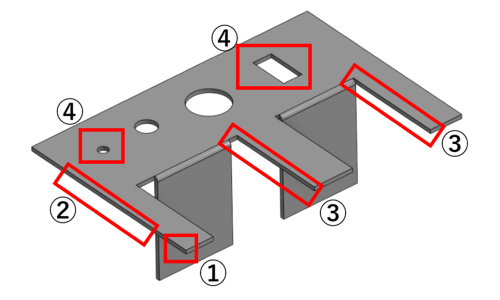
面取りについて(板金溶接)
最終更新日:2025/12/15
「機能の使い方」「エラーの解決方法」「新商品の情報」
など知りたい情報をまとめて収集できます!

板金溶接の全技術情報「使い方-詳細マニュアル(PDF版)」はコチラ >>
| モデル例 | 部位例 | 規格値 | |
|---|---|---|---|
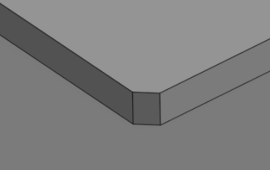
| 糸面取り |
|
||
 |
|
※対象外 |
|
|
 |
 |
|
|
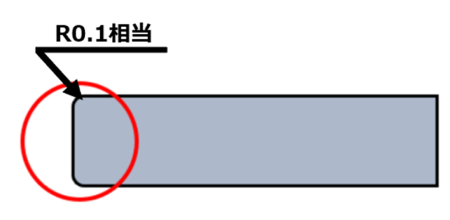
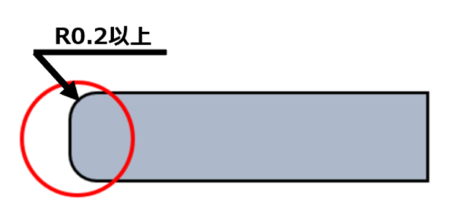
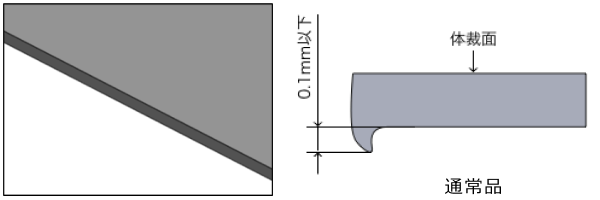
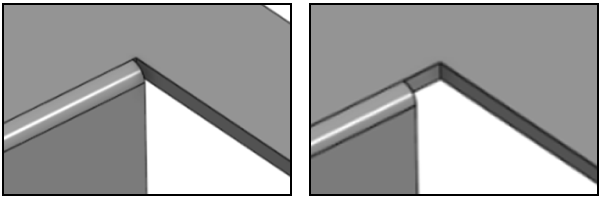
0.1㎜以上のバリ・カエリなきこと | バリ・カエリをR0.1相当で仕上げ | |
|
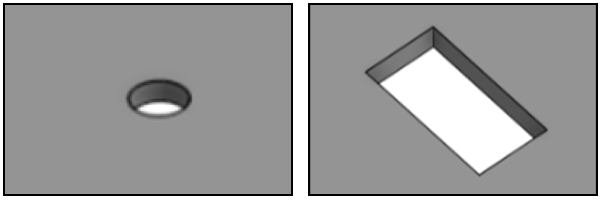
0.1㎜以上のバリ・カエリなきこと | バリ・カエリをR0.1相当で仕上げ | |


この記事は参考になりましたか?
評価いただきありがとうございました。
この記事は評価済みです
評価の取り消しは評価した記事一覧にて可能です。
最近見た記事
「機能の使い方」 や 「エラーの解消方法」など
知りたい情報のページが楽にみつかります!
知りたい情報のページが楽にみつかります!
AIチャットボット