|
 |
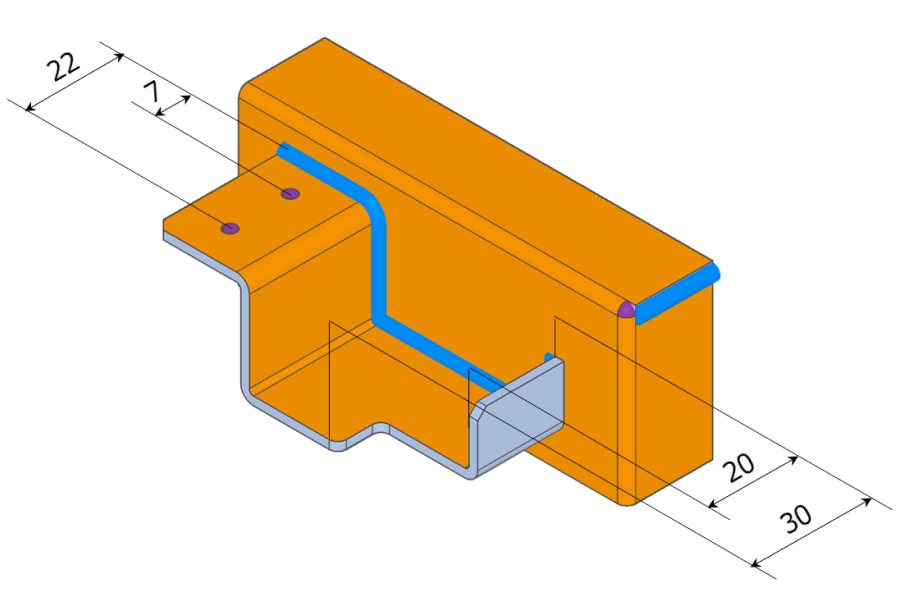
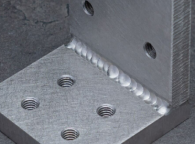
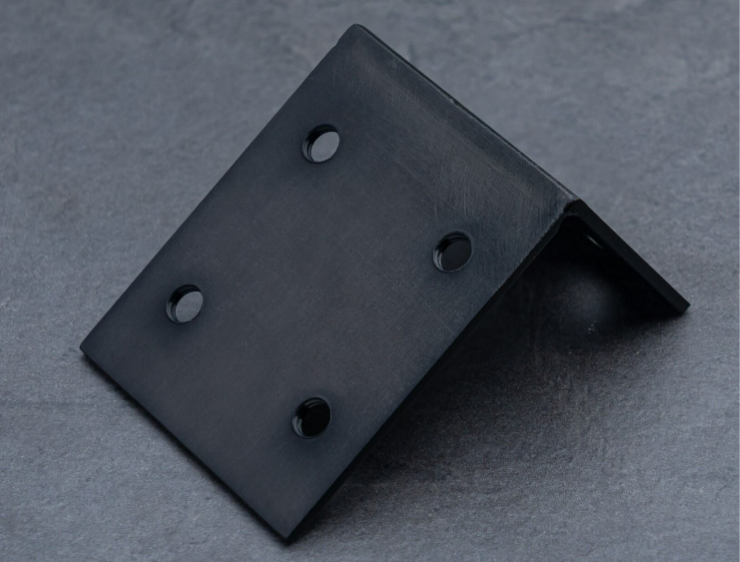
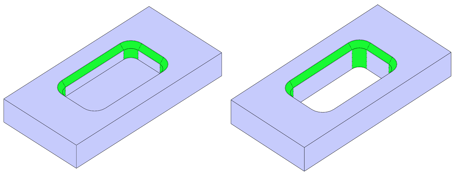
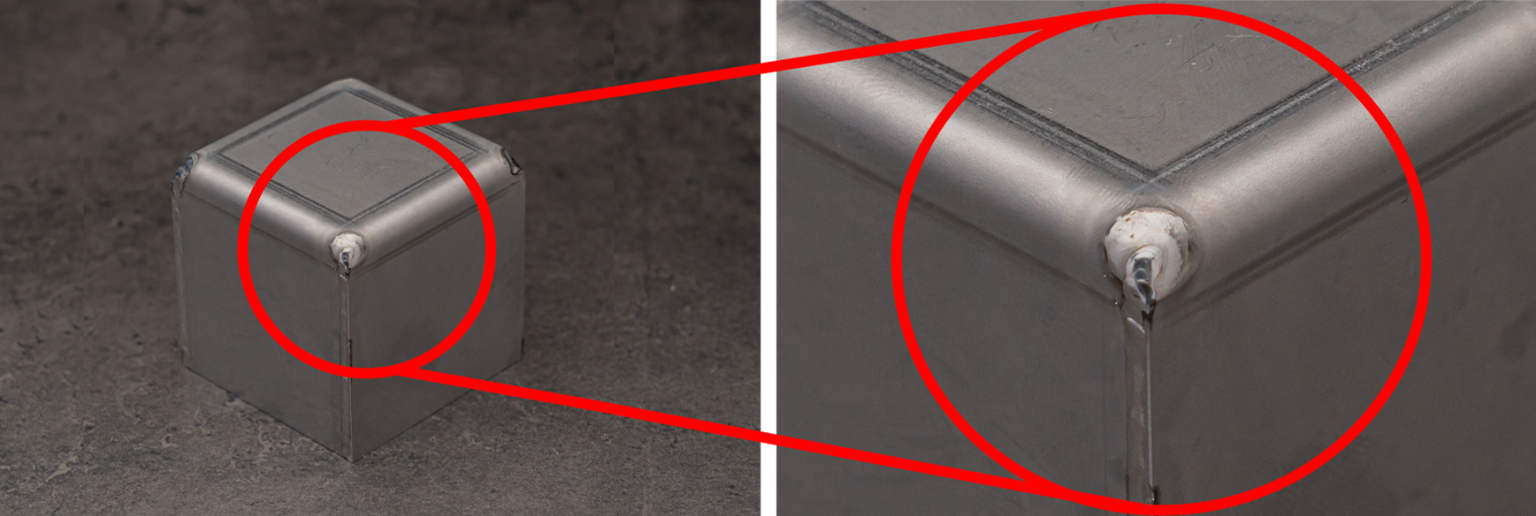
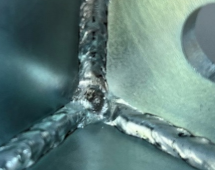
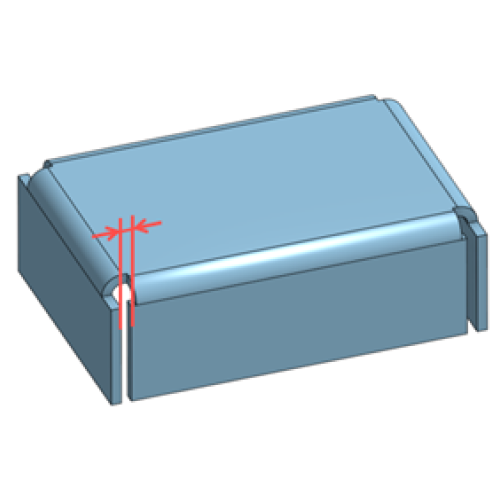
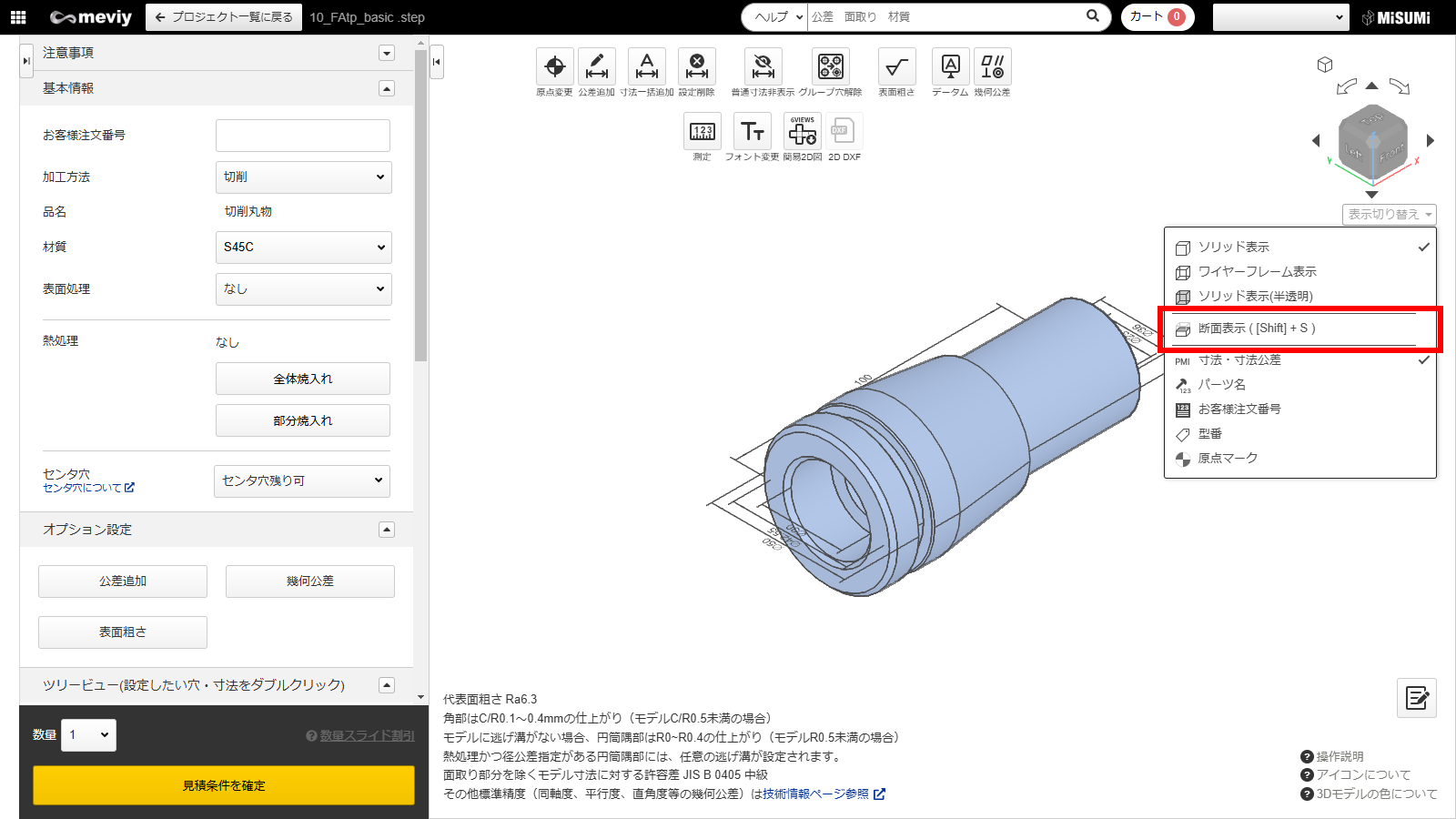
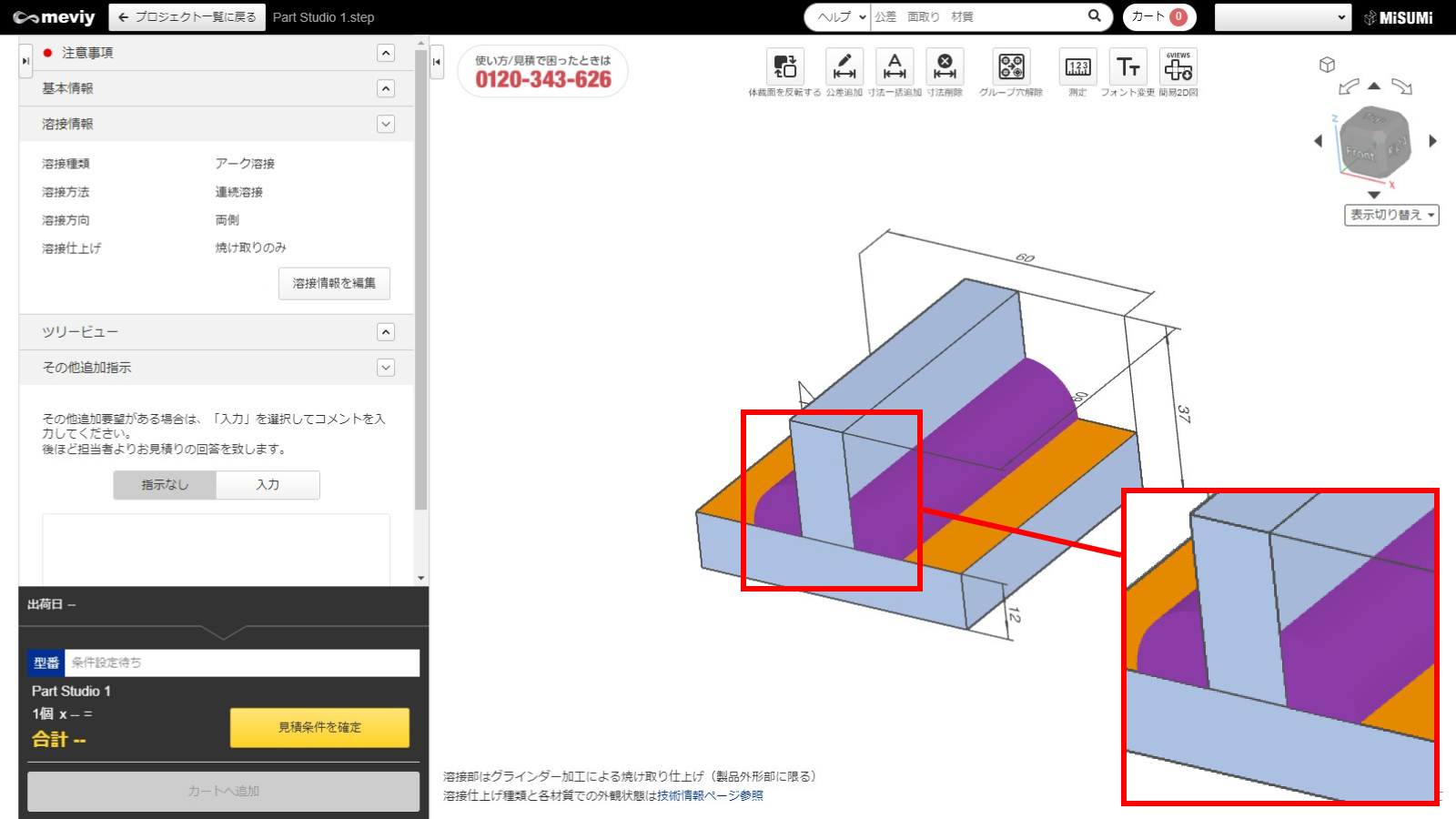
例)溶接ビードを追加したモデル |
|
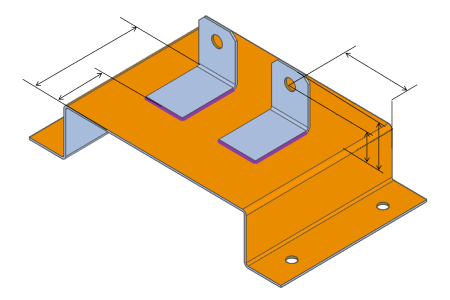
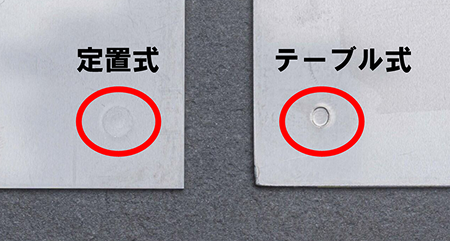
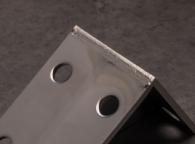
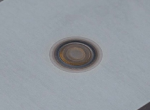
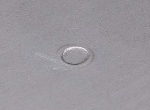
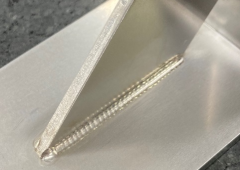
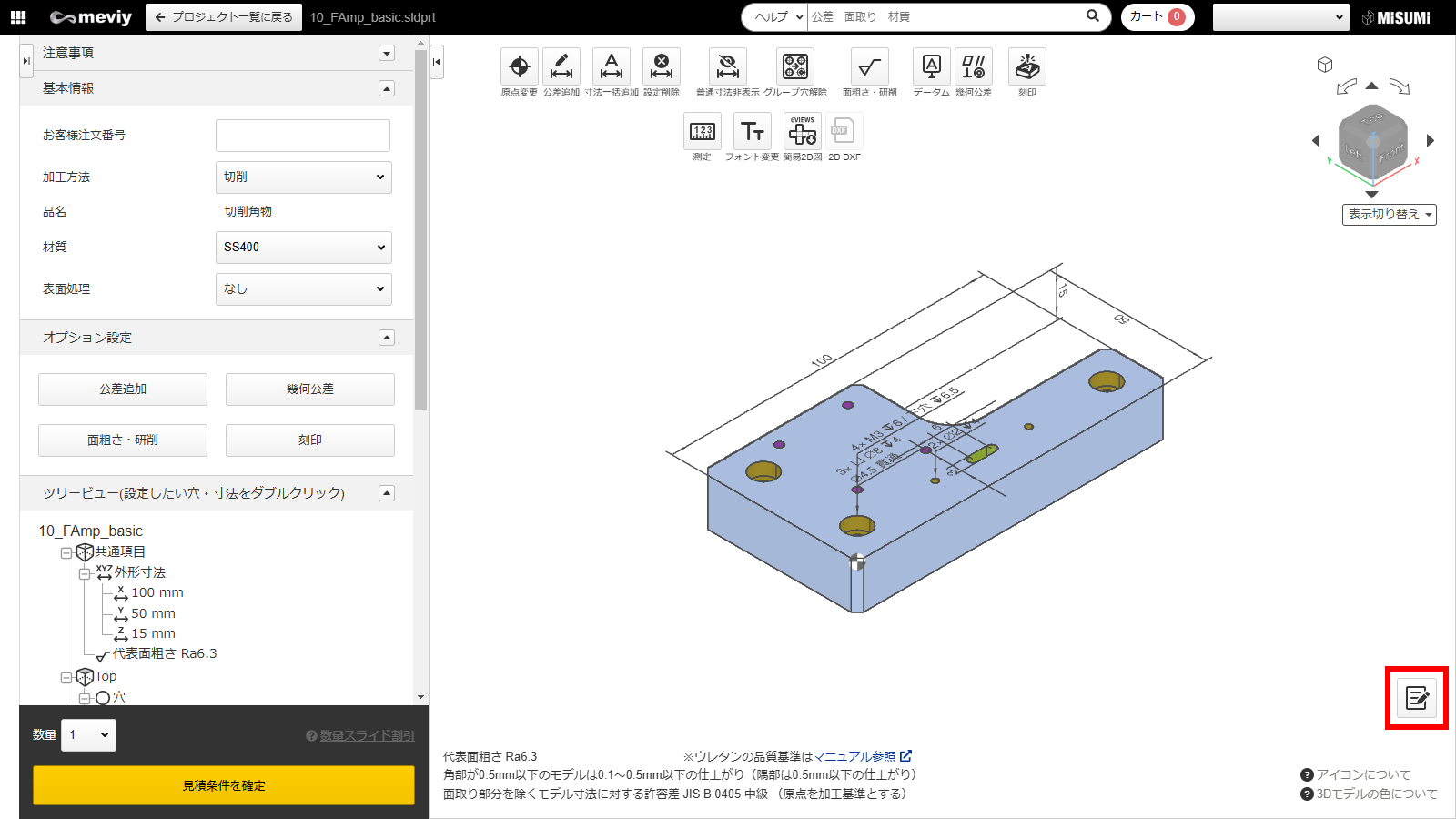
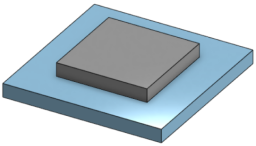
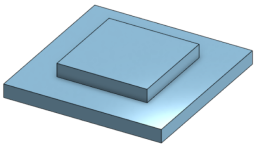
例)スポット溶接痕を反映したモデル |




| 規格部位 | 基準寸法の区分 | 規格値 a | 部位例 |
|---|---|---|---|
| 溶接加工部 | 30以下 | ±0.5 | 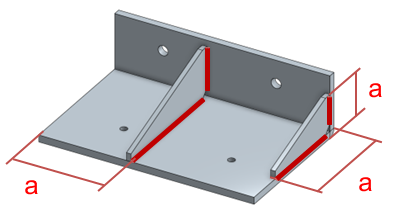 |
| 30を超え120以下 | ±0.8 | ||
| 120を超え400以下 | ±1.2 | ||
| 400を超え1,000以下 | ±2.0 | ||
| 1,000を超え2,000以下 | ±3.0 |
注意
注意





























注意






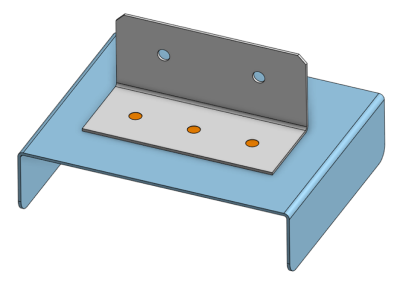
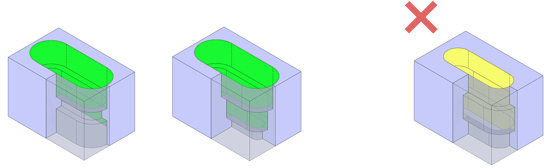
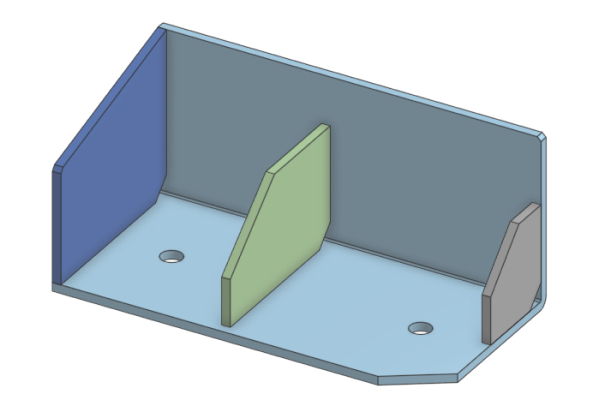
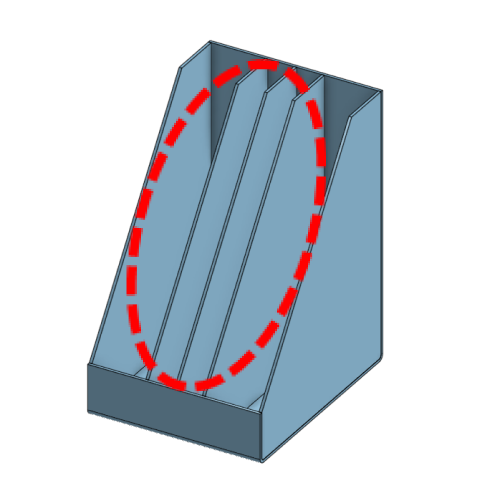
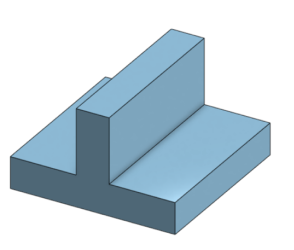
| 1 | リブ形状 |
 |
|
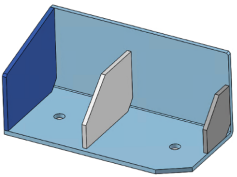
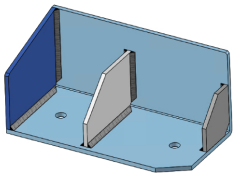
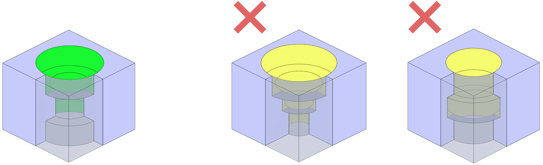
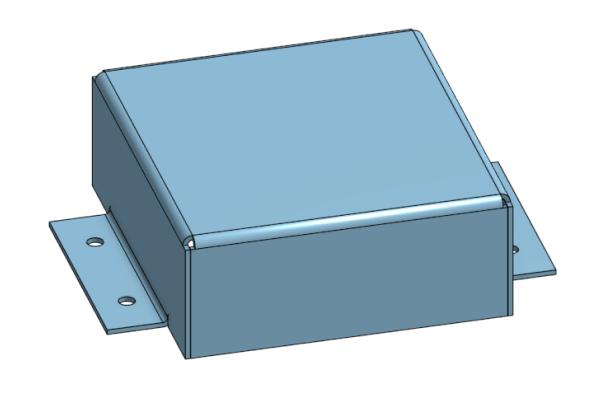
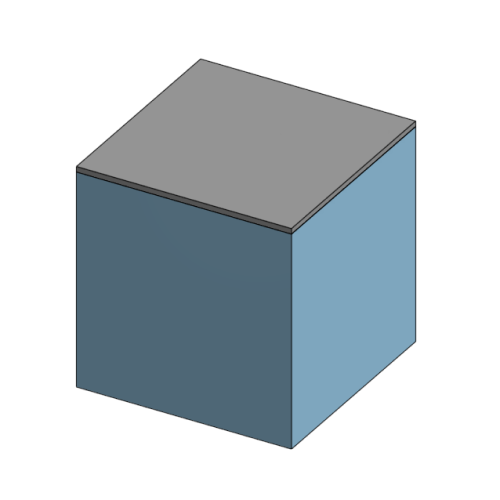
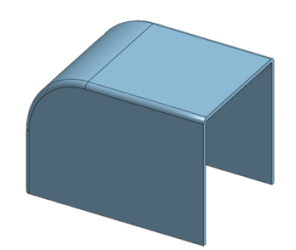
| 2 | ボックス形状・カバー形状 |
 |
|
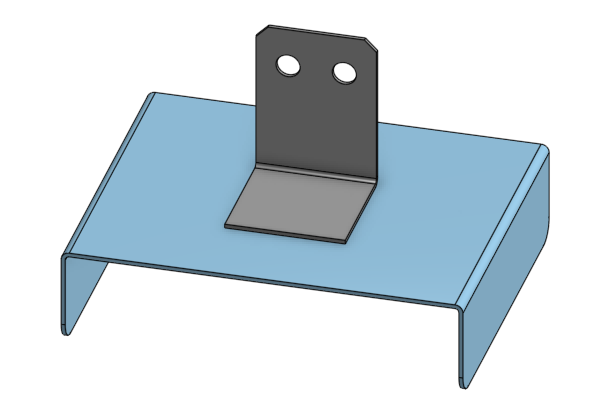
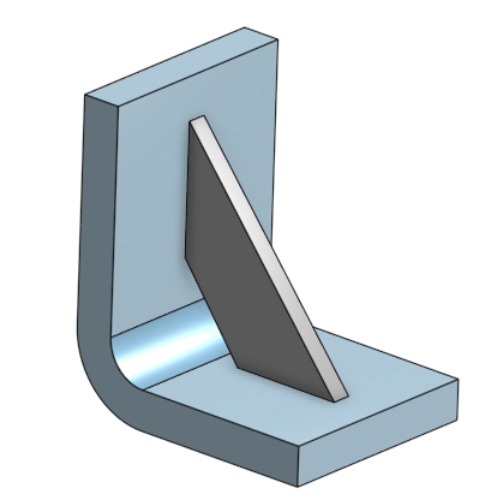
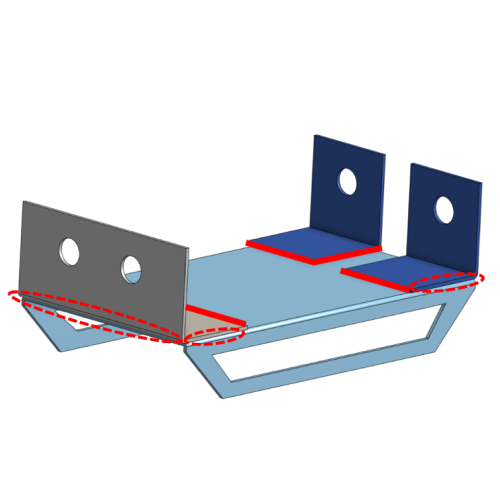
| 3 | アングル形状 |
 |
|
| 4 | 曲げ加工干渉がある構成パーツを含む |
 |
|
| 5 | 2種類以上の板厚の構成パーツを含む |
 |
|
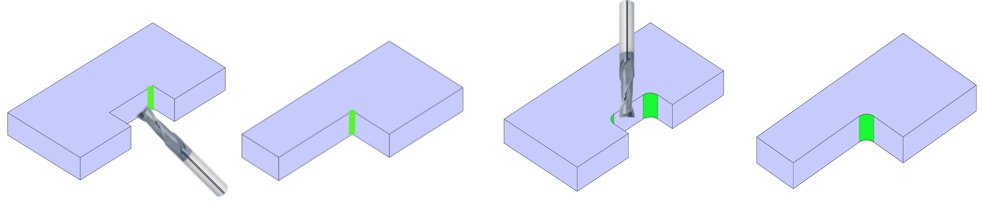
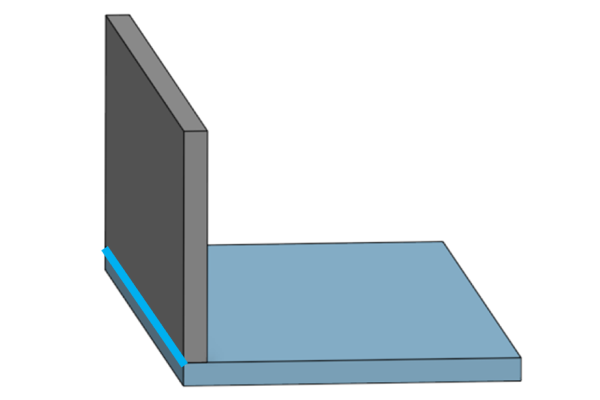
| 1 | 板同士をL字で接合 |
 |
|
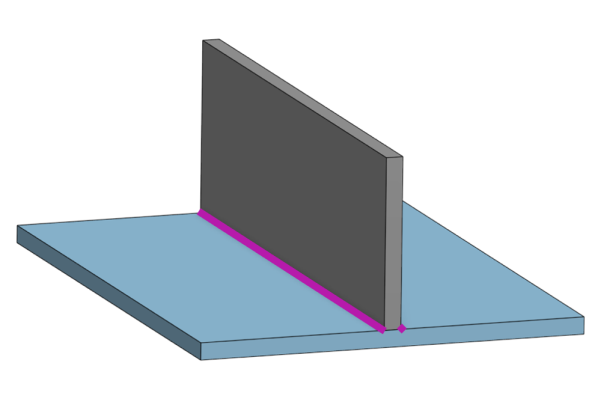
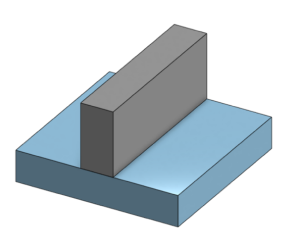
| 2 | 板同士をT字で接合 |
 |
|
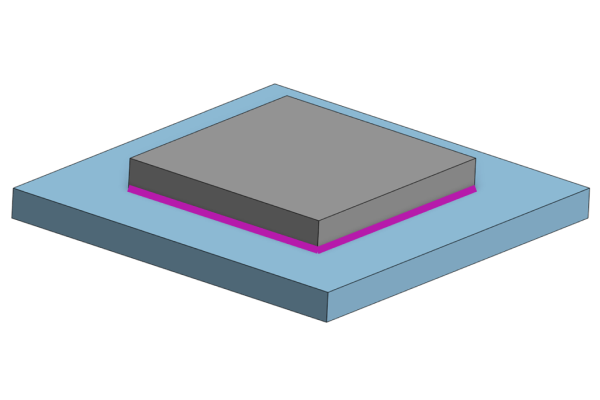
| 3 | 板の重ね合わせ |
|
|
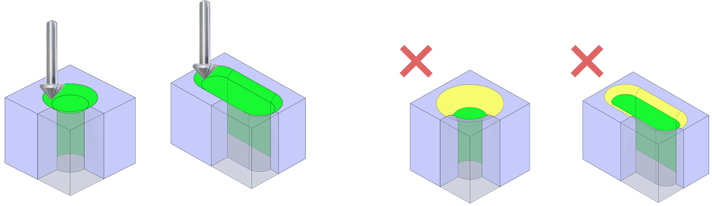
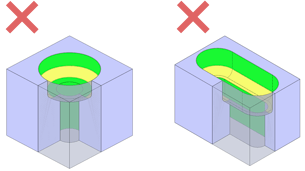
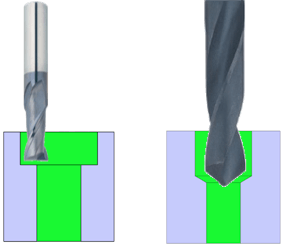
| 1 | 幅狭で奥行あり(溶接器具届かない) |
 |
|
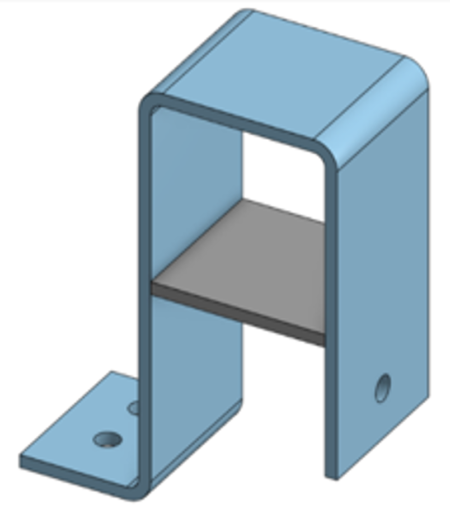
| 2 | 密閉された箱形状 |
 |
|
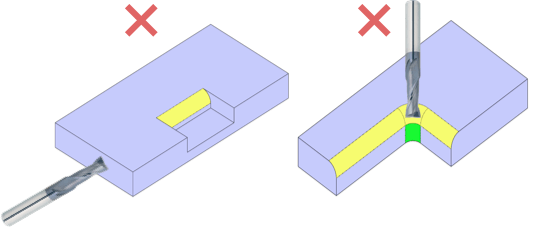
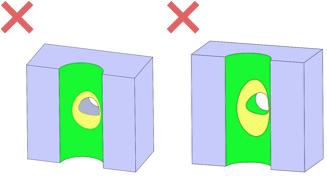
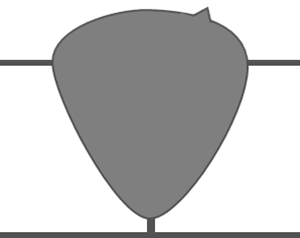
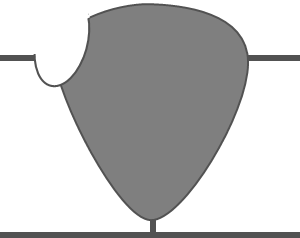
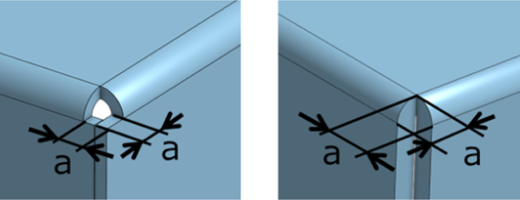
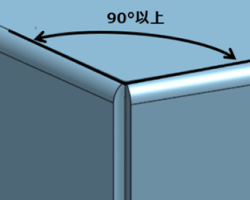
| 溶接部のスリット開きすぎ | |
 |
|
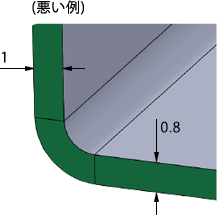
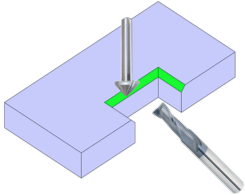
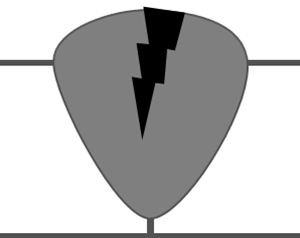
| 曲げ線部に溶接が重なっている | |
|
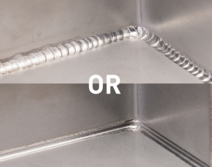
※スポット溶接での加工を推奨します
 |
|


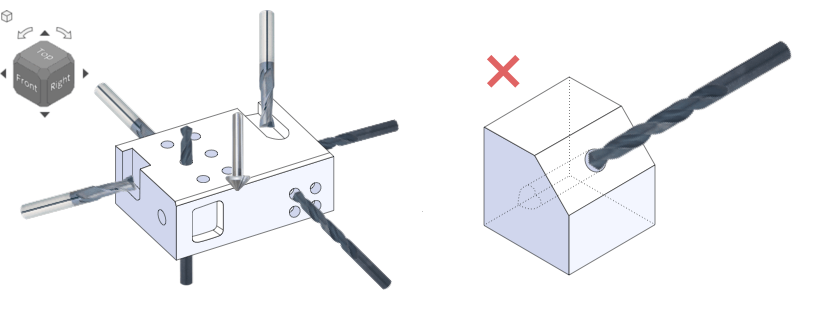
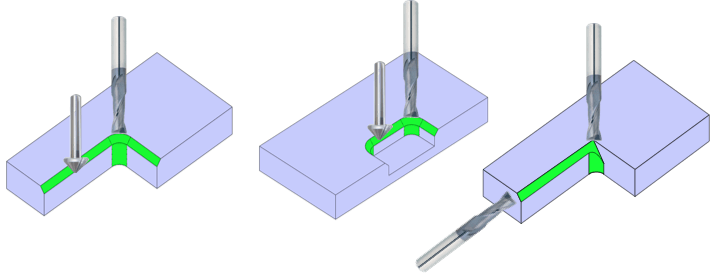
注意
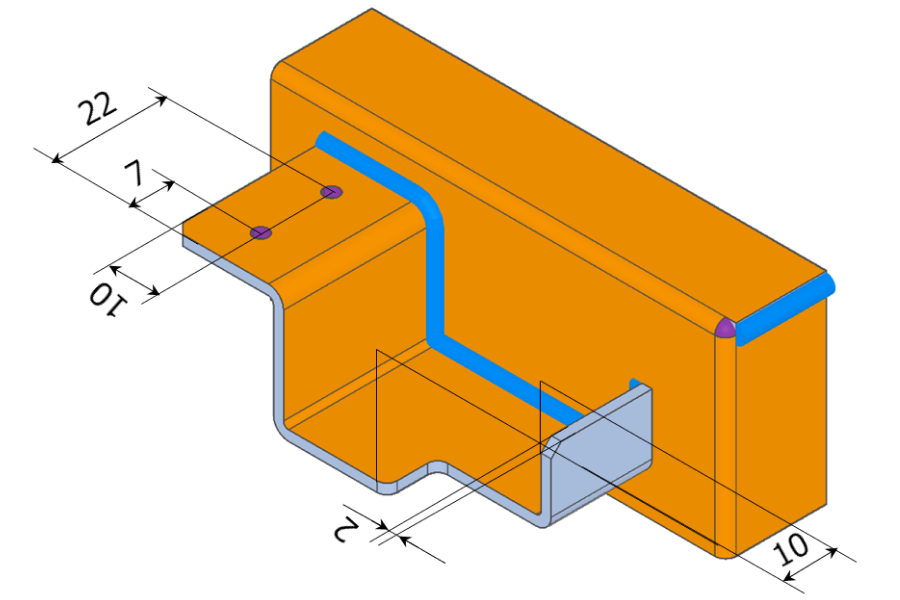
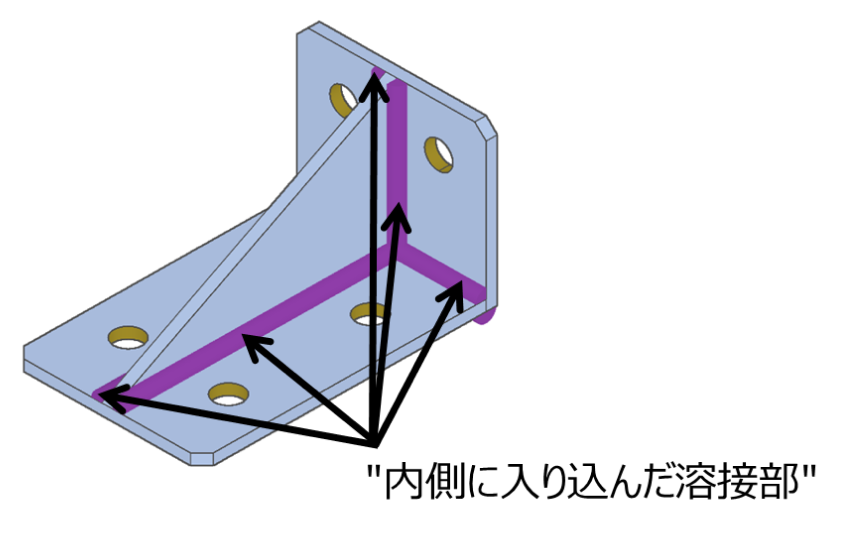
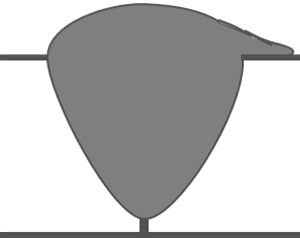
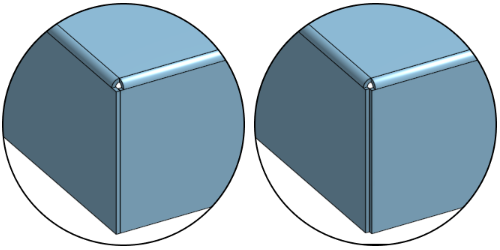
例:3本とも溶接線の場合
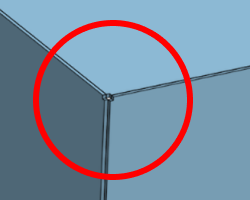
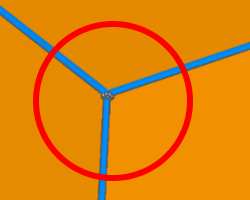
※3Dビュワー上では角部ハイライトなし
|
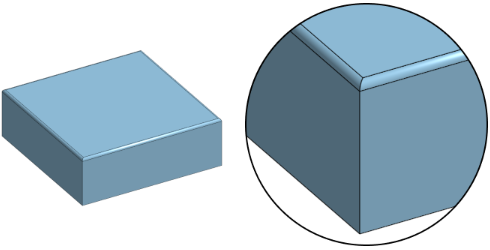
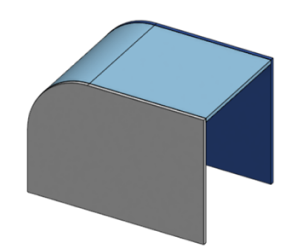
A 展開できる状態 |
 |
B R曲げ部が1箇所の場合に限り、展開できる状態(同一ソリッドで構成) |
 |
※Bのモデルは変換対象外です。 |
|
|
例)溶接ビードを追加したモデル |
|
例)スポット溶接痕を反映したモデル |