指示なき加工寸法の普通許容差標準
最終更新日:2024/08/19
「機能の使い方」「エラーの解決方法」「新商品の情報」
など知りたい情報をまとめて収集できます!

切削丸物の全技術情報「使い方-詳細マニュアル(PDF版)」はコチラ >>
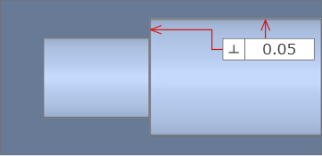
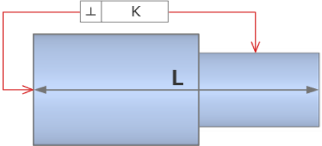
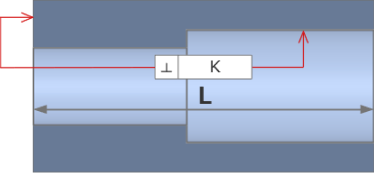
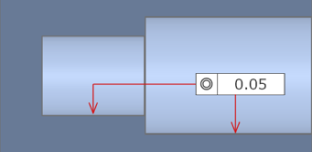
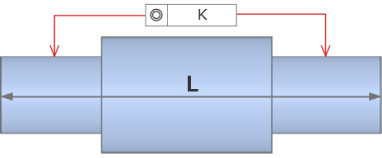
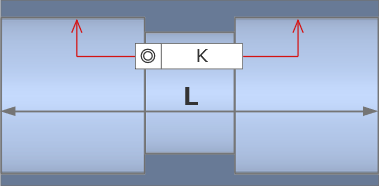
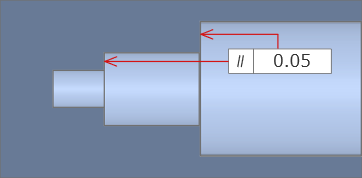
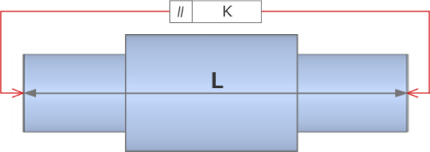
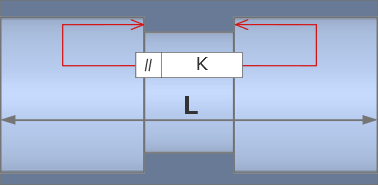
| 最大径を基準に片側で完結する幾何公差 | 最大径を基準に両側に関わる幾何公差 | |||||
|---|---|---|---|---|---|---|
| 外径 | 内径 | 外径 | 内径 | L(全長) | K(幾何公差値) | |
| 直角度 | 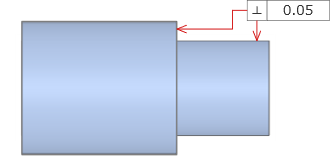 |
 |
 |
 |
L≦100 | 0.06 |
|---|---|---|---|---|---|---|
| 100<L≦ 300 | 0.1 | |||||
| 300<L≦500 | 0.15 | |||||
| 500<L≦1000 | 0.5 | |||||
| 1000<L≦2000 | 0.8 | |||||
| 2000<L≦3000 | 1.2 | |||||
| 3000<L | 1.5 | |||||
| 同軸度 | 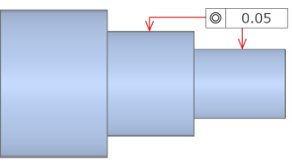 |
 |
 |
 |
L≦100 | 0.1 |
| 100<L≦ 300 | 0.2 | |||||
| 300<L≦500 | 0.3 | |||||
| 500<L≦1000 | 0.8 | |||||
| 1000<L≦2000 | 1.0 | |||||
| 2000<L≦3000 | 1.5 | |||||
| 3000<L | 2.0 | |||||
| 平行度 | 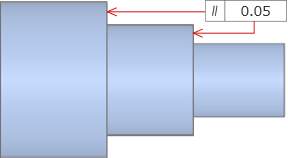 |
 |
 |
 |
L≦100 | 0.06 |
| 100<L≦ 300 | 0.1 | |||||
| 300<L≦500 | 0.15 | |||||
| 500<L≦1000 | 0.5 | |||||
| 1000<L≦2000 | 0.8 | |||||
| 2000<L≦3000 | 1.2 | |||||
| 3000<L | 1.5 | |||||
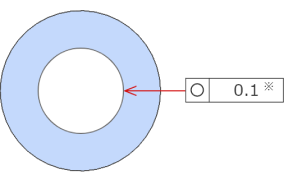
| 真円度 | 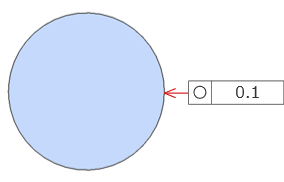 |
 |
||||
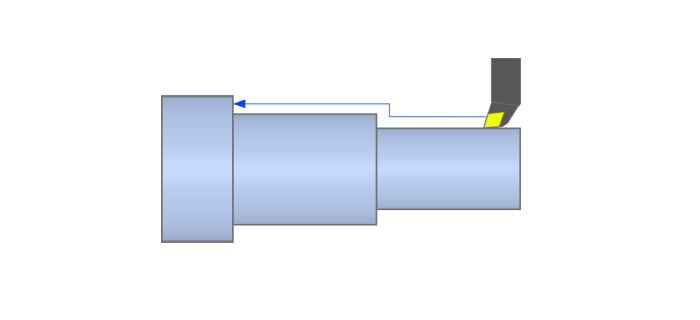
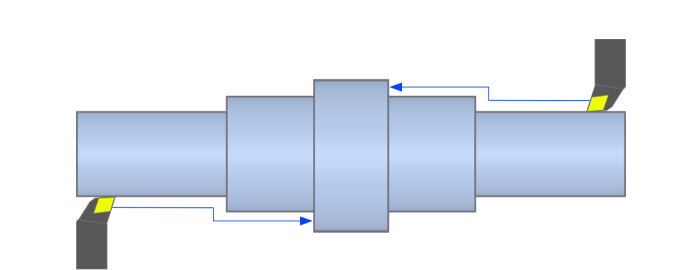
ポイント
片側と両側で精度の違いが出る理由
|
|
 |
 |
この記事は参考になりましたか?
評価いただきありがとうございました。
この記事は評価済みです
評価の取り消しは評価した記事一覧にて可能です。
最近見た記事
「機能の使い方」 や 「エラーの解消方法」など
知りたい情報のページが楽にみつかります!
知りたい情報のページが楽にみつかります!
AIチャットボット