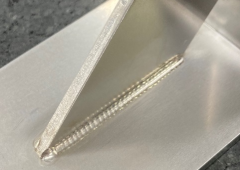
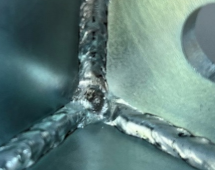
溶接・仕上げ加工後外観
最終更新日:2025/09/29
「機能の使い方」「エラーの解決方法」「新商品の情報」
など知りたい情報をまとめて収集できます!

板金溶接の全技術情報「使い方-詳細マニュアル(PDF版)」はコチラ >>



注意
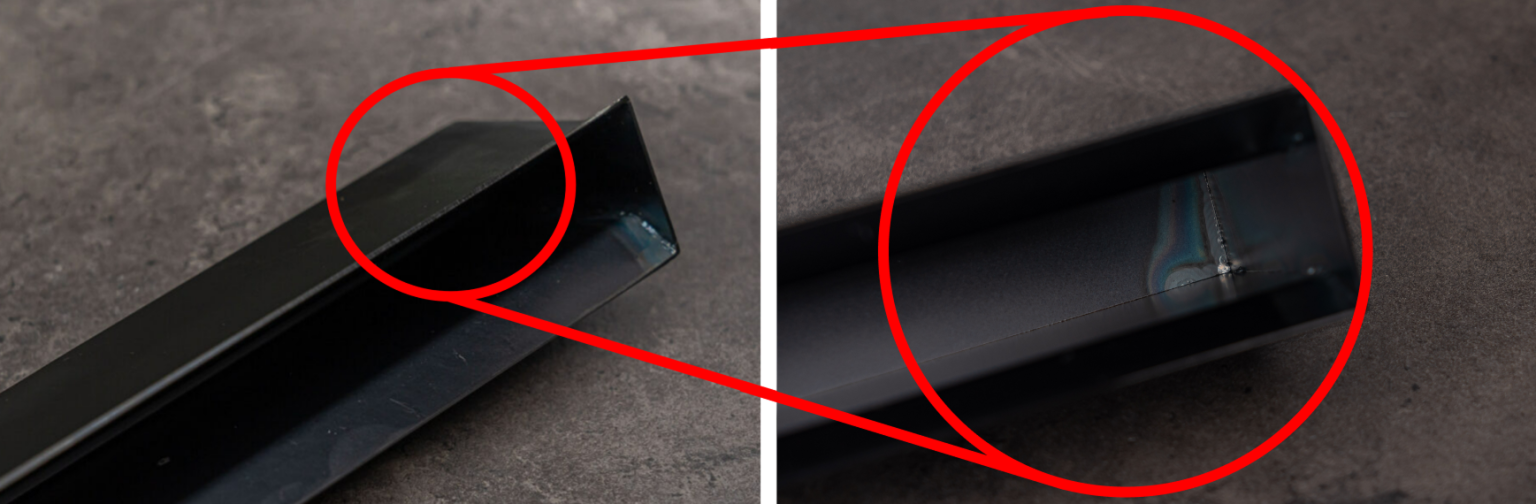
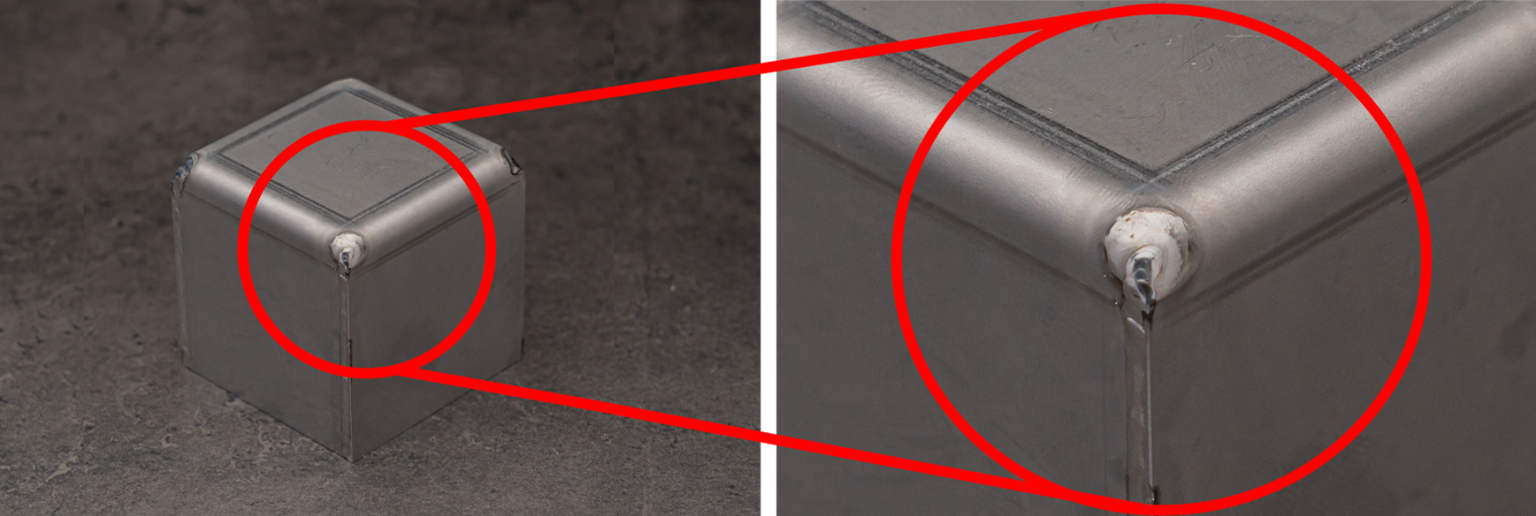
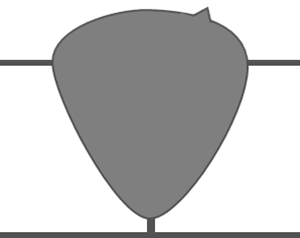
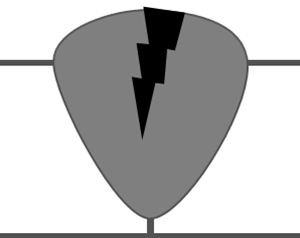
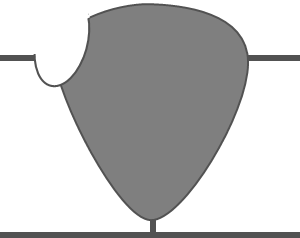
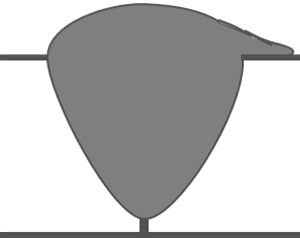
アーク溶接のうち、溶接棒を使用せずにTIG溶接で加工した場合は、内側に埋まるように溶接ビードが形成されて下図のような外観となります。こちらはアンダーカットではなく正常な溶接加工です。
溶接棒を使用せずにTIG溶接で加工した例







この記事は参考になりましたか?
評価いただきありがとうございました。
この記事は評価済みです
評価の取り消しは評価した記事一覧にて可能です。
最近見た記事
「機能の使い方」 や 「エラーの解消方法」など
知りたい情報のページが楽にみつかります!
知りたい情報のページが楽にみつかります!
AIチャットボット