|
 |
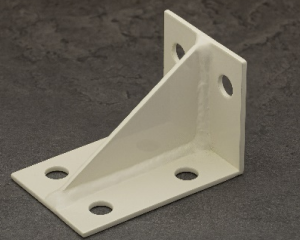
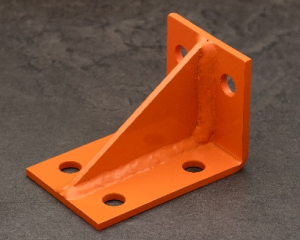
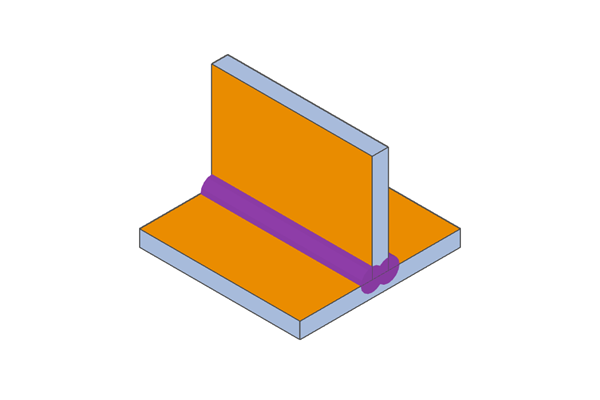
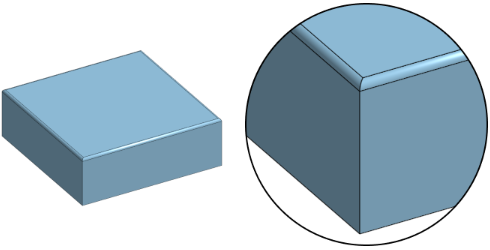
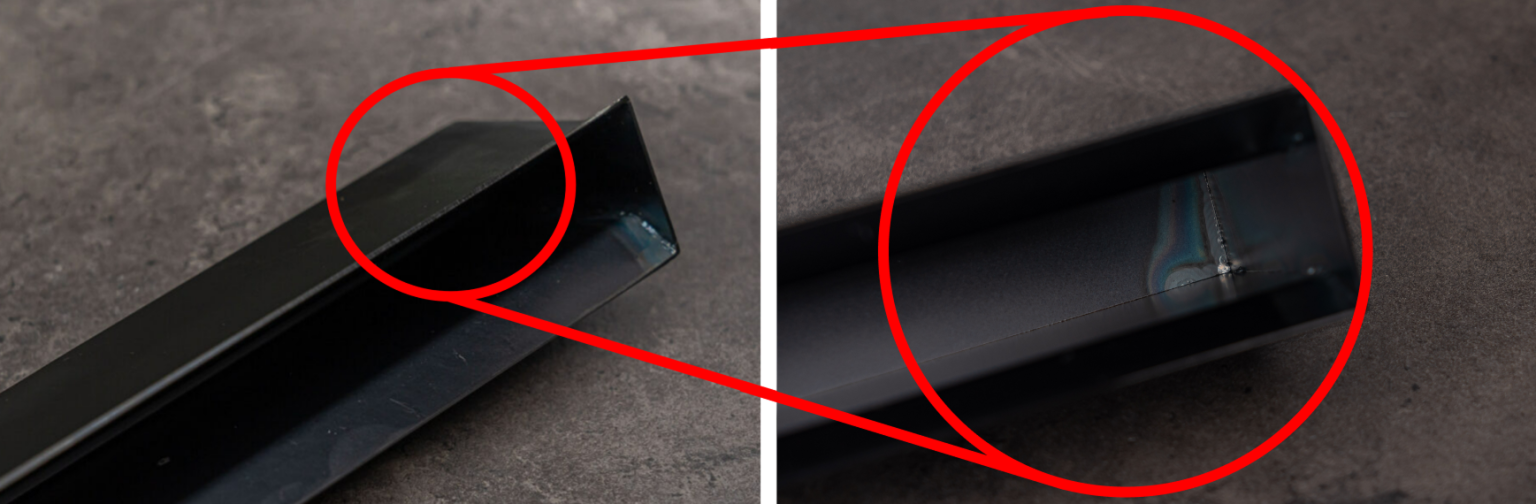
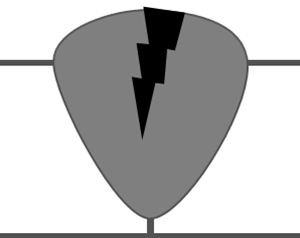
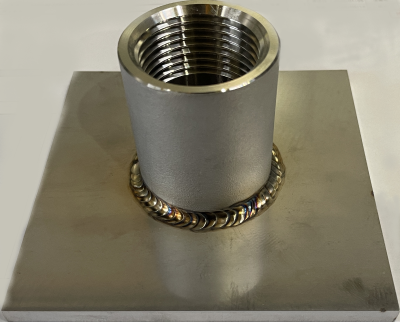
例)溶接ビードを追加したモデル |
|
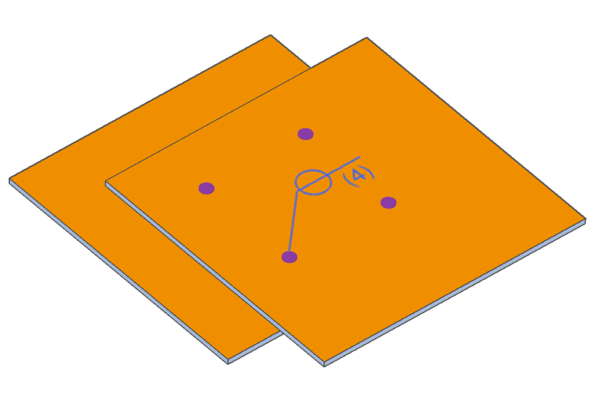
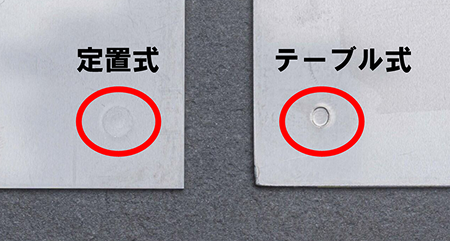
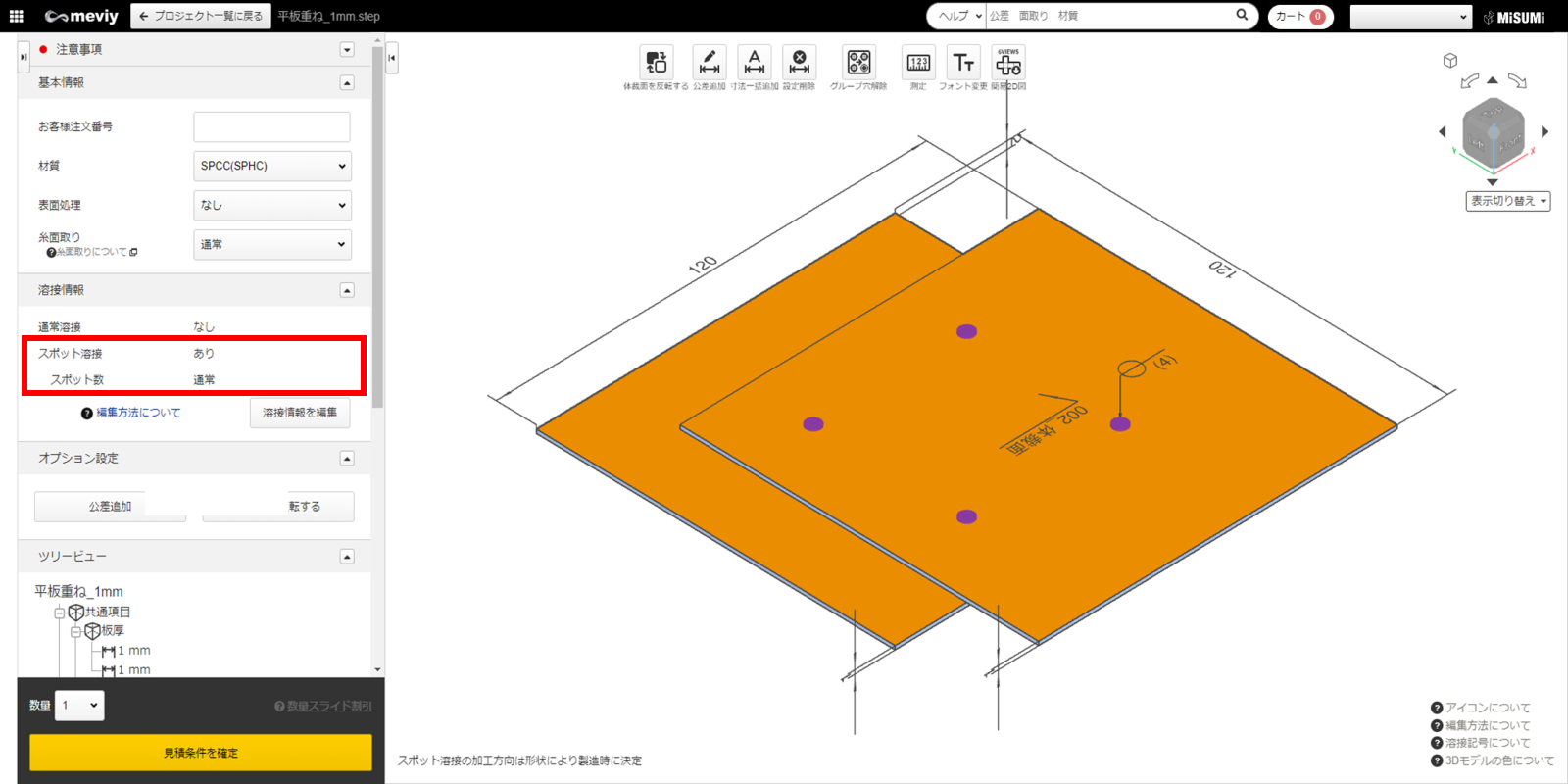
例)スポット溶接痕を反映したモデル |

Now Loading...
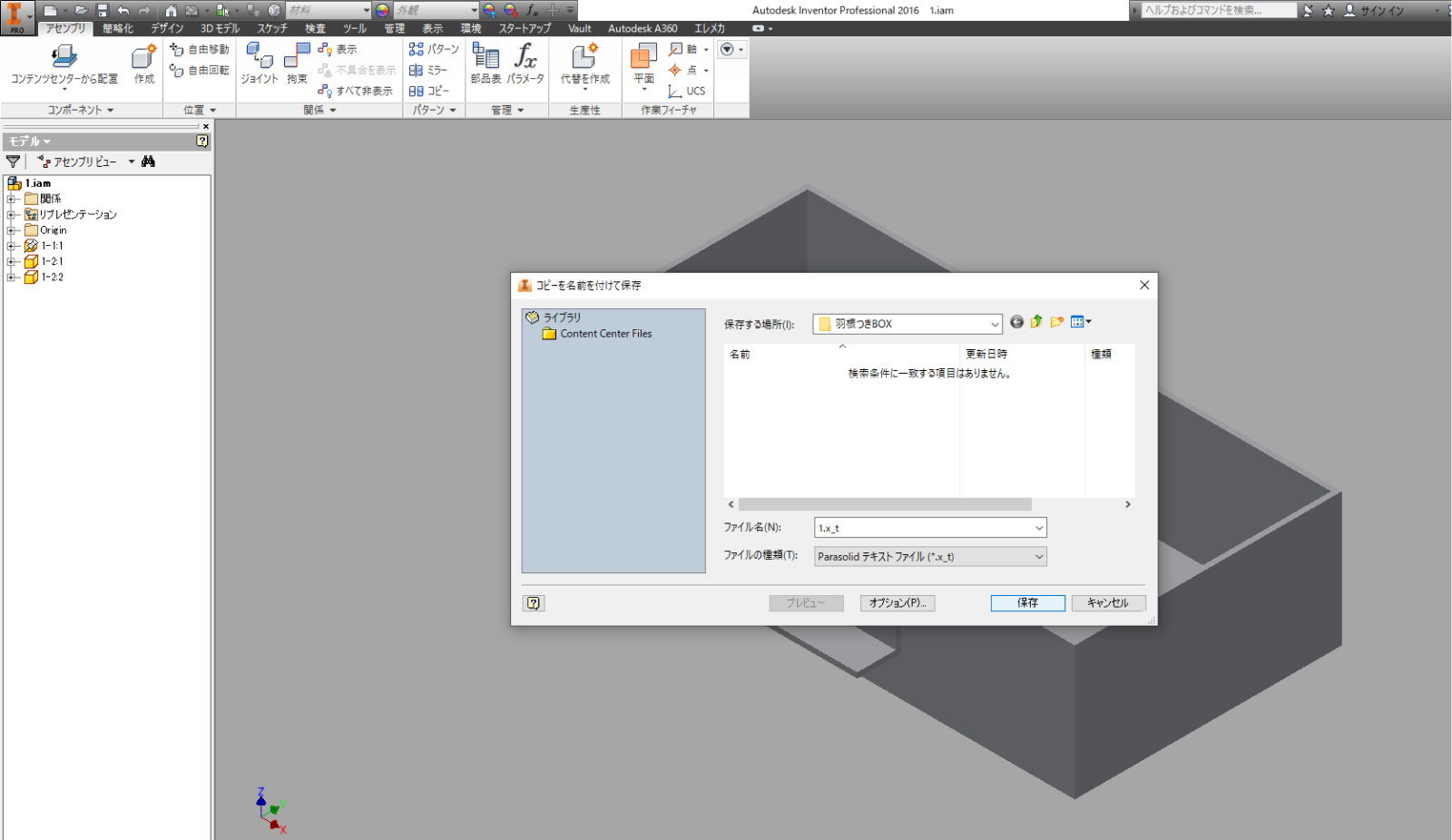
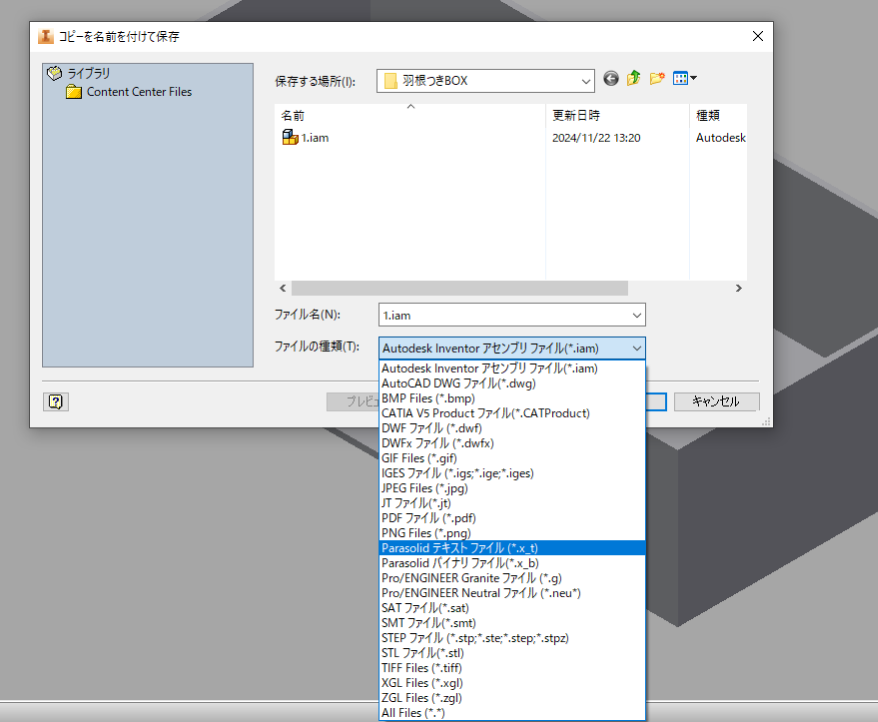
PDF保存方法について
最終更新日:
技術情報
対象部品/材料
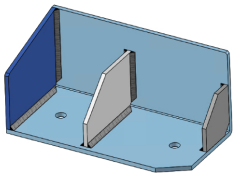
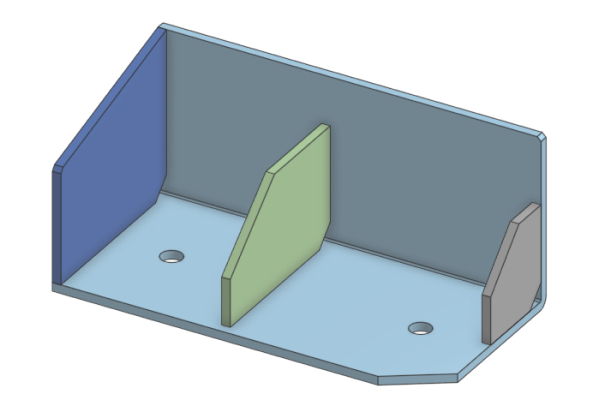
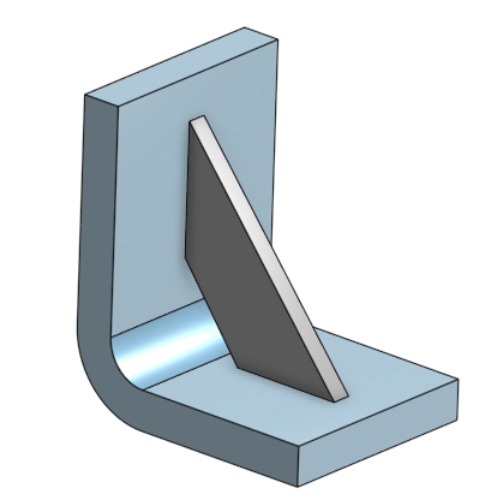
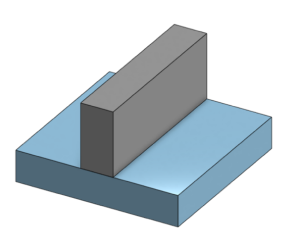
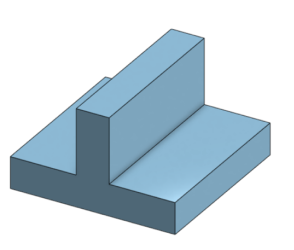
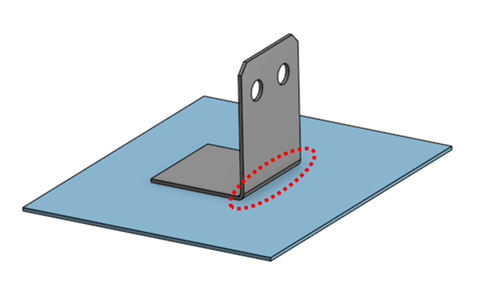
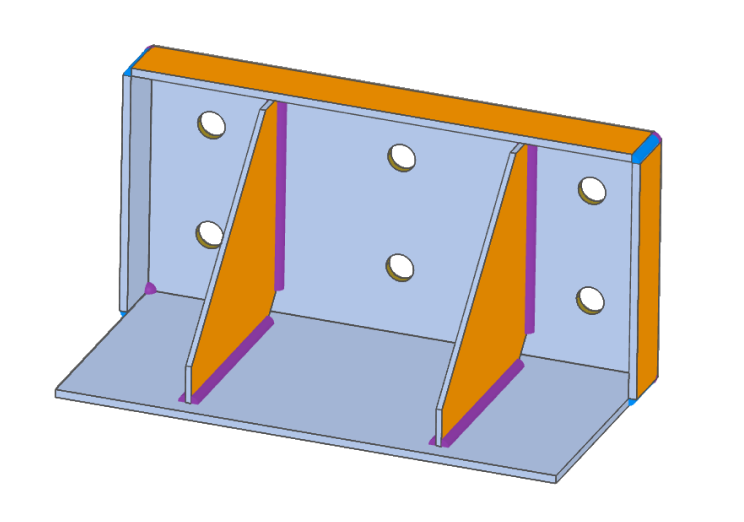
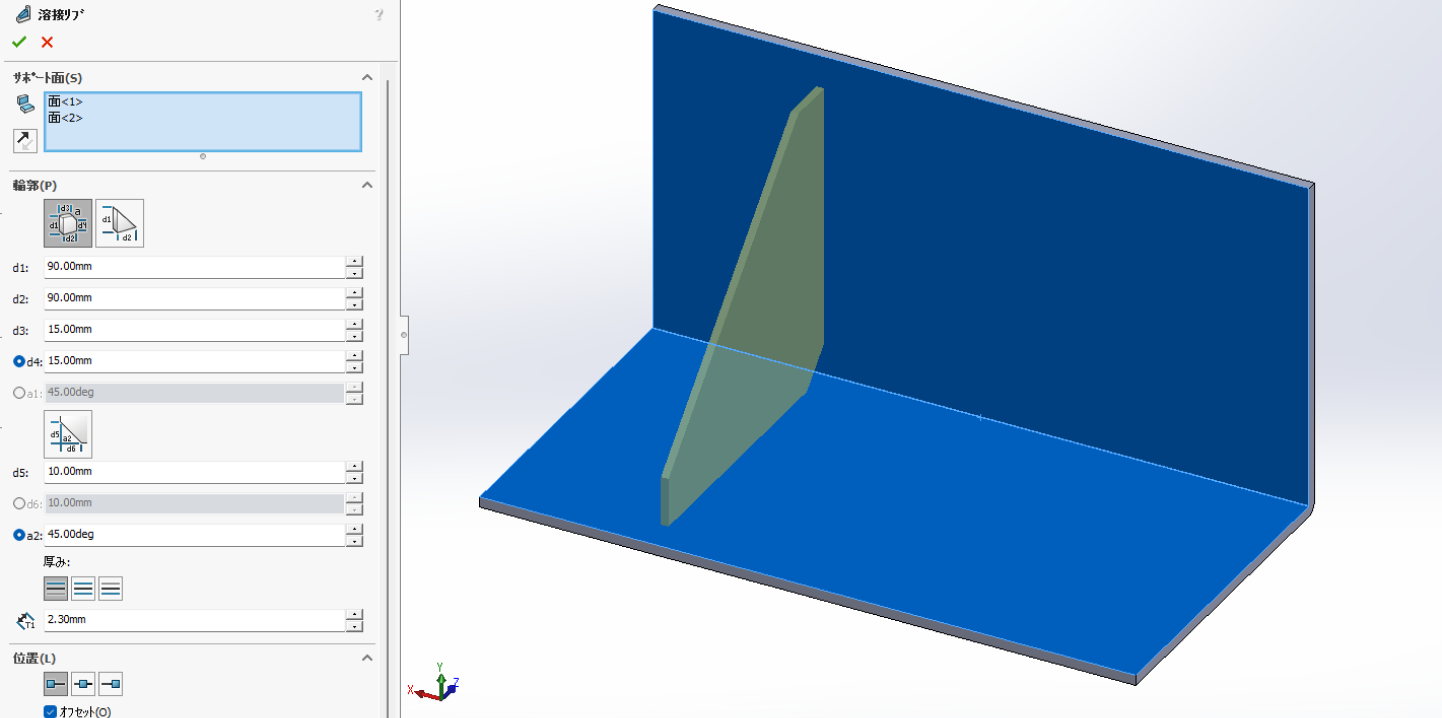
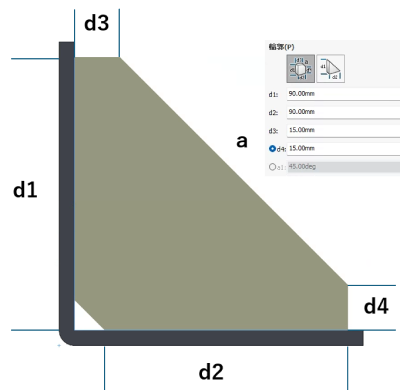
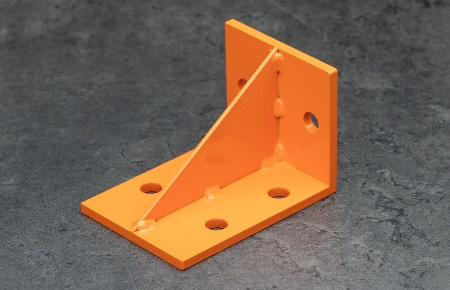
| 1 | リブ形状 |
 |
|
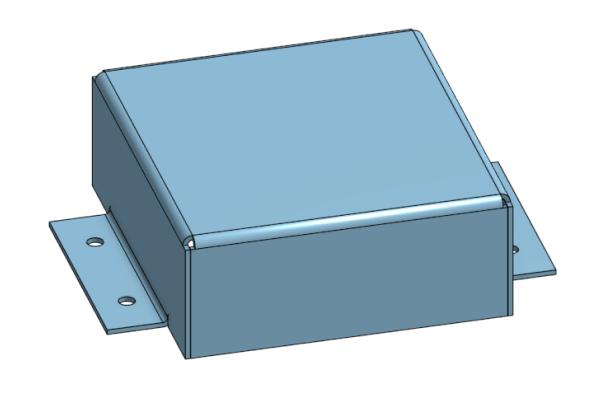
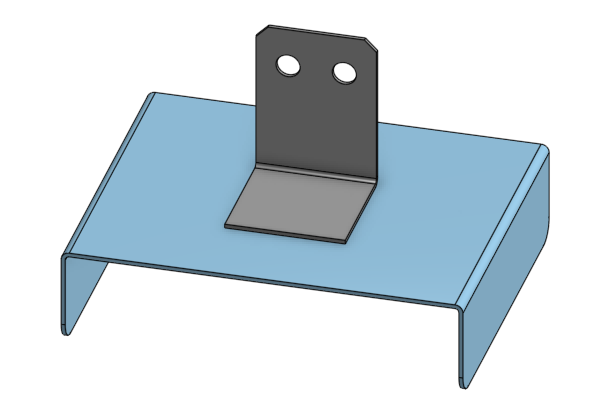
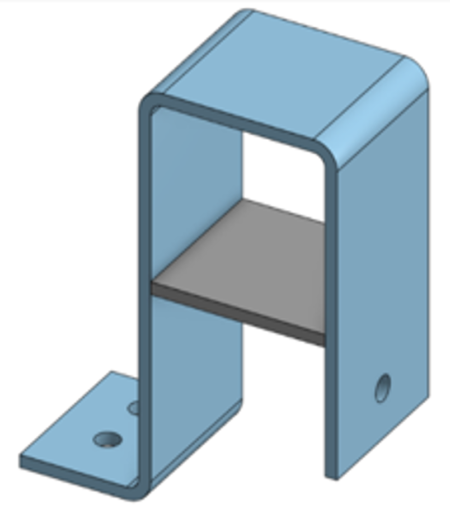
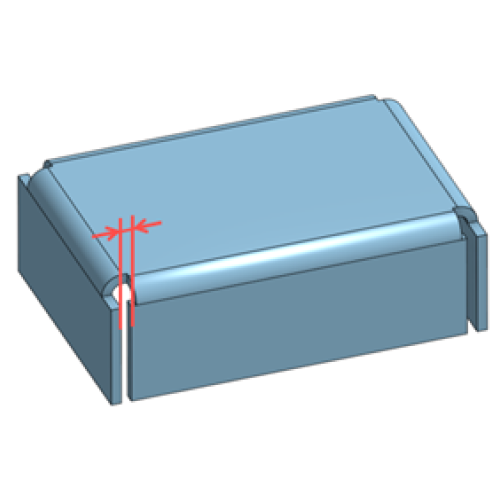
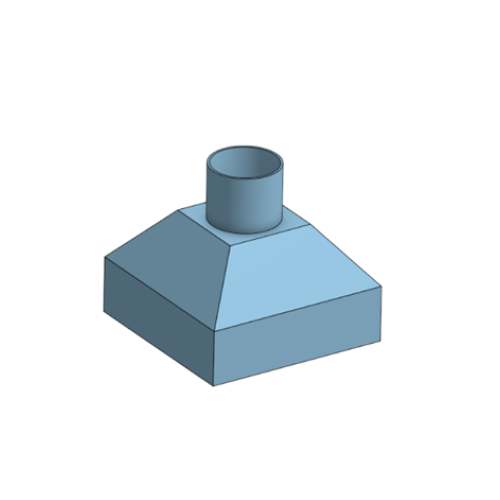
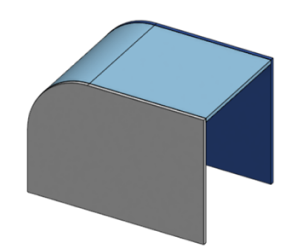
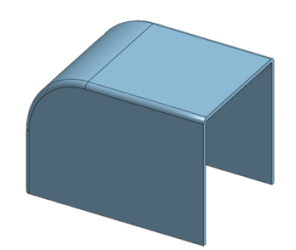
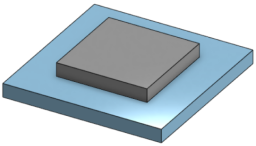
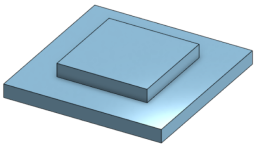
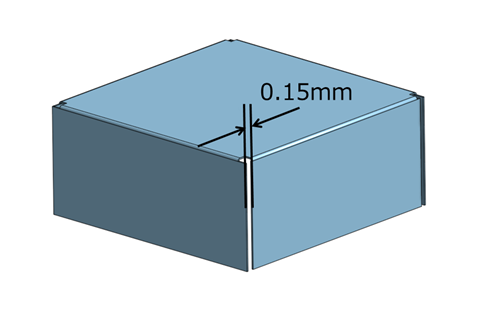
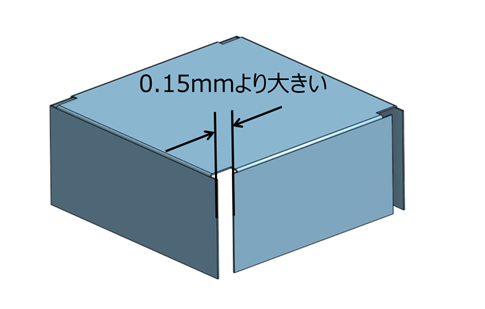
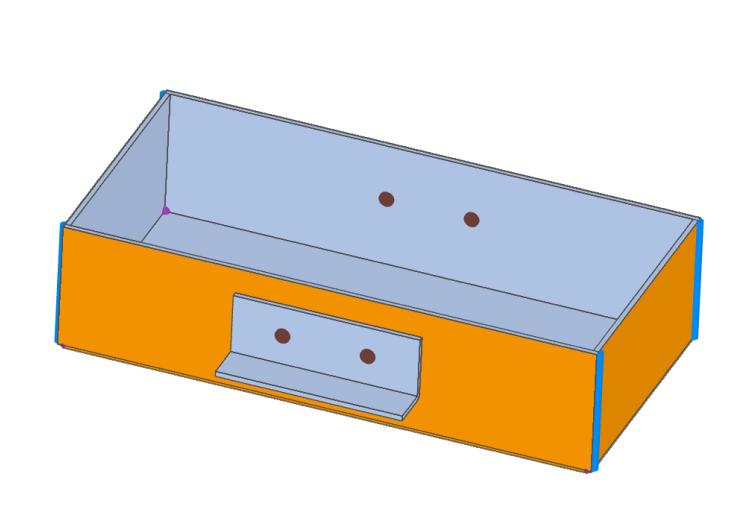
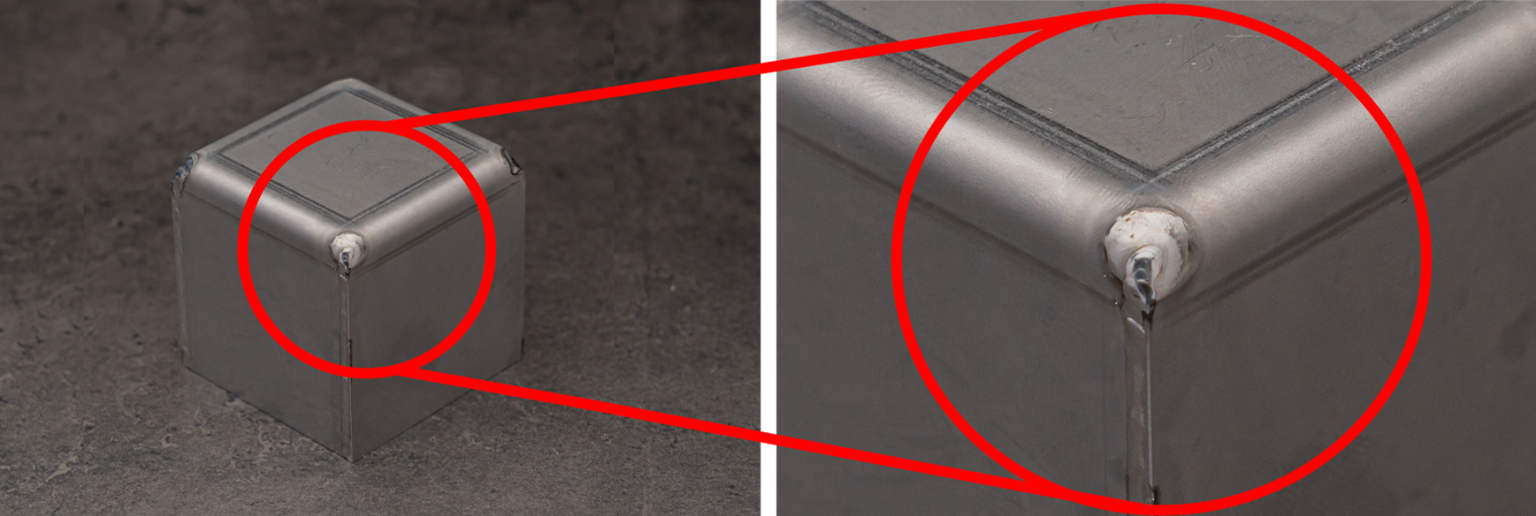
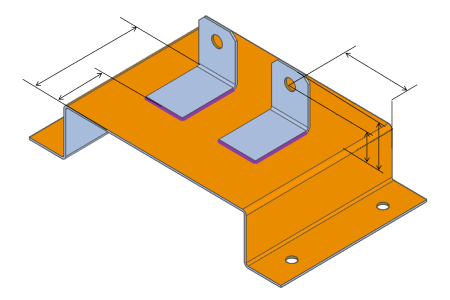
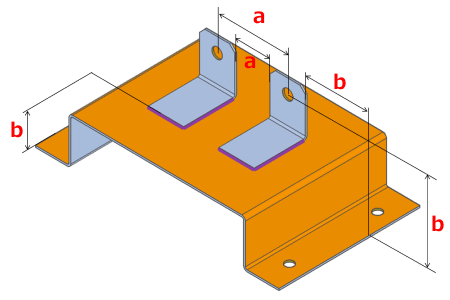
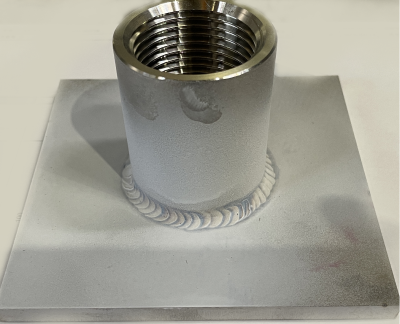
| 2 | ボックス形状・カバー形状 |
 |
|
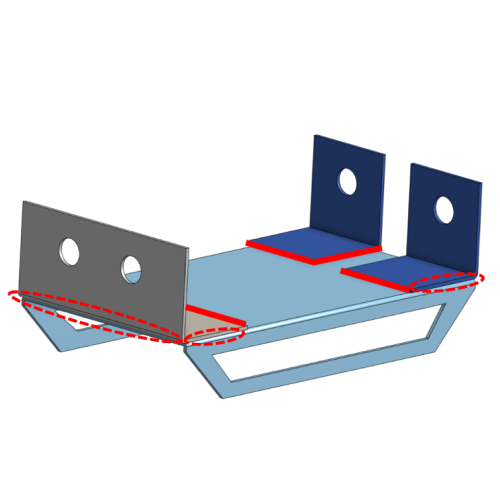
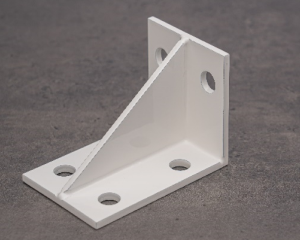
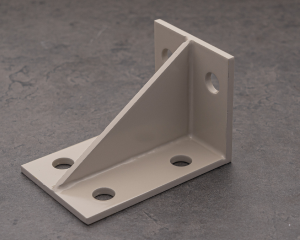
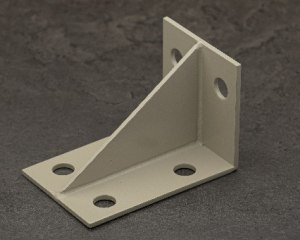
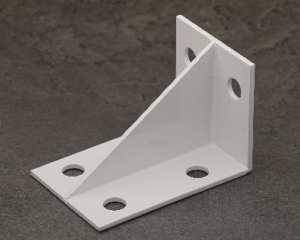
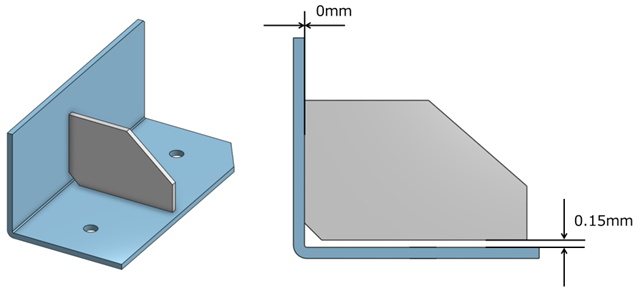
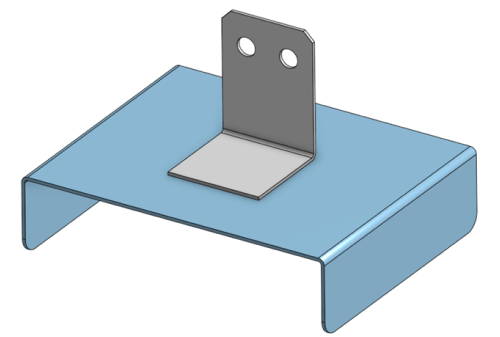
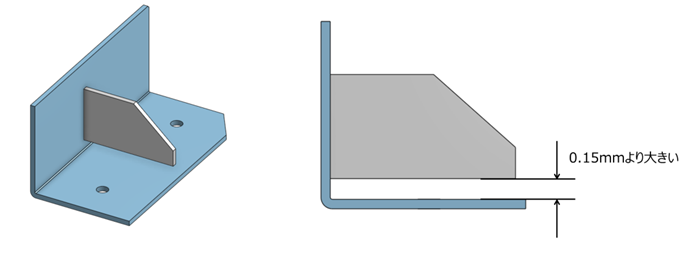
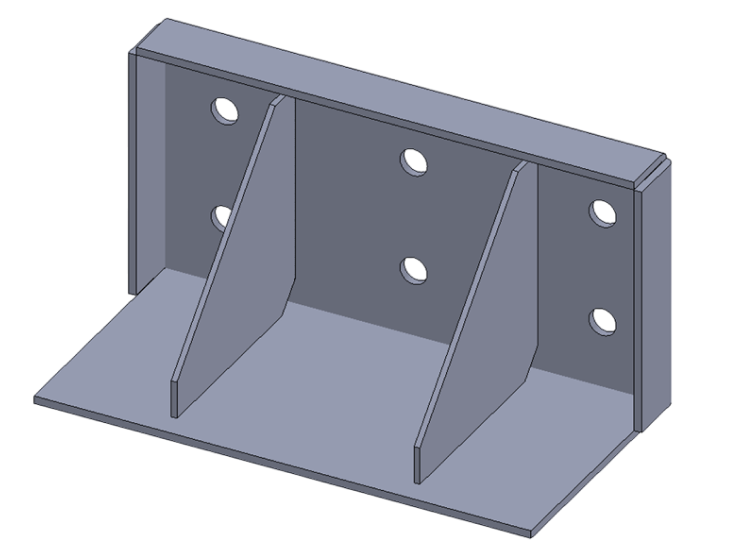
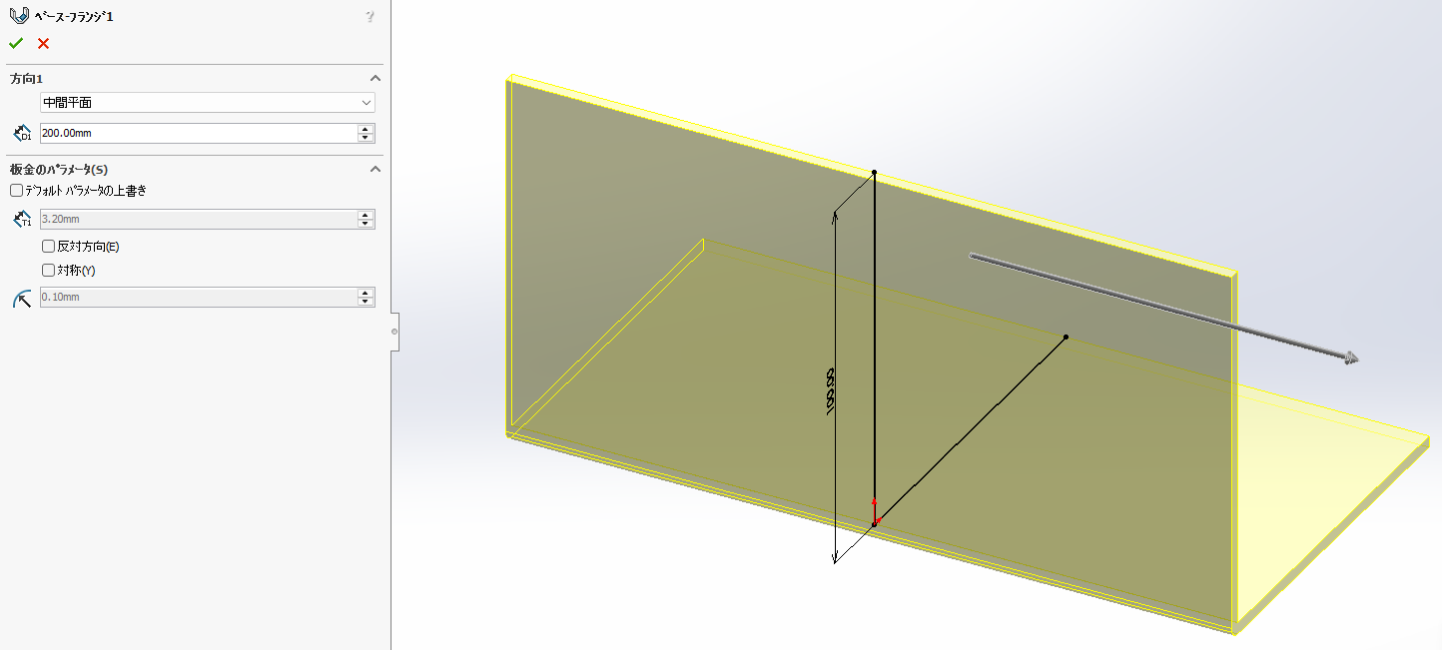
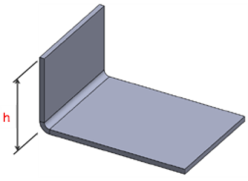
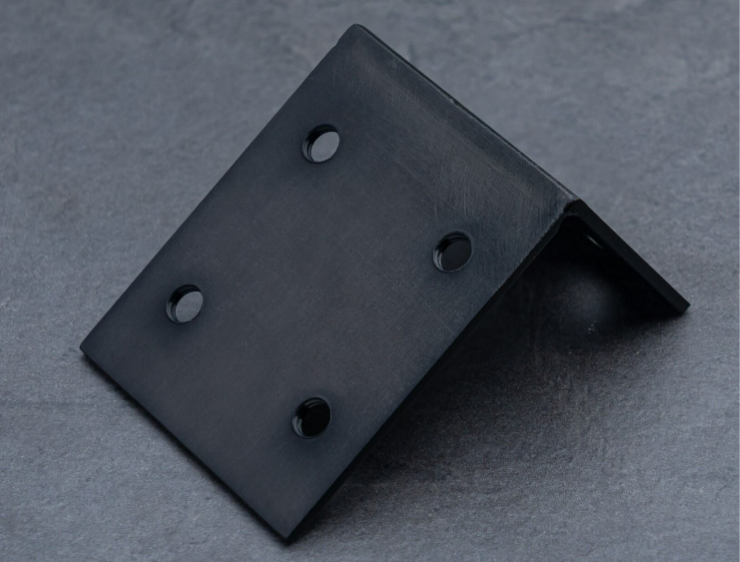
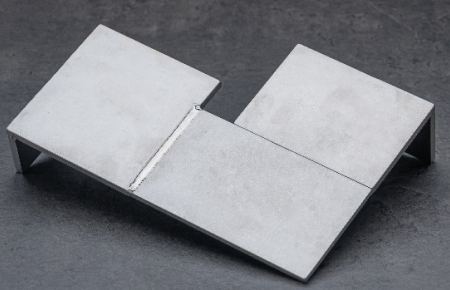
| 3 | アングル形状 |
 |
|
| 4 | 曲げ加工干渉がある構成パーツを含む |
 |
|
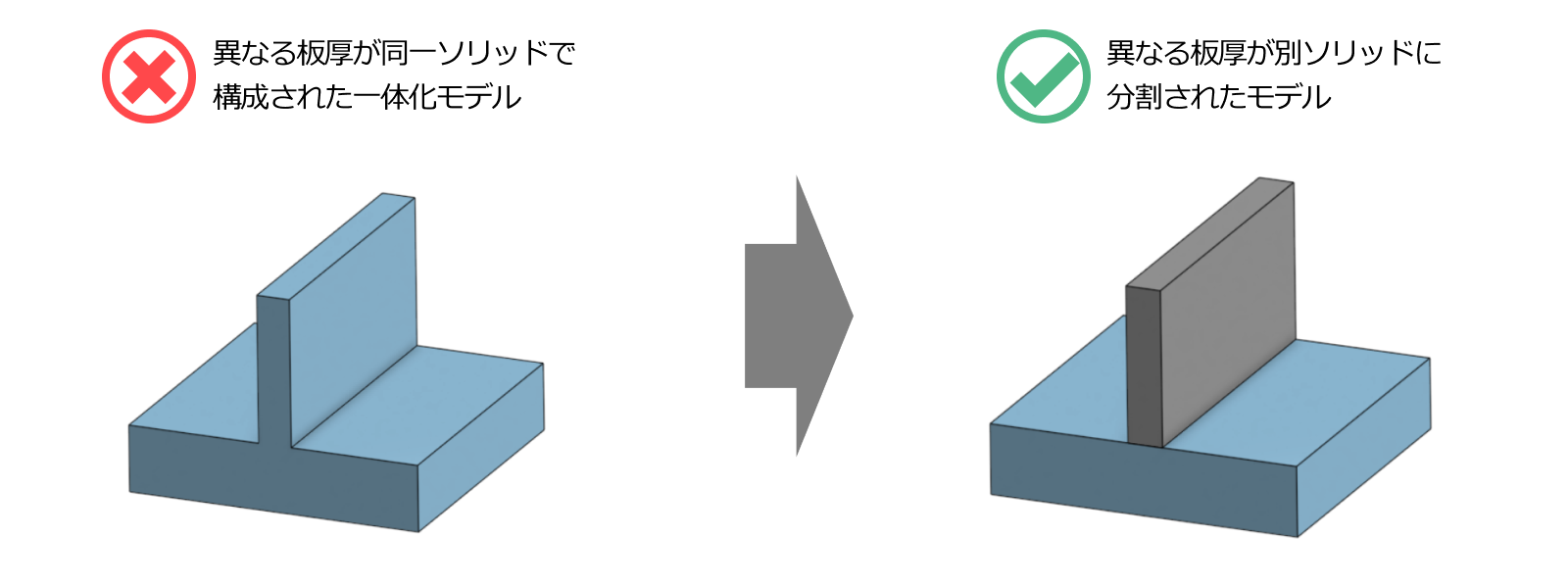
| 5 | 2種類以上の板厚の構成パーツを含む |
 |
|
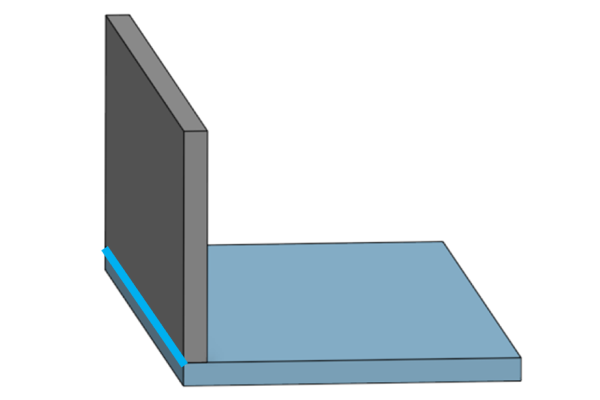
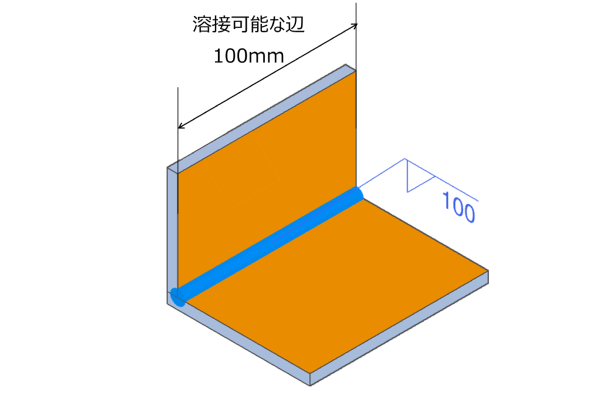
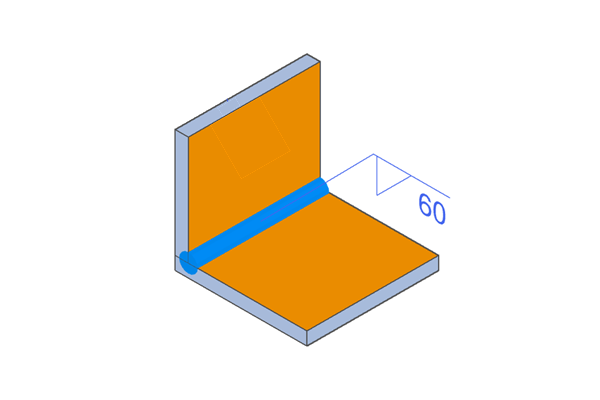
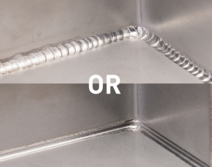
| 1 | 板同士をL字で接合 |
 |
|
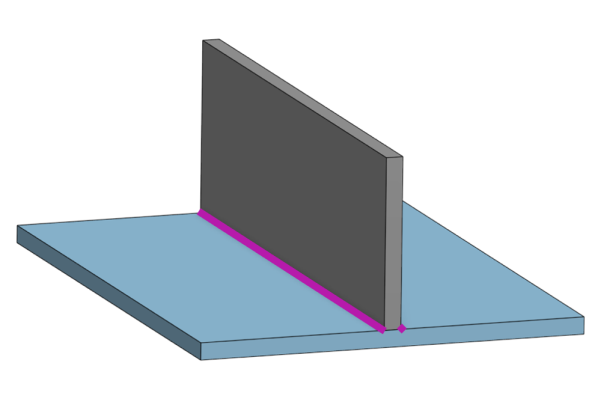
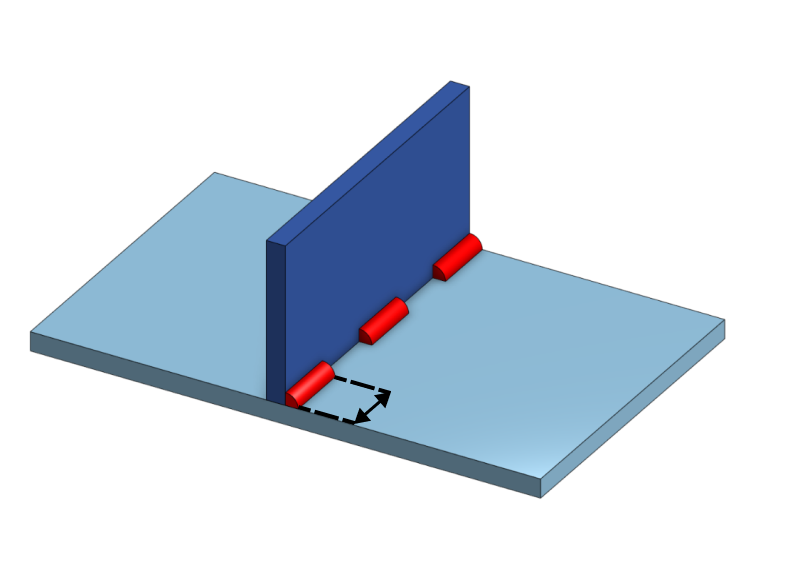
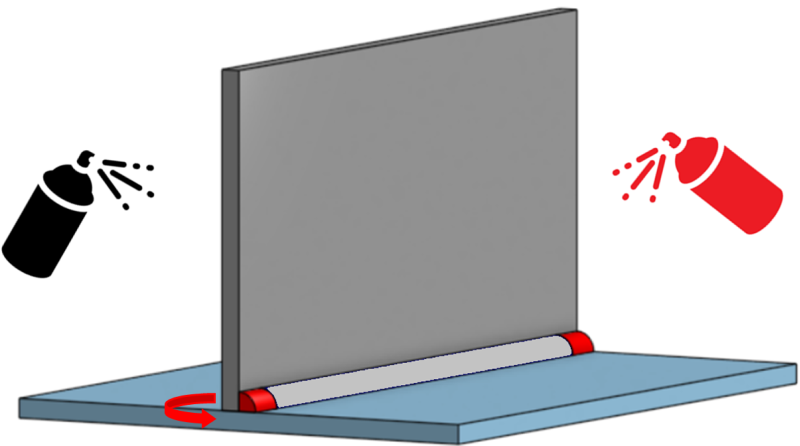
| 2 | 板同士をT字で接合 |
 |
|
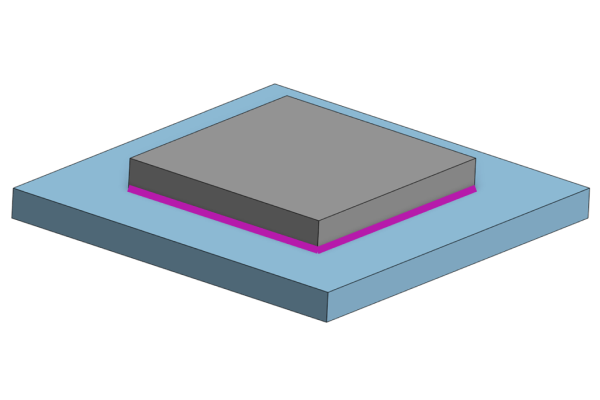
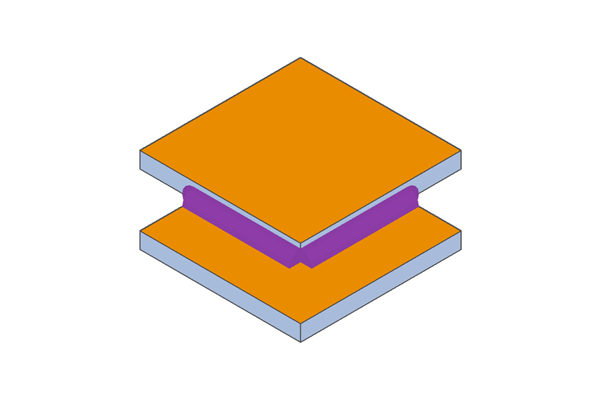
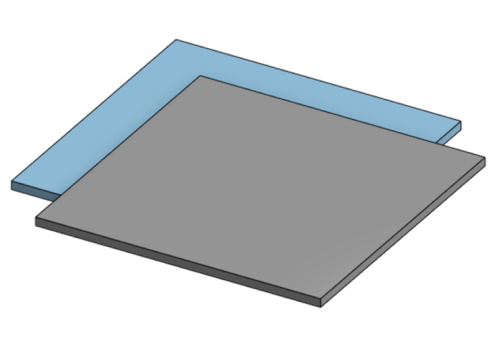
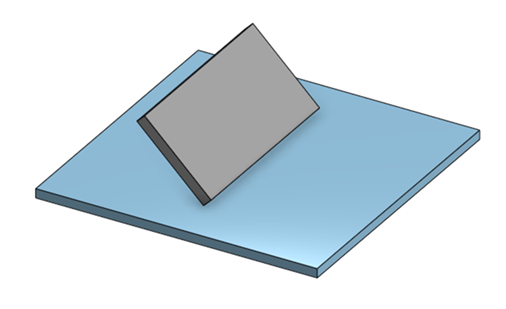
| 3 | 板の重ね合わせ |
|
|
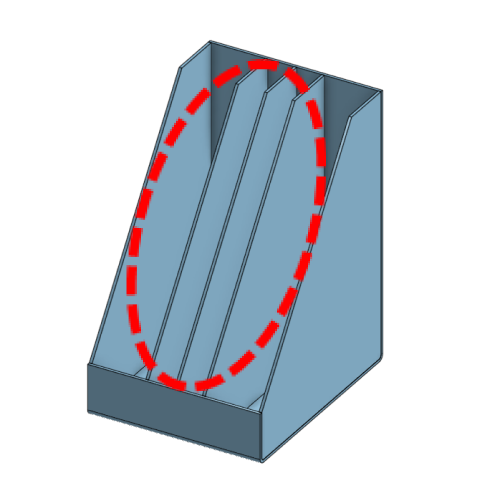
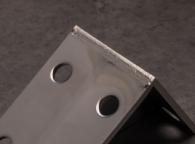
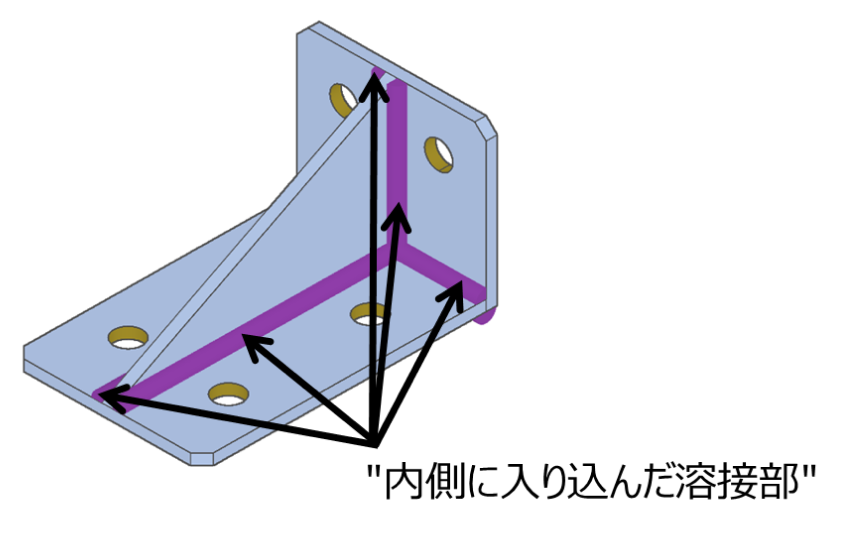
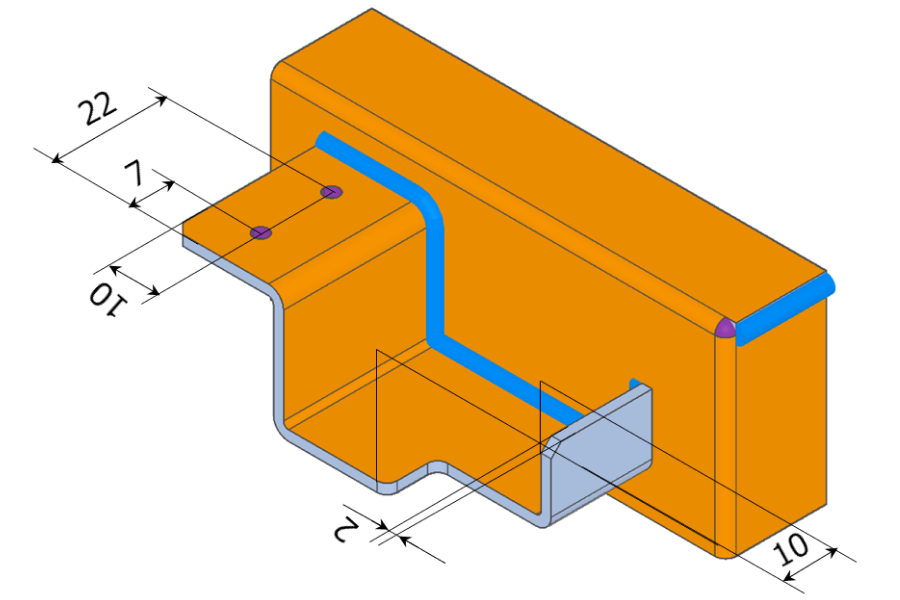
| 1 | 幅狭で奥行あり(溶接器具届かない) |
 |
|
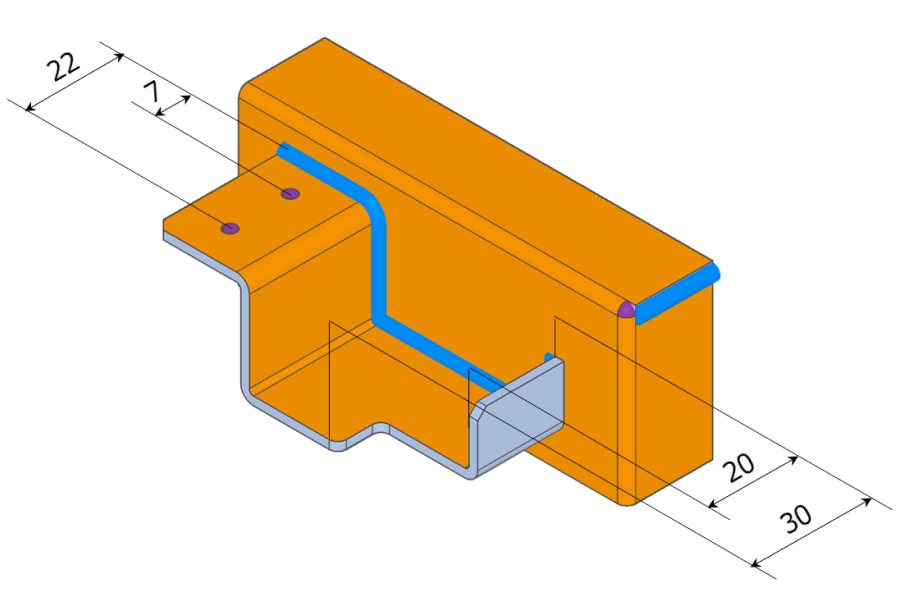
| 2 | 密閉された箱形状 |
 |
|
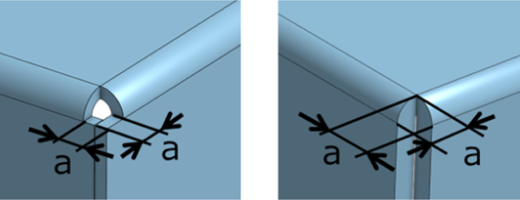
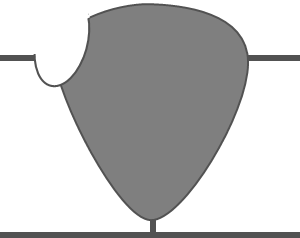
| 溶接部のスリット開きすぎ | |
 |
|
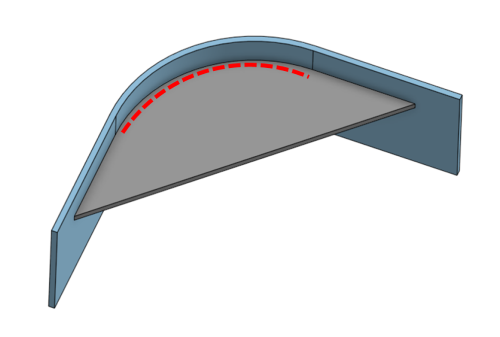
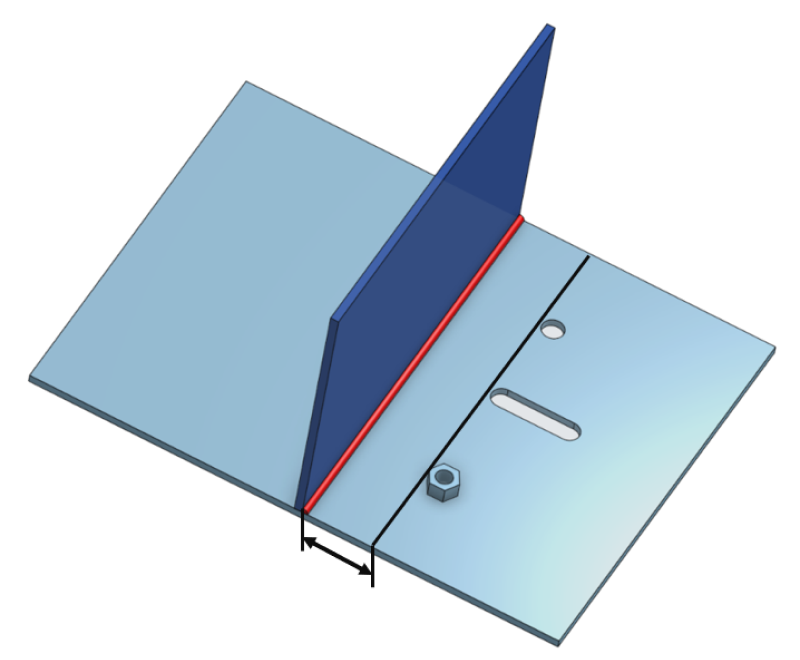
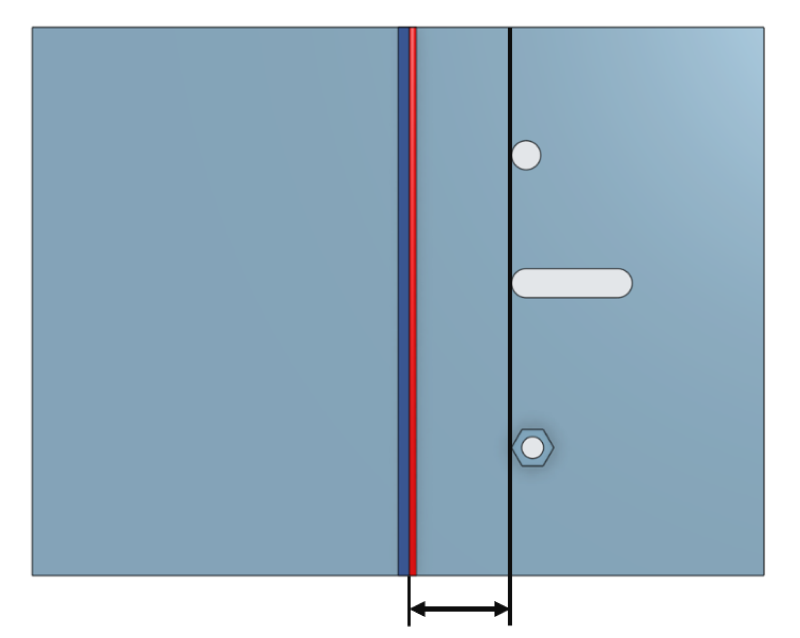
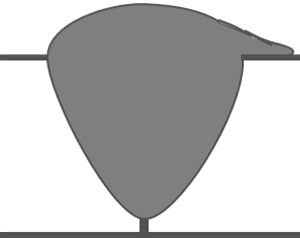
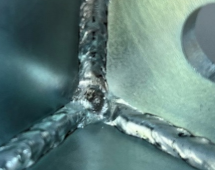
| 曲げ線部に溶接が重なっている | |
|
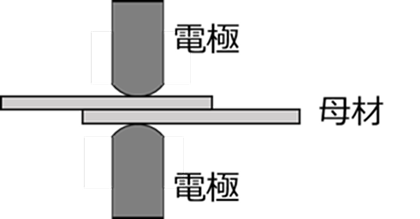
※スポット溶接での加工を推奨します
 |
|
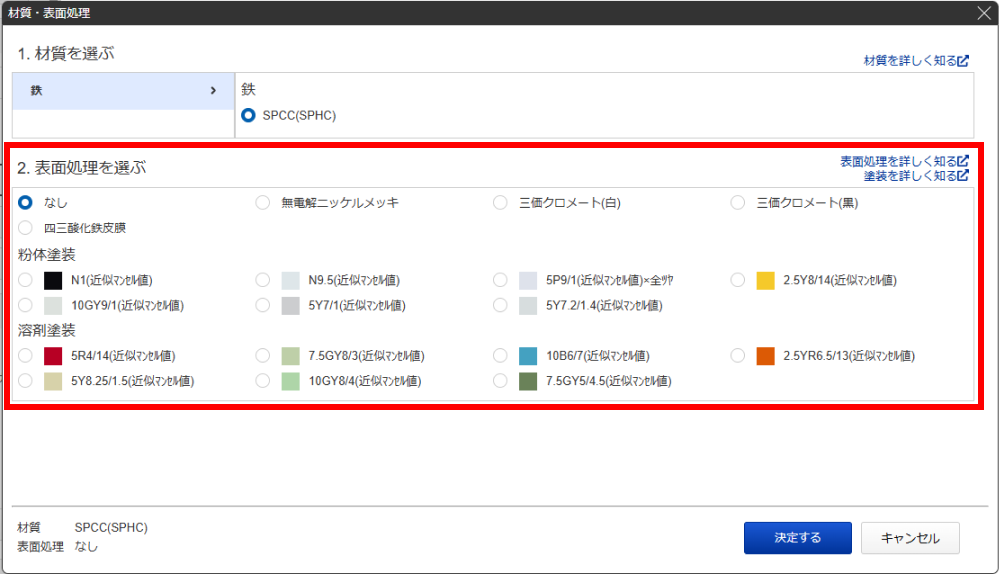
※2 全14色を展開しています。詳細は「塗装色の種類」よりご確認ください。
一部の塗装品 (粉体塗装2色 (5Y7.2/1.4,5P9/1)、溶剤塗装7色) の板厚6mm以上は対応しておりません。



|
|

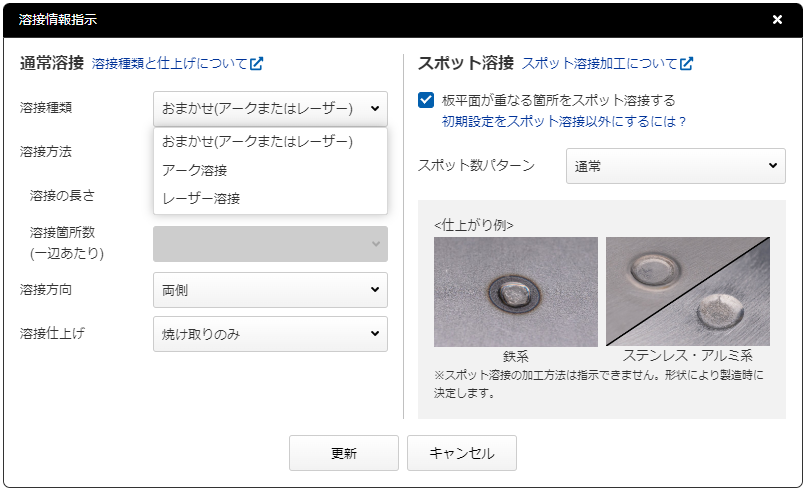
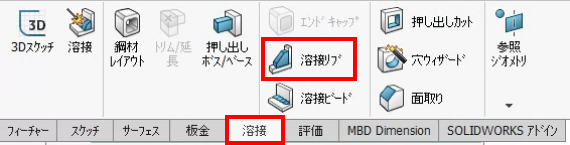
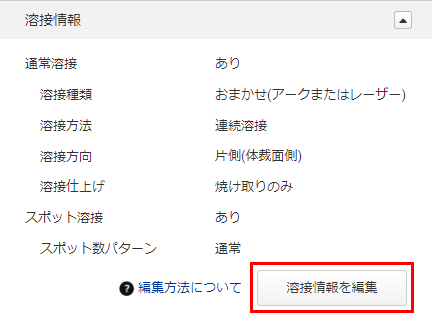
アーク溶接
|

レーザー溶接
|

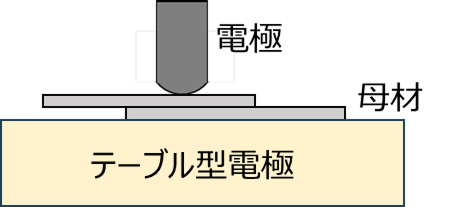
スポット溶接
|
|


ポイント
注意
注意



注意



| 1 | ダクト・ホッパー |
 |
|
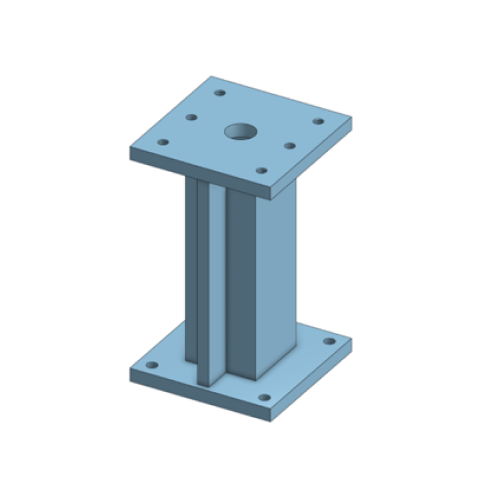
| 2 | 鋼管や形鋼を含む架台・イケール |
 |
|
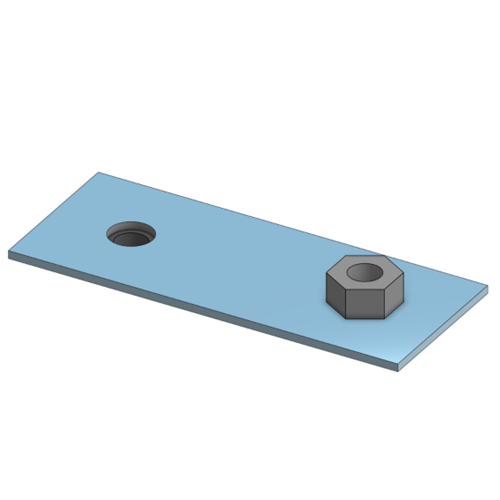
| 3 | ナット等の板金以外のモデルを含む |
 |
|
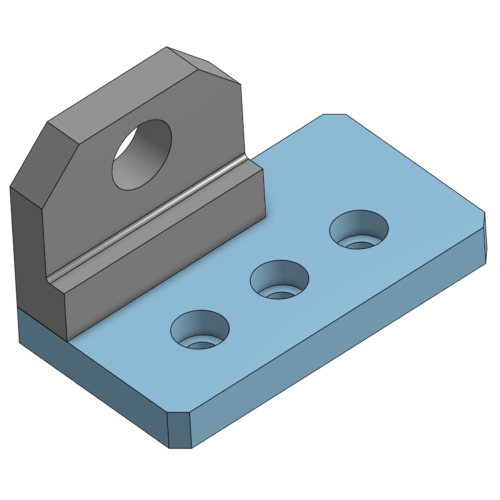
| 4 | 切削品等の板金以外の形状を含む |
 |
|
設計ガイドライン
注意
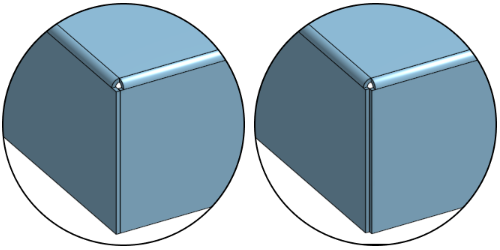
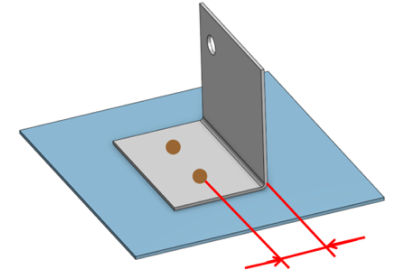
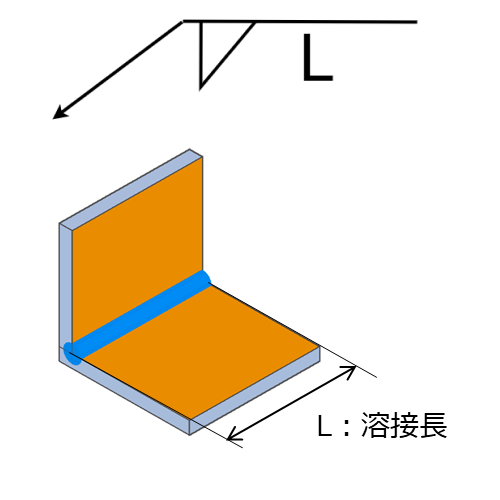
例:3本とも溶接線の場合
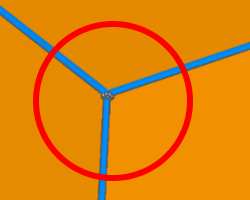
※3Dビュワー上では角部ハイライトなし
|
A 展開できる状態 |
 |
B R曲げ部が1箇所の場合に限り、展開できる状態(同一ソリッドで構成) |
 |
※Bのモデルは変換対象外です。 |
|
|
例)溶接ビードを追加したモデル |
|
例)スポット溶接痕を反映したモデル |
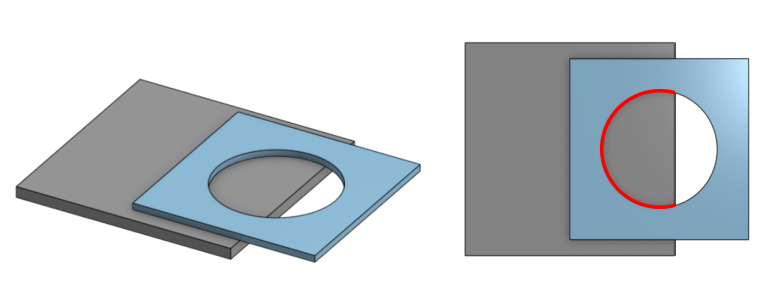
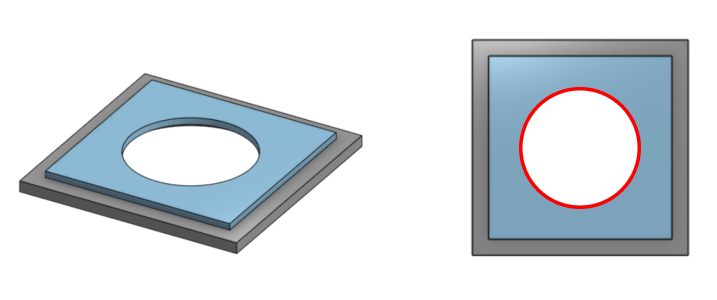
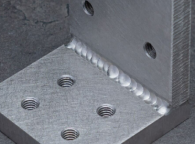
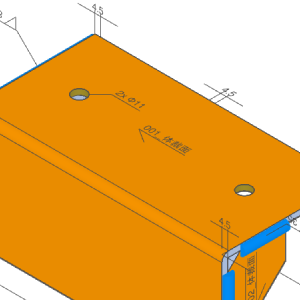
| 片方の部材に穴があるモデル |
 |
 |
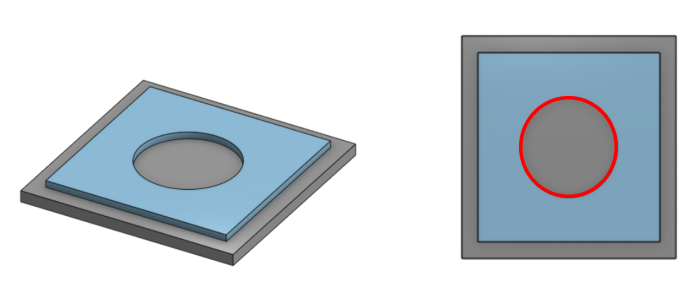
| 両方の部材に穴があるモデル |
 |
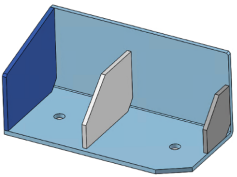
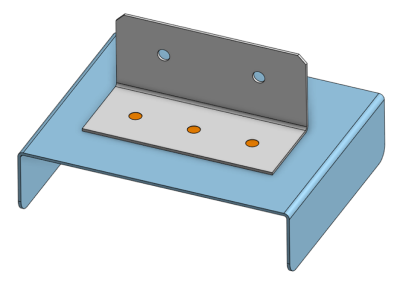
| 事例1. リブ形状 | 事例2. ボックス形状 |
 |
 |
| ファイルダウンロードは”こちら” | |
ポイント








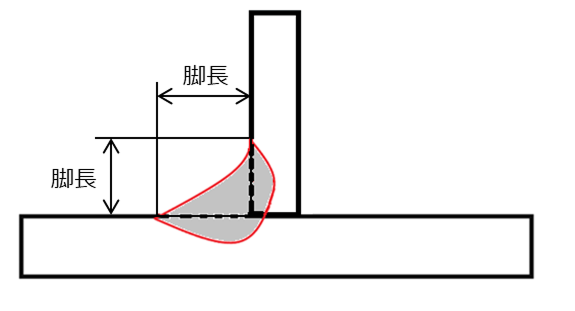
溶接基準
























注意







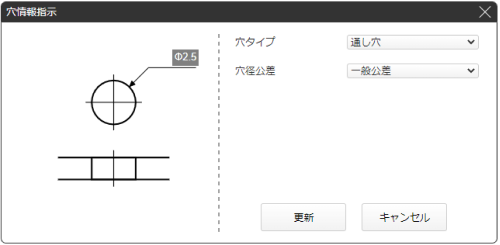
精度規格
| 規格部位 | 基準寸法の区分 | 規格値 a | 部位例 |
|---|---|---|---|
| 溶接加工部 | 30以下 | ±0.5 | 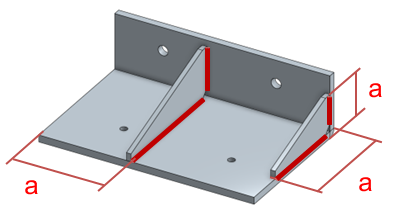 |
| 30を超え120以下 | ±0.8 | ||
| 120を超え400以下 | ±1.2 | ||
| 400を超え1,000以下 | ±2.0 | ||
| 1,000を超え2,000以下 | ±3.0 |
注意
注意

| 検査風景① | 検査風景② |

|

|
| 規格値 | 部位例 |
|---|---|
|
|

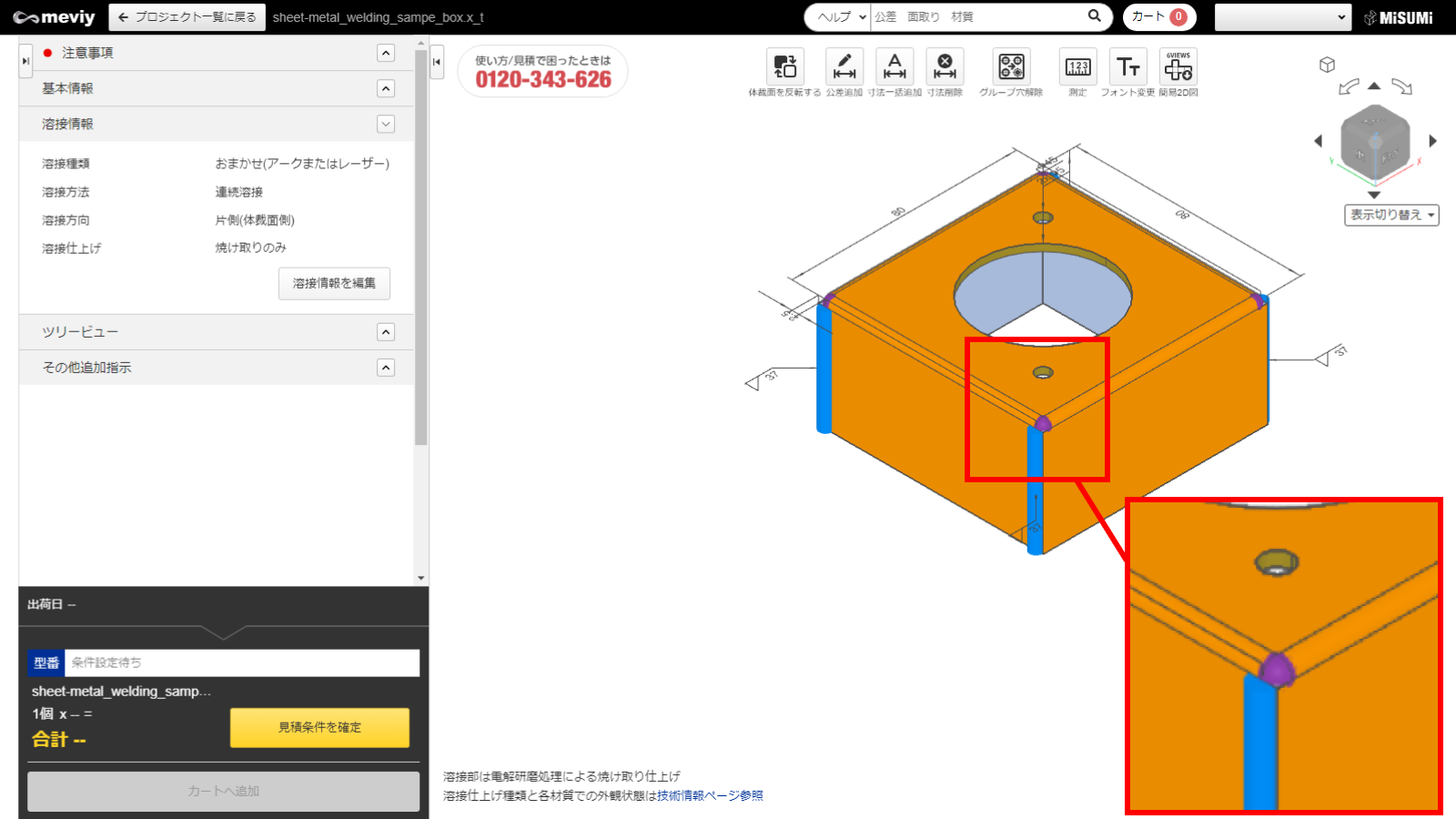
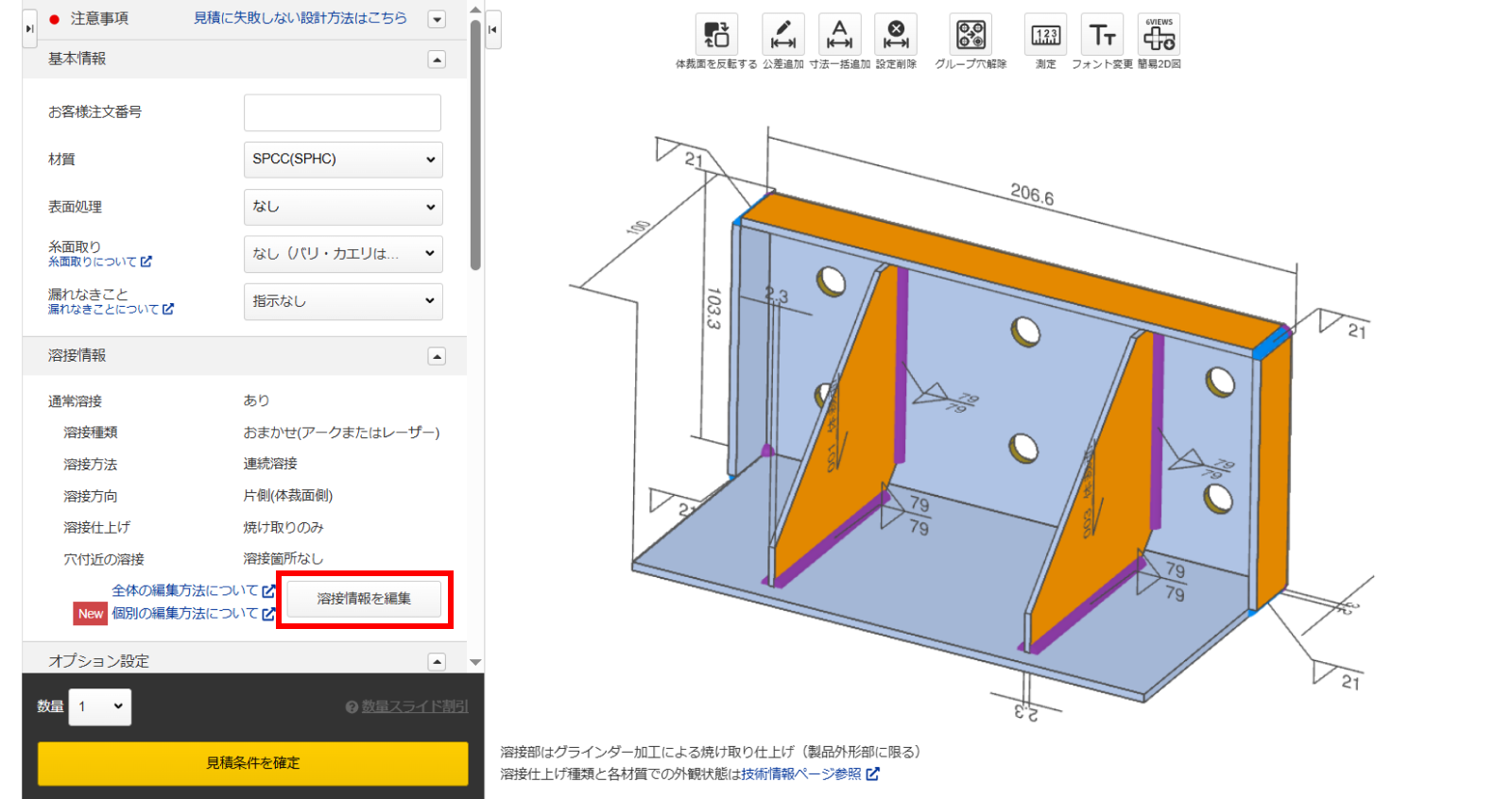
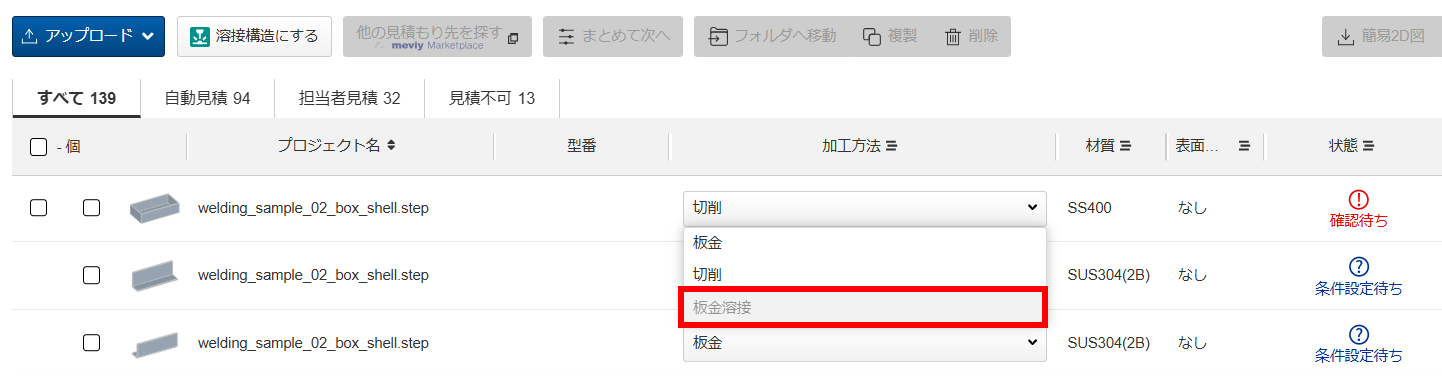
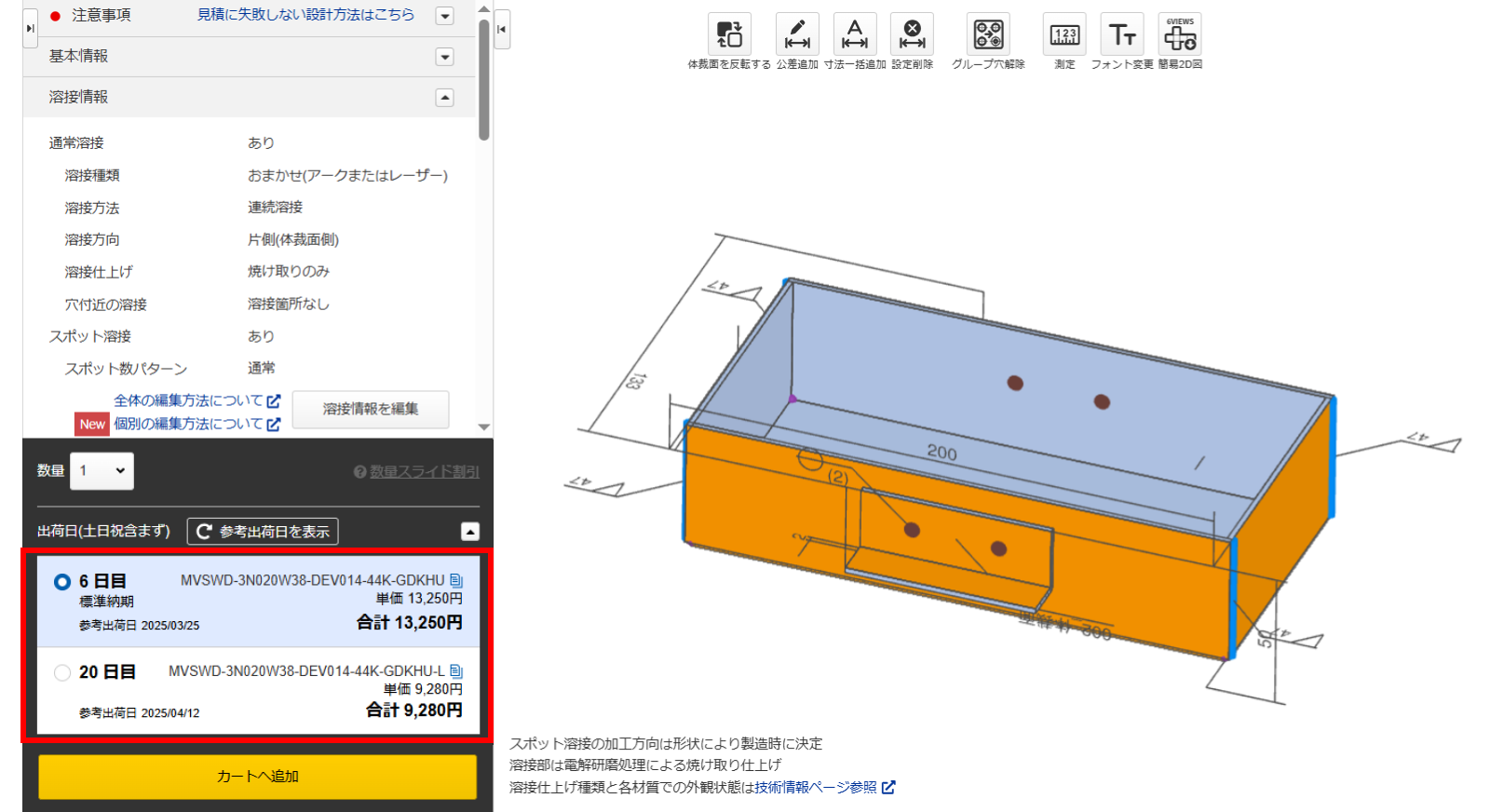
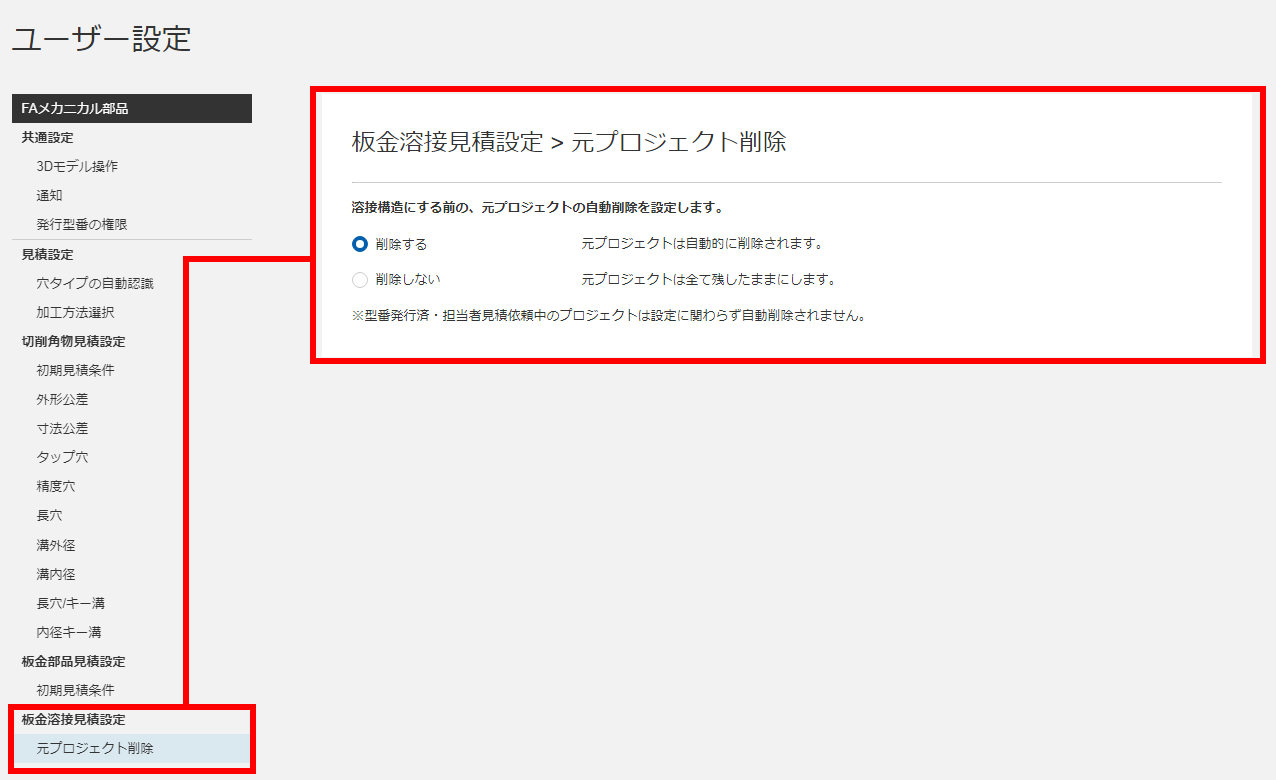
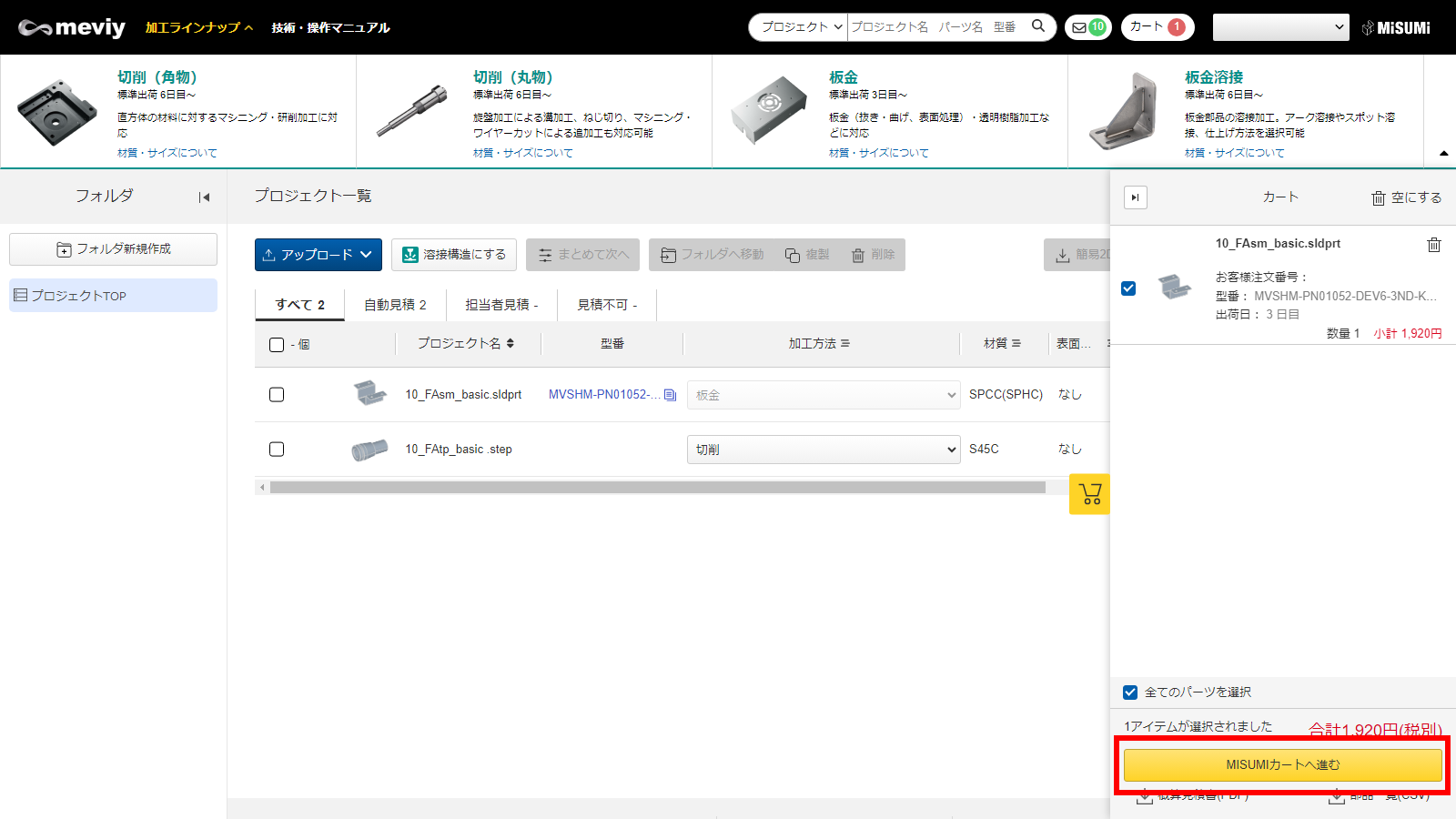
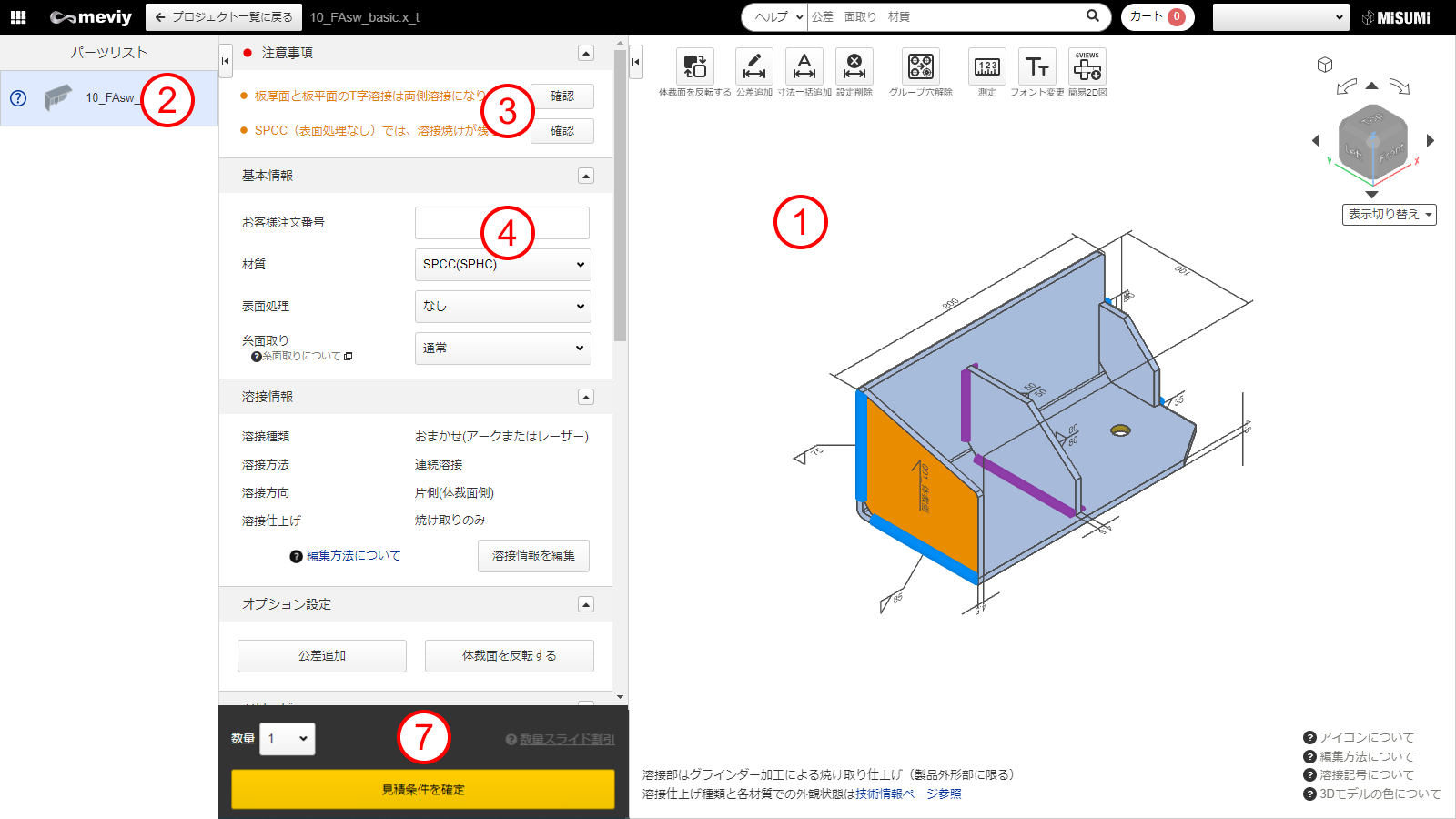
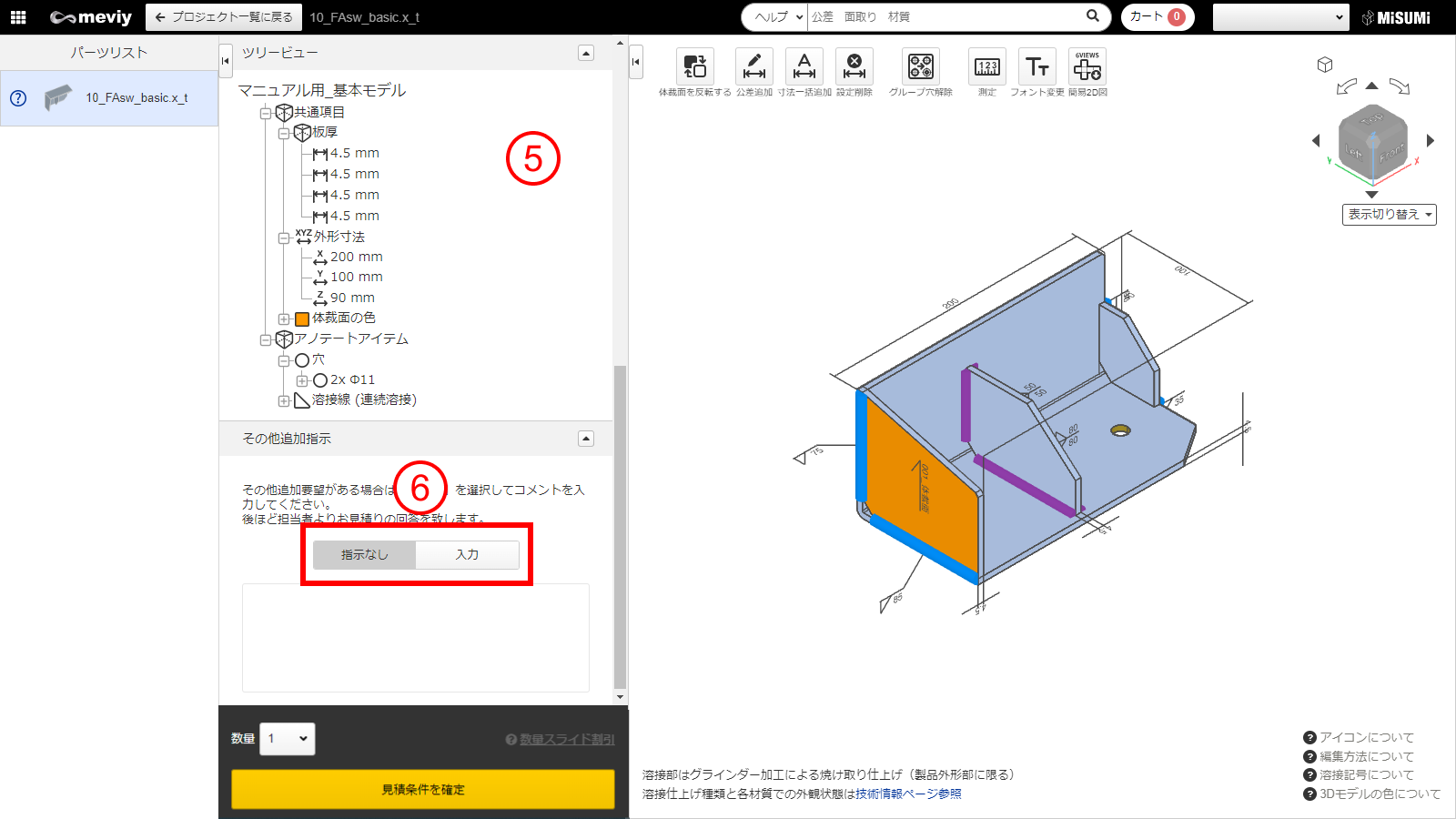
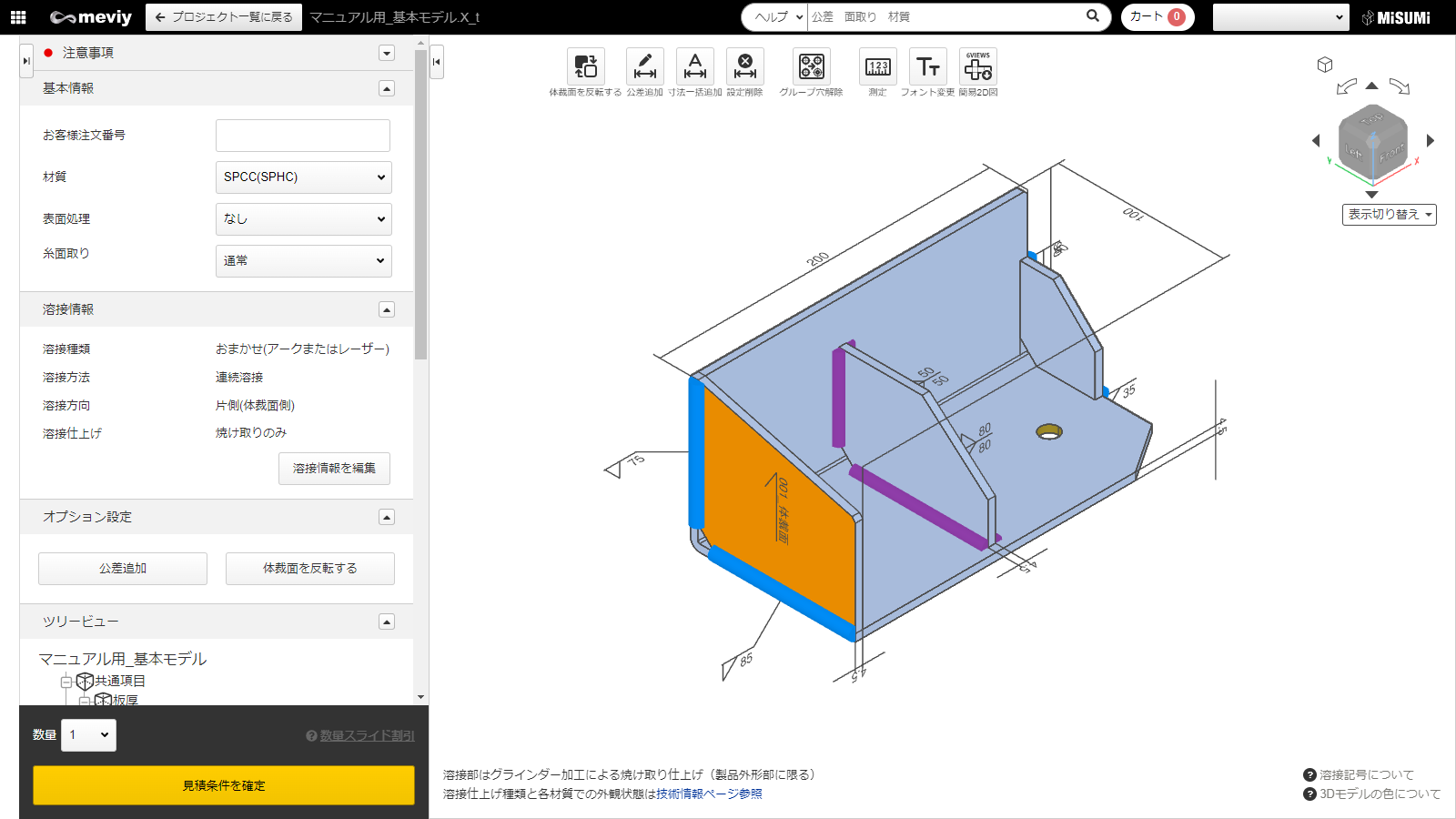
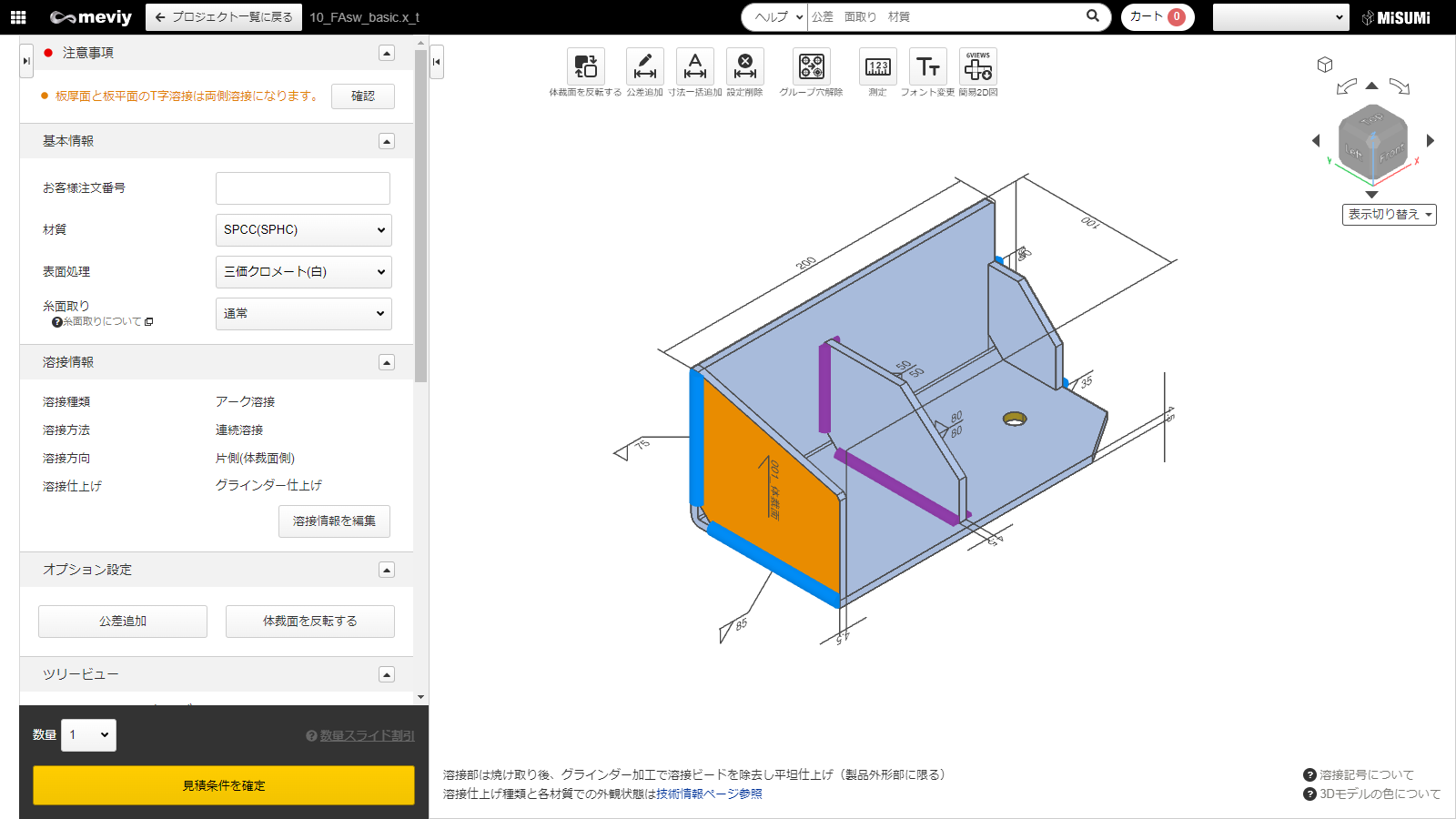
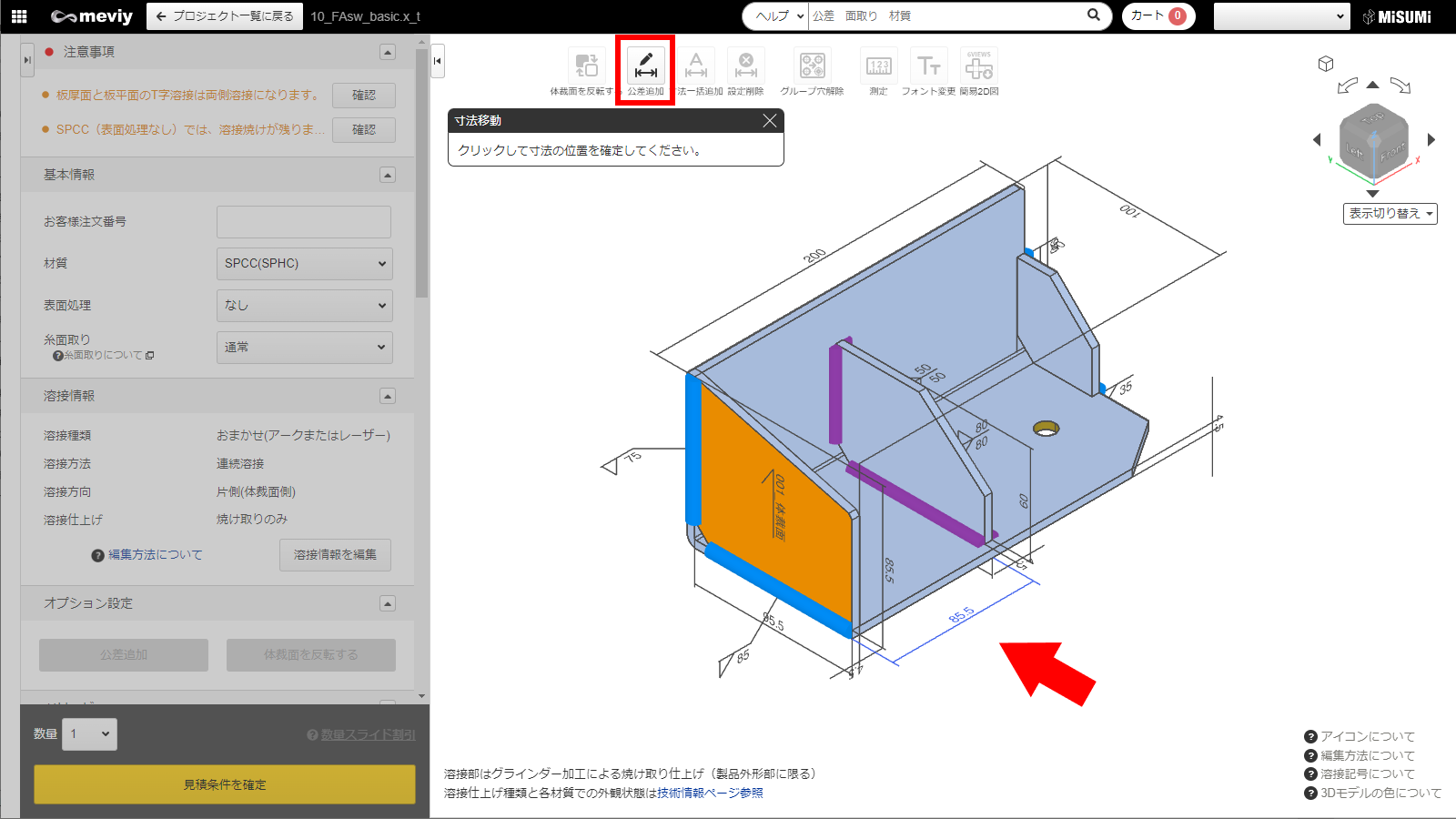
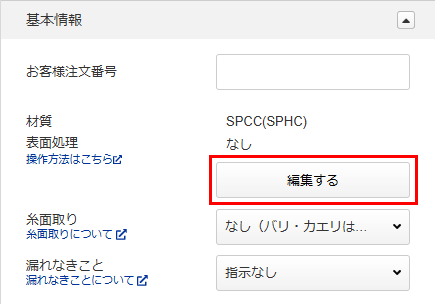
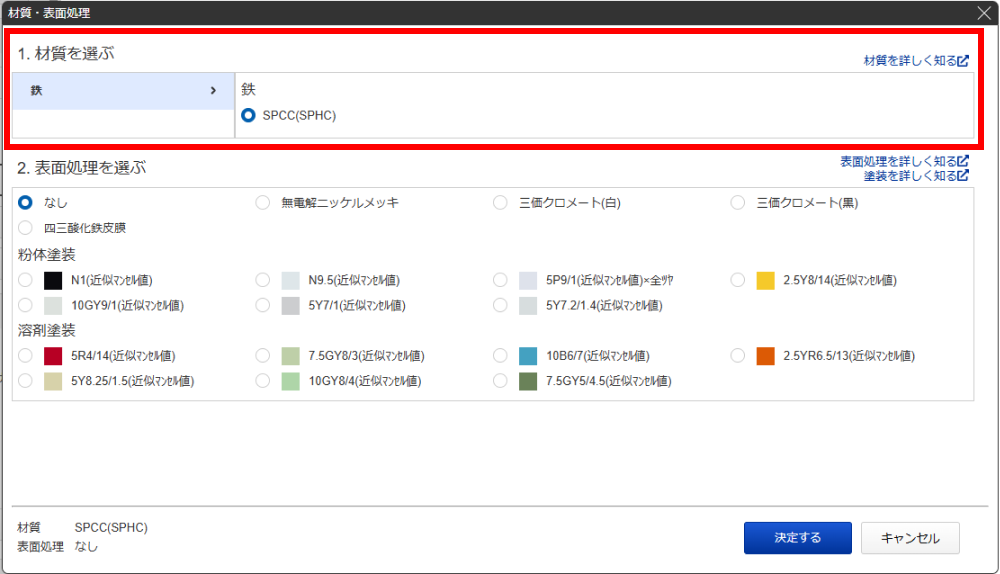
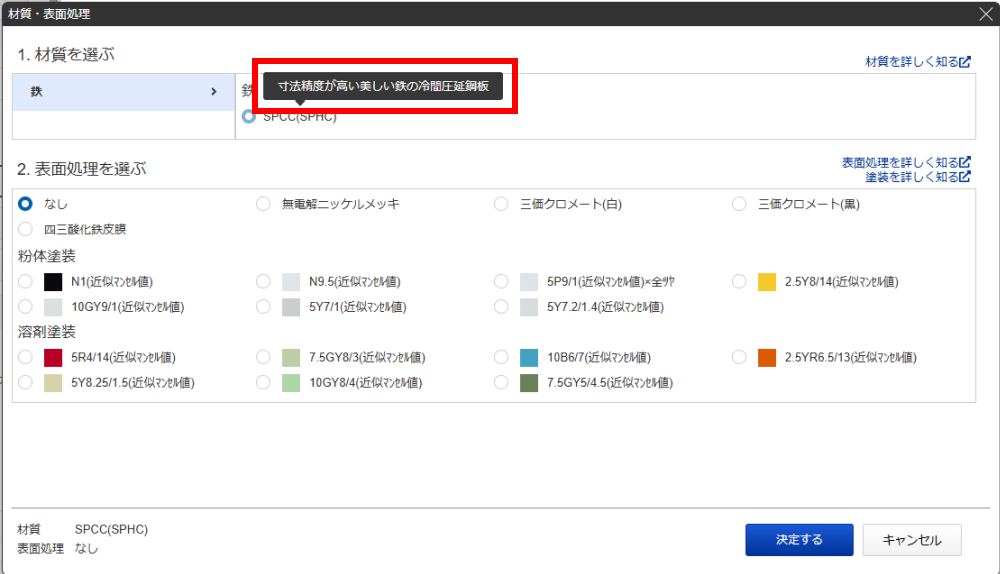
操作マニュアル
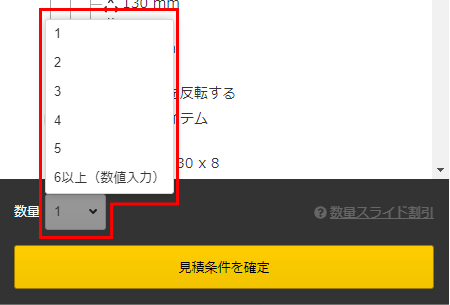
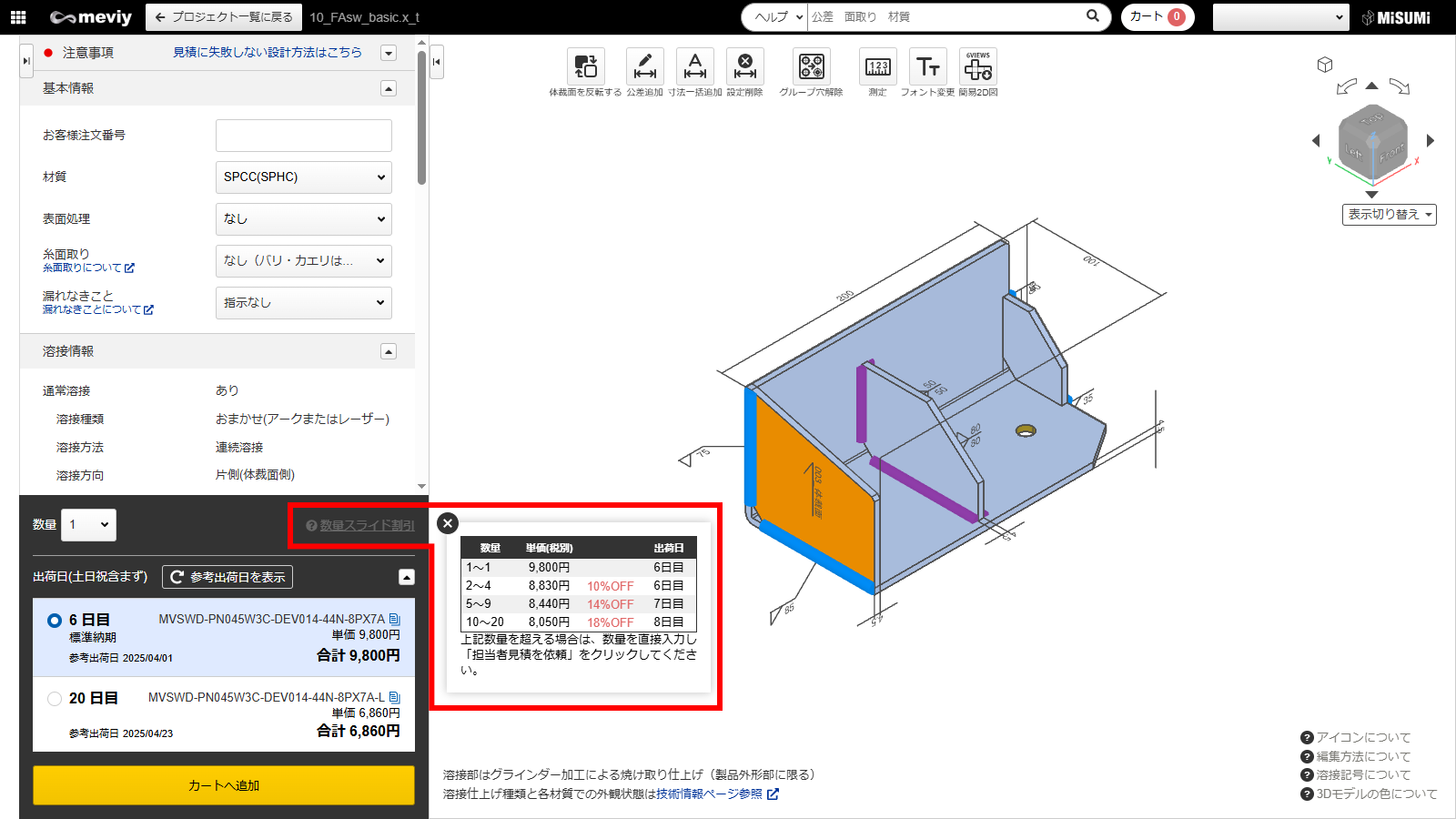
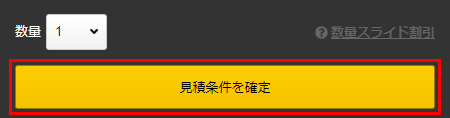
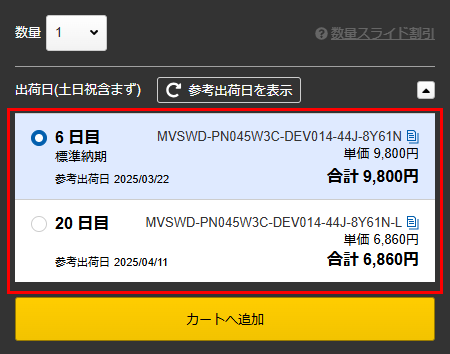
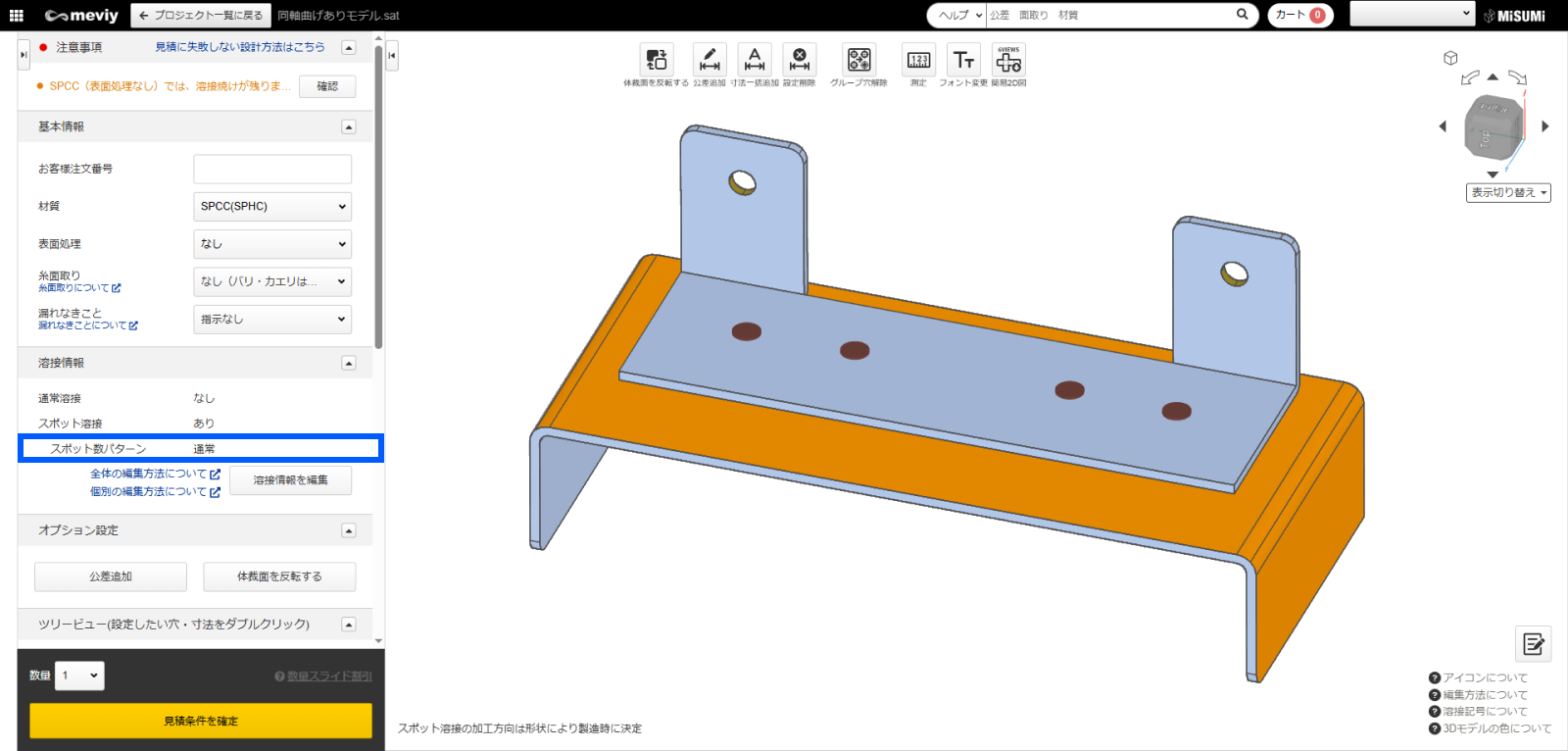
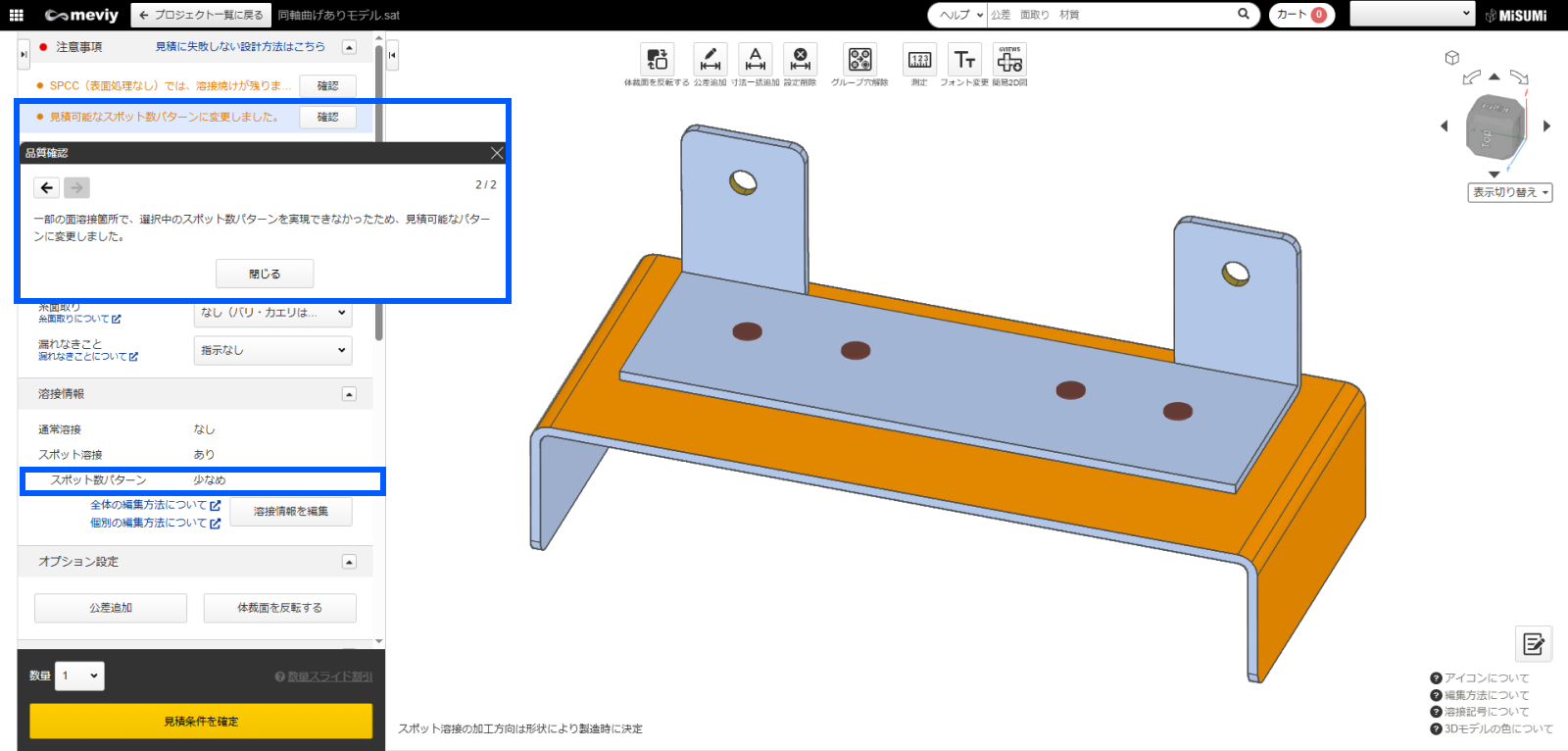
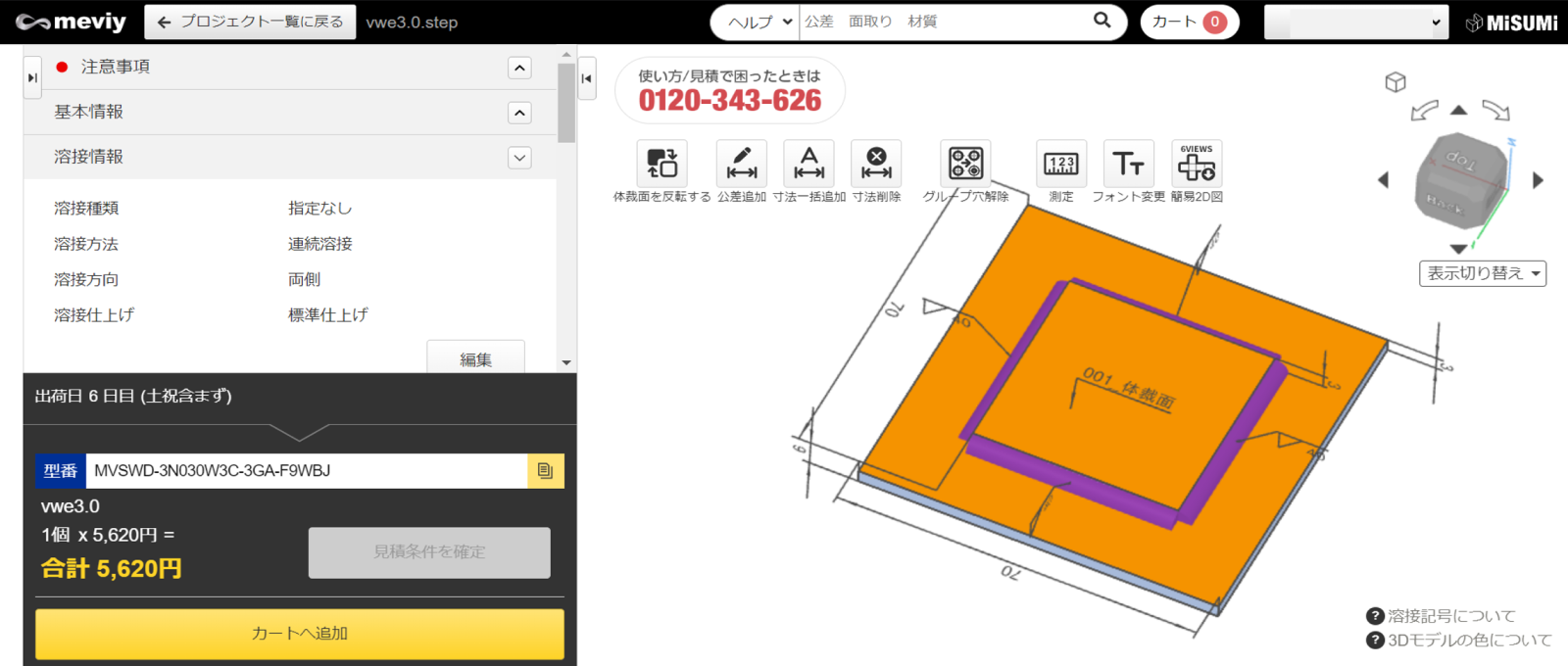
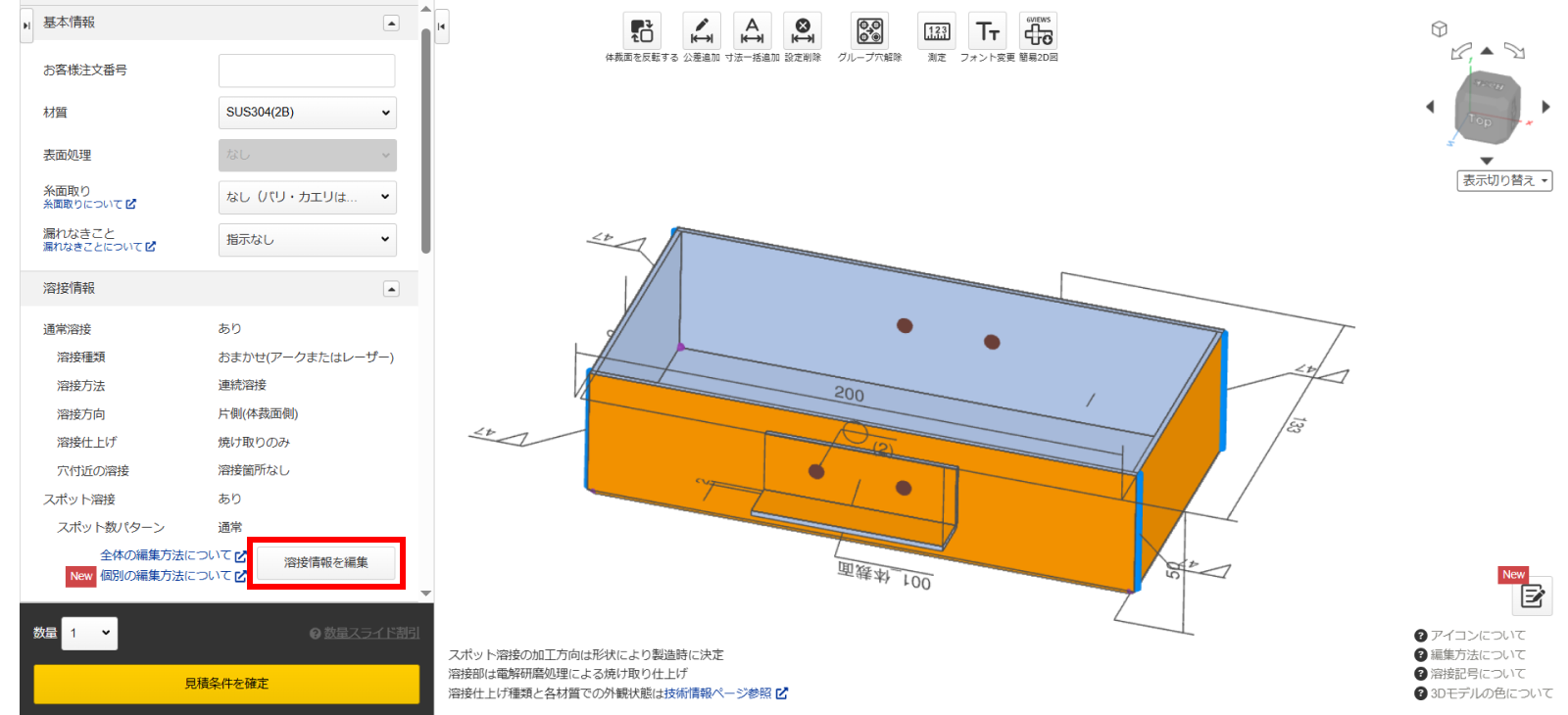
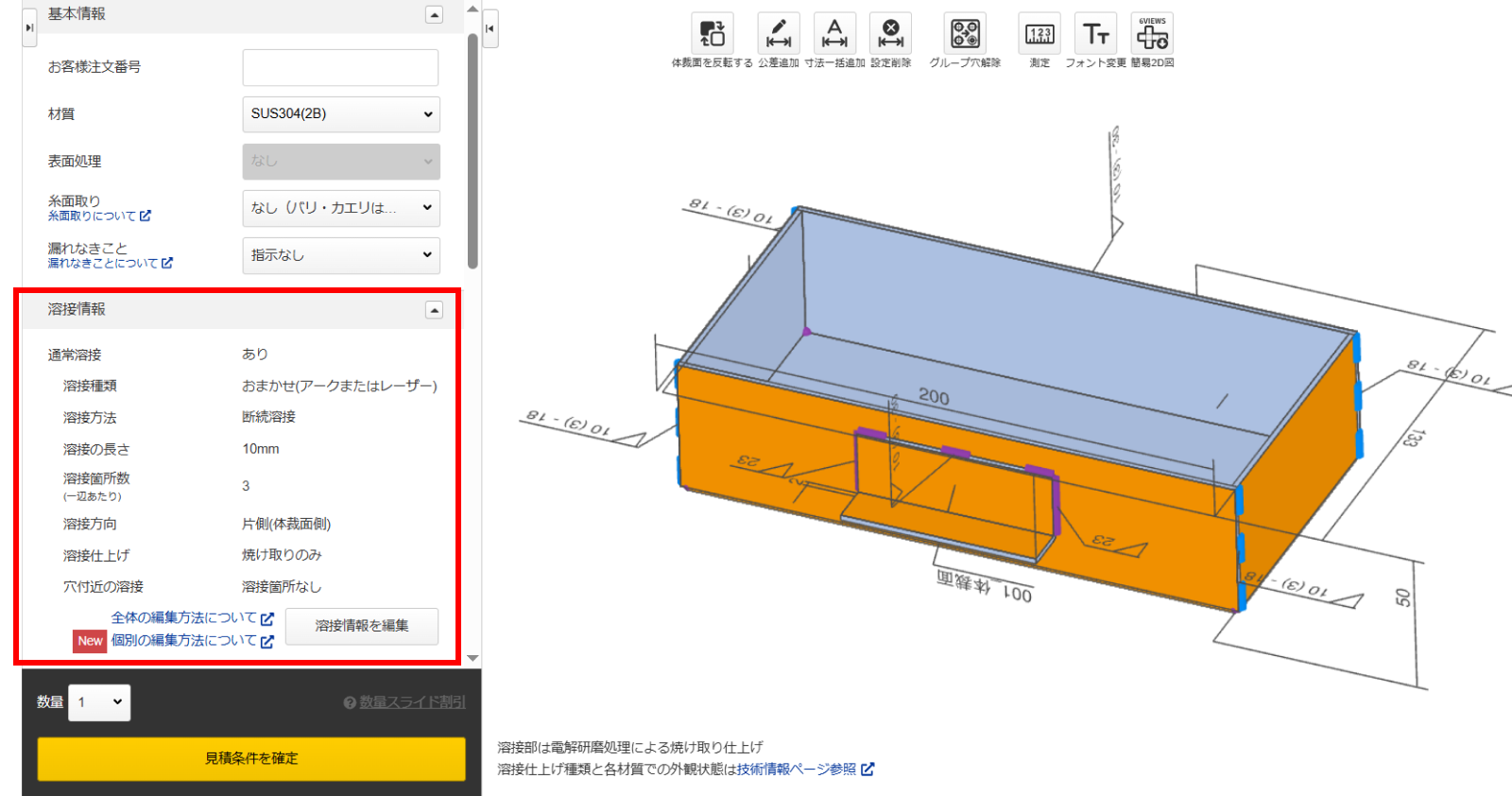
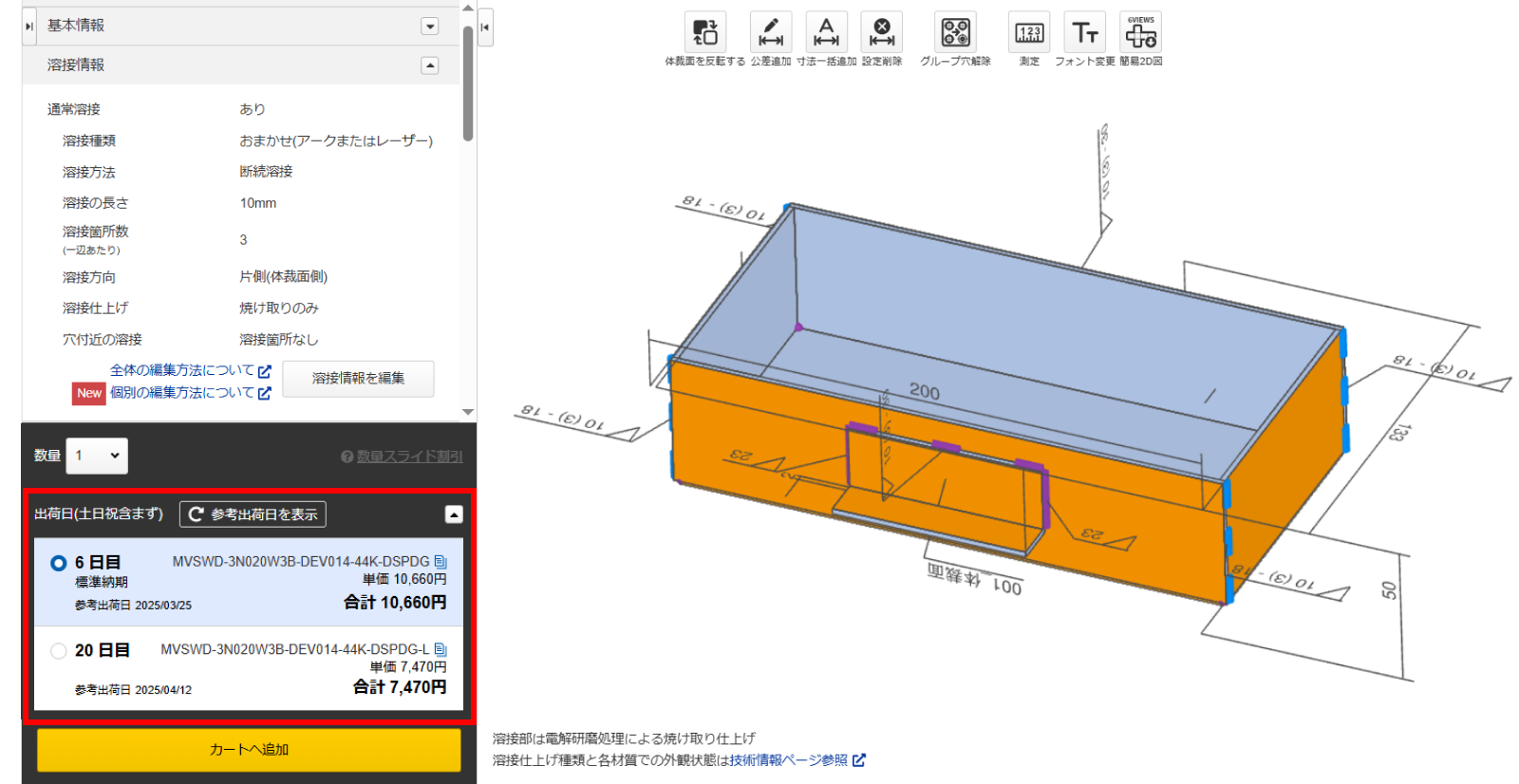
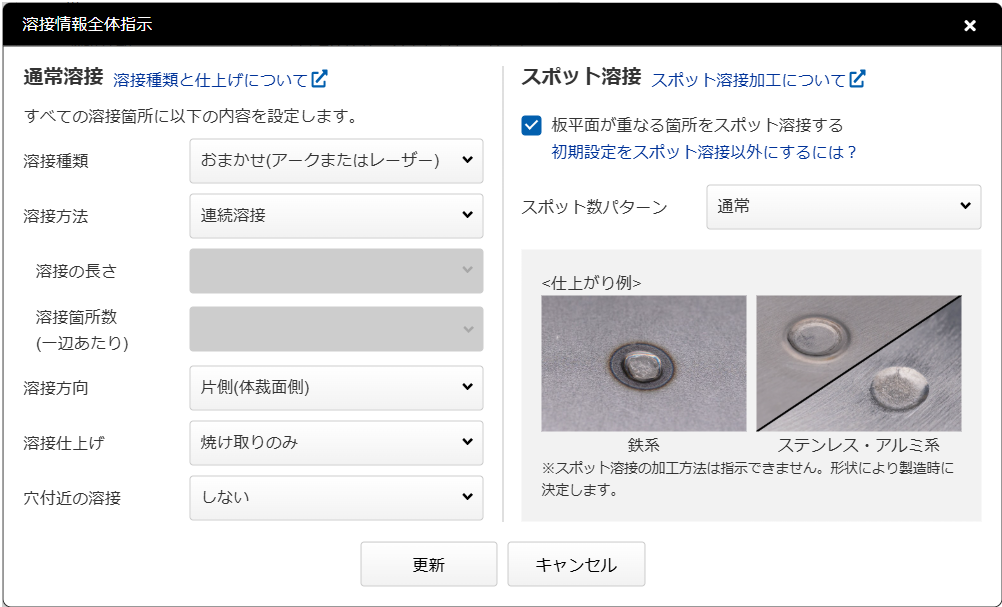
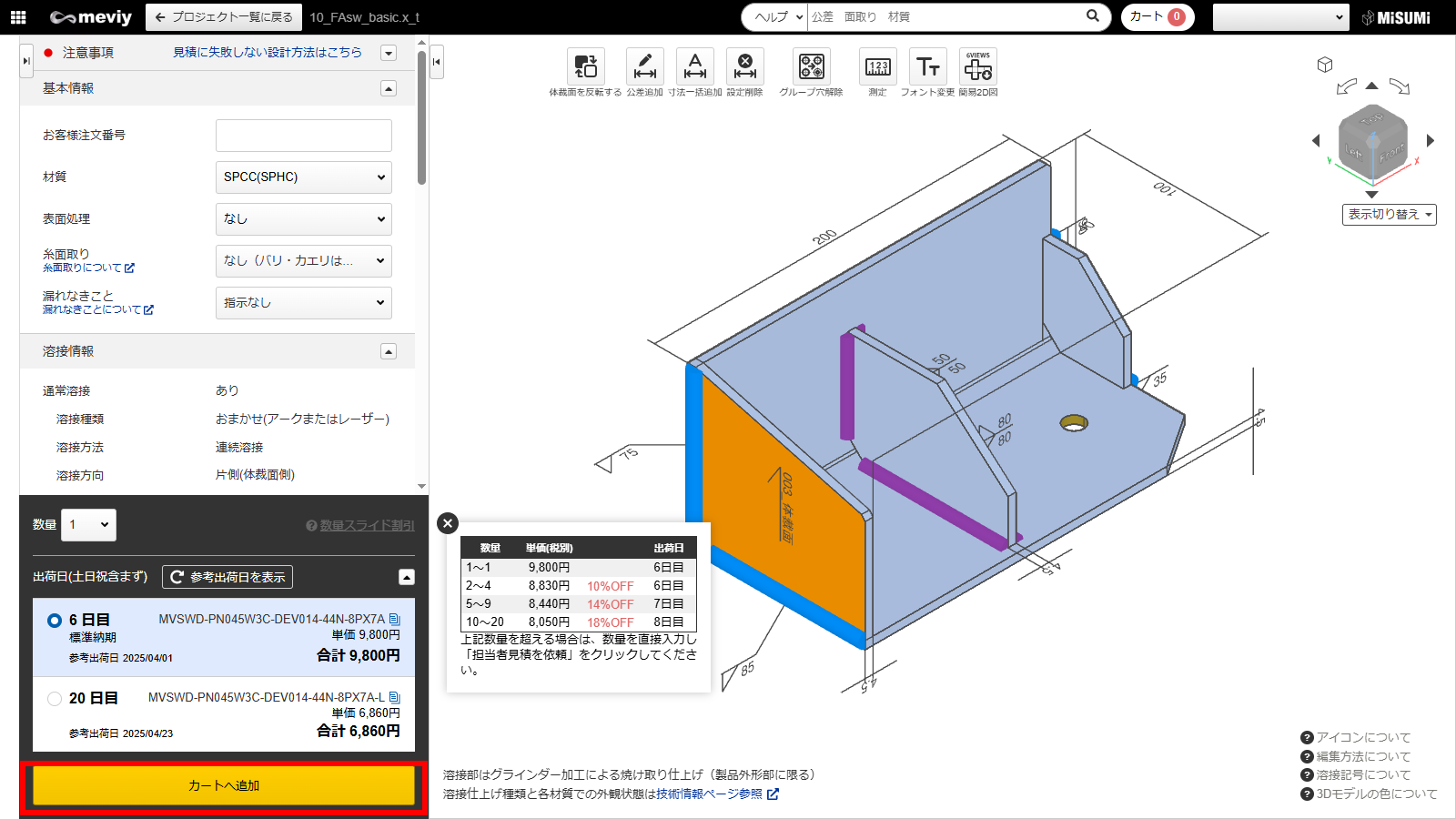
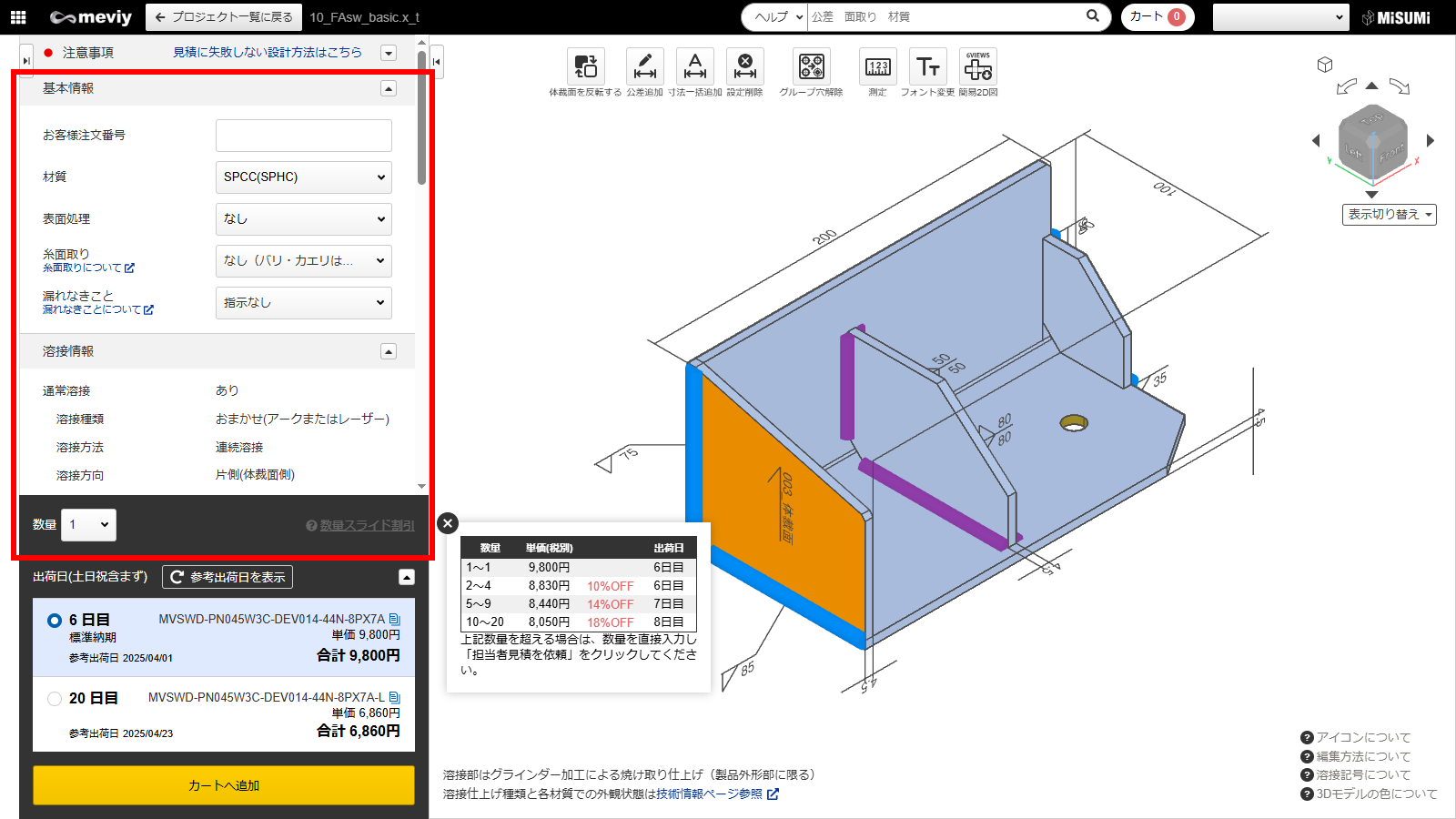
[FA 板金溶接]見積もり設定





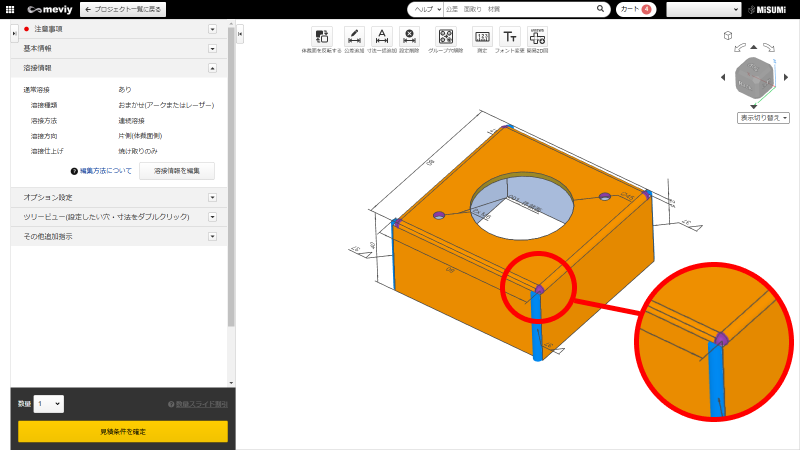
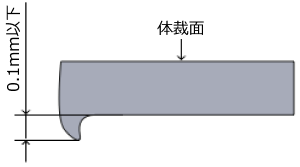
ポイント
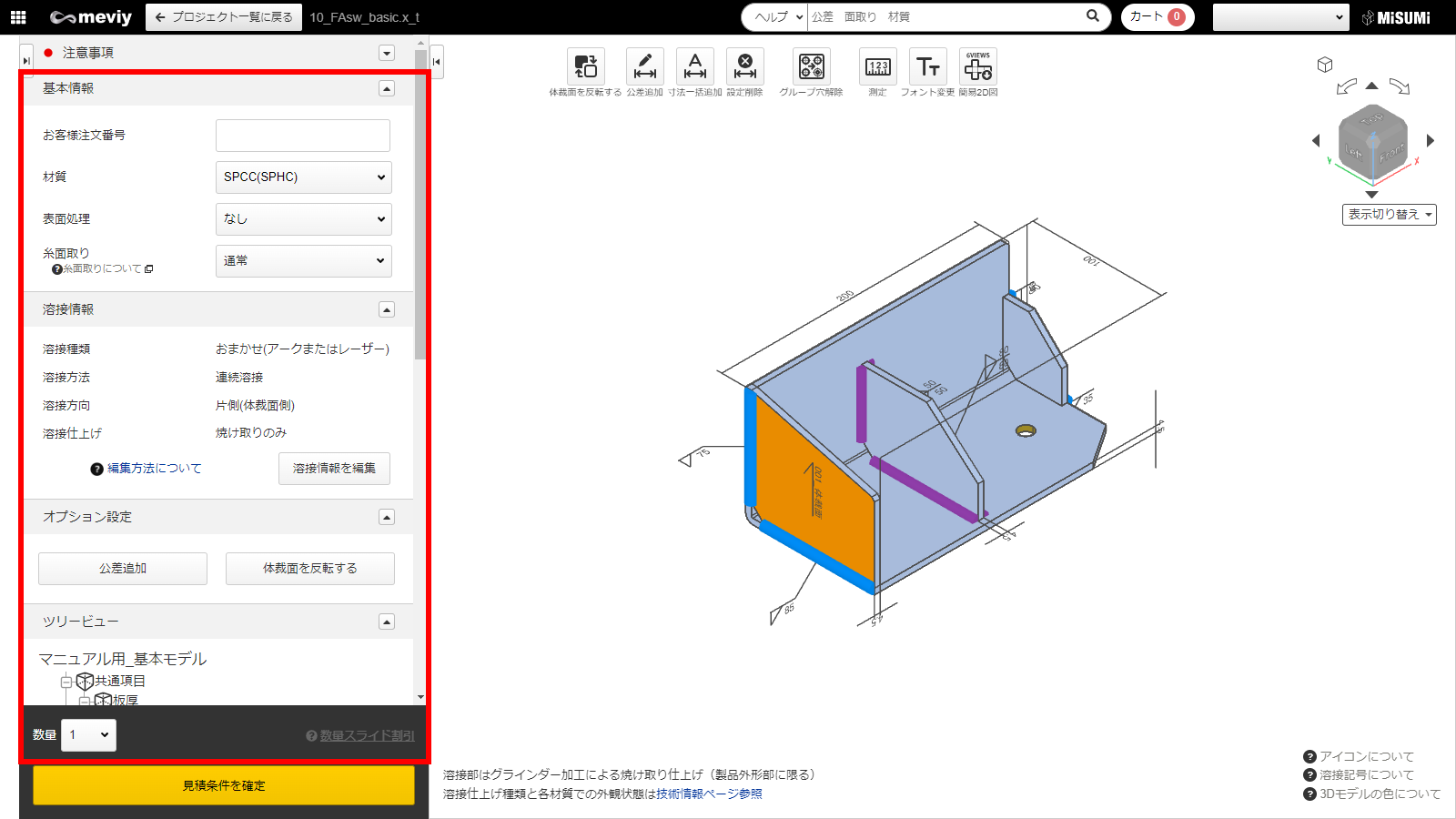
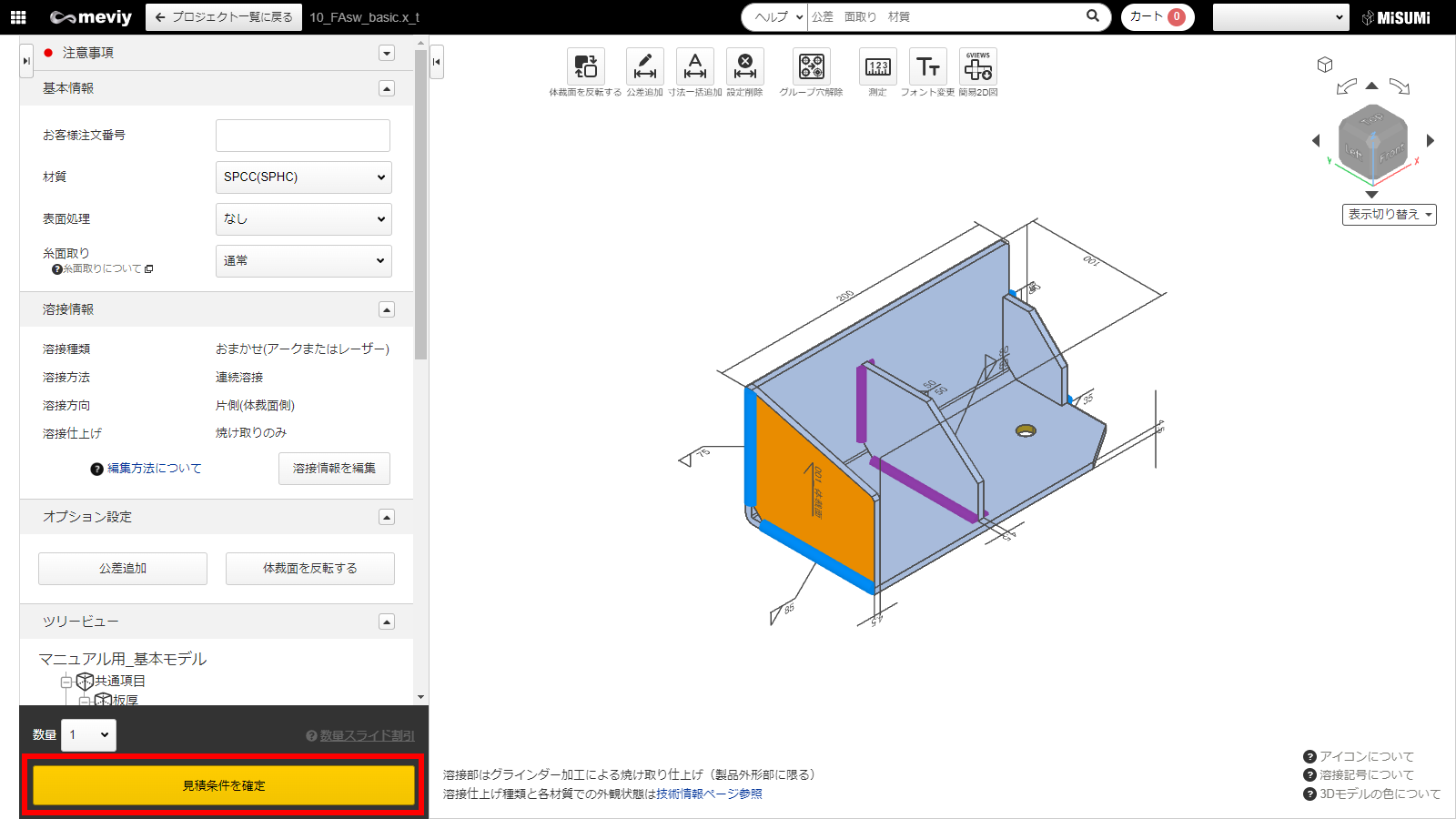

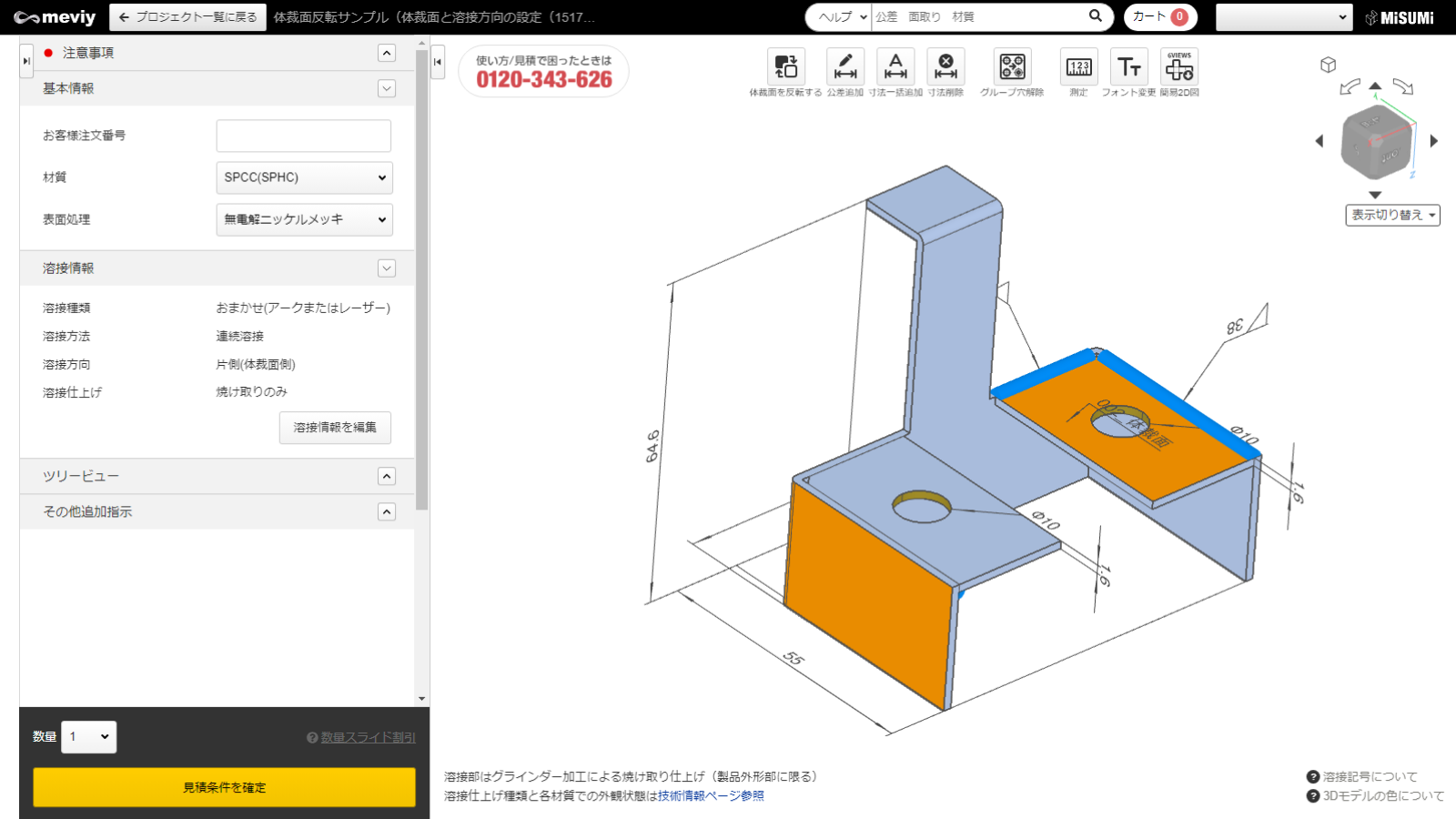
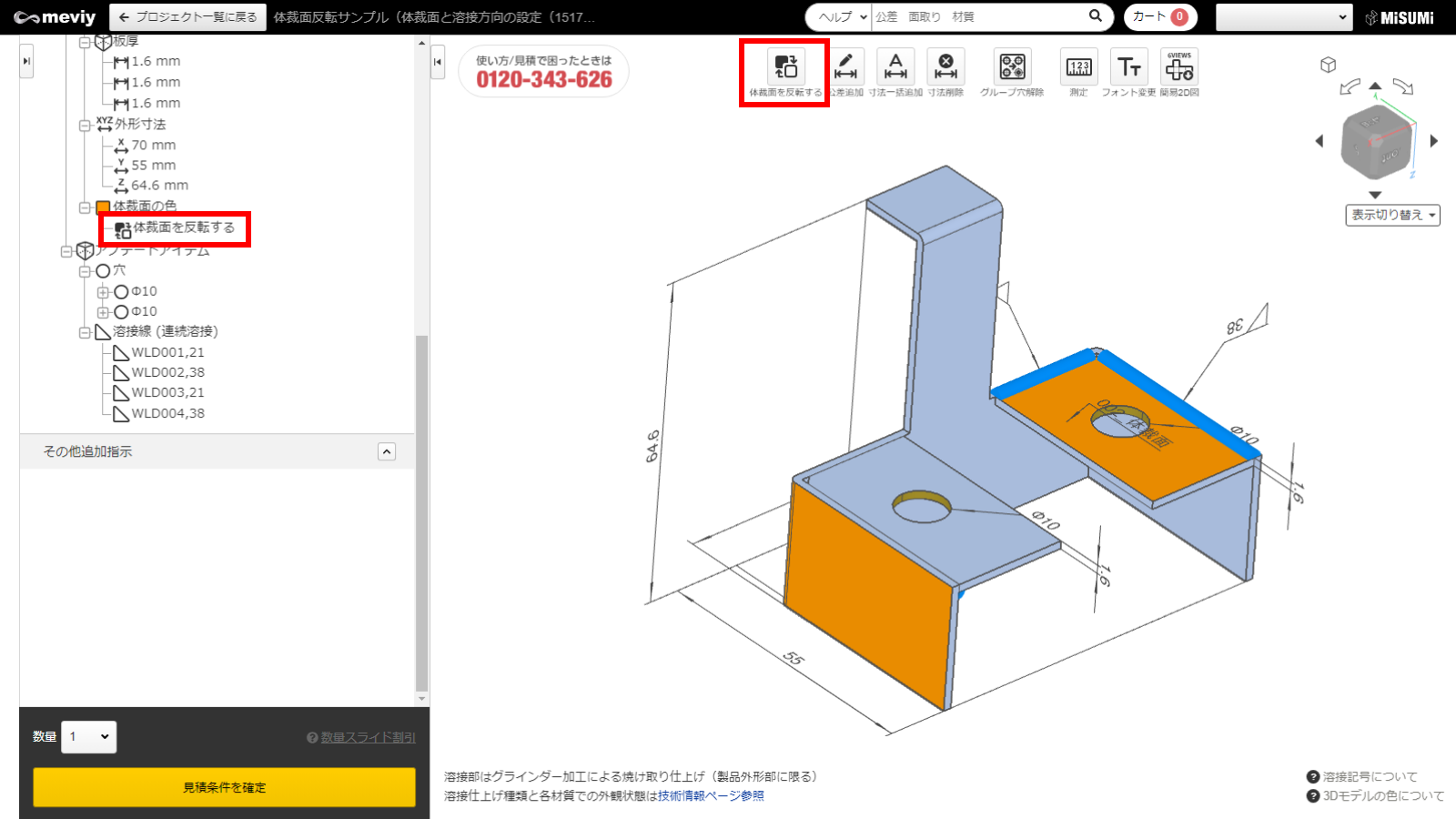
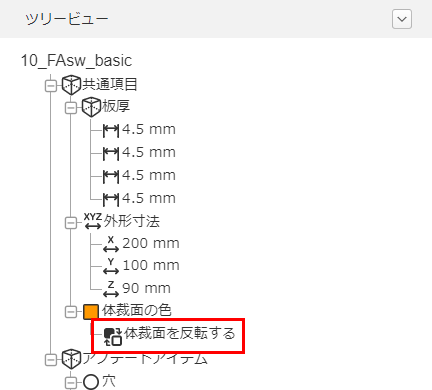
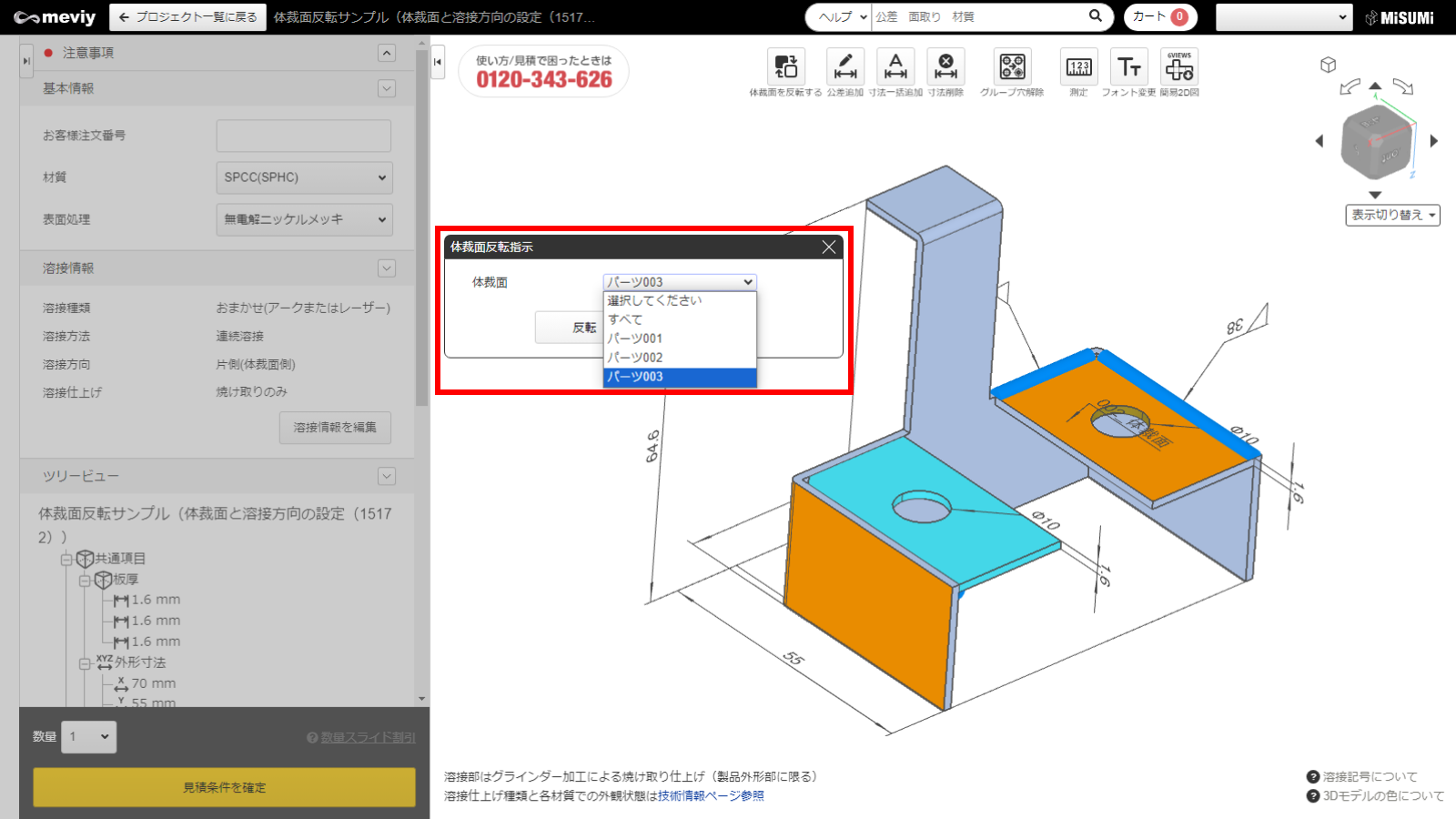
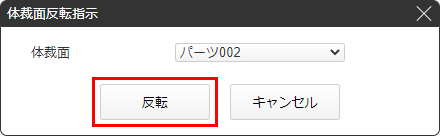
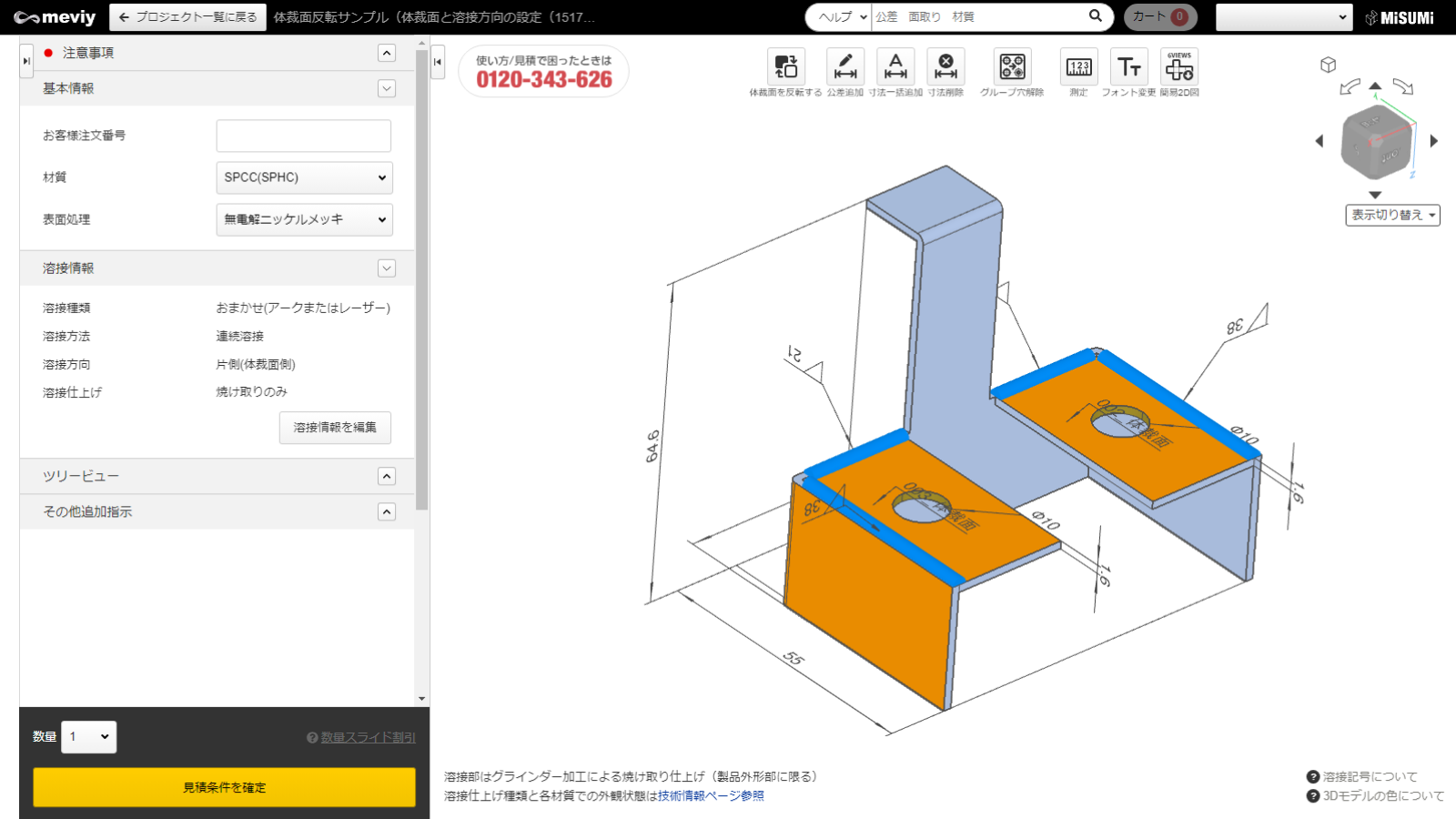
| 機能名 | できること |
|---|---|
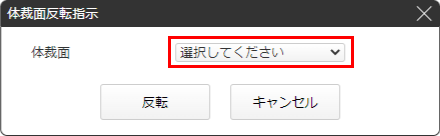
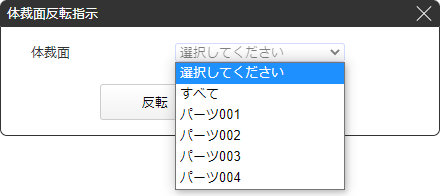
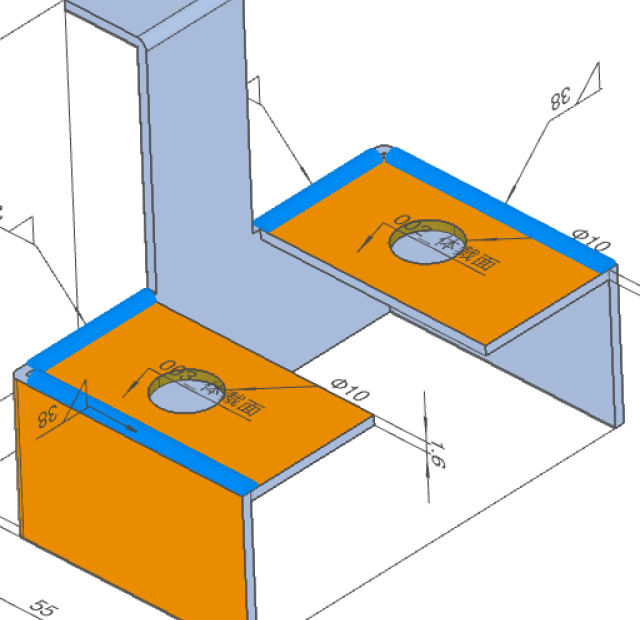
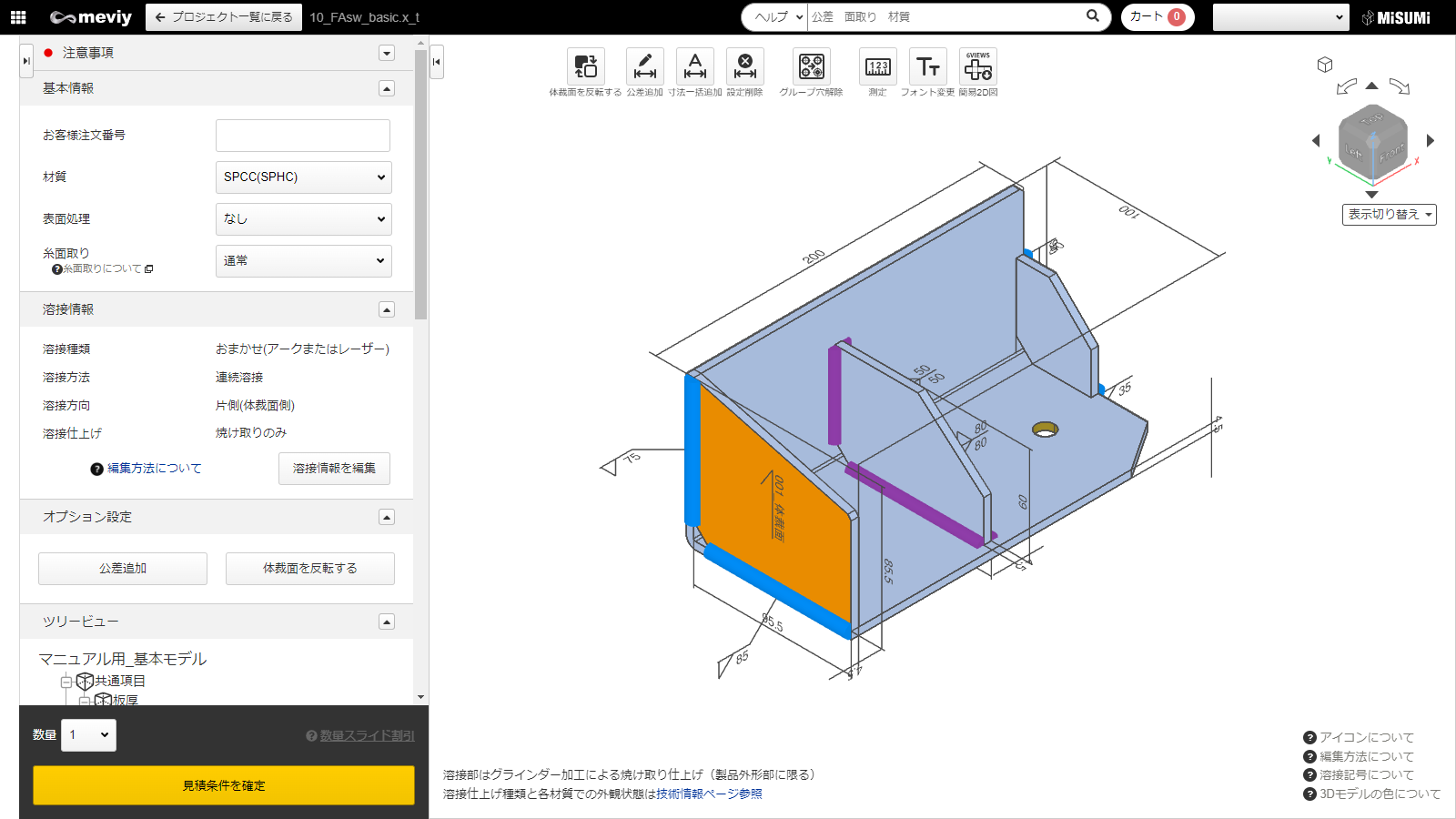
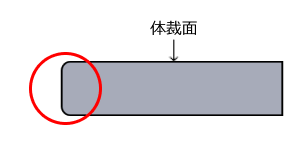
| meviyが認識した体裁面(濃いオレンジ色)が意図と異なる場合は、反転することができます。 | |
|
|
|
|
| 追加した設定を削除します。→「寸法を追加/削除する」 |
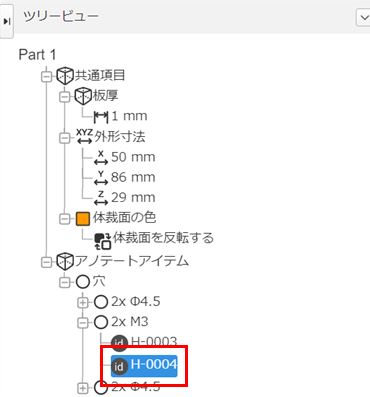
| 機能名 | できること |
|---|---|
| 形状認識時にグループ化された⽳を分割できます。→「グループ穴を分割する」 | |
| PMI表⽰のフォントサイズを変更できます。→「フォントサイズを変更する」 | |
| 3D モデルの各ビュー方向をキャプチャし、第三角法で配置した画像ファイルをダウンロード出来ます。 | |
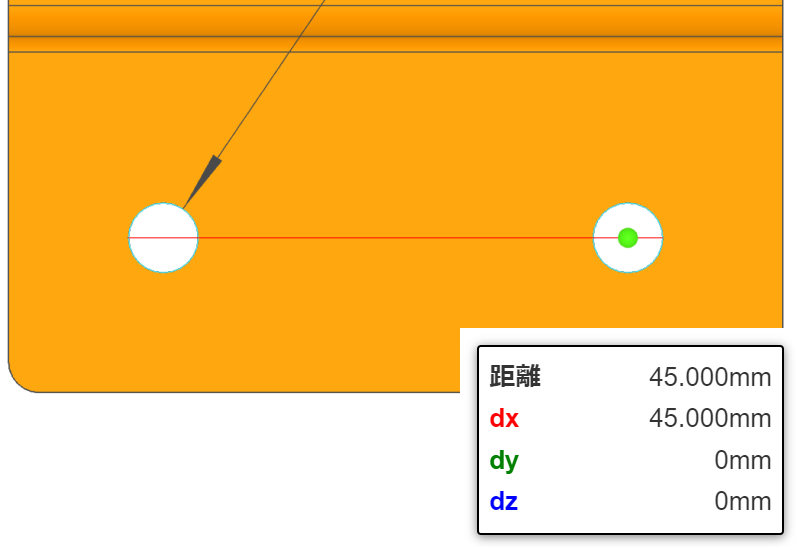
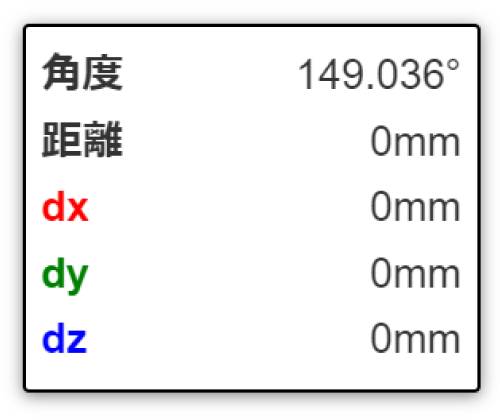
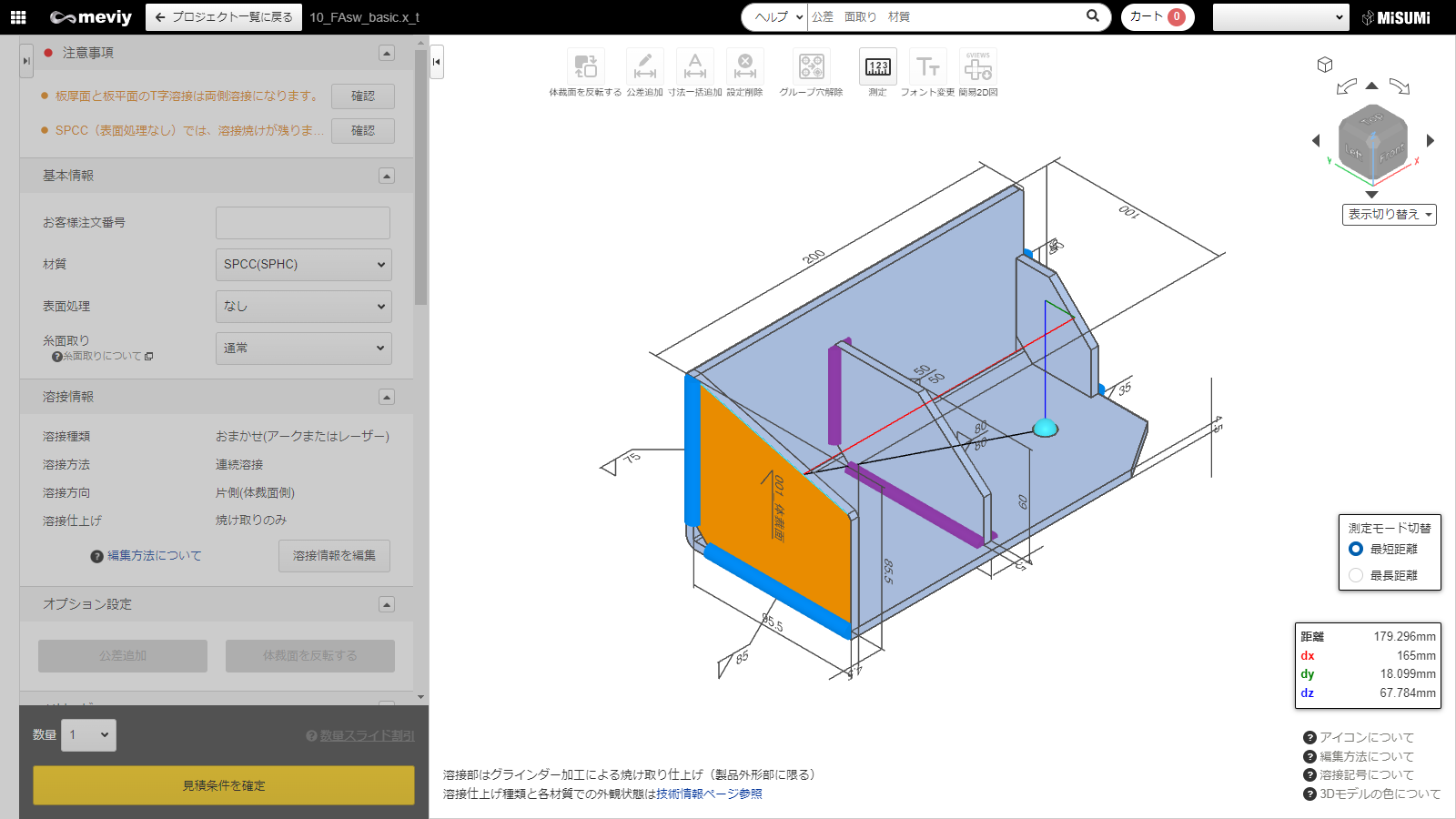
| 距離、R 値、角度の3種類を測定できます。→「3Dモデルを測定する」 |
表⽰しているパーツの向きをキューブの回転に合わせて変更できます。
![]() [アイソメ表示]をクリックすると、アイソメ図(初期姿勢)に戻ります。
[アイソメ表示]をクリックすると、アイソメ図(初期姿勢)に戻ります。
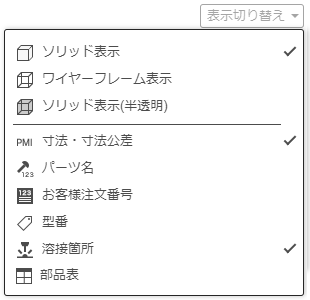
![]() アイコンにマウスのポインターをあわせると、表⽰設定のメニューが表⽰されます。3Dモデル形状の表⽰⽅法を変更したり、3Dビューワーのテキスト情報や溶接箇所情報・部品表の表示/非表示を切り替えたりできます。
アイコンにマウスのポインターをあわせると、表⽰設定のメニューが表⽰されます。3Dモデル形状の表⽰⽅法を変更したり、3Dビューワーのテキスト情報や溶接箇所情報・部品表の表示/非表示を切り替えたりできます。
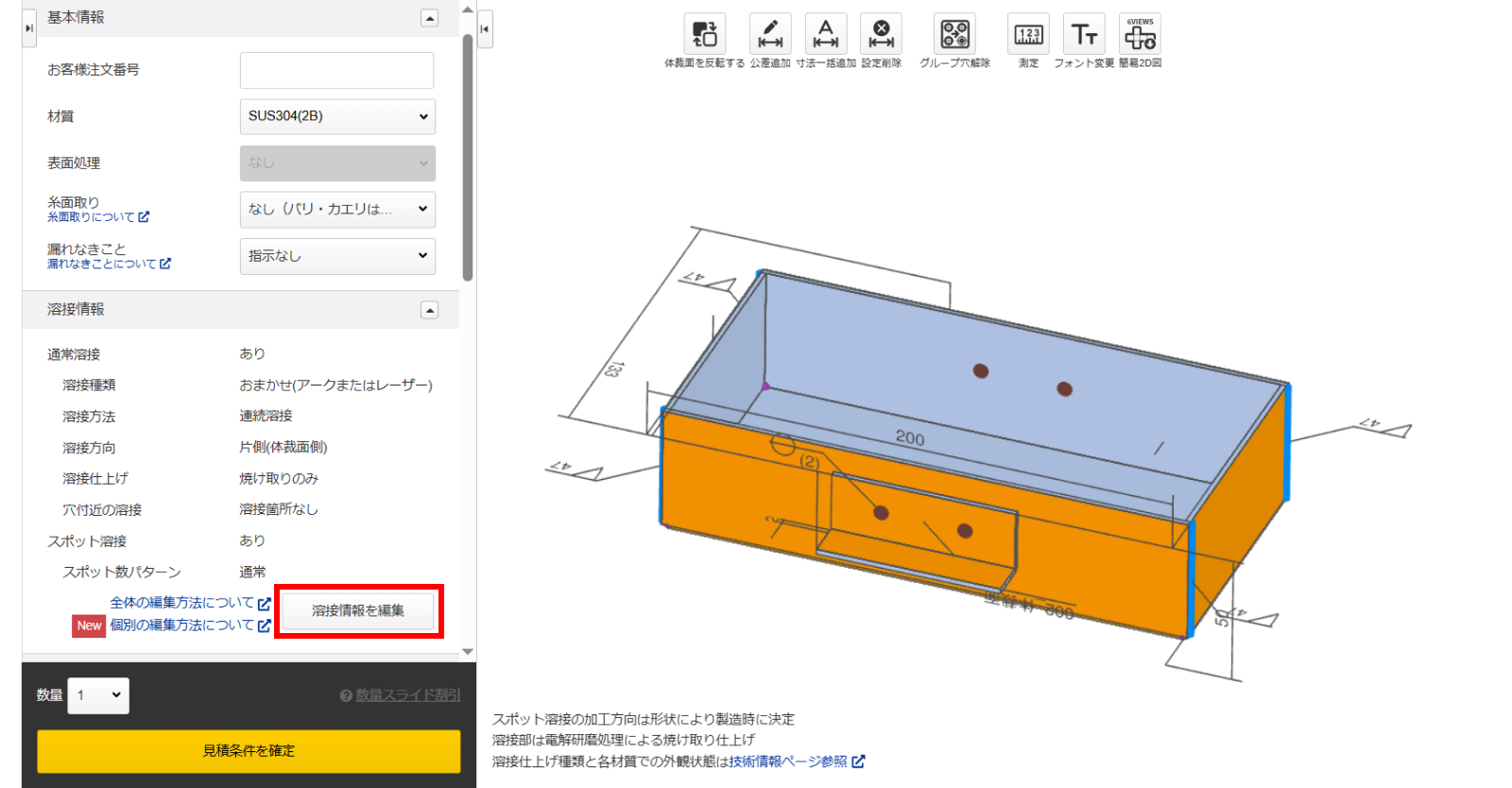
ポイント
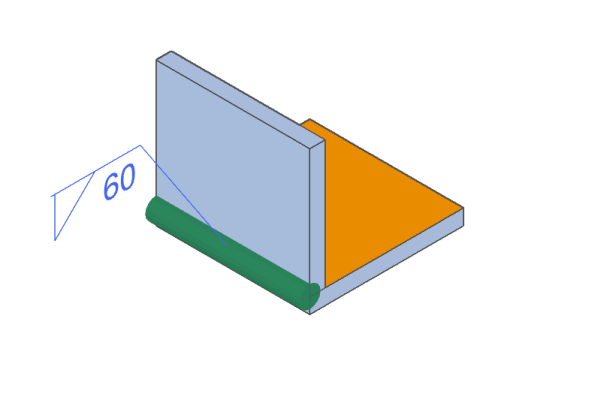
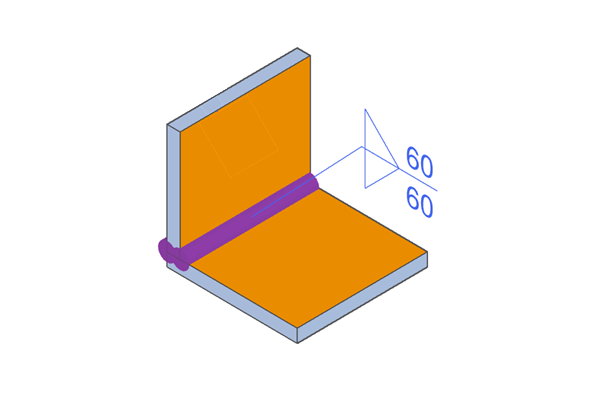
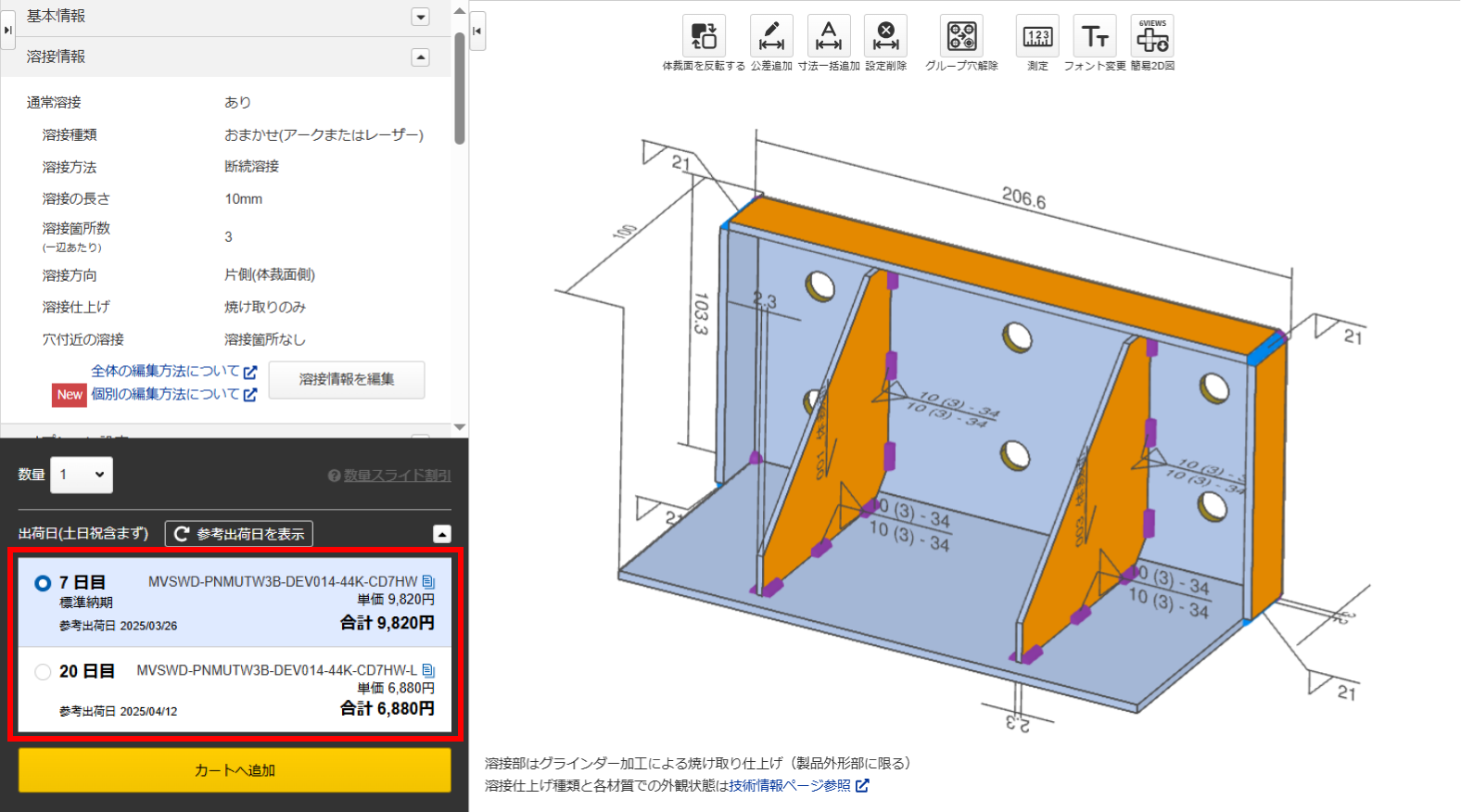
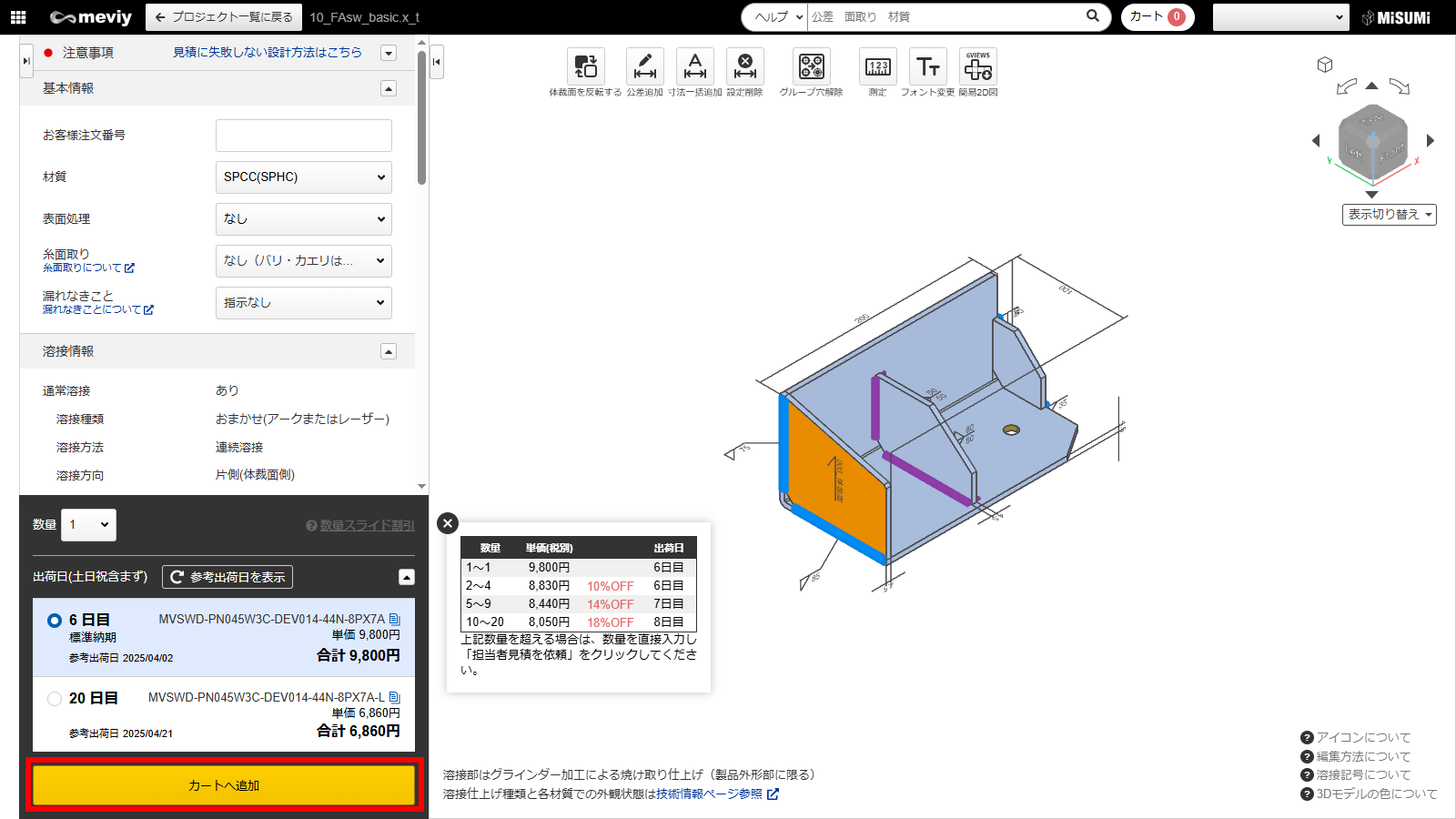
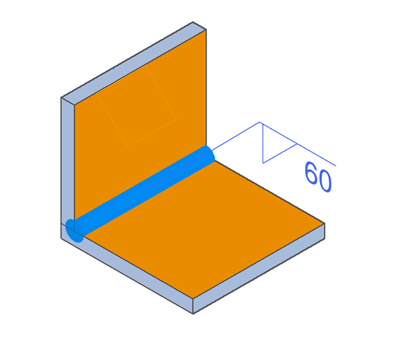
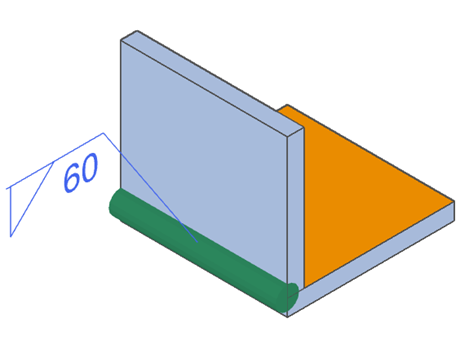
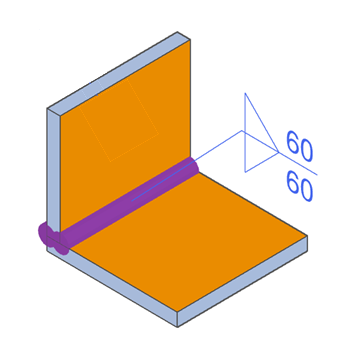
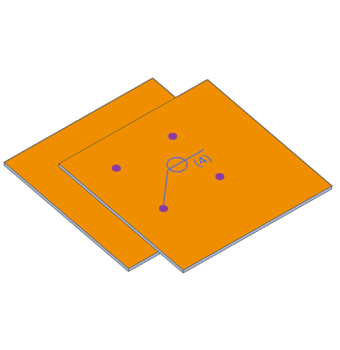
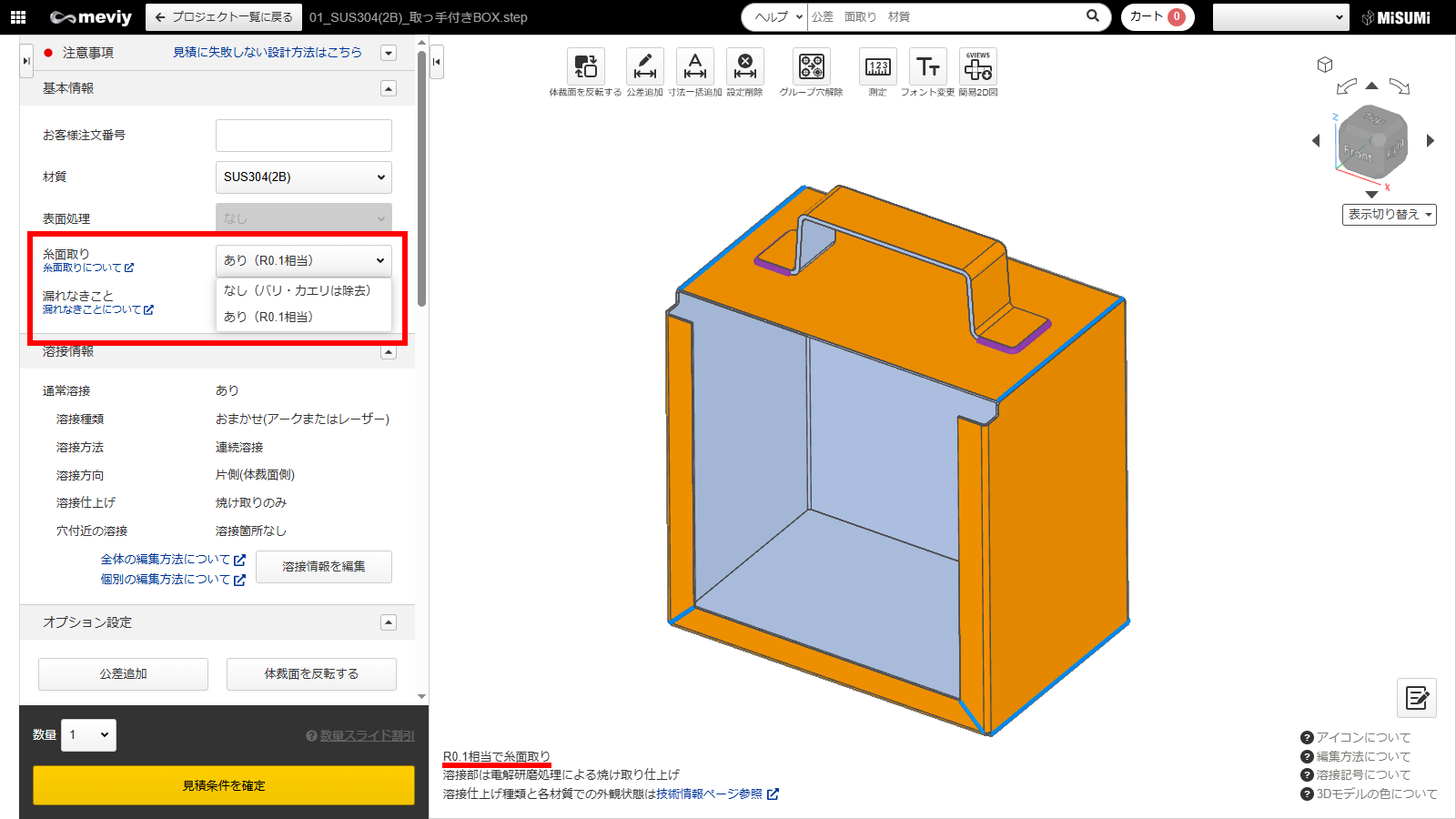
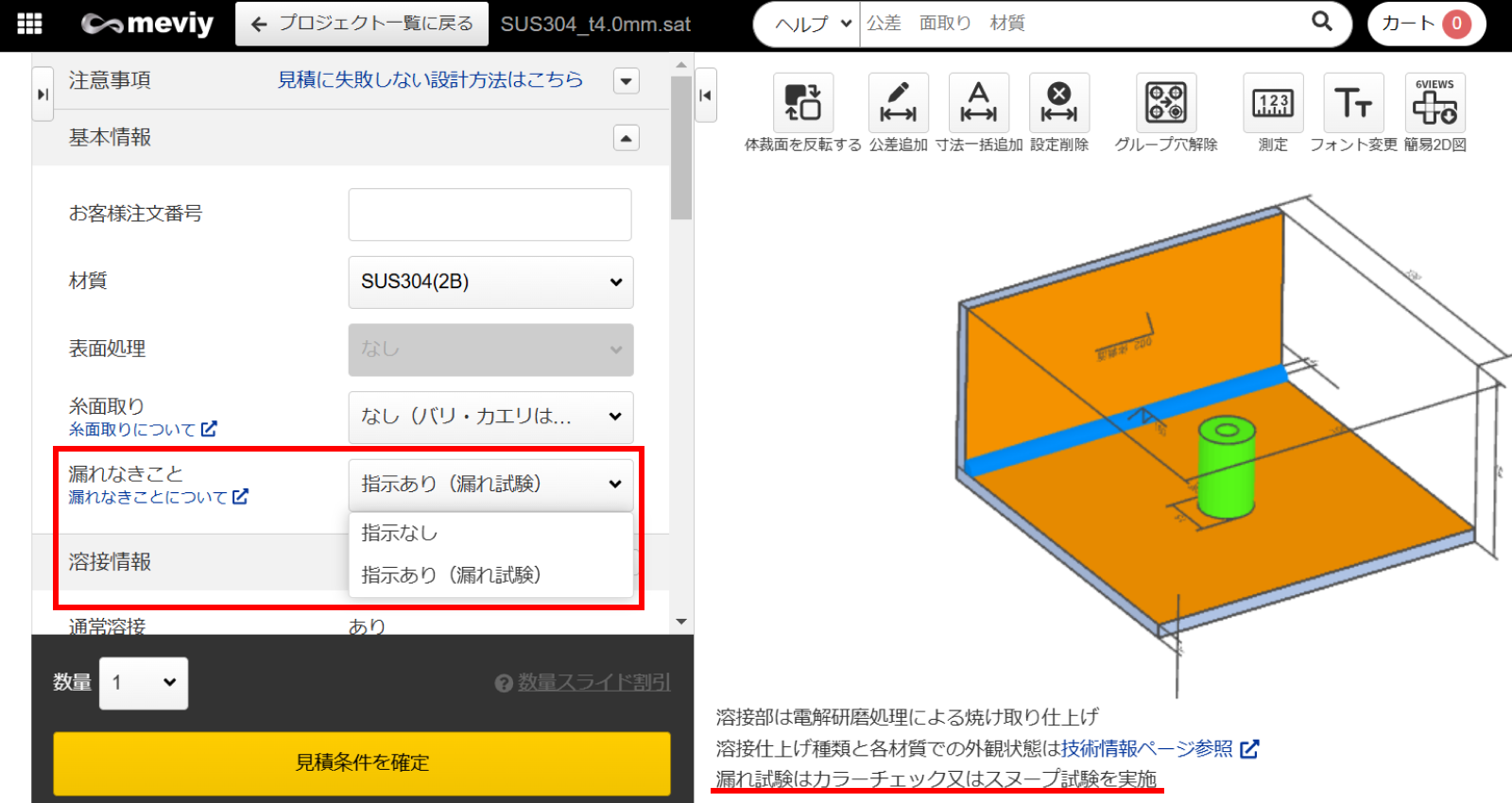
| 片側(体裁面側溶接) | 片側(非体裁面側溶接) | 両側溶接 | スポット溶接 |
|---|---|---|---|
|
ハイライト:青色
溶接側に溶接記号表示
 |
ハイライト:緑色
溶接側に溶接記号表示
 |
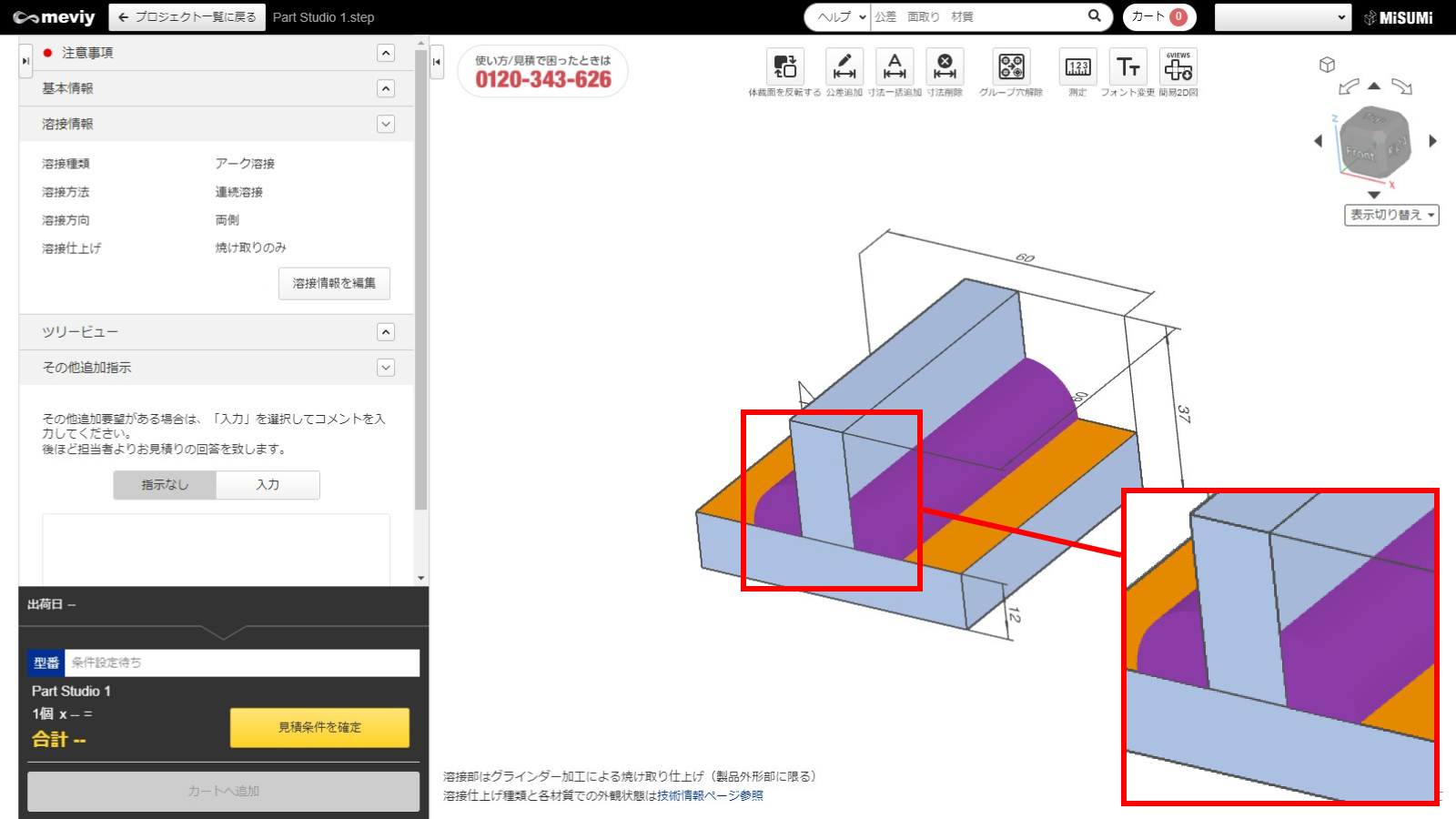
ハイライト:紫色
体裁面側に溶接記号表示
 |
ハイライト:こげ茶色
サイズが小さいパーツ側に溶接記号表示
 |
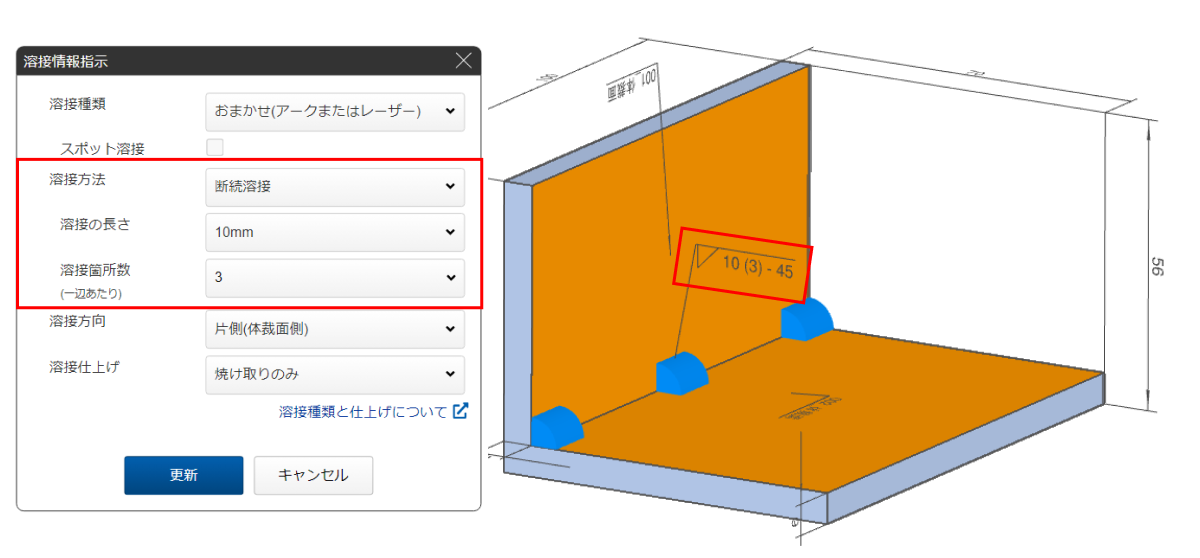
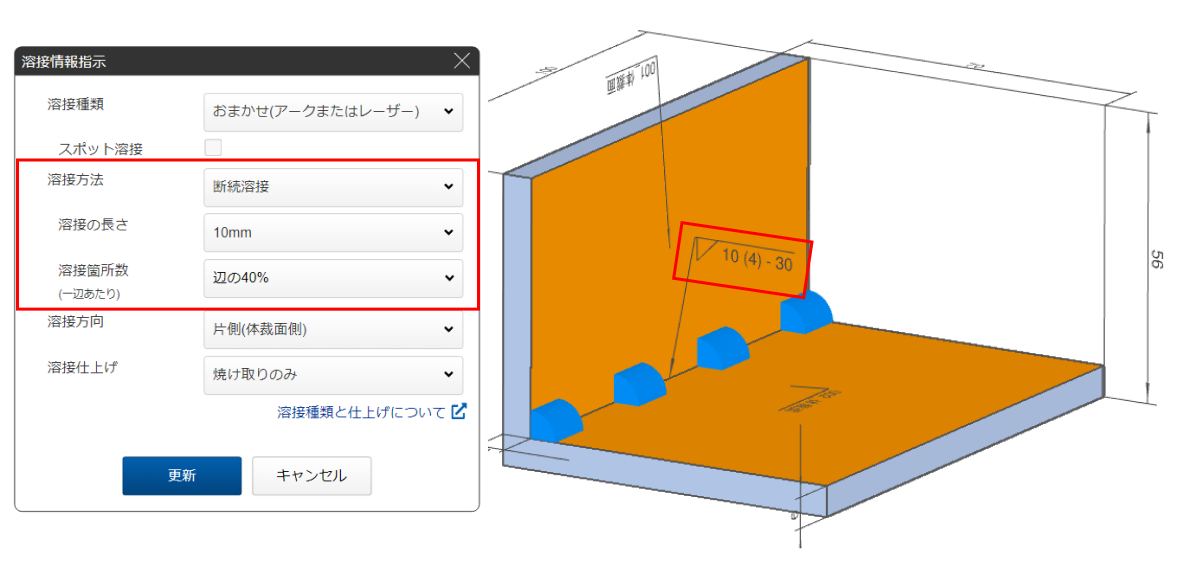
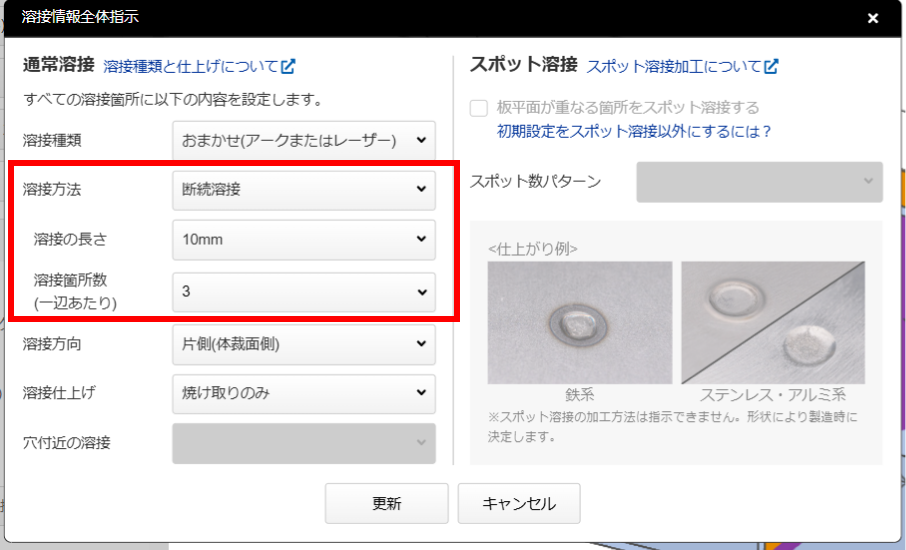
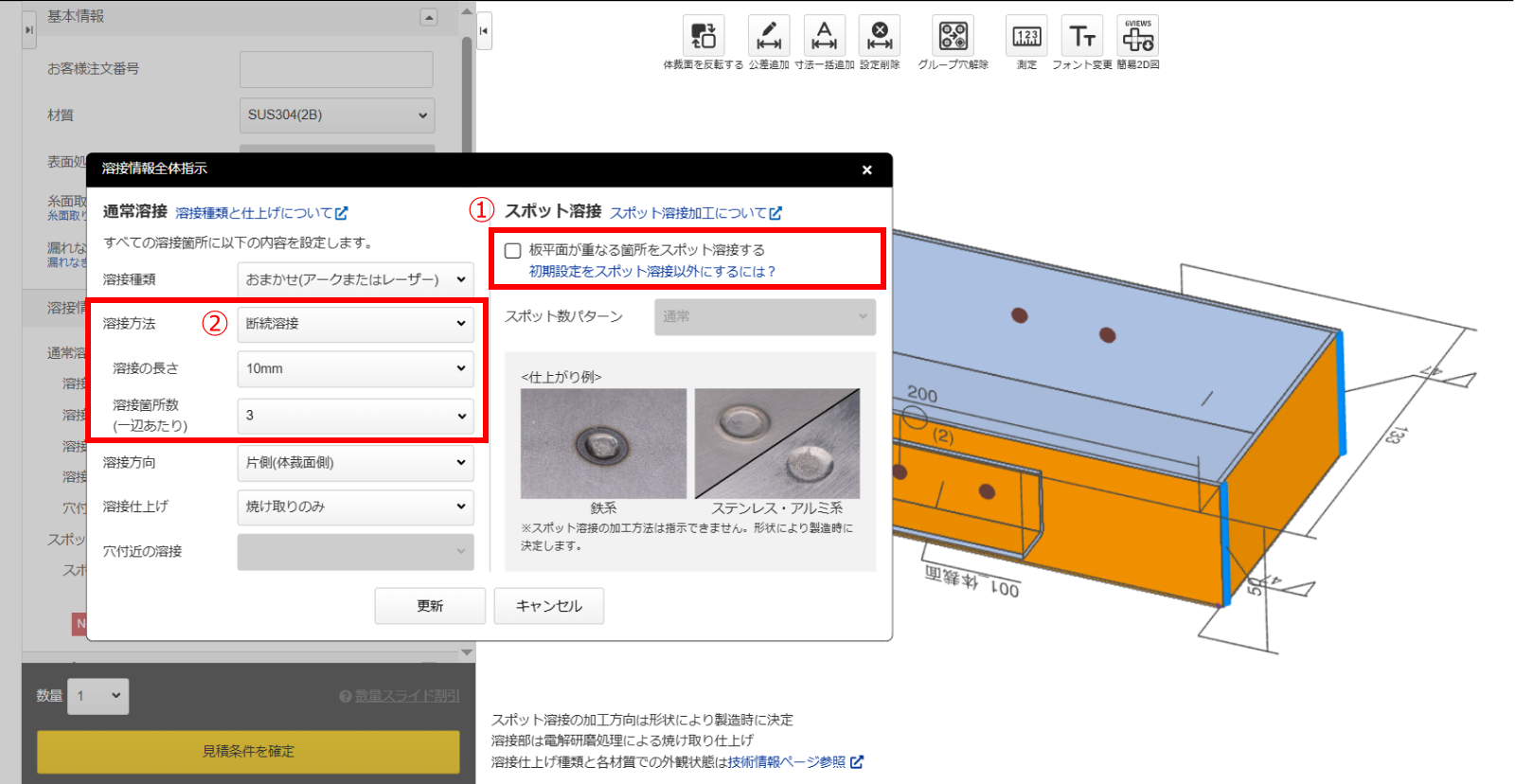
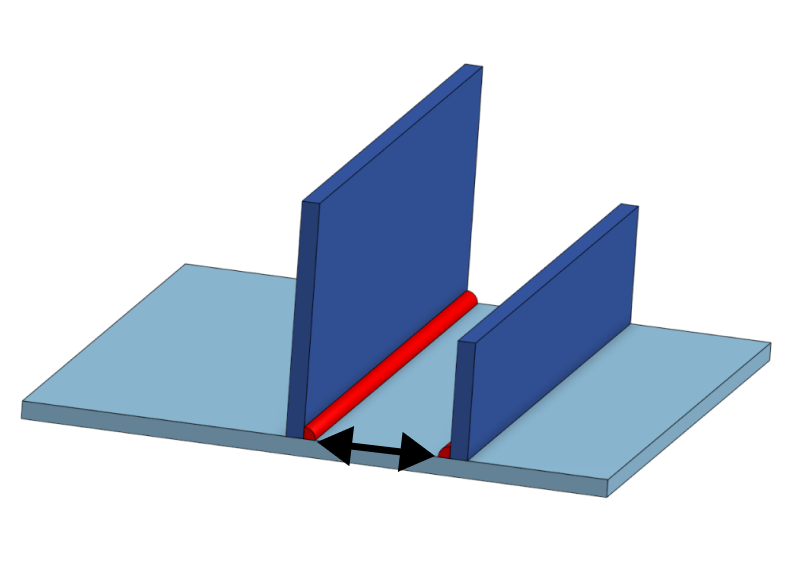
| 連続溶接 | 断続溶接 | スポット溶接 |
|---|---|---|
 |
 |
 |
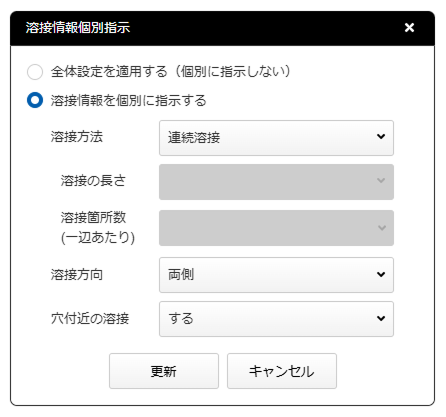
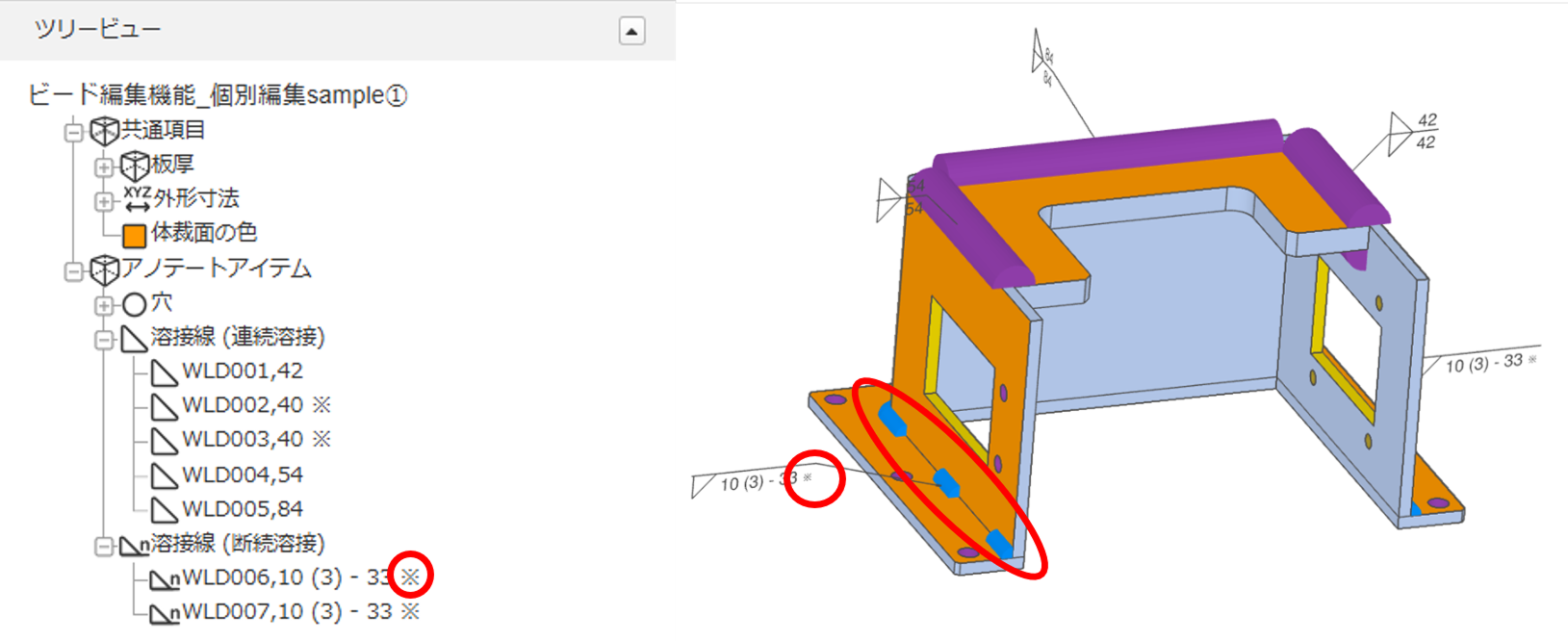
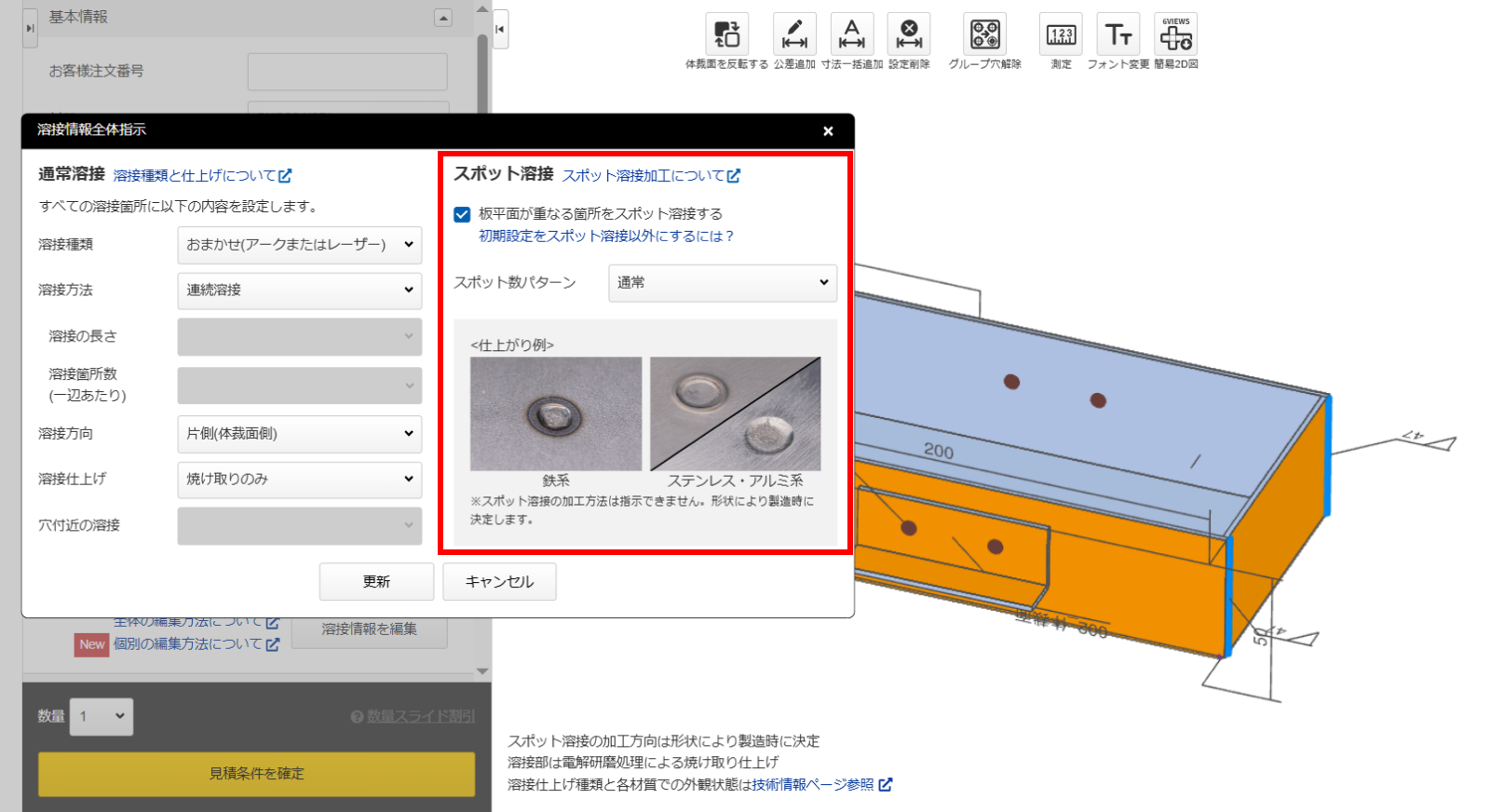
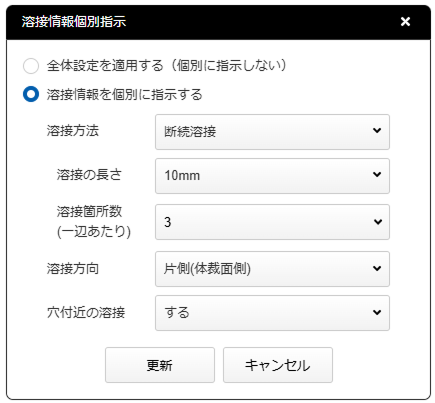
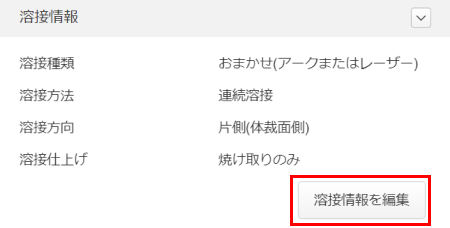
ポイント
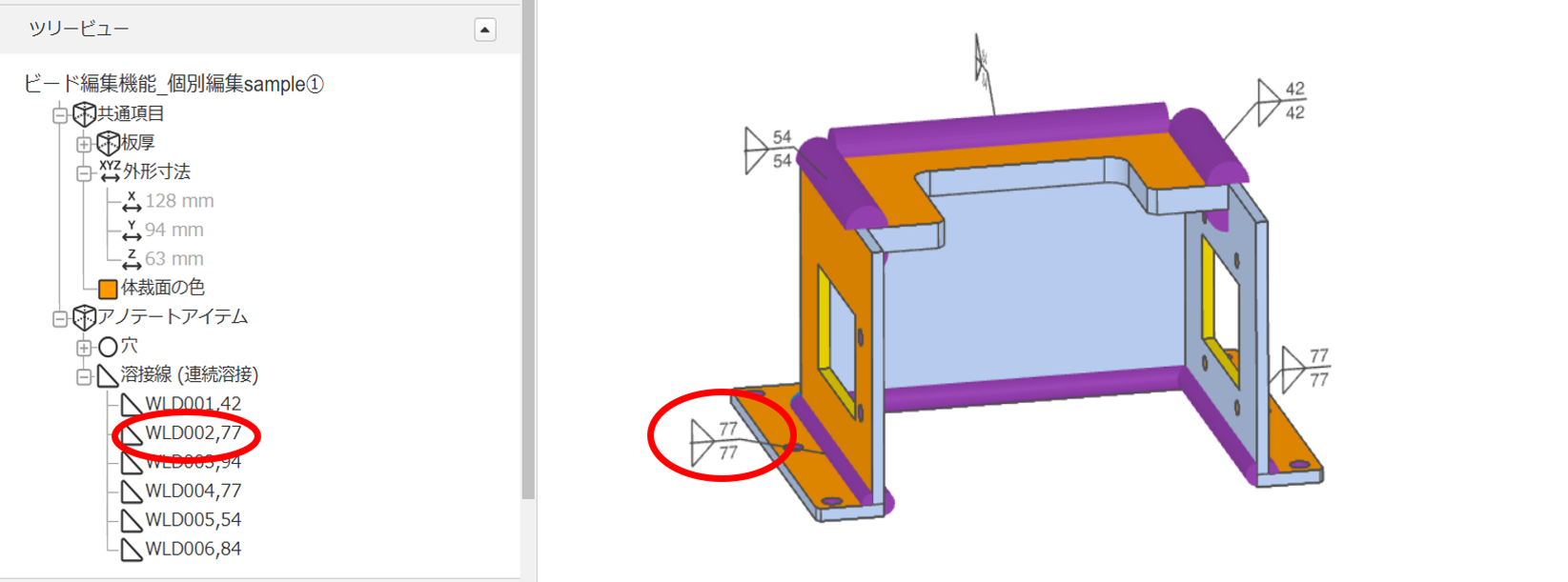
・個別編集した内容を確認したい場合や再編集をする場合には、”※”マークのついた溶接線をダブルクリックして個別指示ダイアログを起動させ、変更ください。
ポイント
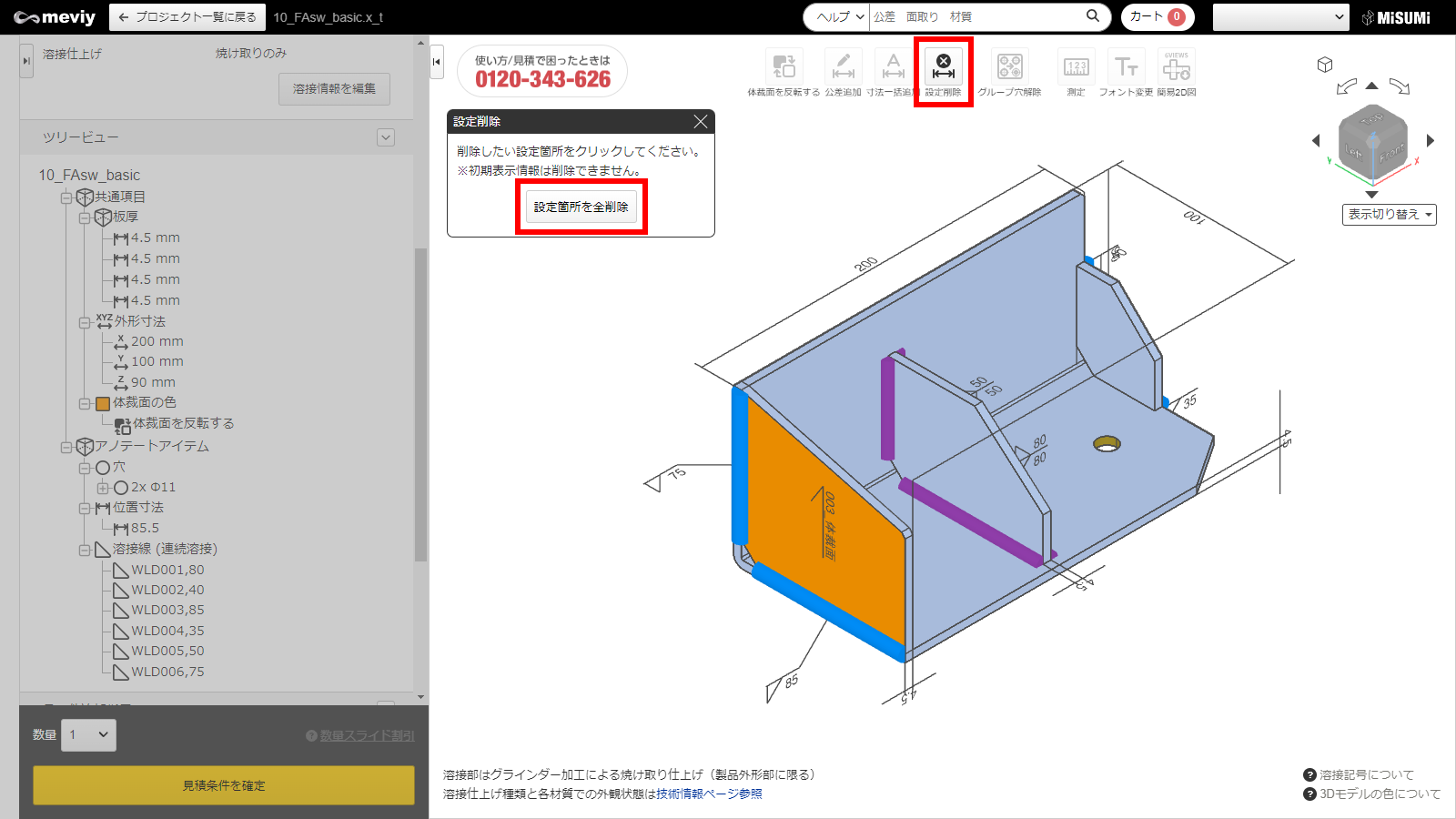
![]() をクリックし、削除したい寸法をクリックします。
をクリックし、削除したい寸法をクリックします。
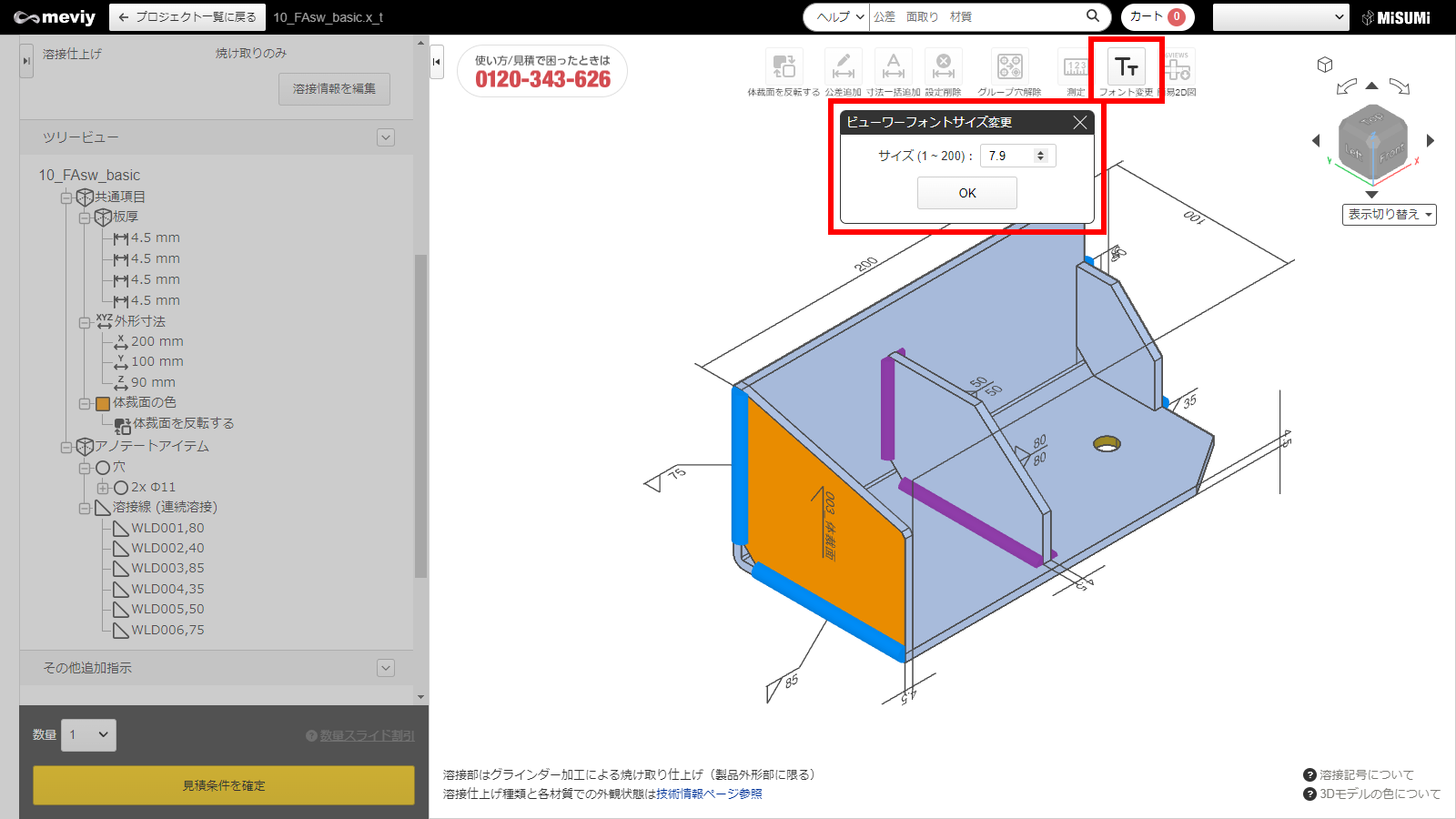
 をクリックします。
[ビューワーフォントサイズ変更]ダイアログが表示されます。
をクリックします。
[ビューワーフォントサイズ変更]ダイアログが表示されます。 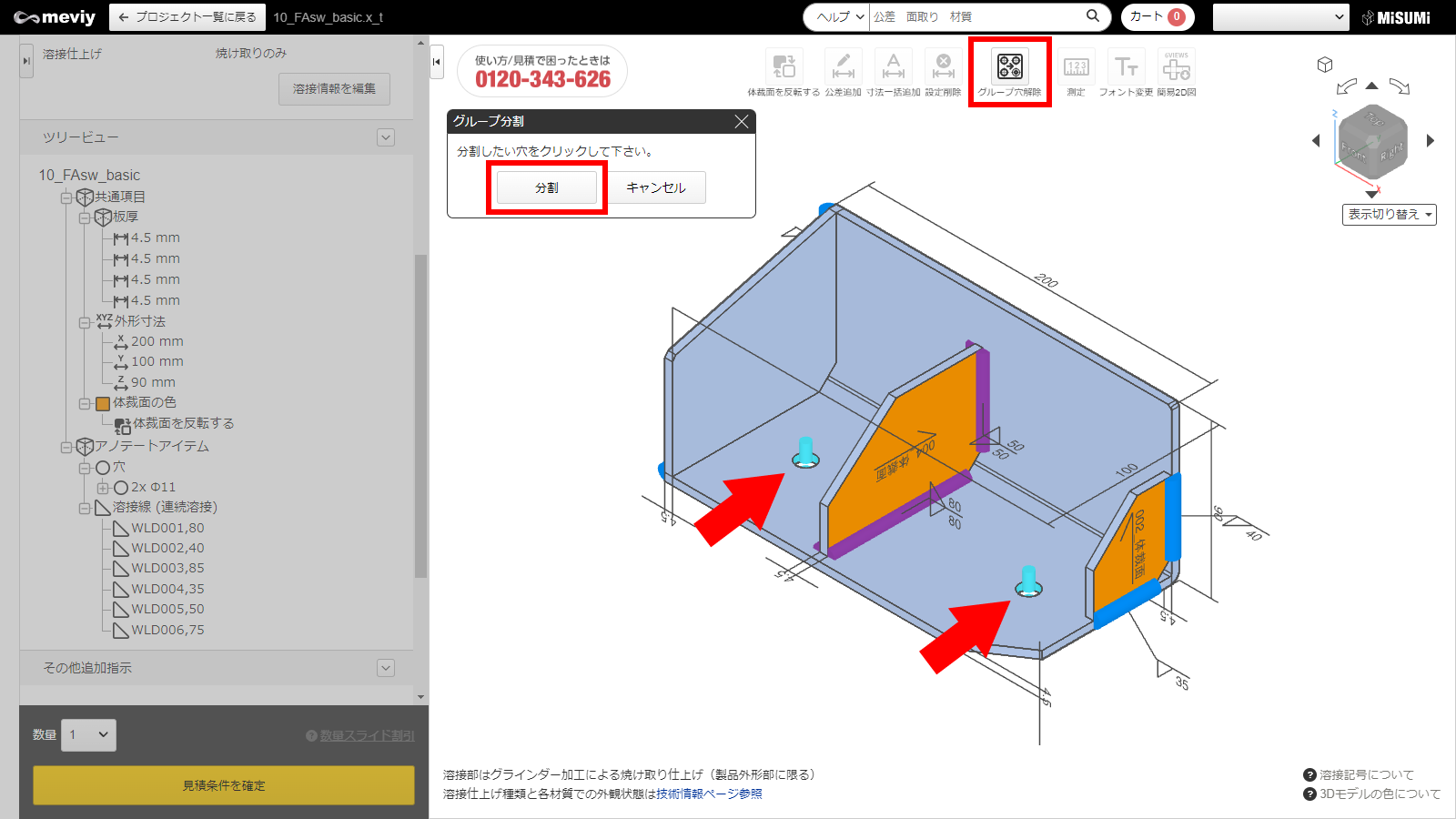
 をクリックし、グループ化された穴を選択します。
をクリックし、グループ化された穴を選択します。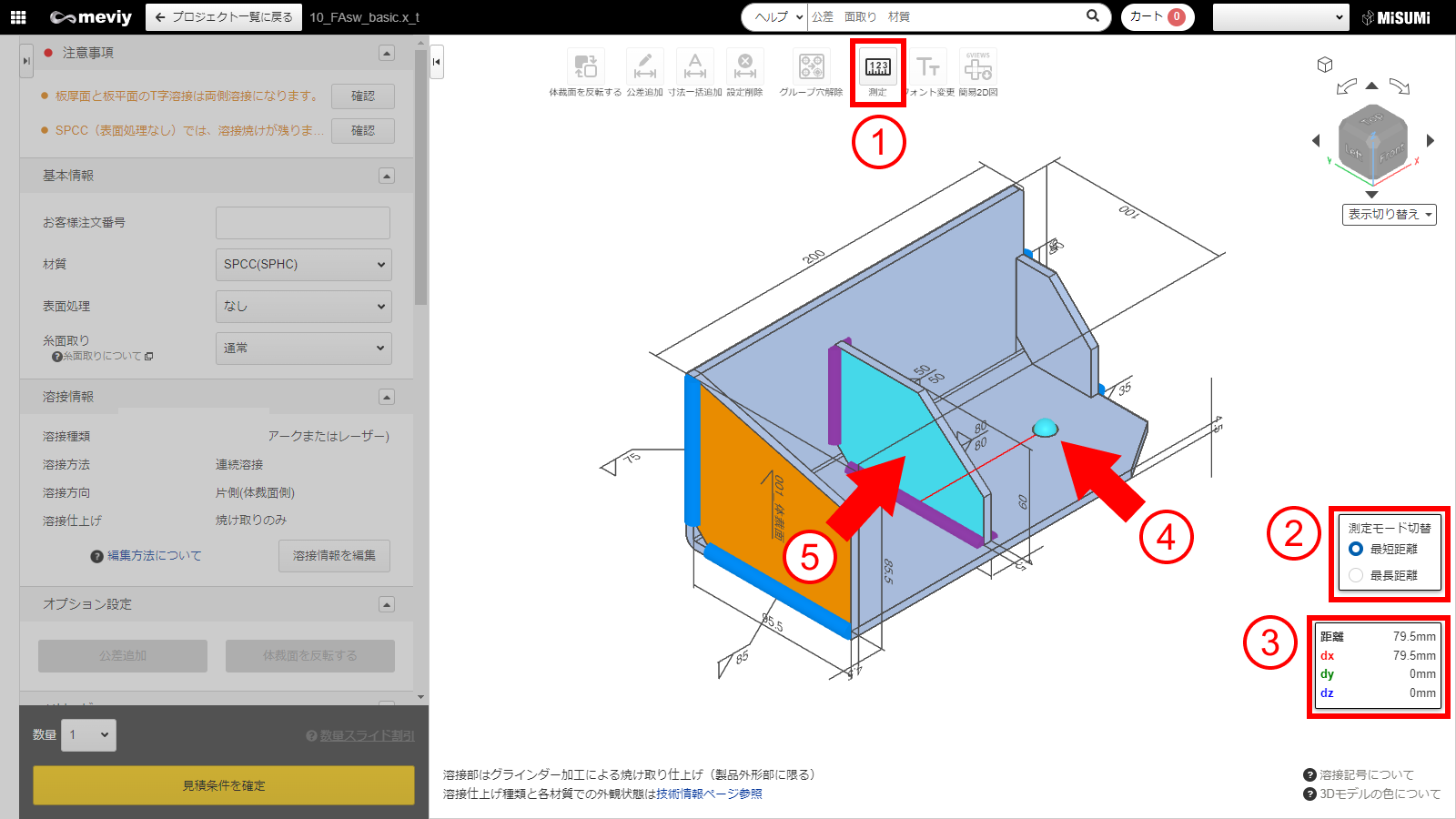
 をクリックします
をクリックします| 最長距離 | 最短距離 |
|---|---|
 |
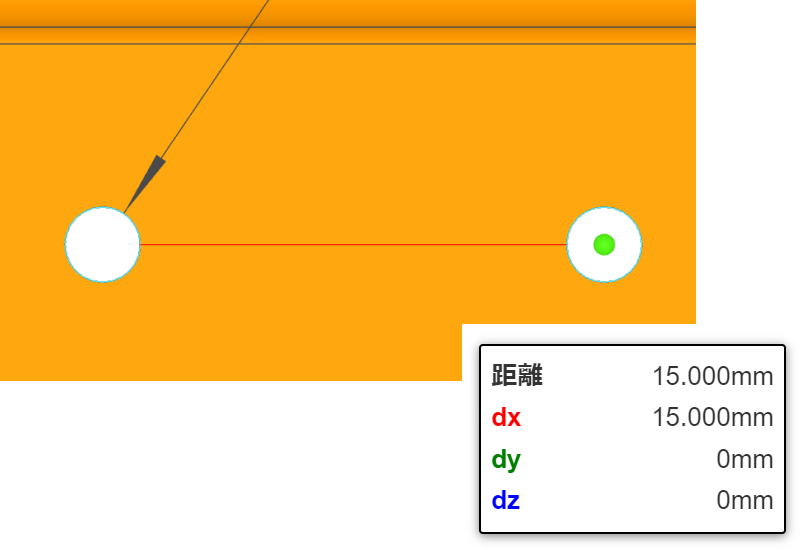 |
| 距離測定 | R値 | 角度 |
|---|---|---|
 |
 |
 |

| 機能・動作 | キーボード入力 | |
|---|---|---|
| 公差追加 | W | |
| 寸法一括追加 | [Shift] + W | |
| 設定削除 | D | |
| グループ穴分割 | S | |
| 測定 | M | |
| フォント変更拡大 | [Alt] + ↑ | |
| フォント変更縮小 | [Alt] + ↓ | |
| 機能・動作 | キーボード入力 | |
|---|---|---|
| 簡易2D図 | [Shift] + C | |
| 画面にフィット | [Ctrl] + F | |
| アイソメ表示 | [Ctrl] + I | |
| パーツ表示拡大 | [Ctrl] + ↑ | |
| パーツ表示縮小 | [Ctrl] + ↓ | |
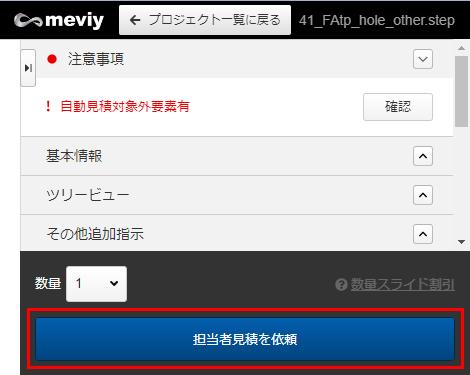


よくある質問
板金溶接について
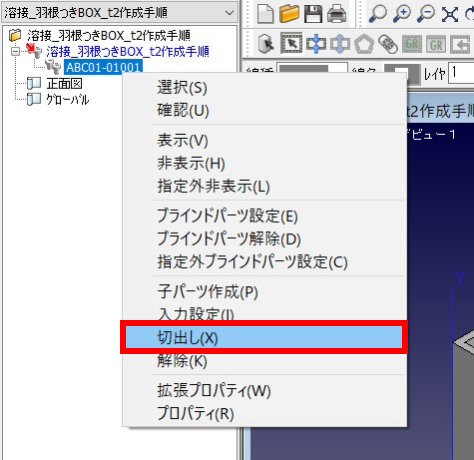
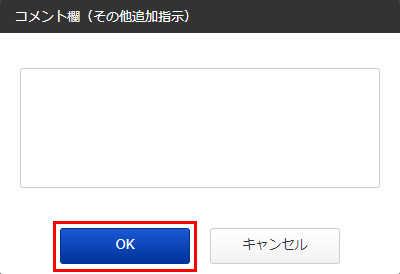
![コメントを入力して[OK]を選びます。](https://jp.meviy.misumi-ec.com/help/ja/wp-content/uploads/2022/12/15190_07.png)