品質管理について
最終更新日:2026/06/19
「機能の使い方」「エラーの解決方法」「新商品の情報」
など知りたい情報をまとめて収集できます!

板金部品の全技術情報「使い方-詳細マニュアル(PDF版)」はコチラ >>
 |
 |
 |
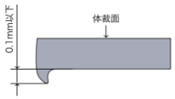
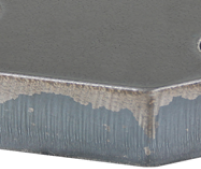
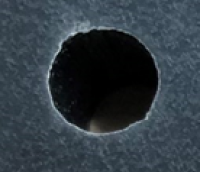
| 切断面 | 塗装時の吊り治具痕 | |
 |
 |
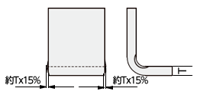 |
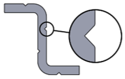
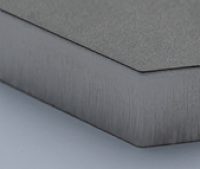
| 抜き方向のバリ・カエリ | 曲げによる傷 | 曲げによる膨らみ(コブ) |






この記事は参考になりましたか?
評価いただきありがとうございました。
この記事は評価済みです
評価の取り消しは評価した記事一覧にて可能です。
最近見た記事
「機能の使い方」 や 「エラーの解消方法」など
知りたい情報のページが楽にみつかります!
知りたい情報のページが楽にみつかります!
AIチャットボット