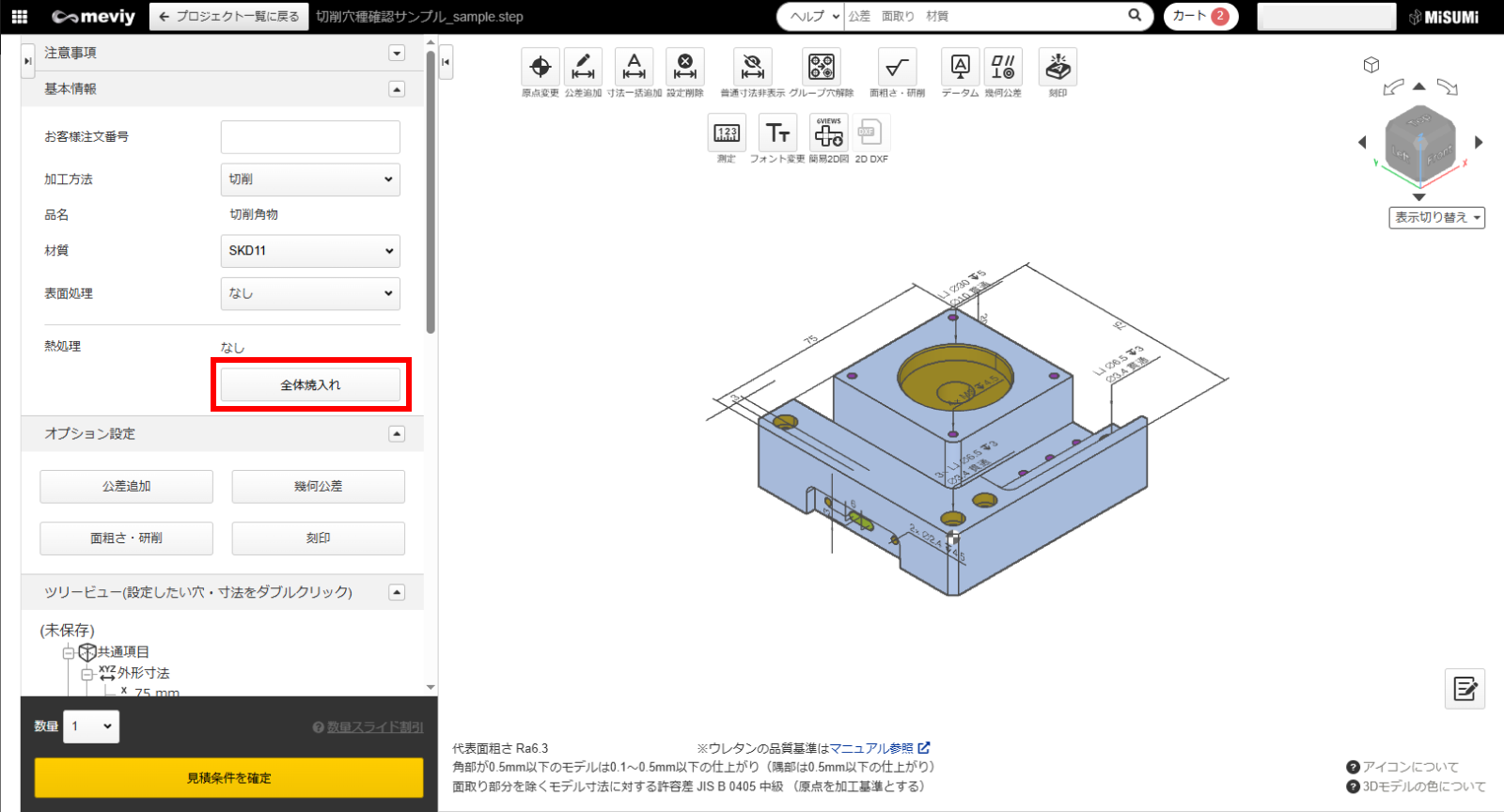
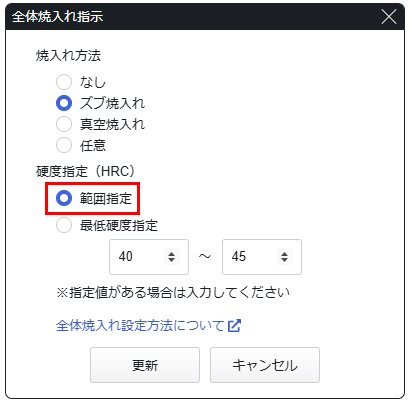
ポイント
「最低硬度指定」は、希望する硬度(HRC)の最低値のみを記入することで設定が完了します。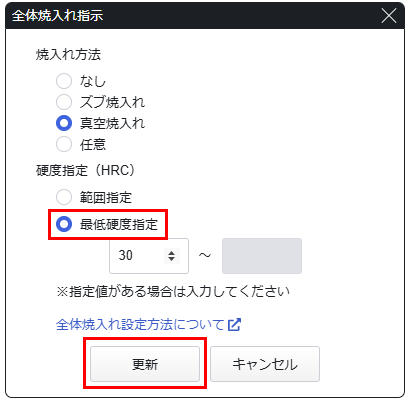
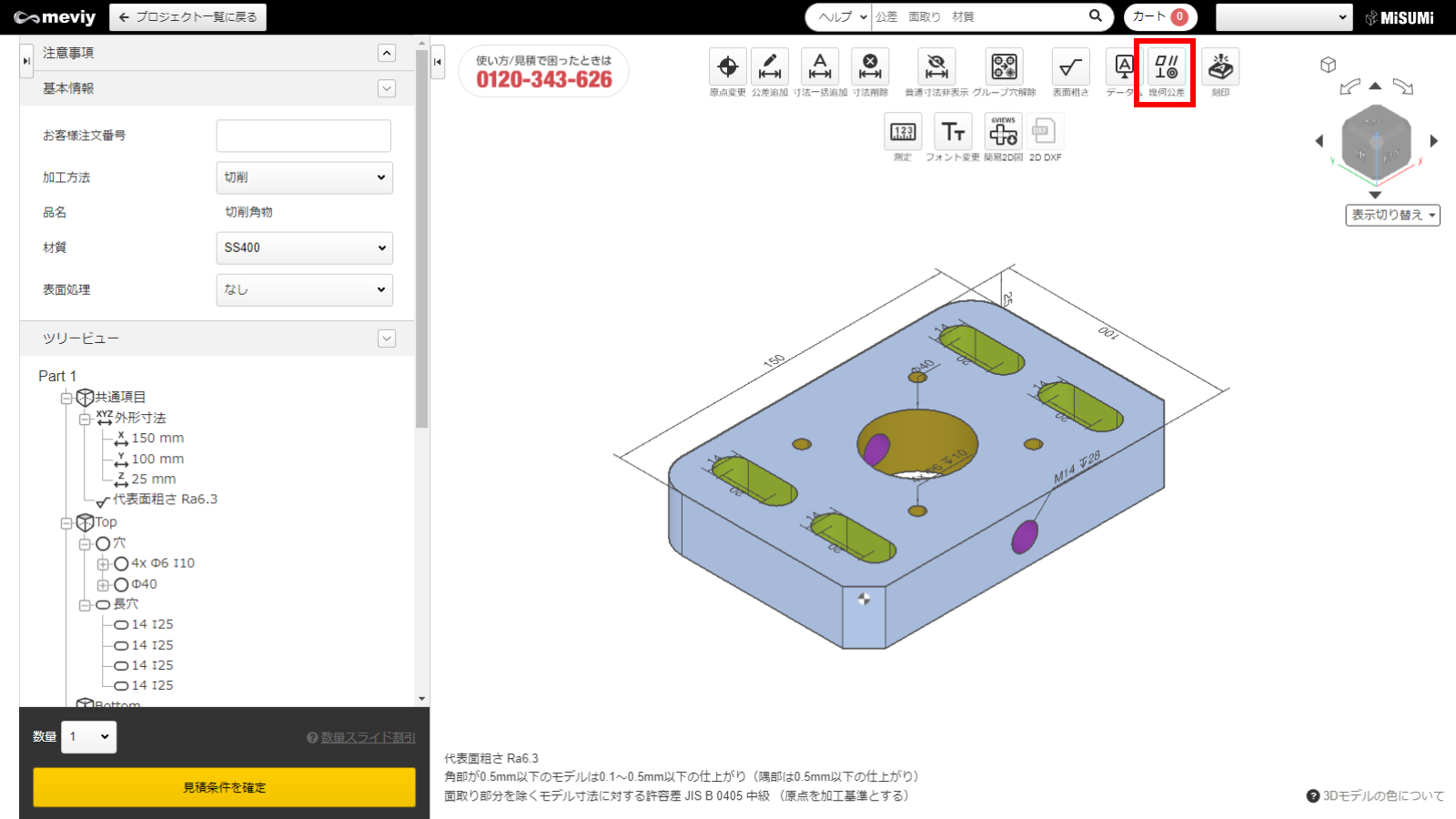
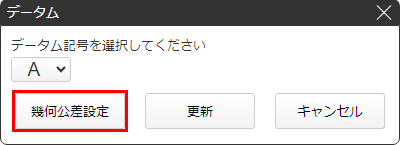
データム・幾何公差を設定する

上部のアイコンから
 を選択します。ショートカットキー(Shift+G)で選択することも出来ます。
を選択します。ショートカットキー(Shift+G)で選択することも出来ます。
注意
- 選択不可である面はマウスをホバーしたら「選択不可」のアイコンが表示されます。

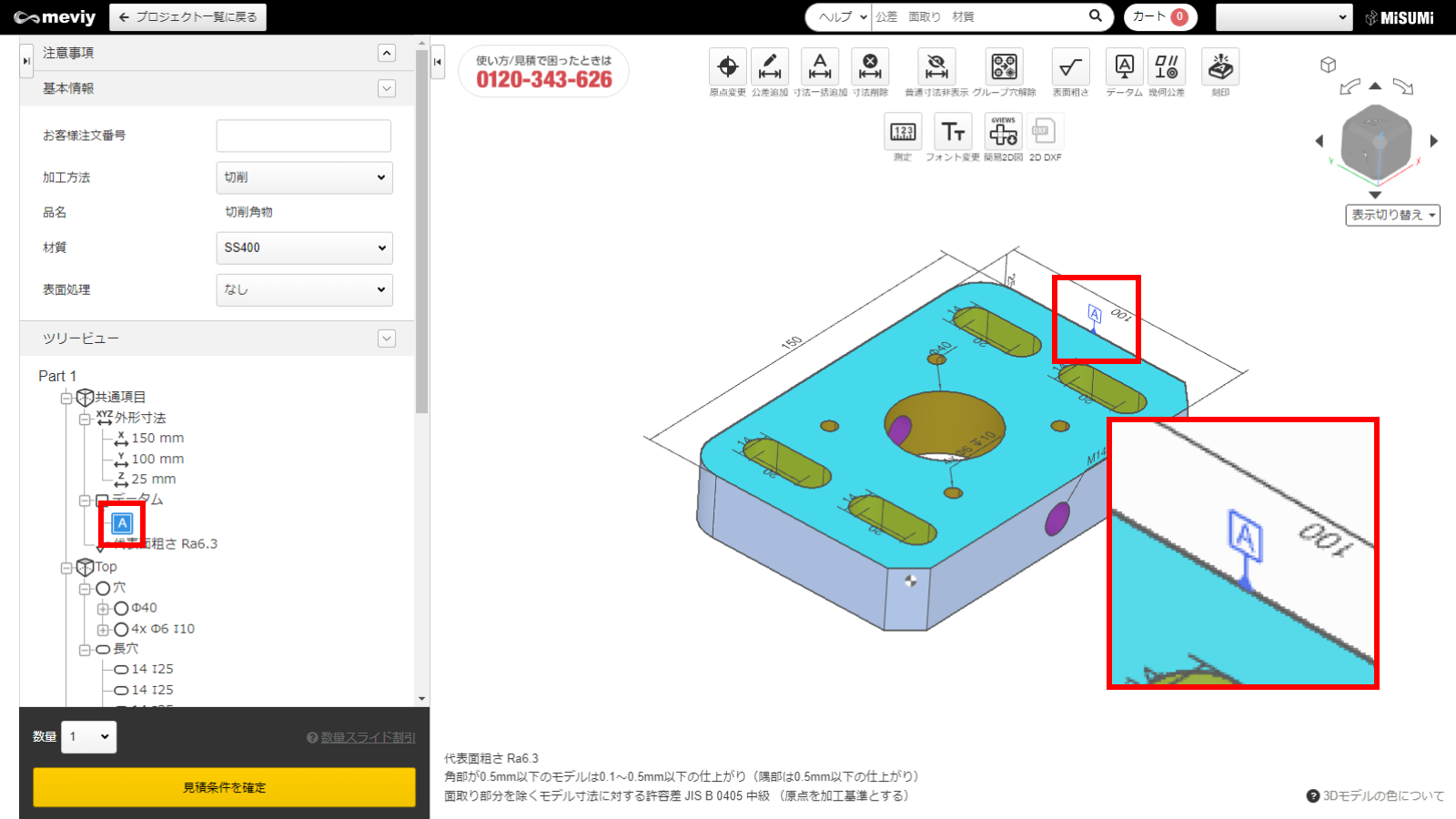
上部のアイコンから
 を選択します。ショートカットキー(G)で選択することもできます。
を選択します。ショートカットキー(G)で選択することもできます。
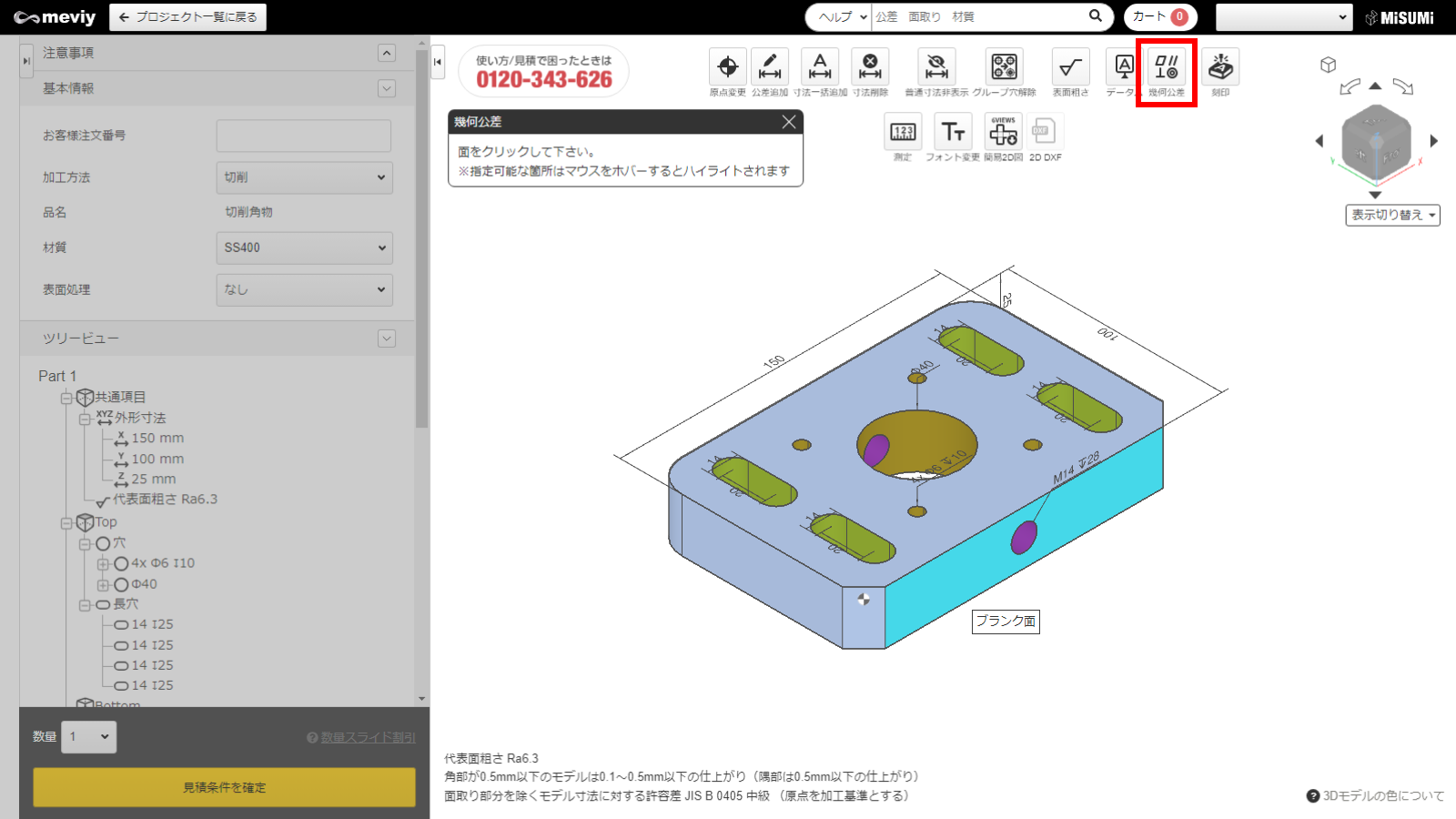
注意
選択不可である面はマウスをホバーしたら「選択不可」のアイコンが表示されます。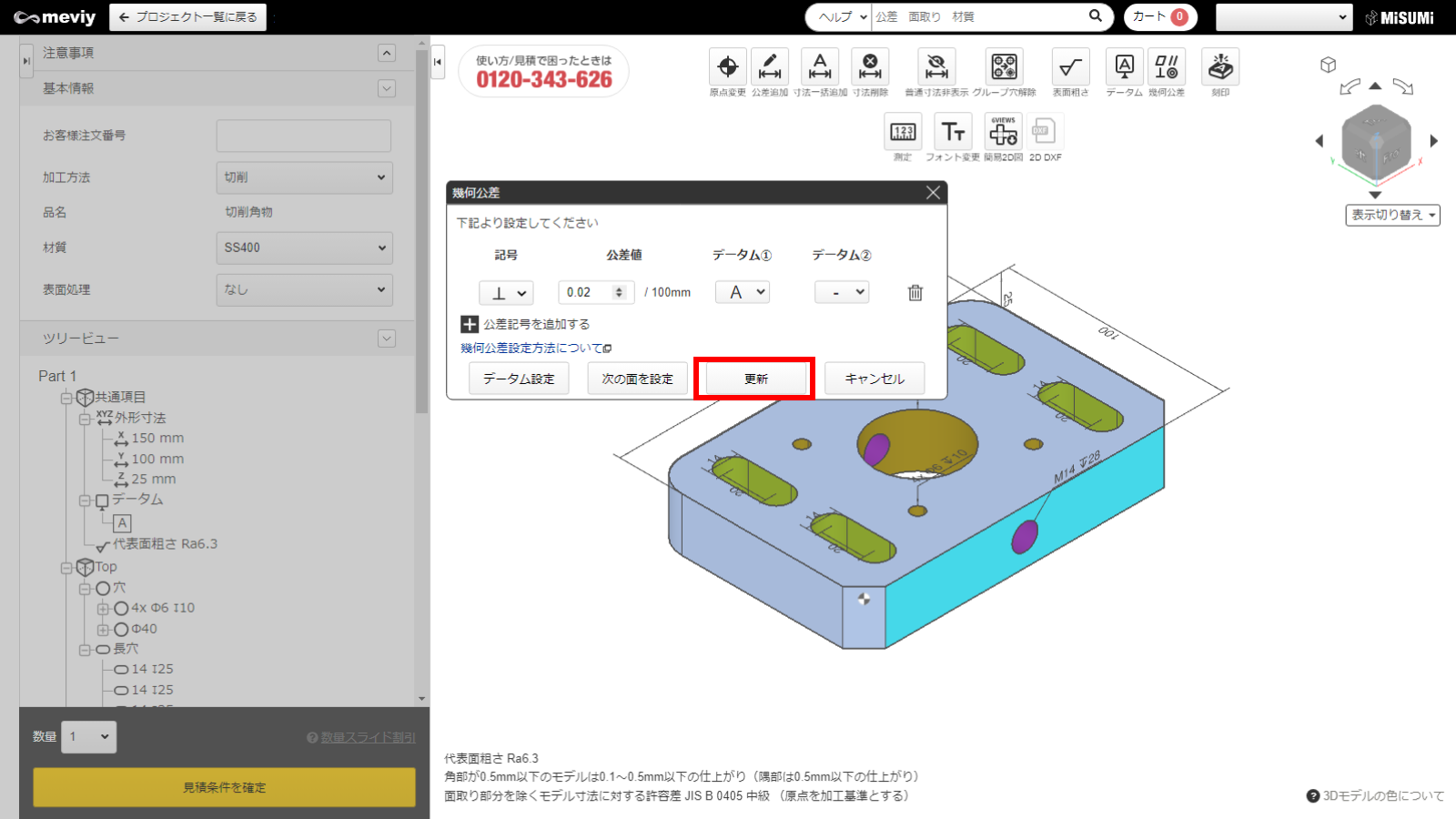
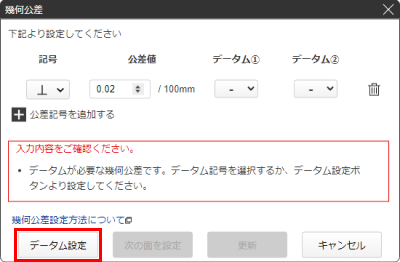
ポイント
- 先にデータムの設定が完了していなくても、左下「データム設定」ボタンより新規にデータムを指定することができます。
- ※ここまでの設定は仮保存されます
 入れられる公差値は下記のとおりです。
入れられる公差値は下記のとおりです。
※ごみ箱マークをクリックすると、入力中の幾何公差の設定が削除されます。幾何公差 アイコン 公差範囲 平行度 
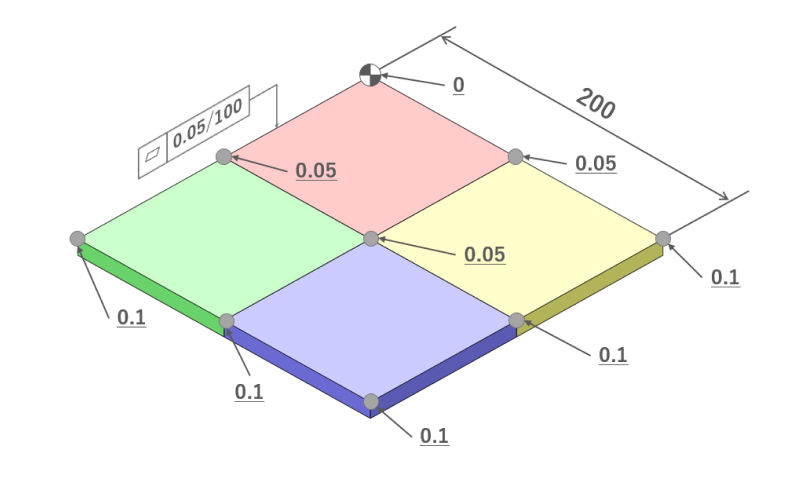
0.02~0.99 平面度 
0.02~0.99 直角度 
0.02~0.99 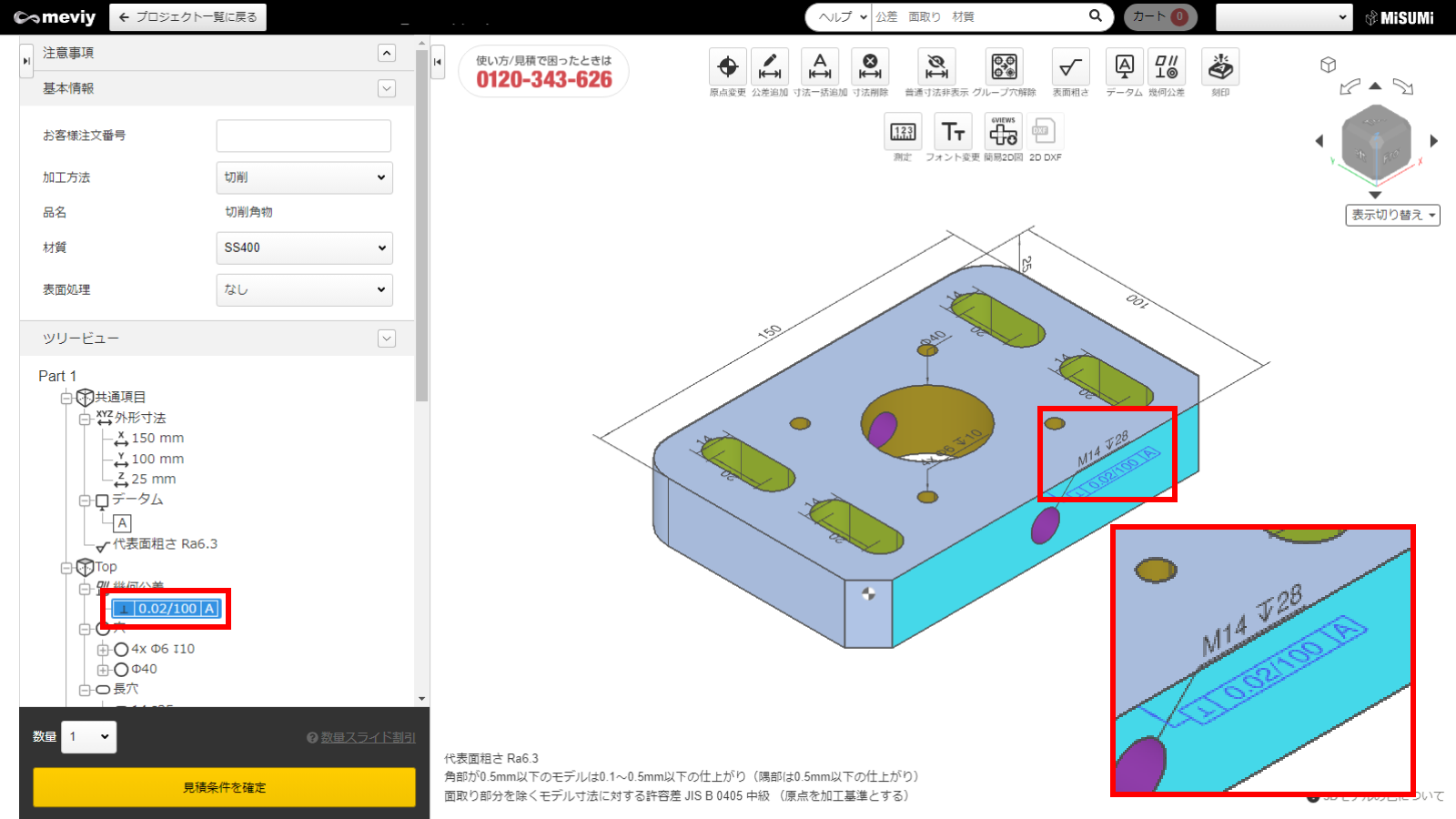
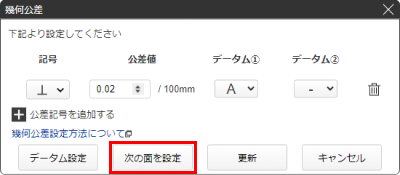
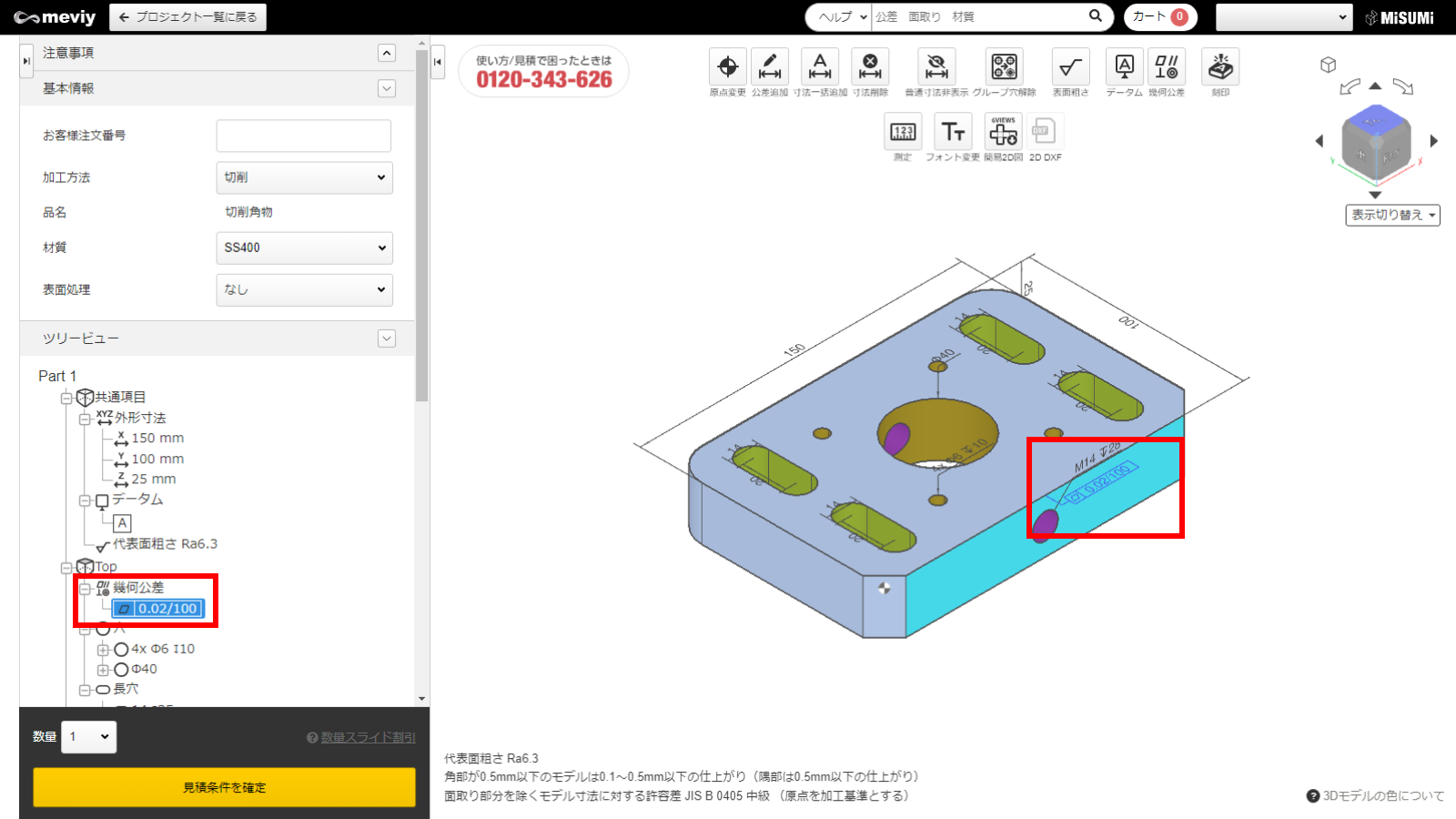
ポイント
- 更新を押さずに「次の面を選択」ボタンを押すとそのまま別の面に新しく幾何公差の設定ができます。
- ※ここまでの設定は仮保存されます

上部のアイコンから
のアイコンを選択します。
ショートカットキー(D)で選択することも出来ます。


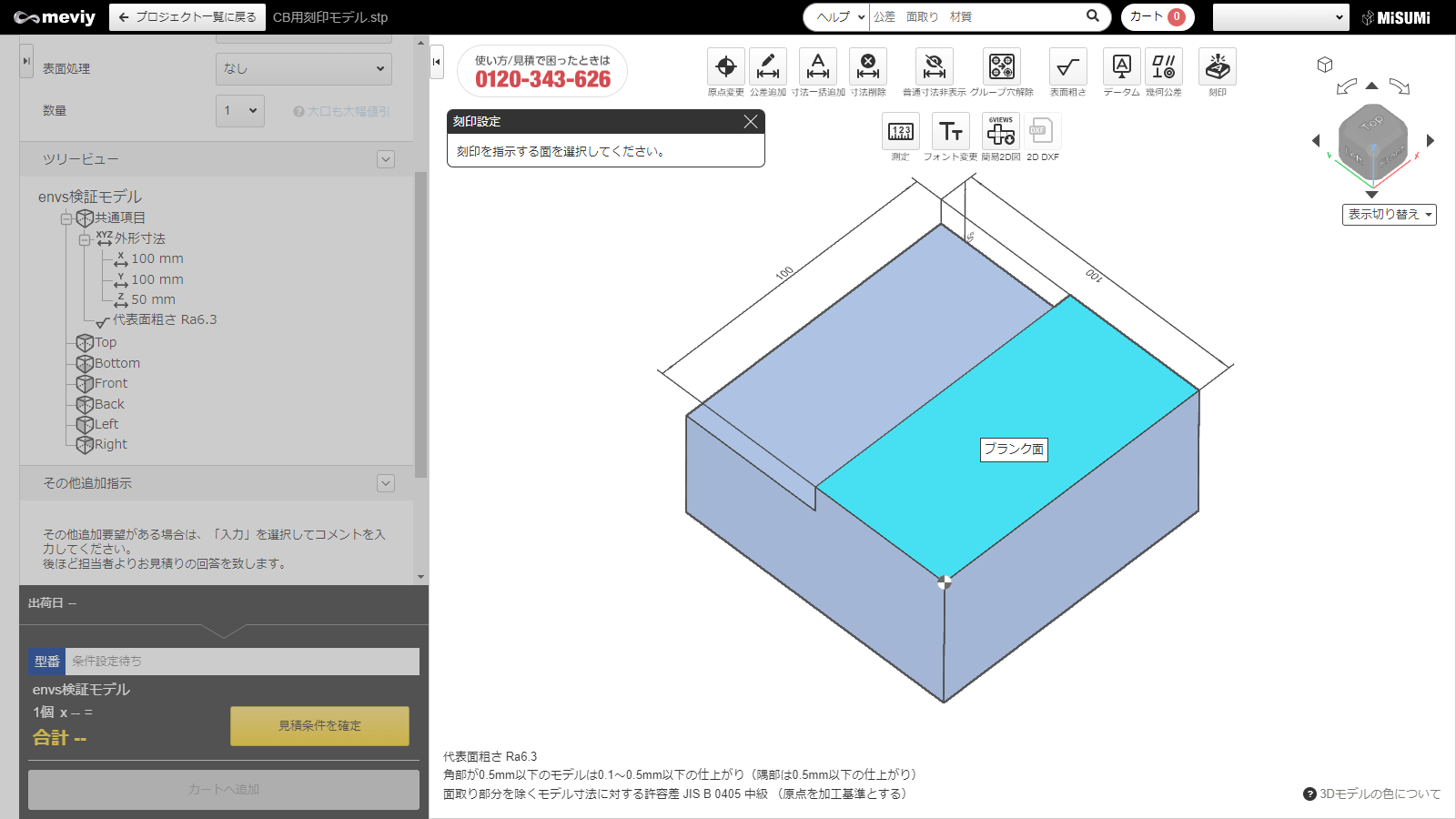
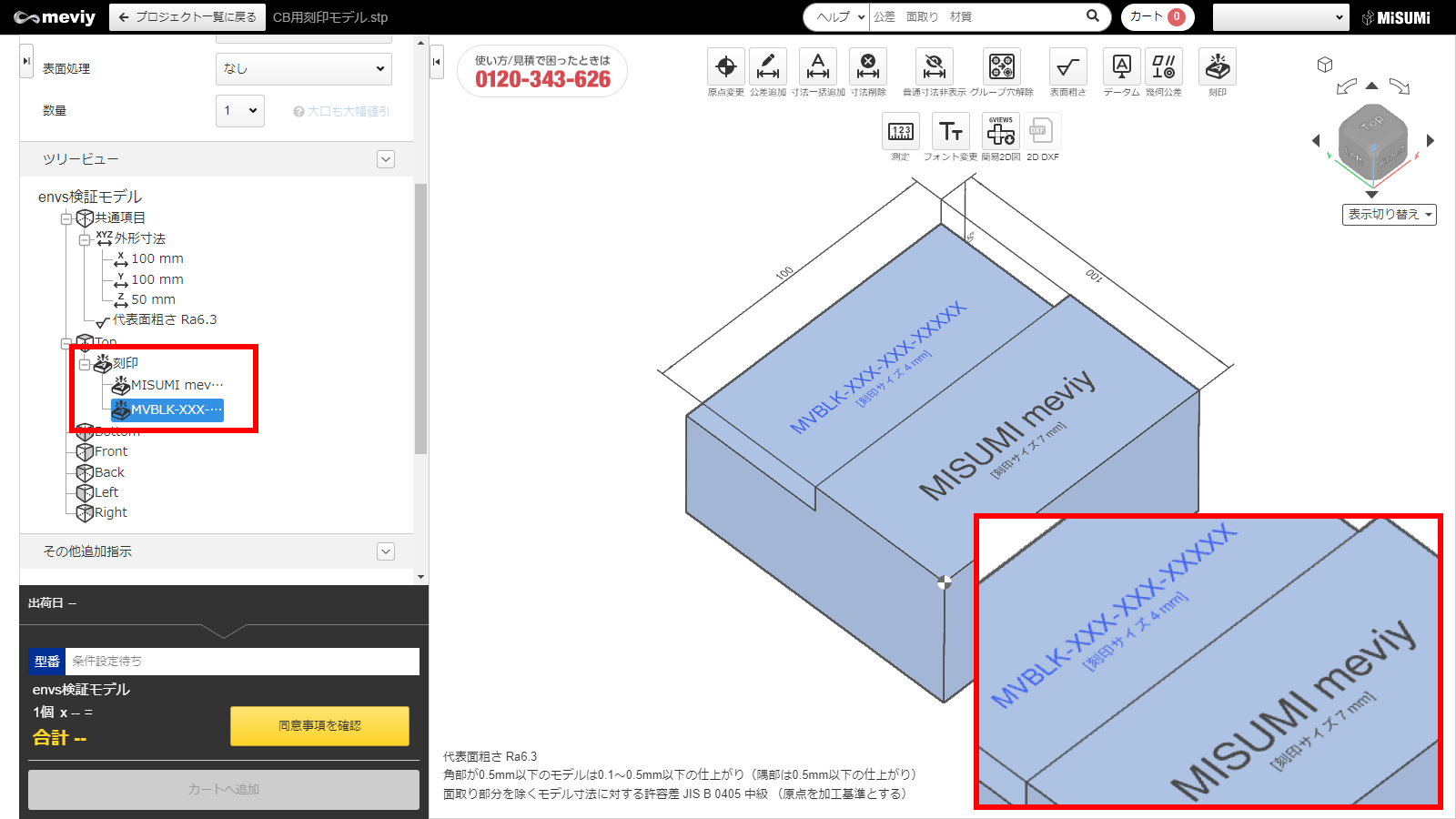
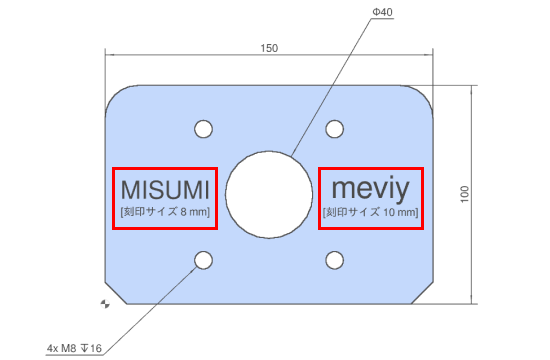
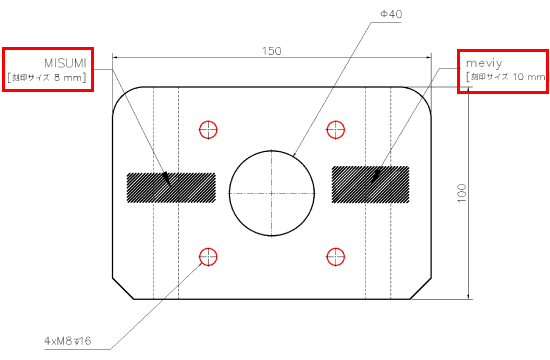
刻印を設定する
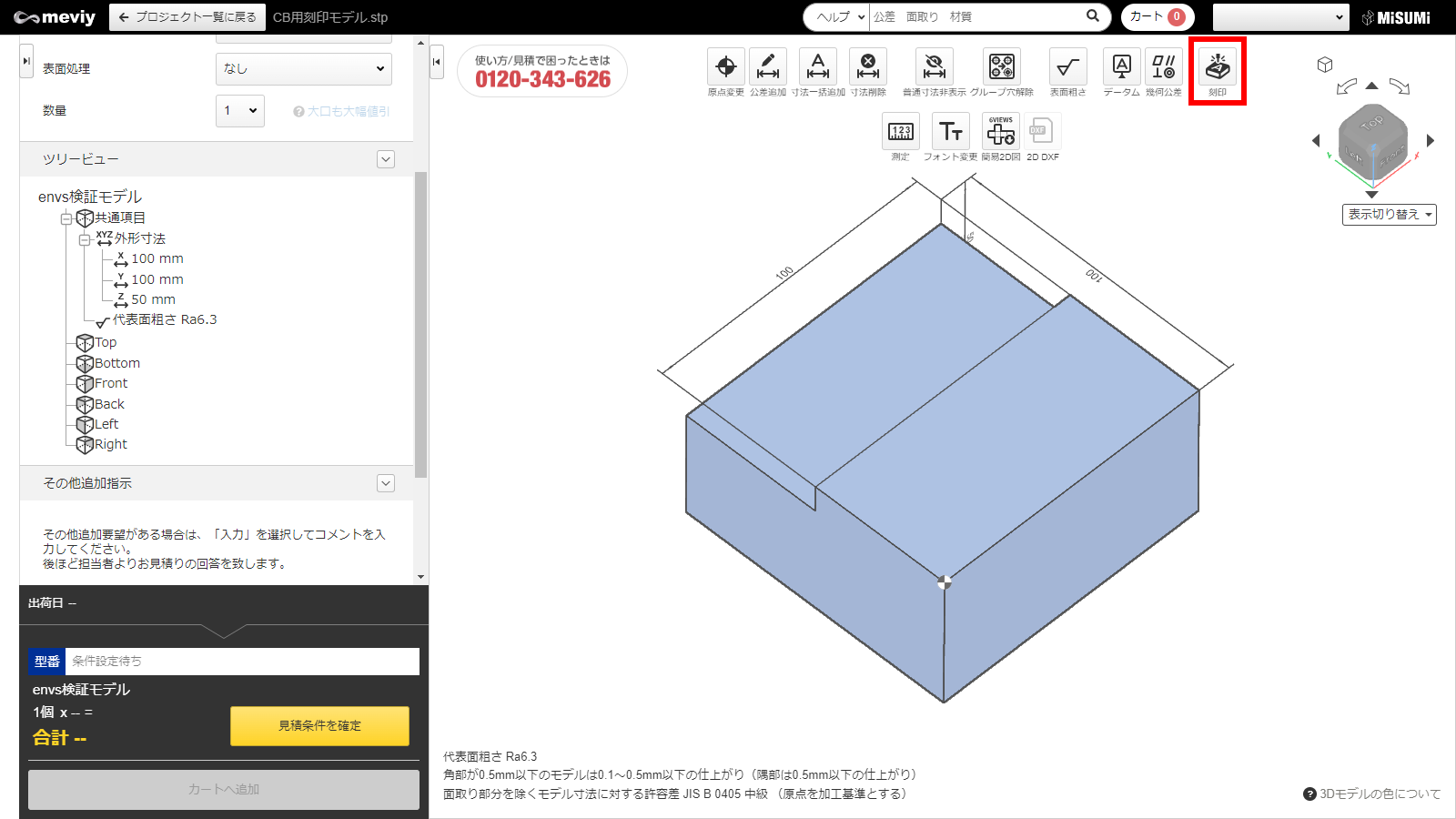
- 上部のアイコンから
 を選択します。
を選択します。 - ショートカットキー(E)で選択することもできます。
- 上部のアイコンからのアイコンを選択します。
- ショートカットキー(D)で選択することもできます。
グループ穴を分割する
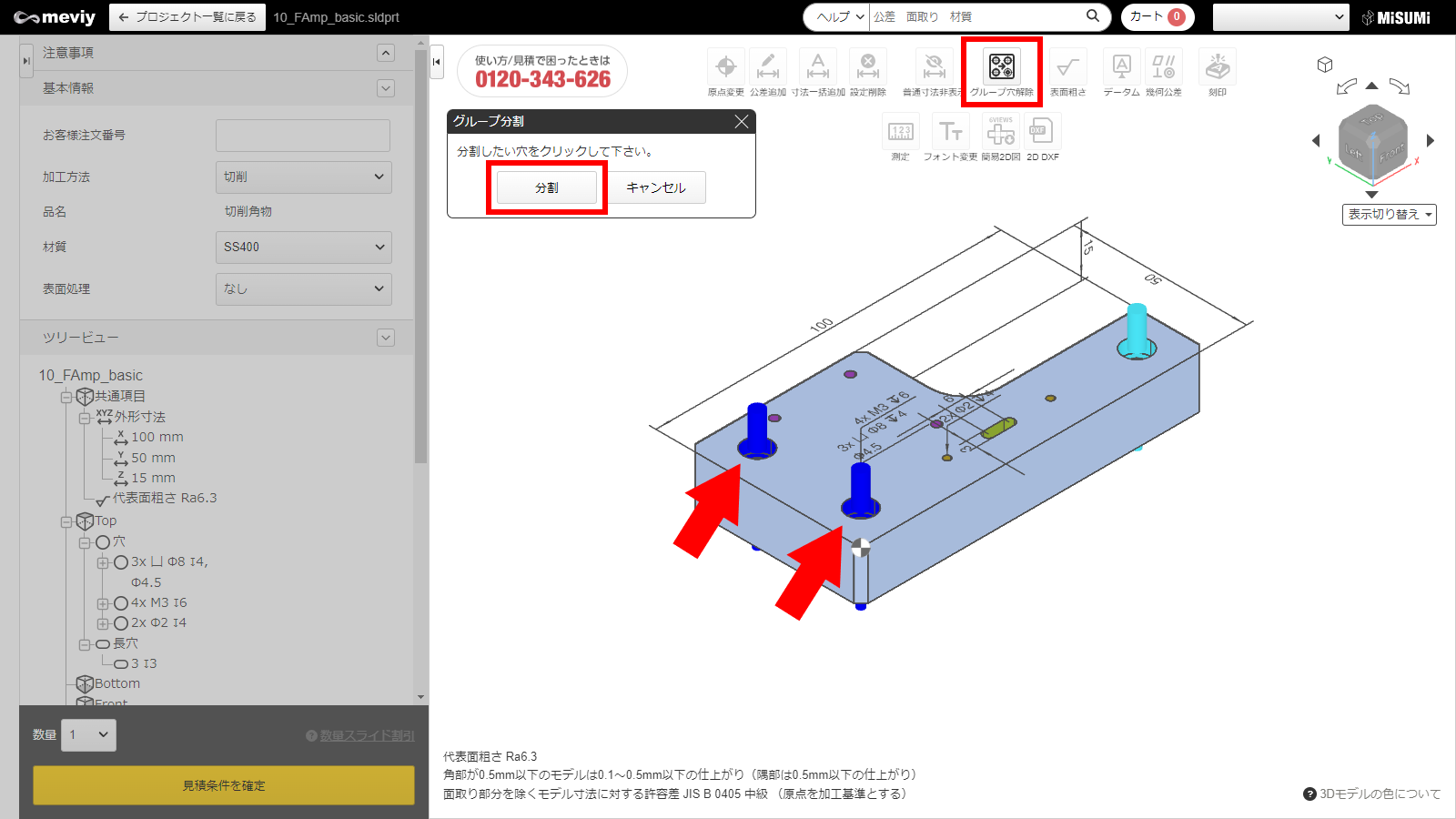
 をクリックし、グループ化された穴を選択します。
をクリックし、グループ化された穴を選択します。- グループから分割したい穴を選択します。選択した穴は青色でハイライトされます。分割したい穴は、複数選択できます。
- [分割]をクリックします。
フォントサイズを変更する
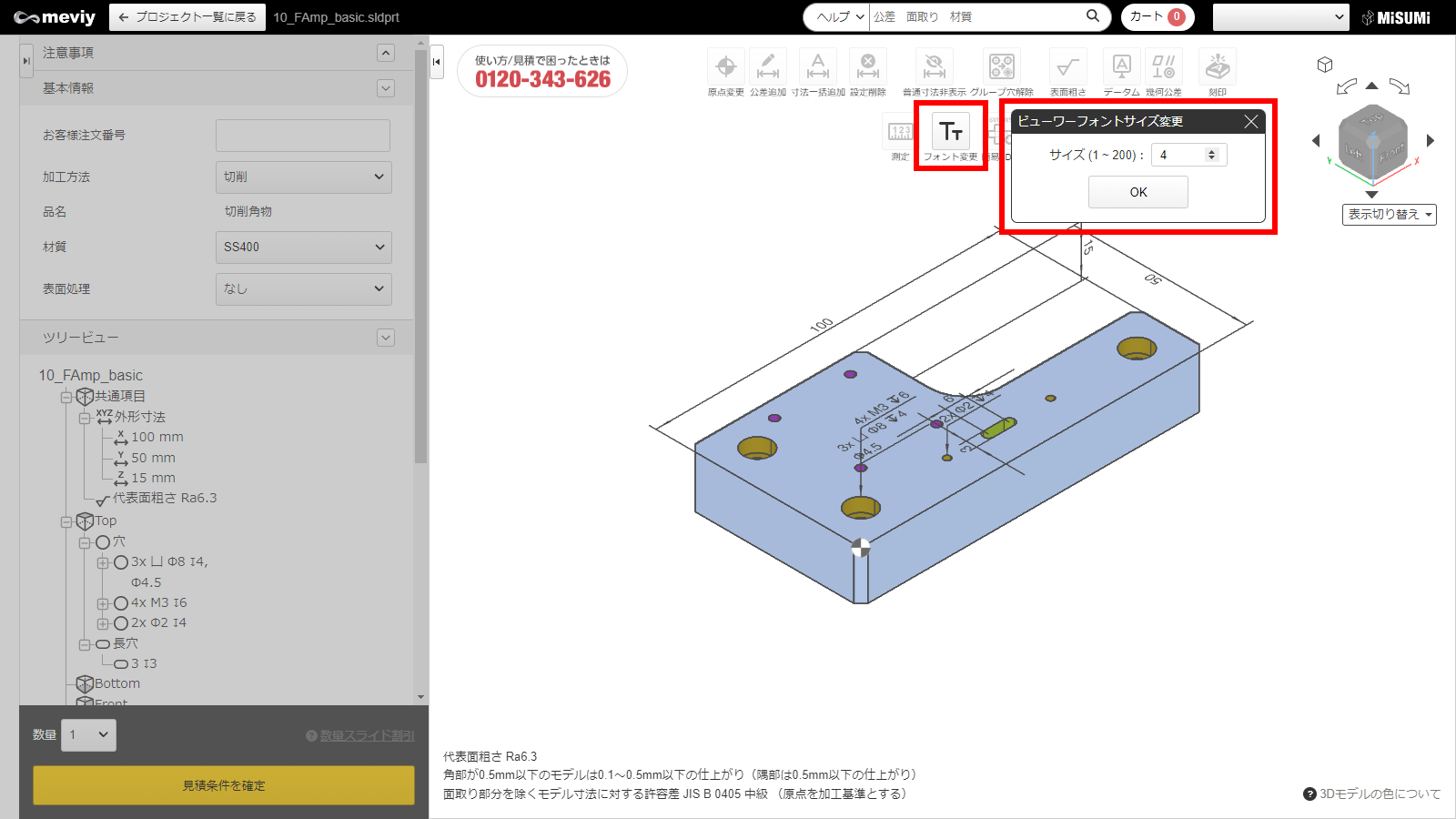
 をクリックします。[ビューワーフォントサイズ変更]ダイアログが表示されます。
をクリックします。[ビューワーフォントサイズ変更]ダイアログが表示されます。- サイズを変更し、[OK]をクリックします。1~200の範囲で指定できます。
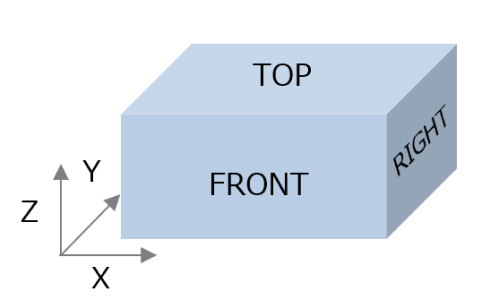
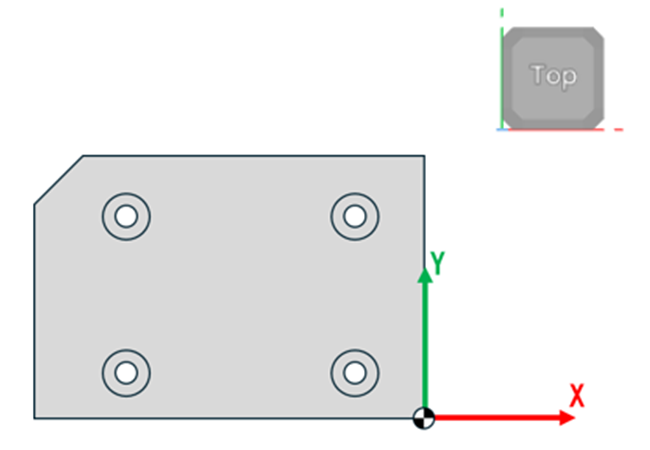
設計原点を変更する
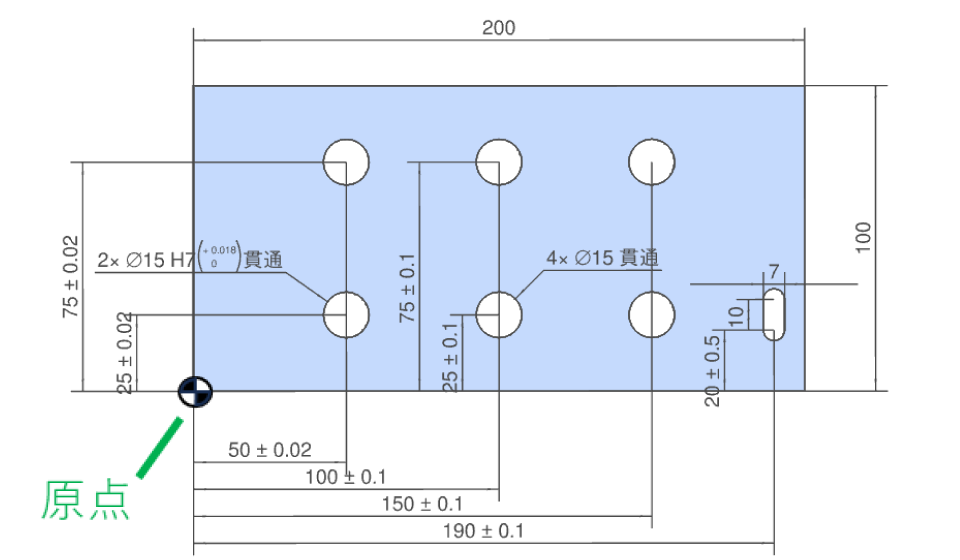
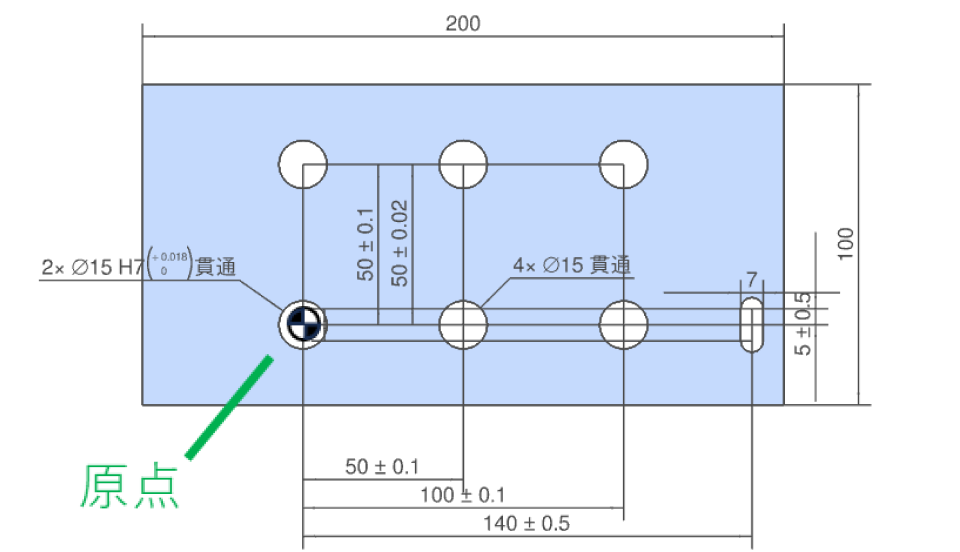
指定がない場合、原点(モデル上の
 )を加工基準とし、一般公差を保証します。
)を加工基準とし、一般公差を保証します。meviyでは、TOP-FRONT-LEFTの交わる点を原点としています。原点は、外形寸法の頂点と精度穴の中心に変更することができます。
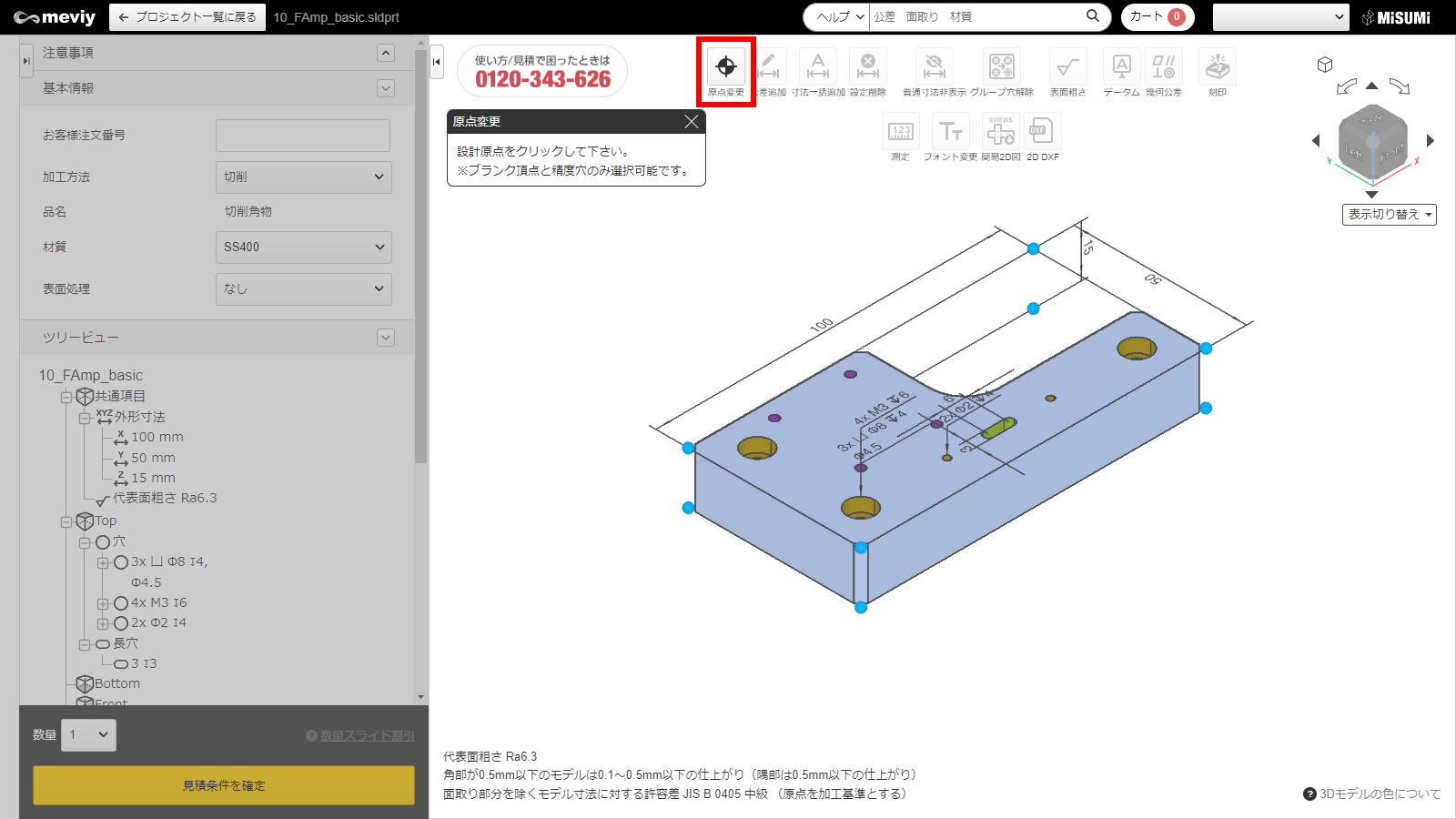
 をクリックします。
原点を移動できる箇所が水色でハイライトされます。
をクリックします。
原点を移動できる箇所が水色でハイライトされます。- 移動先を選択します。
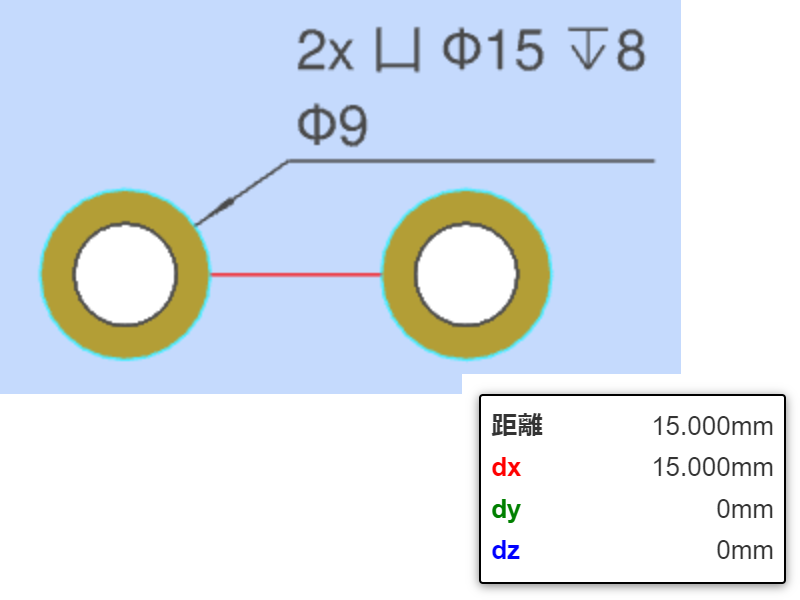
3Dモデルを測定する

- をクリックします
- 測定したい項目によって下記手順がございます。
- ・距離を測定したい場合
- →測定したい2点(黄緑色ハイライト)を選択するとXYZがそれぞれウィンドウで表示されます。
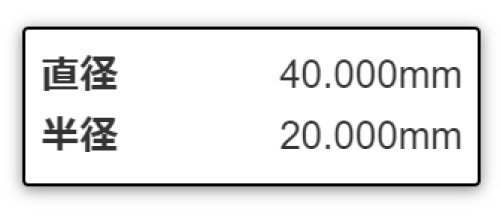
- ・R値を測定したい場合
- →測定したい要素(モデルのエッジ及びフェース)にマウスを当てると水色にハイライトされる要素を選択するとウィンドウにR値が表示されます。
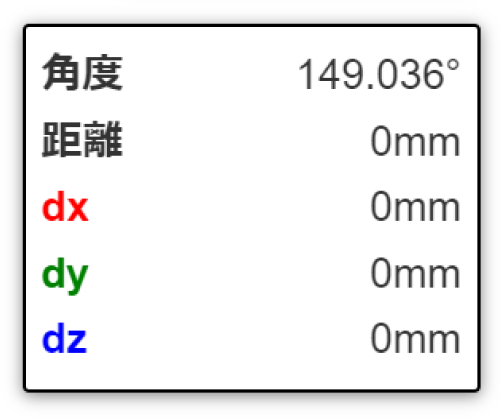
- ・角度を測定したい場合
- →測定したい要素(モデルのエッジ及びフェース)にマウスを当てると水色にハイライトされる2要素を選択するとウィンドウに角度が表示されます。
測定アイコン
最長距離 最短距離 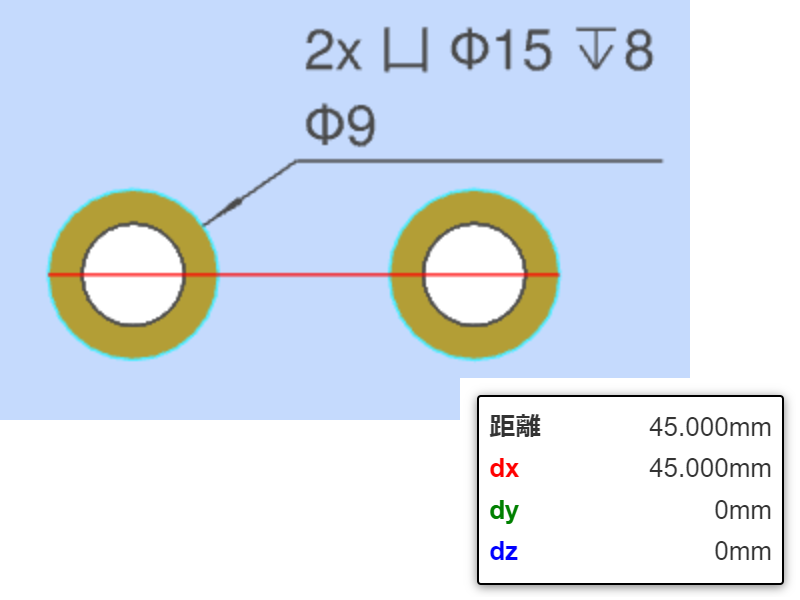
距離測定 R値 角度 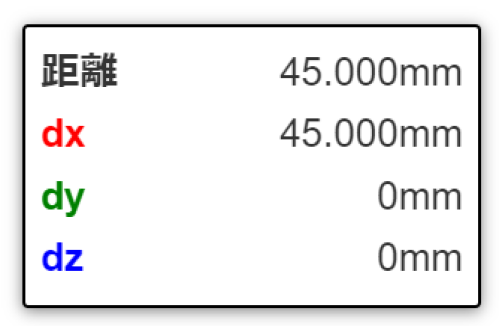
2D DXFファイルをダウンロードする
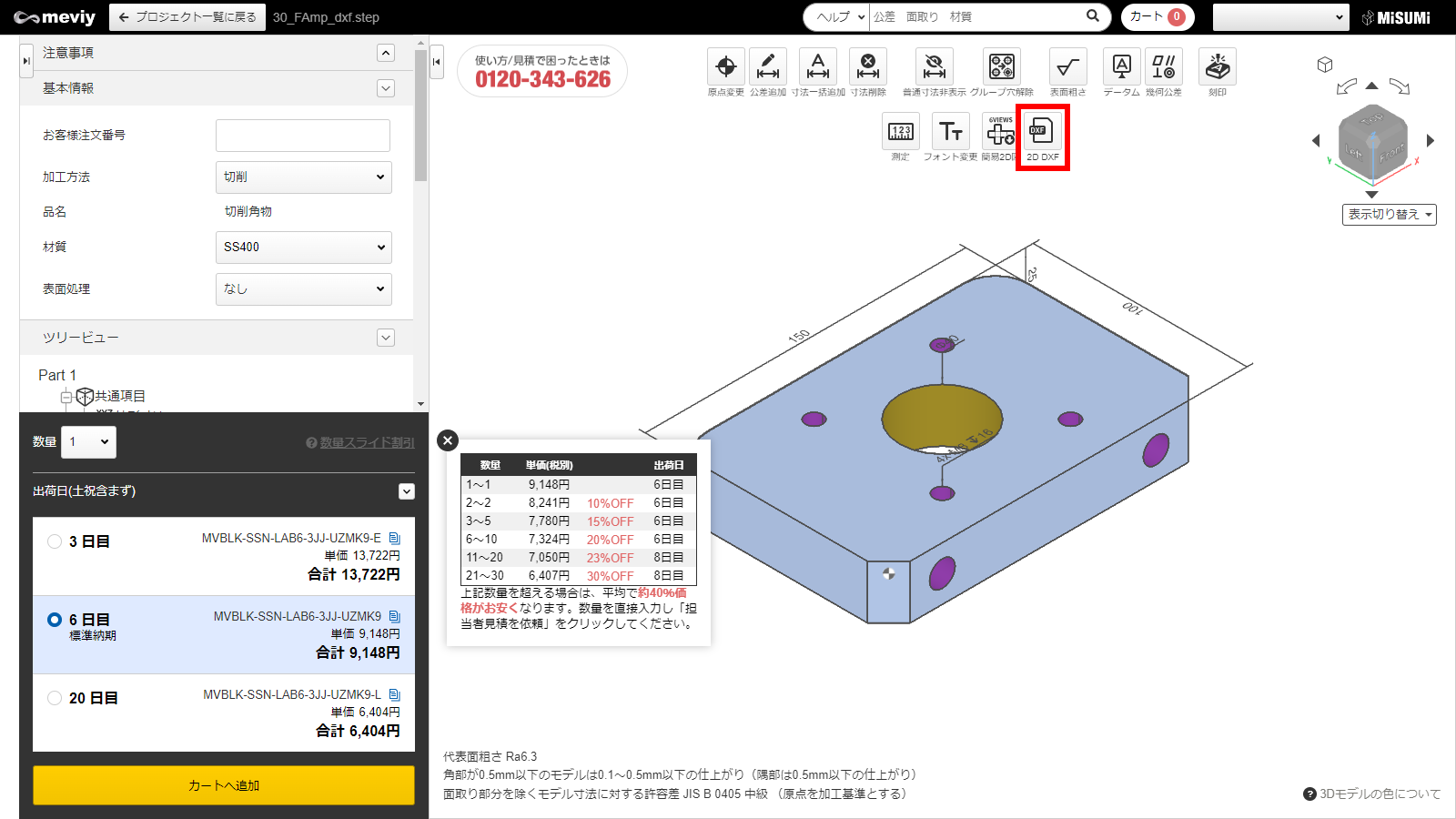
- 上部のアイコンから
 を選択します。
を選択します。 - ショートカットキー([Shift]+X)で選択することもできます。
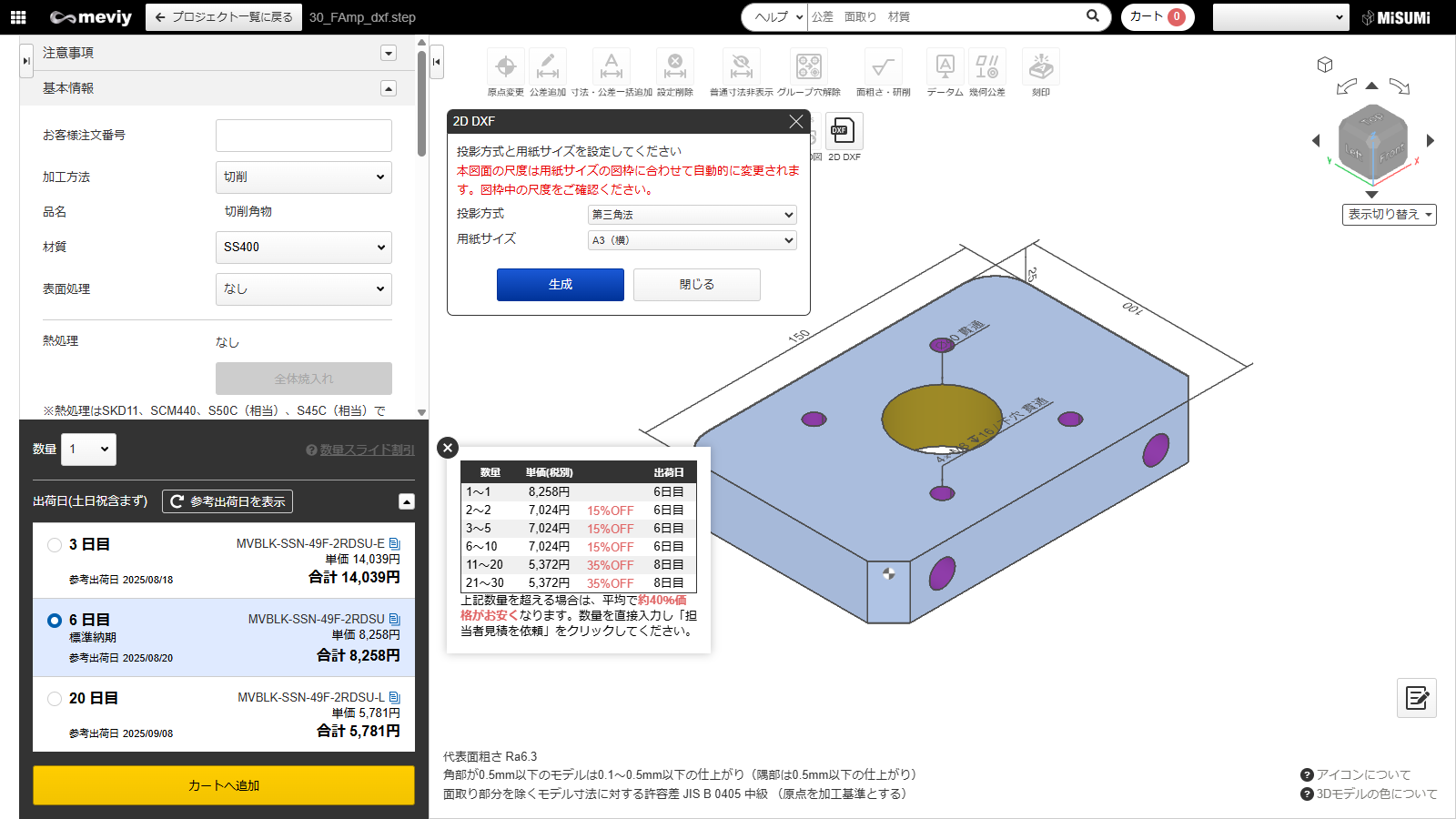
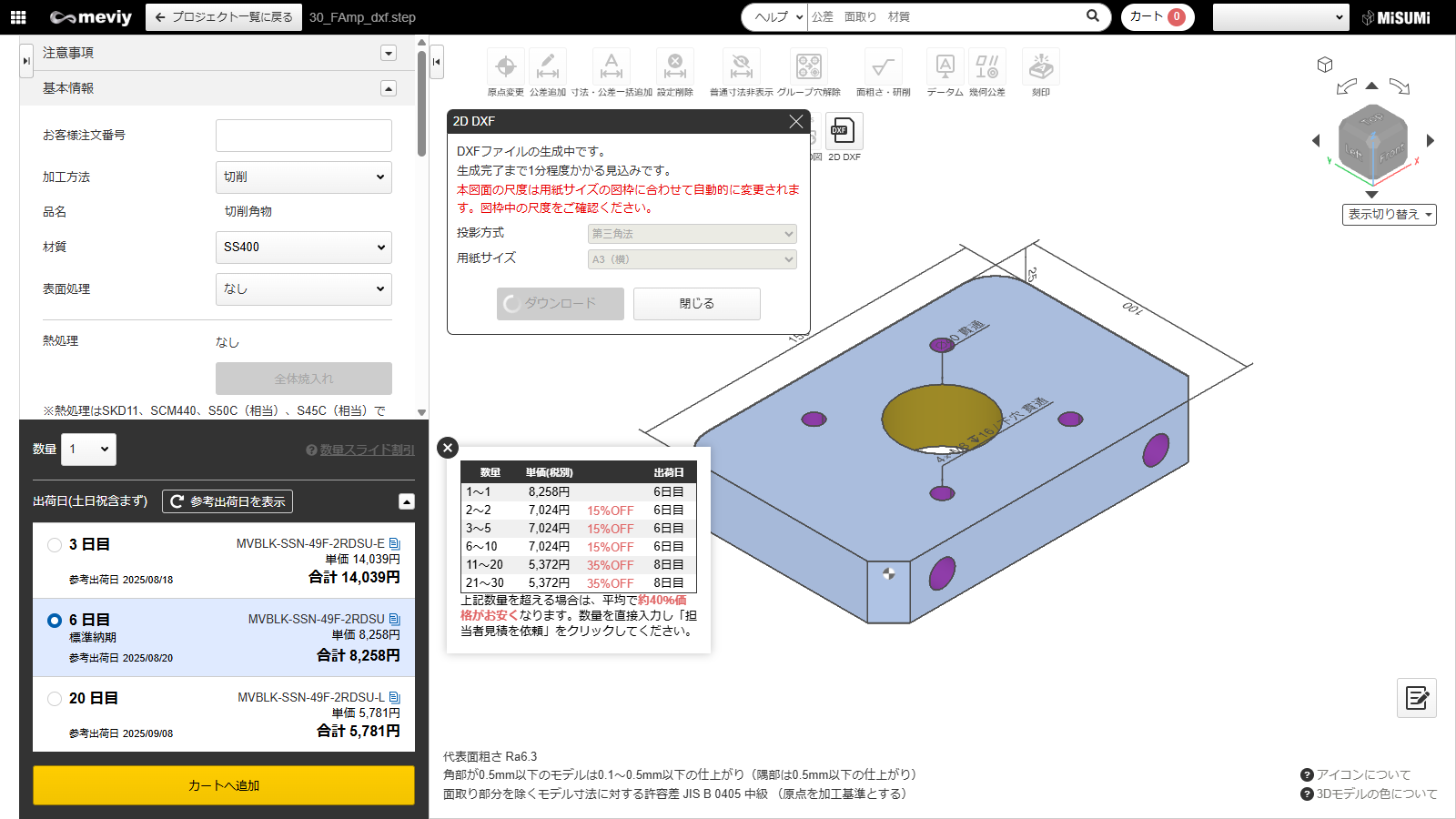
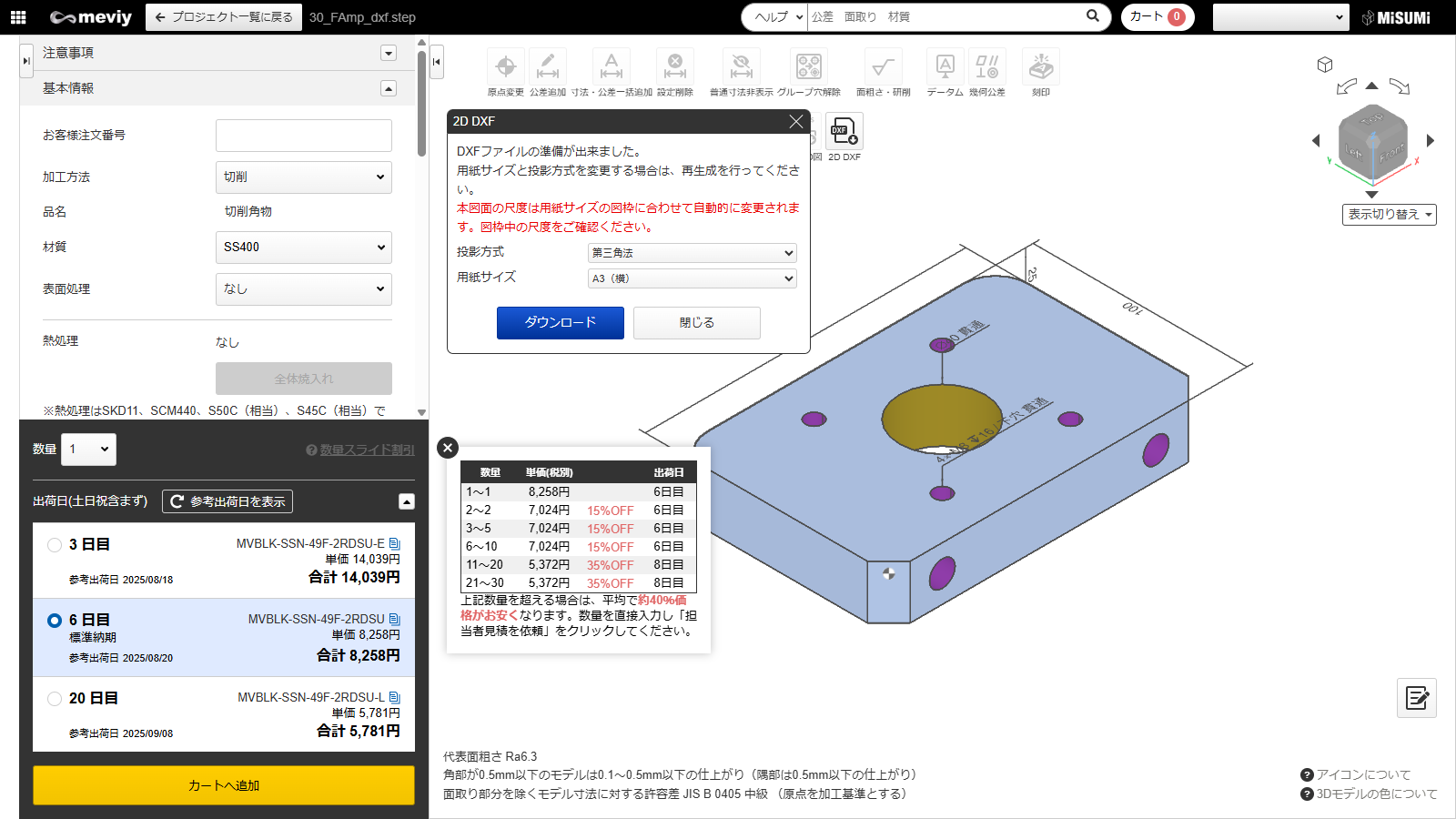
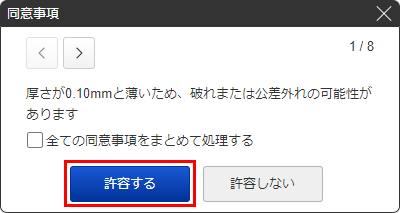
3D Viewerモデル、簡易2D図 2D DXF 同意事項を確認する

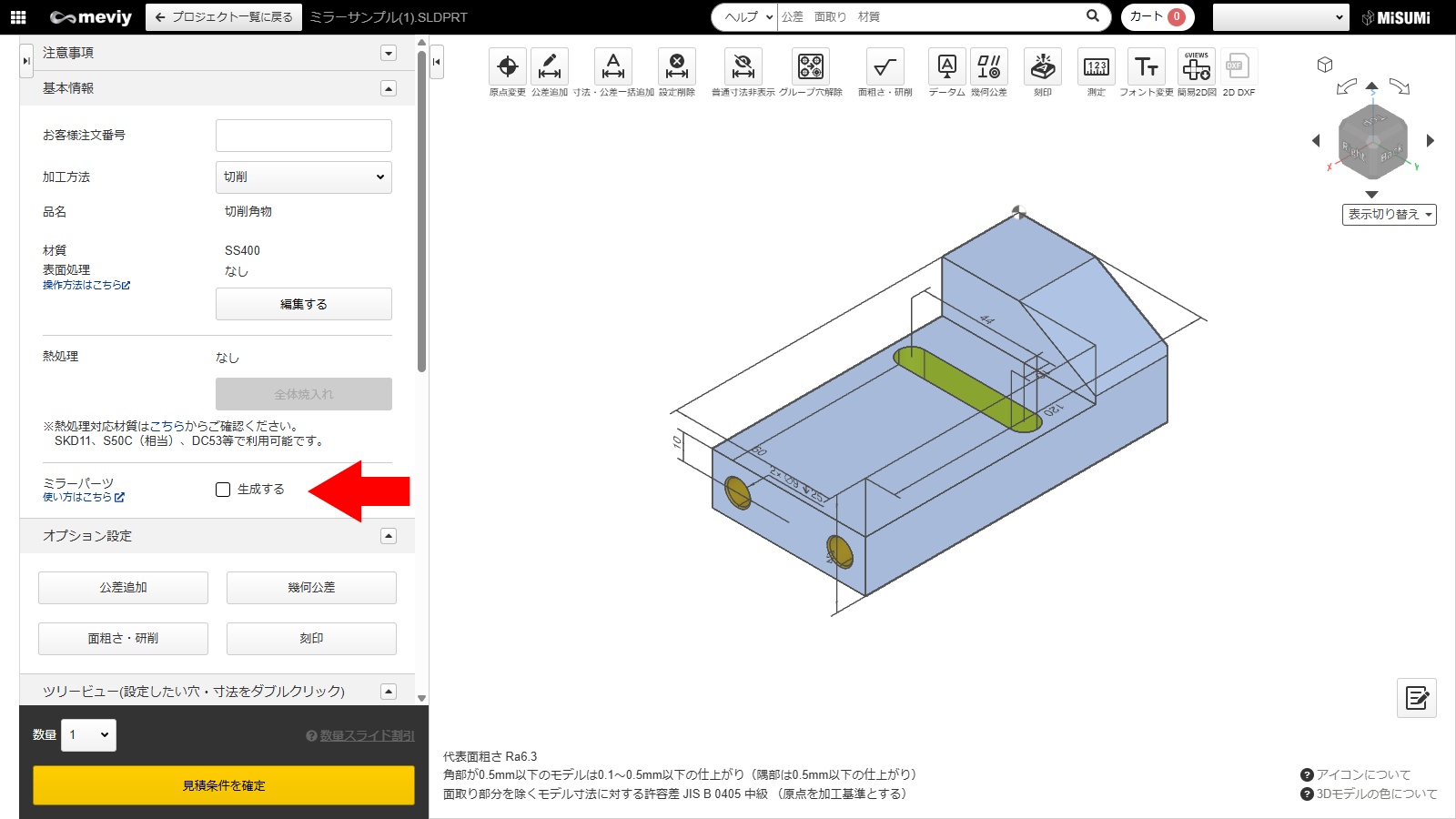
ミラーパーツを生成する
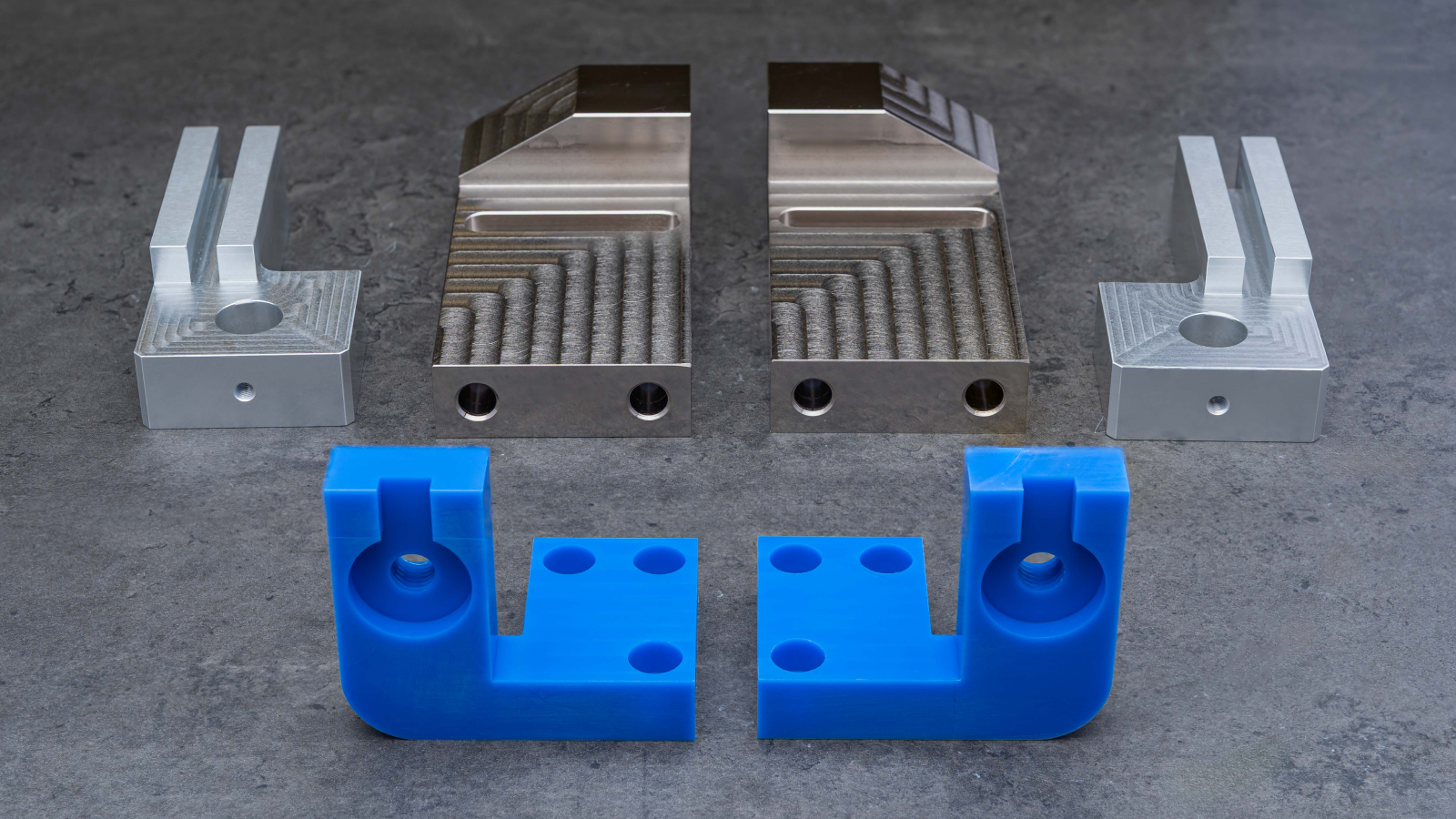
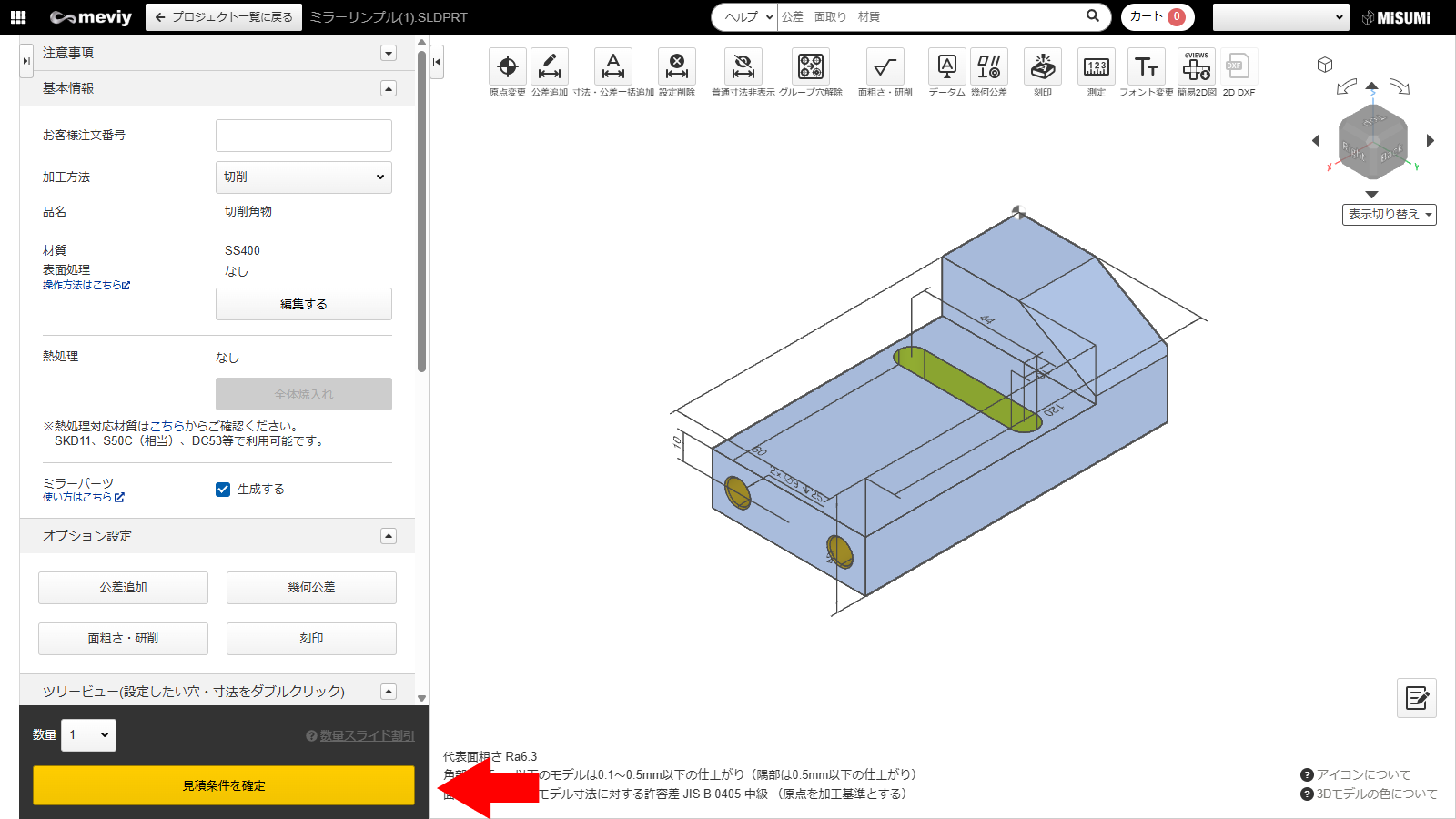
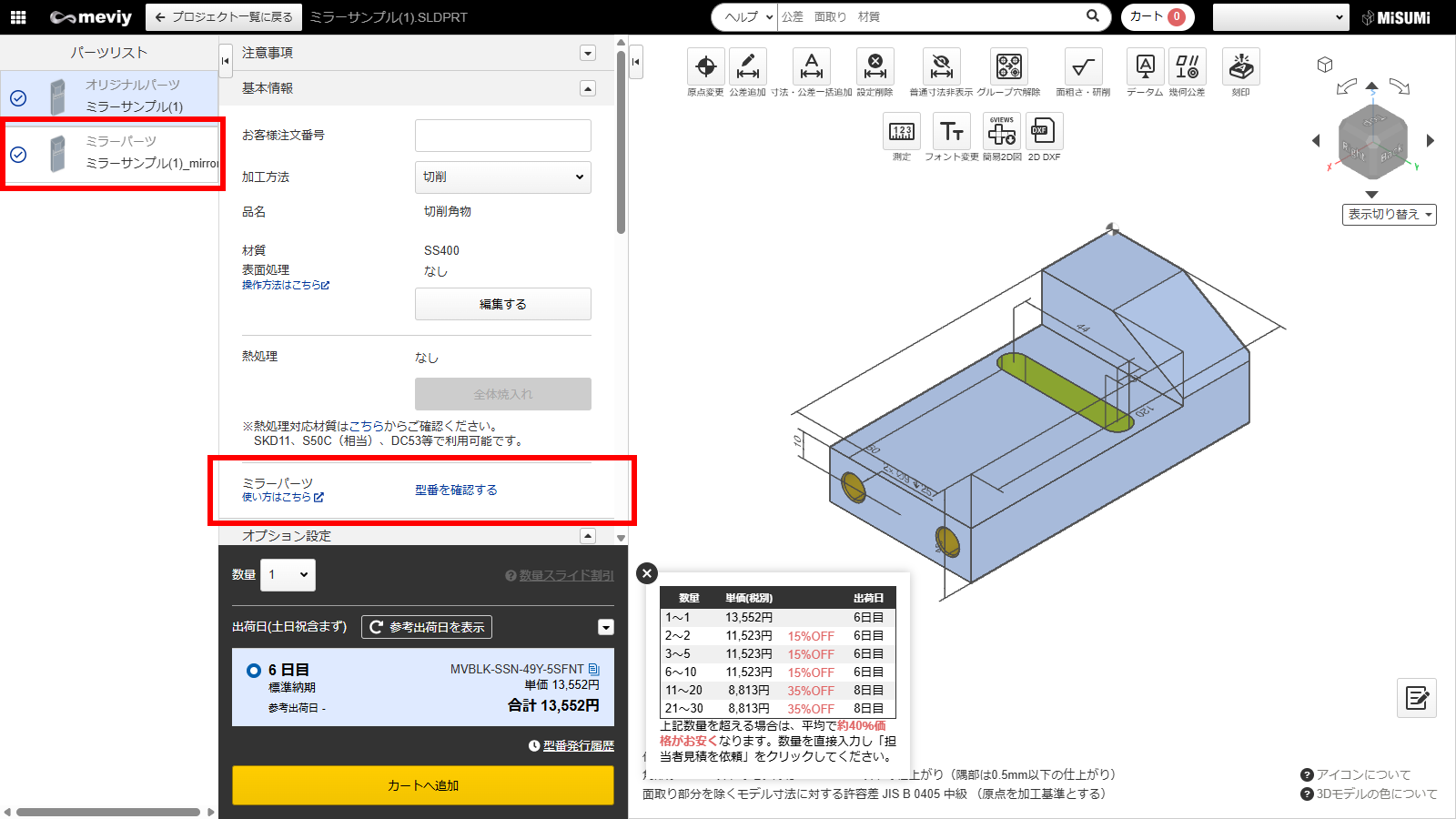
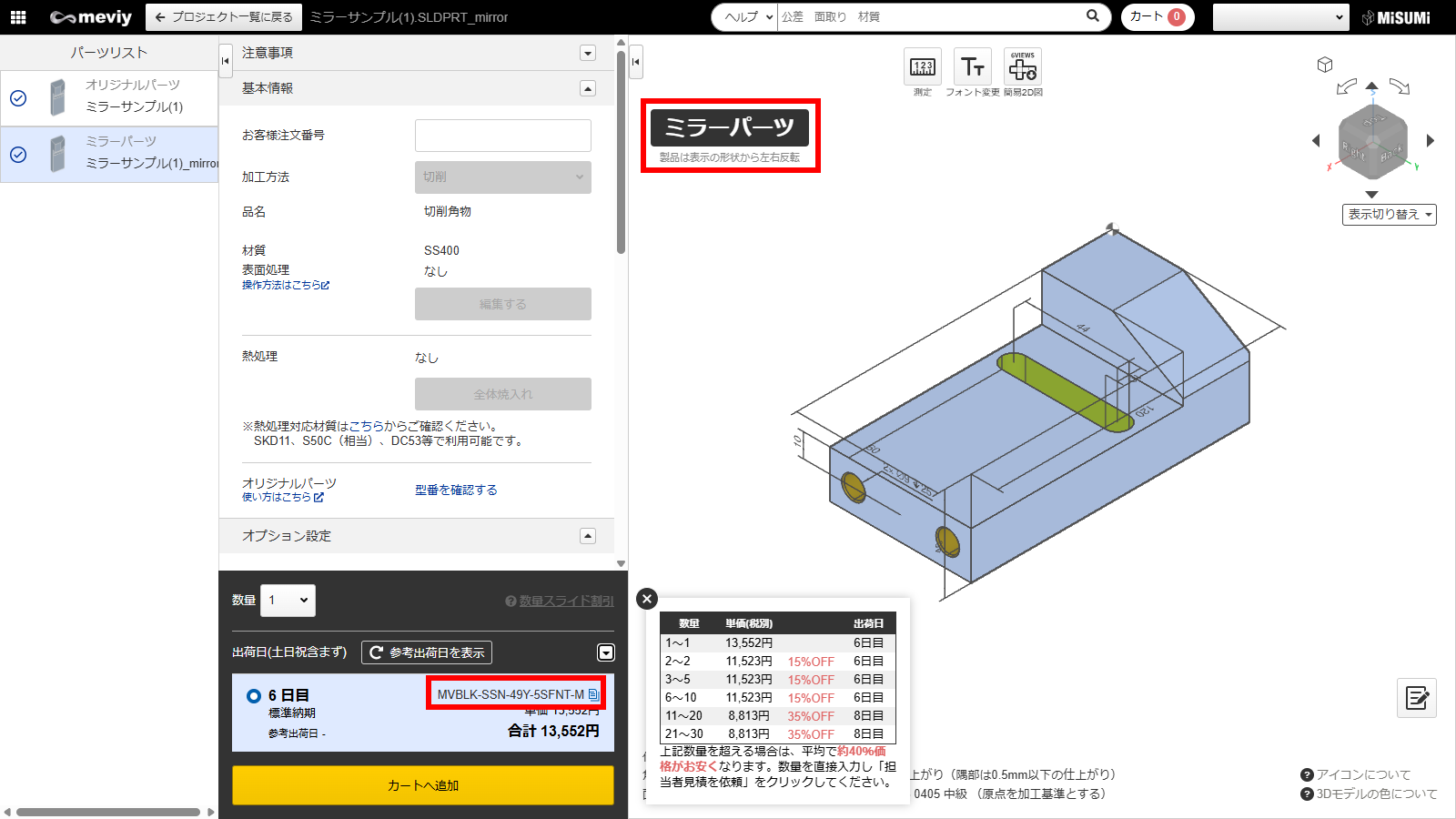

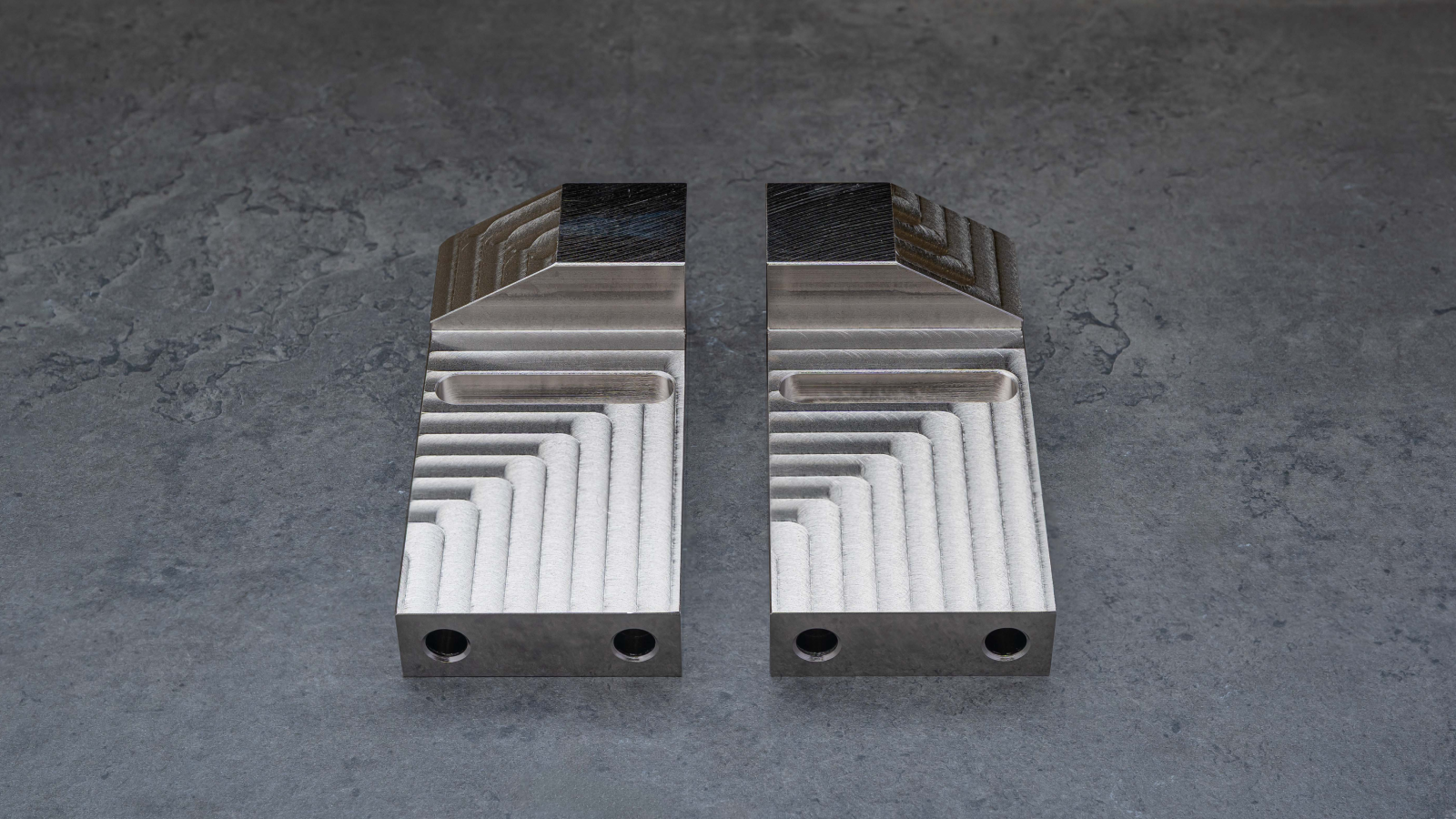
オリジナルパーツの製品イメージ ミラーパーツの製品イメージ 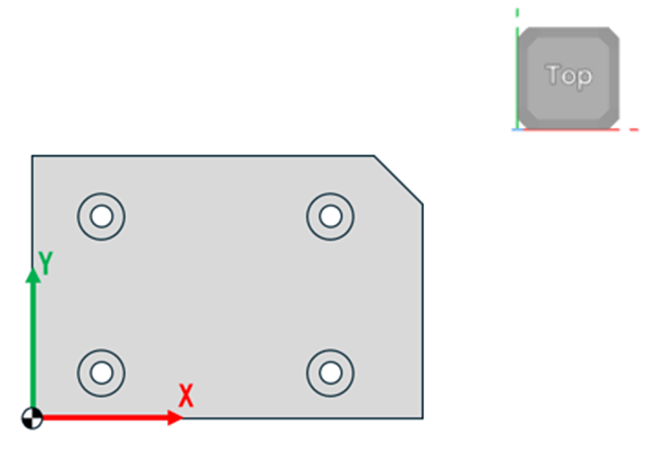
 ※meviy 3Dビューワー上は、ミラーパーツのモデルは反転しません
※meviy 3Dビューワー上は、ミラーパーツのモデルは反転しません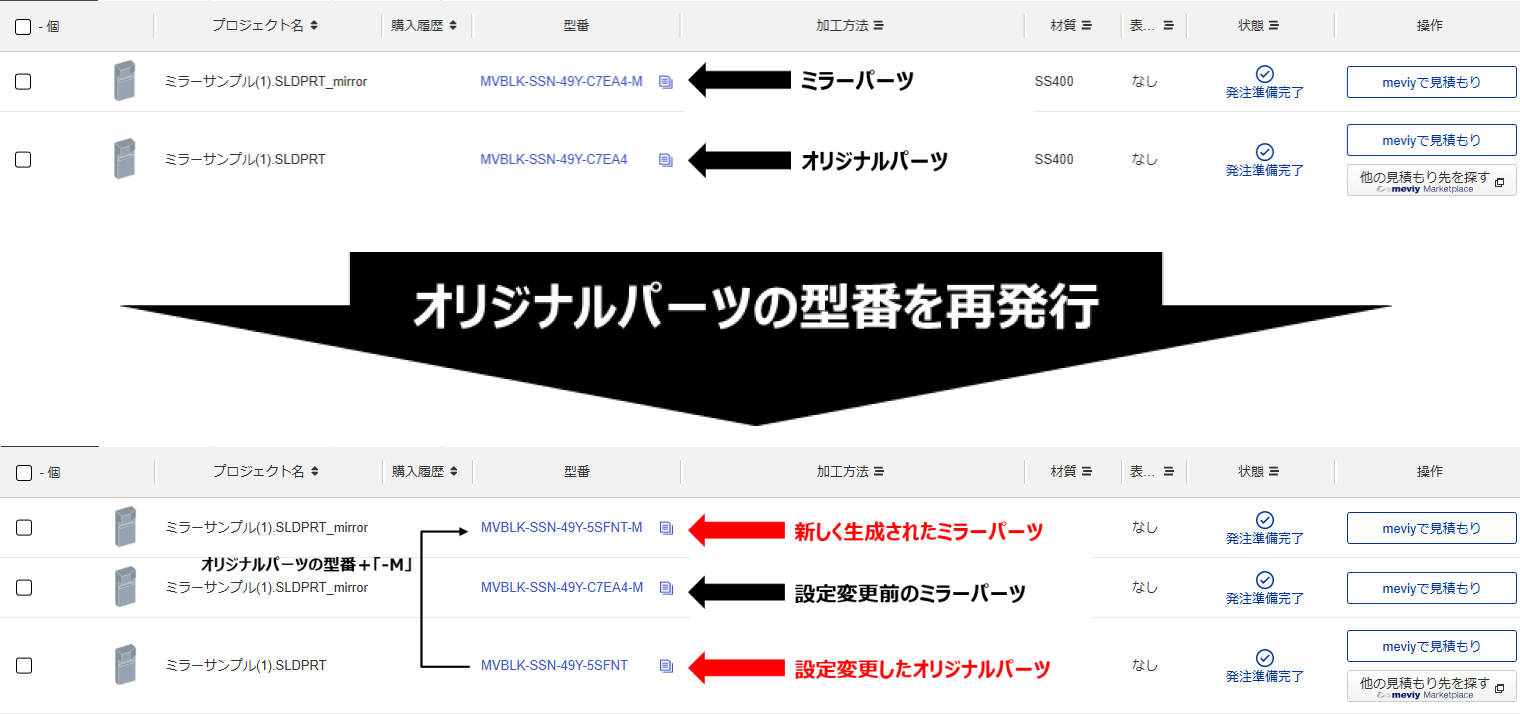
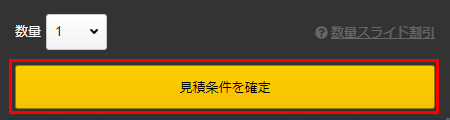
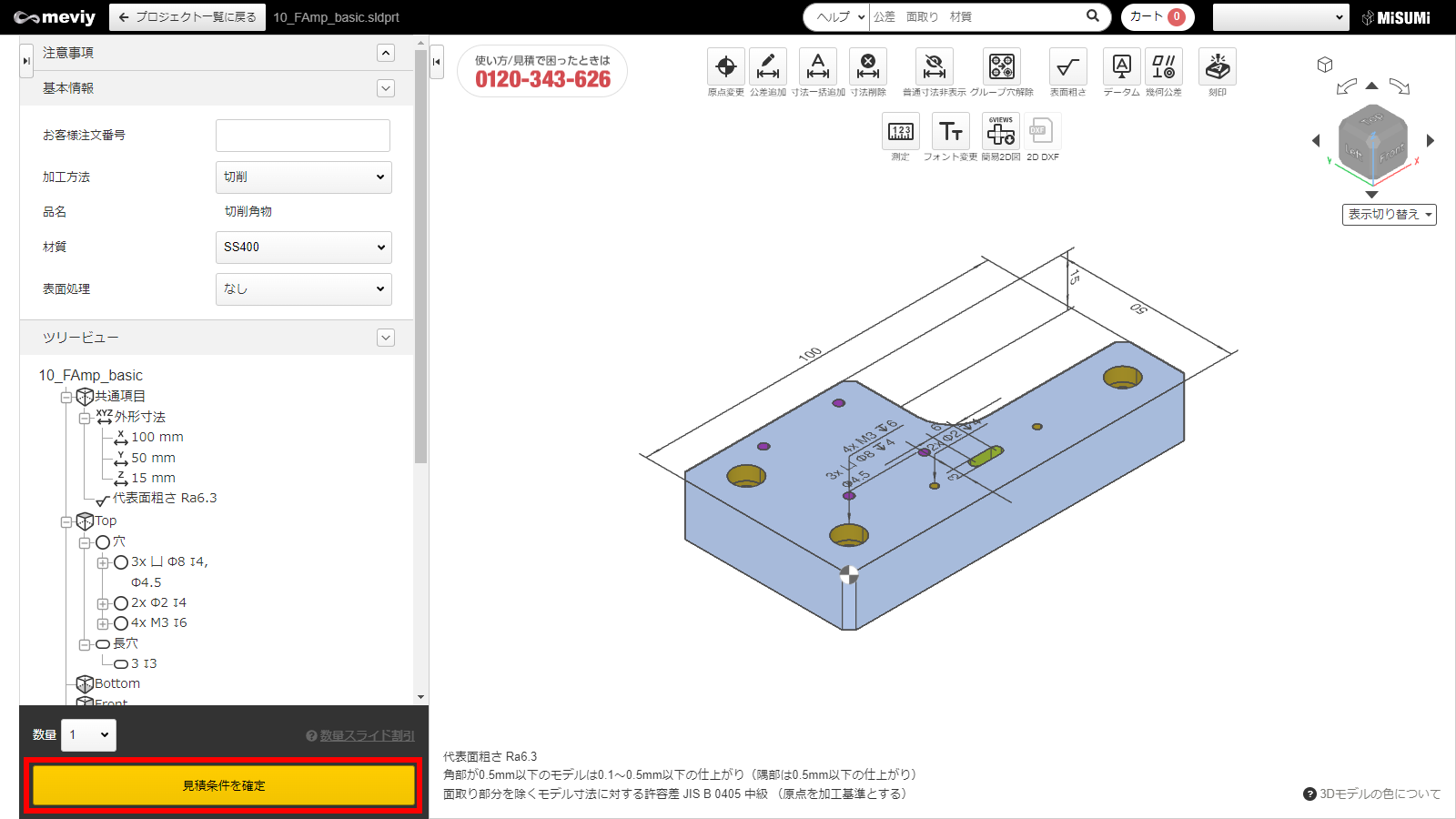
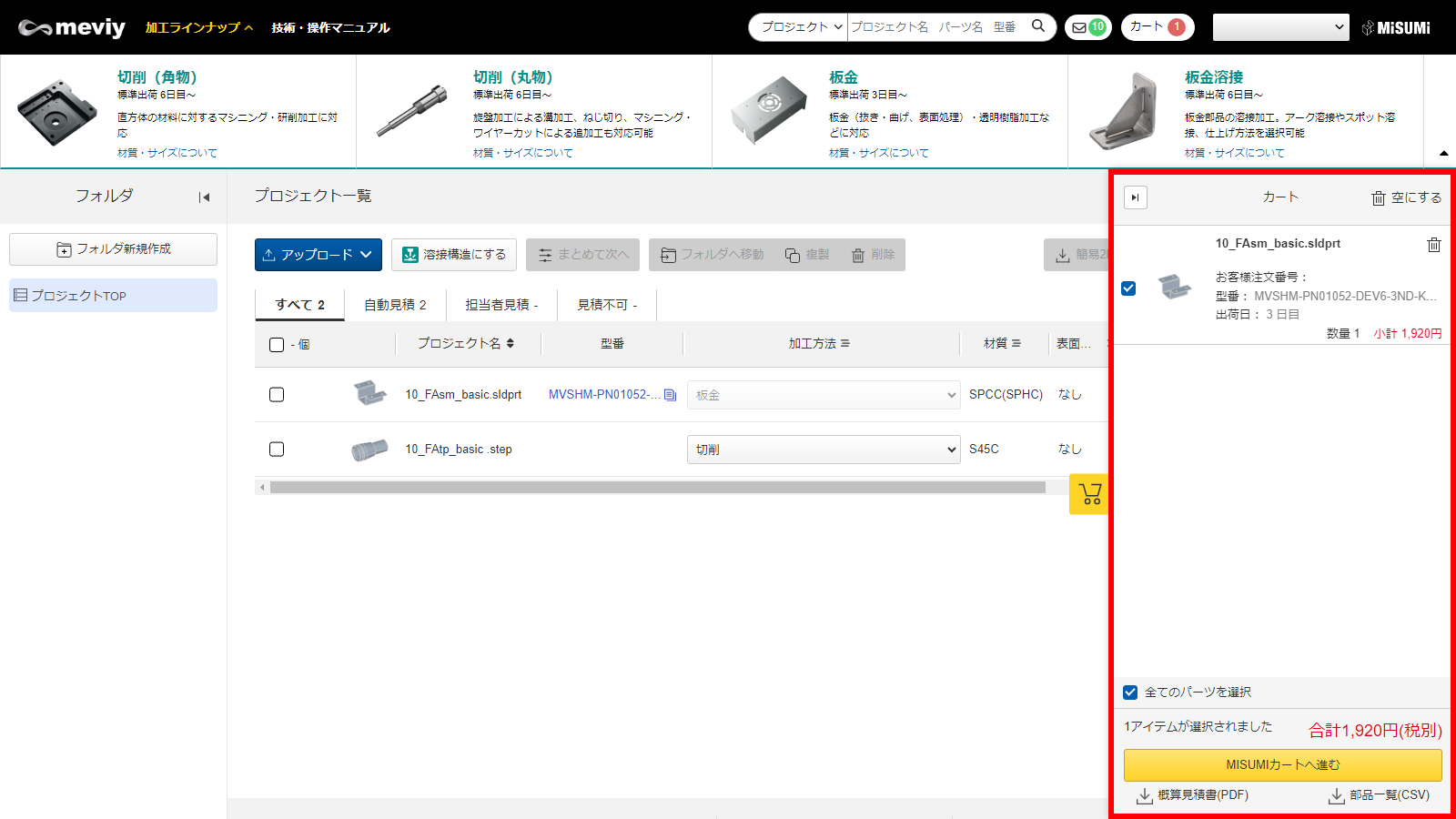
見積もりを確定(型番取得)/確認する/変更する
キーボード操作
機能・動作 キーボード入力 原点変更 O 公差追加 W 
寸法・公差一括追加 [Shift] + W 設定削除 D 普通寸法非表示 [Shift] + H グループ穴解除 S 面粗さ・研削 R データム [Shift]+G 幾何公差 G 刻印 E 機能・動作 キーボード入力 測定 M フォント変更拡大 [Alt] + ↑ フォント変更縮小 [Alt] + ↓ 簡易2D図 [Shift] + C 2D DXF [Shift] + X 画面にフィット [Ctrl] + F アイソメ表示 [Ctrl] + I パーツ表示拡大 [Ctrl] + ↑ パーツ表示縮小 [Ctrl] + ↓ 担当者見積のご案内
-
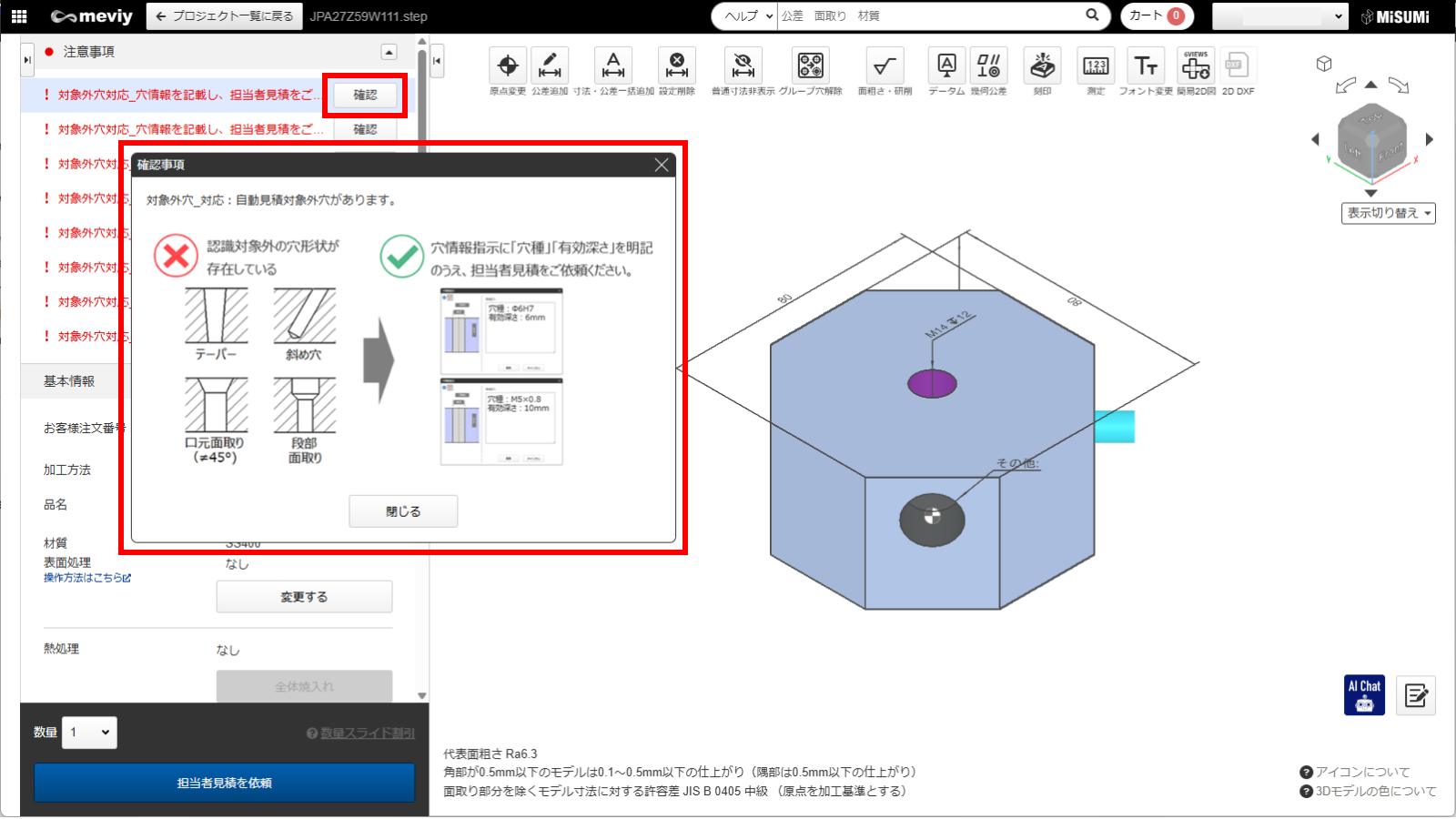
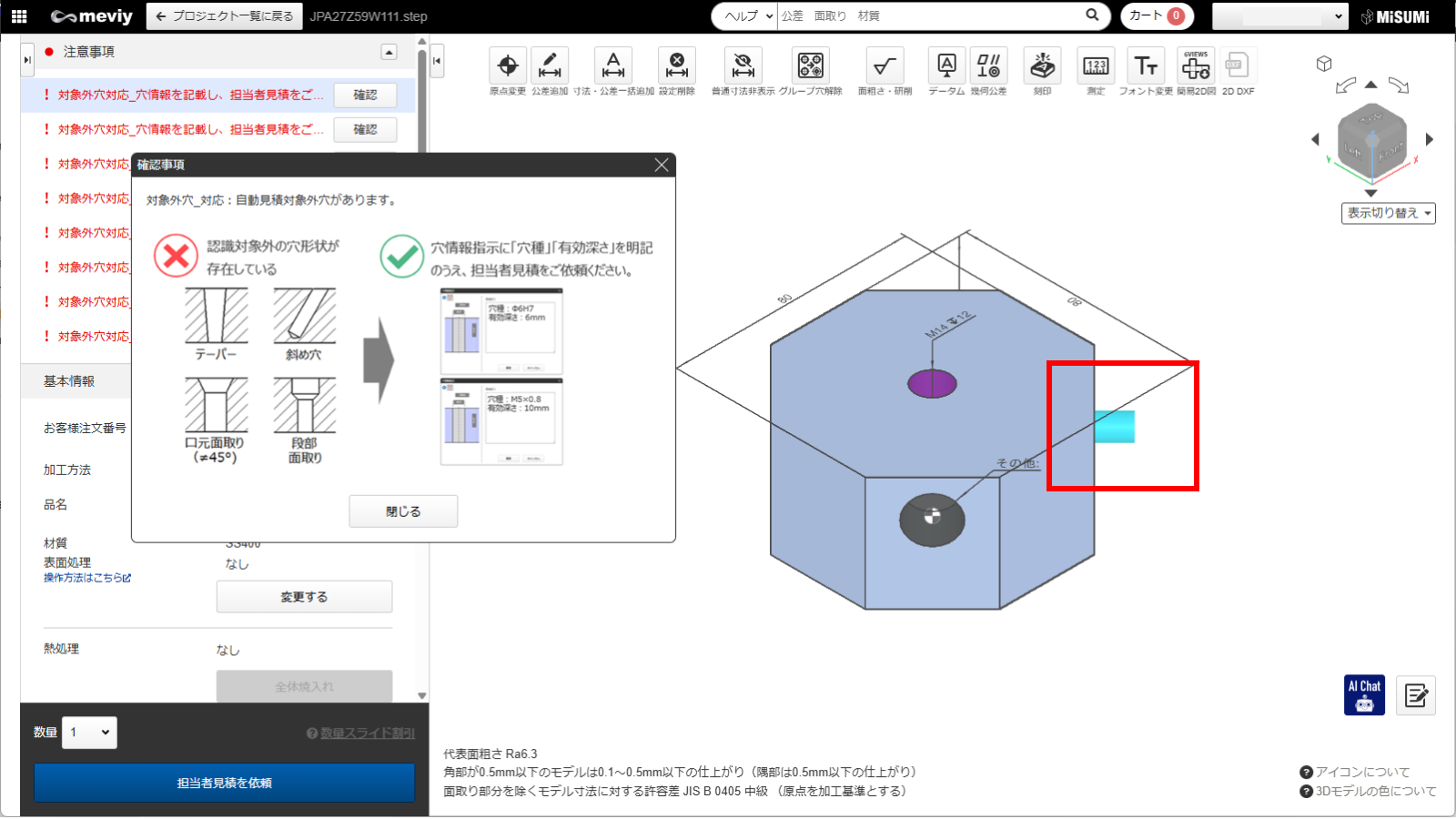
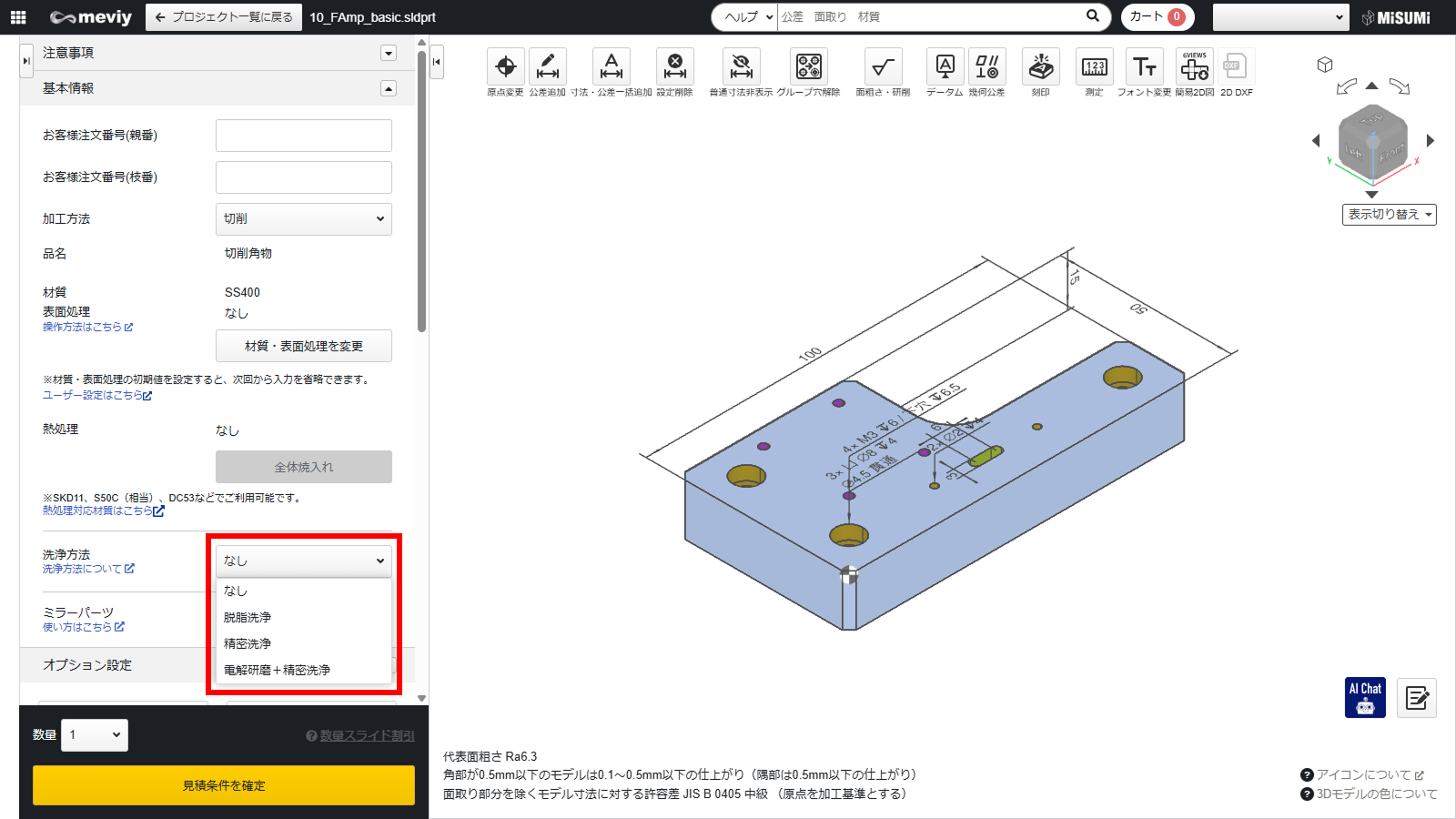
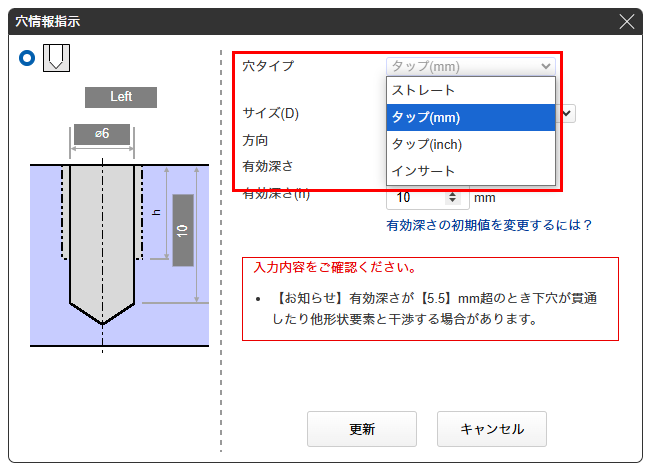
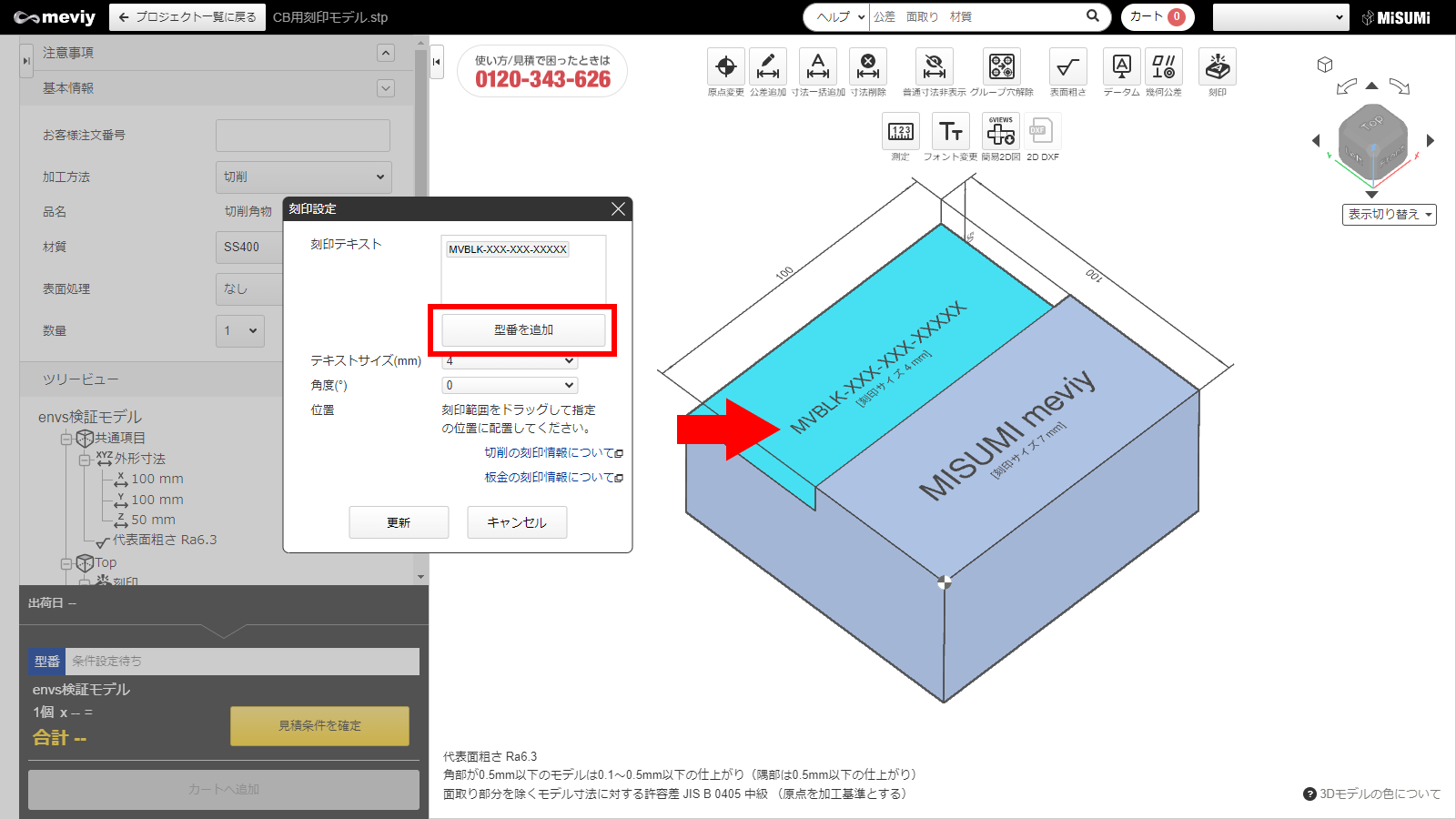
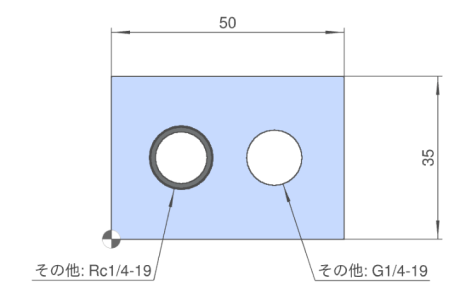
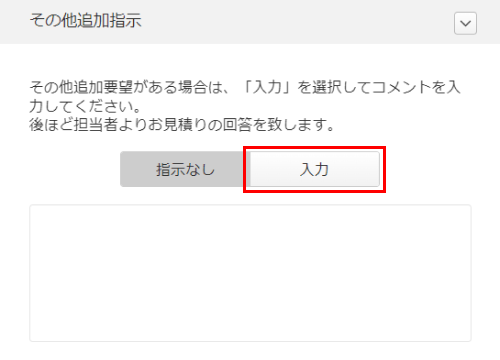
切削角物の「穴情報指示」で
 が選択されている穴は「その他穴」と認識されます。
が選択されている穴は「その他穴」と認識されます。 - その他穴には自由記入の欄へ文字入力が可能です。
- 穴の情報を過不足なく100文字以内で記載し[更新]をクリックしてください。
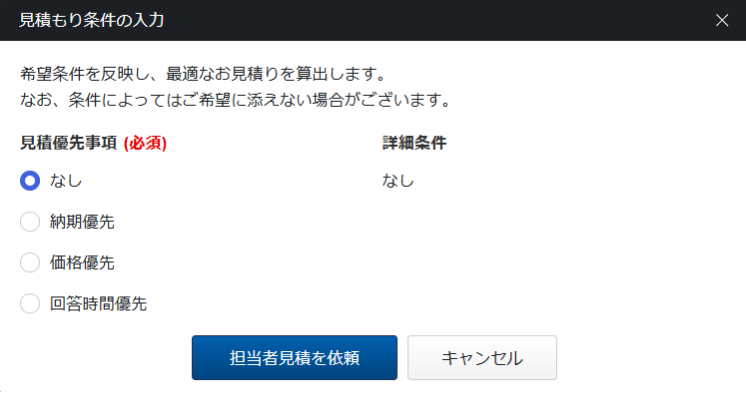
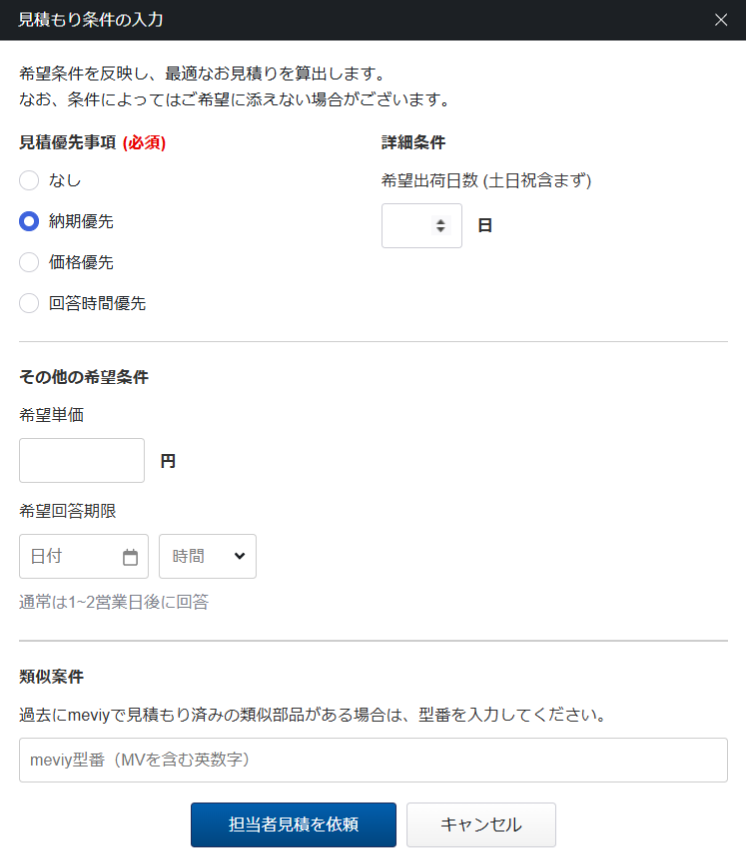




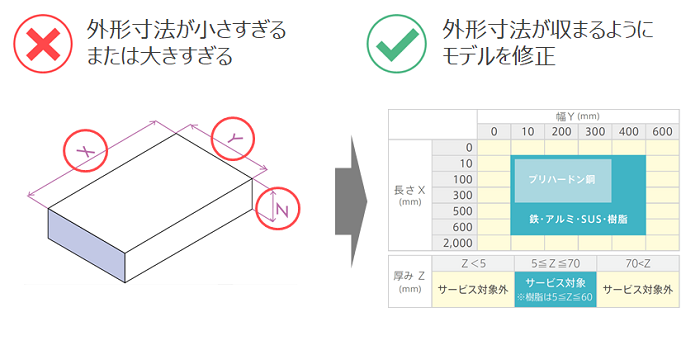
対応実績あり 対応不可要素 数量 大口数量 – 納期 – 納期指定 サイズ 長手2000mm – 厚み200 – 公差・精度 自動見積外の精度の平面度指定 平面度・平行度・直角度以外の幾何公差指定 自動見積外の精度の平行度指定 ポケット面への幾何公差指定 自動見積外の精度の直角度指定 プリハードン鋼・工具鋼・銅・真鍮・樹脂材・ミガキ材フラットバーへの幾何公差指定 – 面粗度指定 – meviyで寸法追加できない箇所の公差指定 – 0.04以下の公差レンジ指定(はめあい穴を除く) – 光沢度指定 材質・表面処理 – 自動見積選択外の材質・表面処理 – 下地処理指定 – 膜厚指定 – 部分表面処理指定 熱処理・硬度 – 熱処理 – 硬度指定 穴 自動見積外のメトリックねじ 左ねじ 管用テーパーねじ・平行ねじ
穴深さ公差指定 meviy上の6面に対し斜めの穴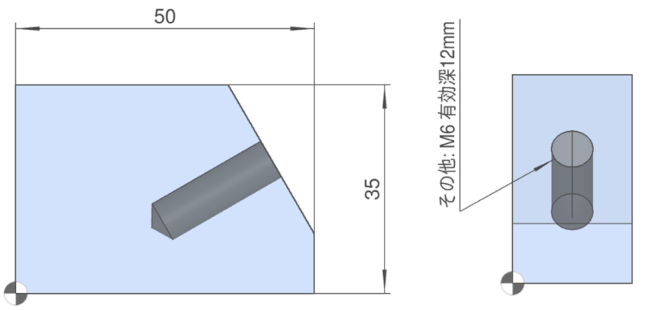
(その他穴への情報記載と、その他追加指示にフリーテキストを入力してご依頼ください。)
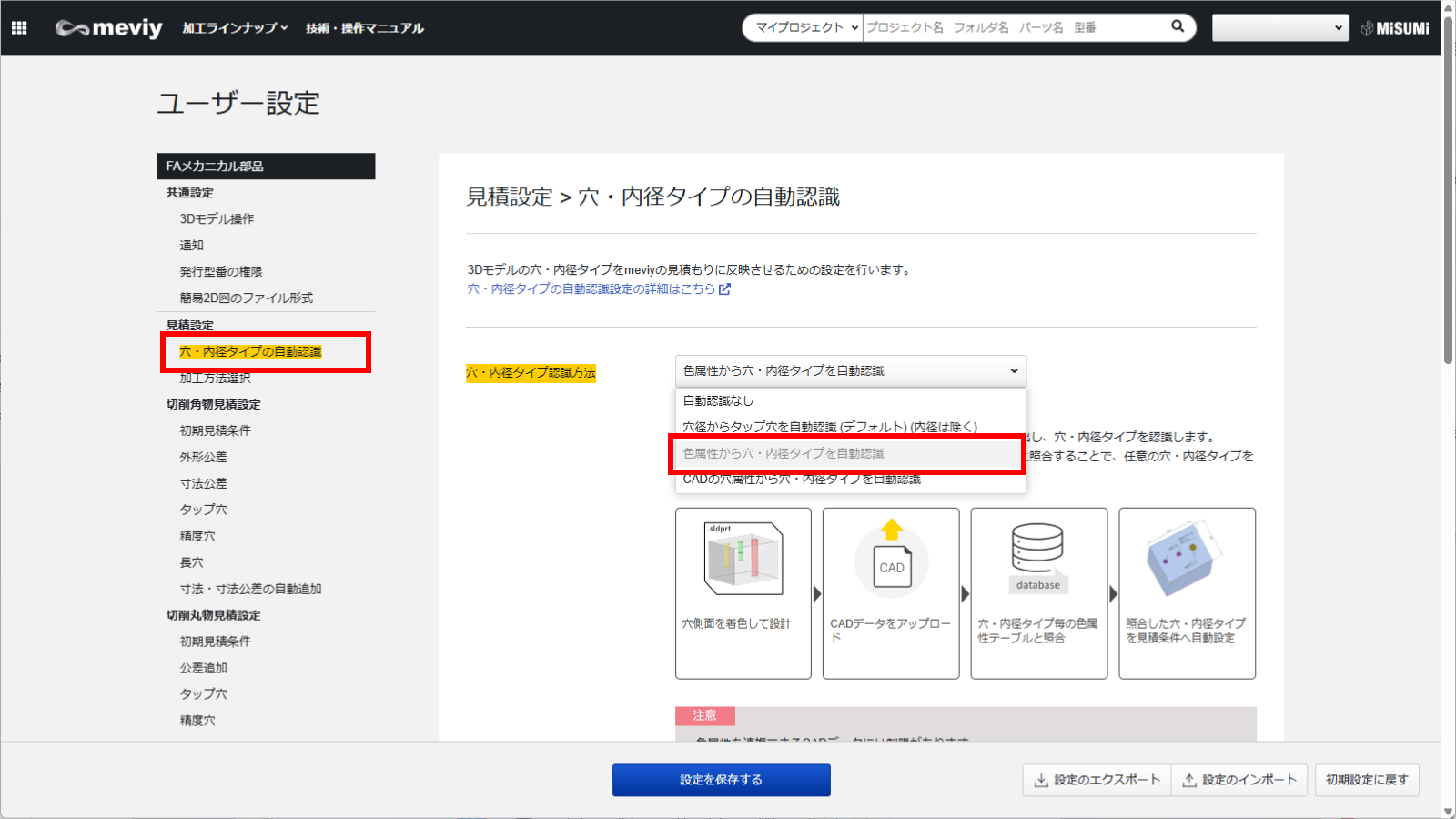
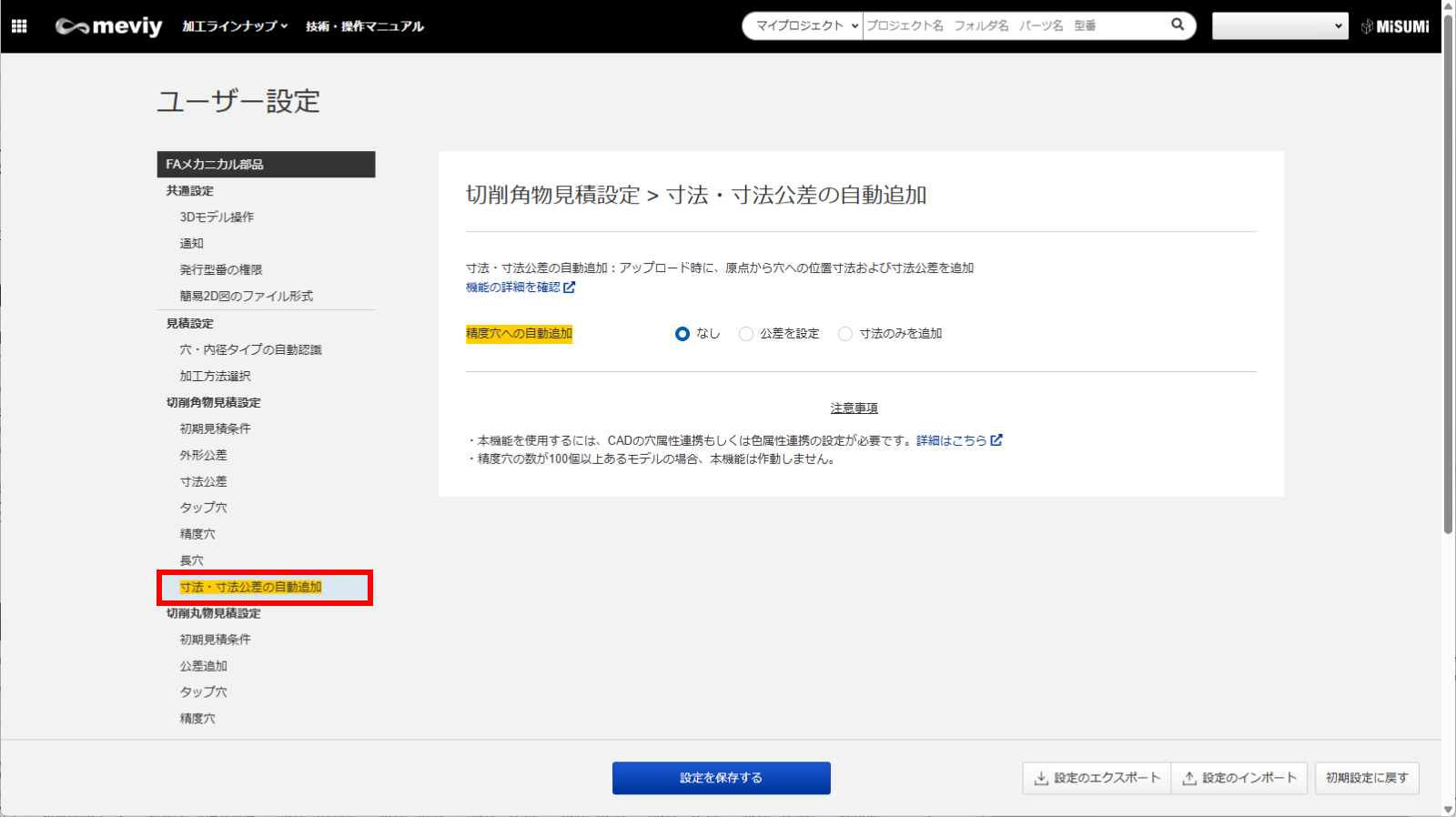
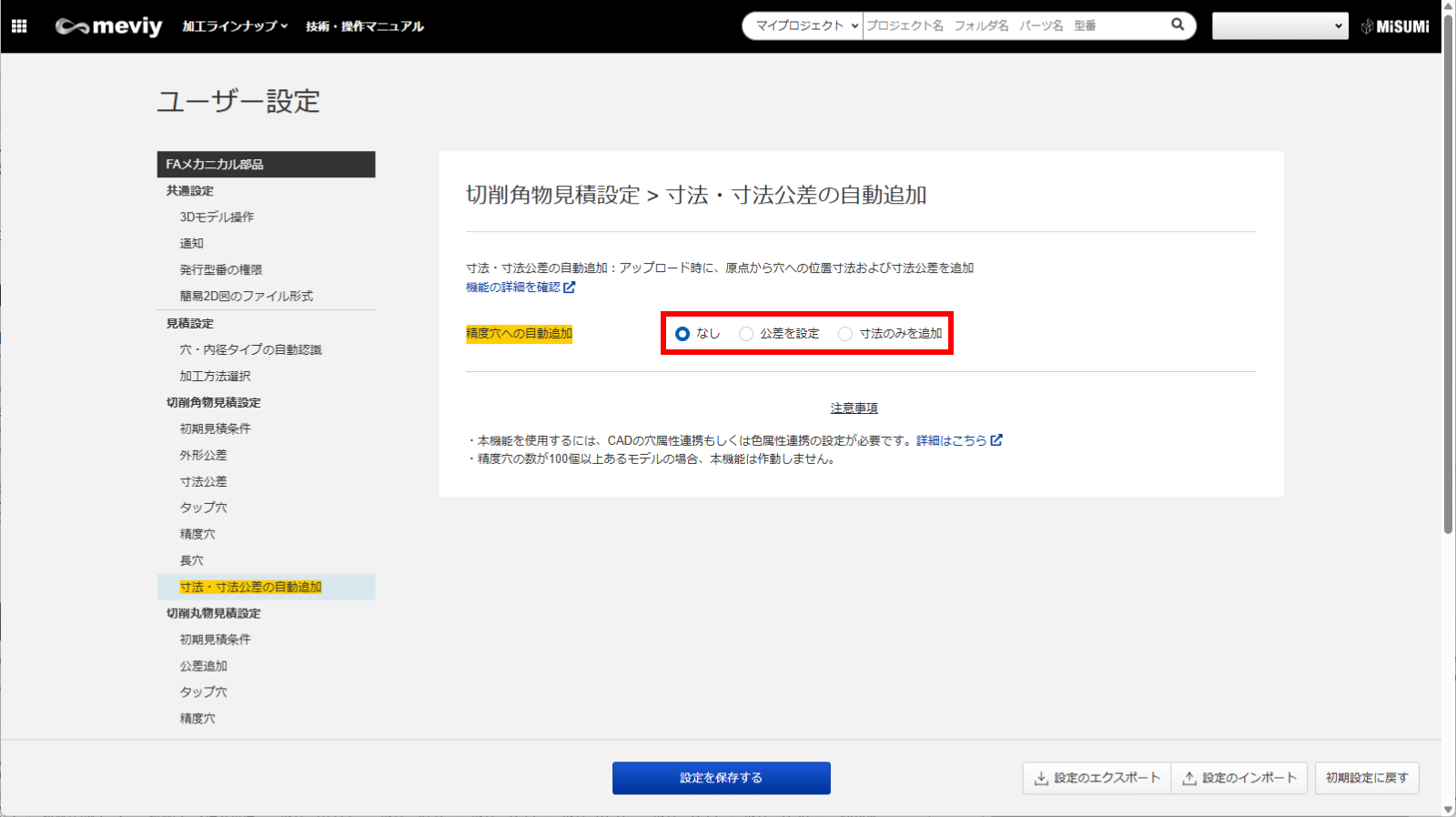
– 穴底のフラット指定 – 選択外のはめあい公差 – 加工方法 – 溶接 – 溶断 – 共加工 – 脱脂処理 – 糸面取りなし指定 部品 – ミラー形状 証明書類 ミルシート(類似ロット) 切断証明書 SDS RoHS証明書 – 検査表 寸法・寸法公差の自動追加





よくある質問
-
切削角物について
Q. 切削角物はどのような形状を見積もれますか?また対象外となる形状はございませんか?
Q. 一般公差(普通許容差)は寸法線に記入が必要ですか?
Q. 寸法表示されていない箇所(面取りやコーナーR)は加工されますか?
Q. 公差指示していない箇所など、一般公差(普通許容差)の精度は何を基準としていますか?
Q. 幾何公差には対応していますか?
Q. 管用タップ(Rcテーパー / G平行)に対応していますか?
Q. 角物で取り扱っているアルミ材の質別を教えてください。
Q. 角物で取り扱っているふっ素樹脂の種類を教えてください。
Q. ユニファイタップ(UNC / UNF)に対応していますか?