溶接情報の指示と内容
最終更新日:2026/05/13
「機能の使い方」「エラーの解決方法」「新商品の情報」
など知りたい情報をまとめて収集できます!

板金溶接の全技術情報「使い方-詳細マニュアル(PDF版)」はコチラ >>
|
|

アーク溶接
|

レーザー溶接
|

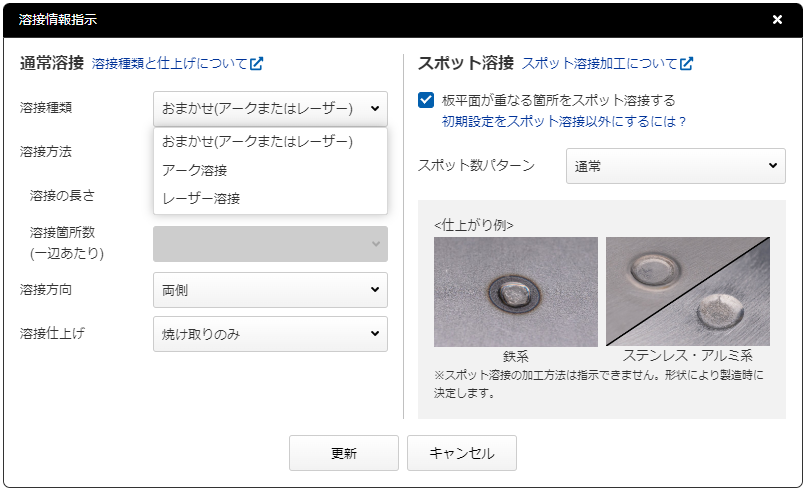
スポット溶接
|
|


ポイント
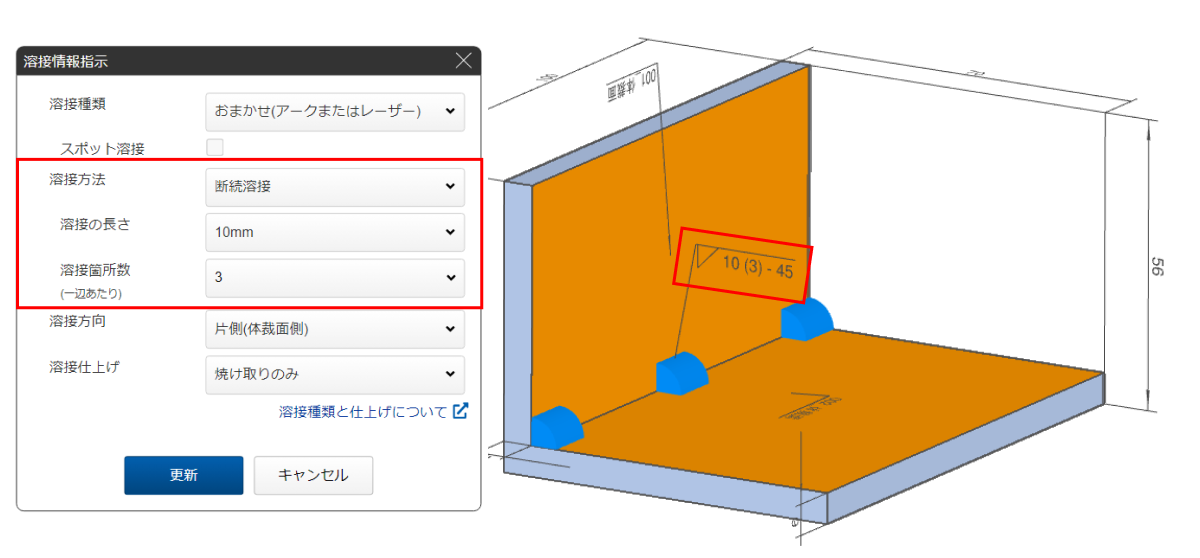
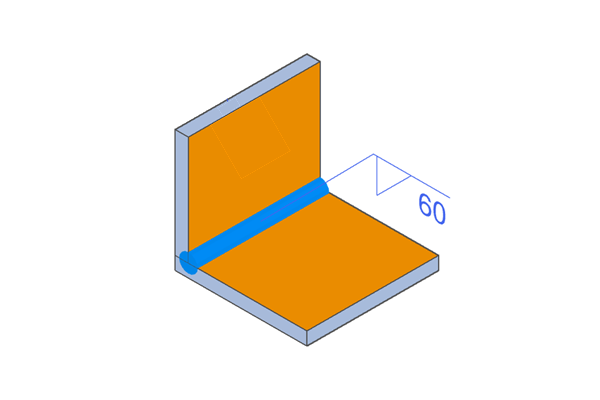
溶接箇所数は、固定値と割合から計算の2通りから選べます。
-
固定値 →一辺あたりの溶接箇所において、固定値で選択した個数分溶接するように溶接間隔を調整します。例:溶接箇所100mmに対して「溶接長10mm 、溶接箇所数(一辺あたり) 3」で設定
-
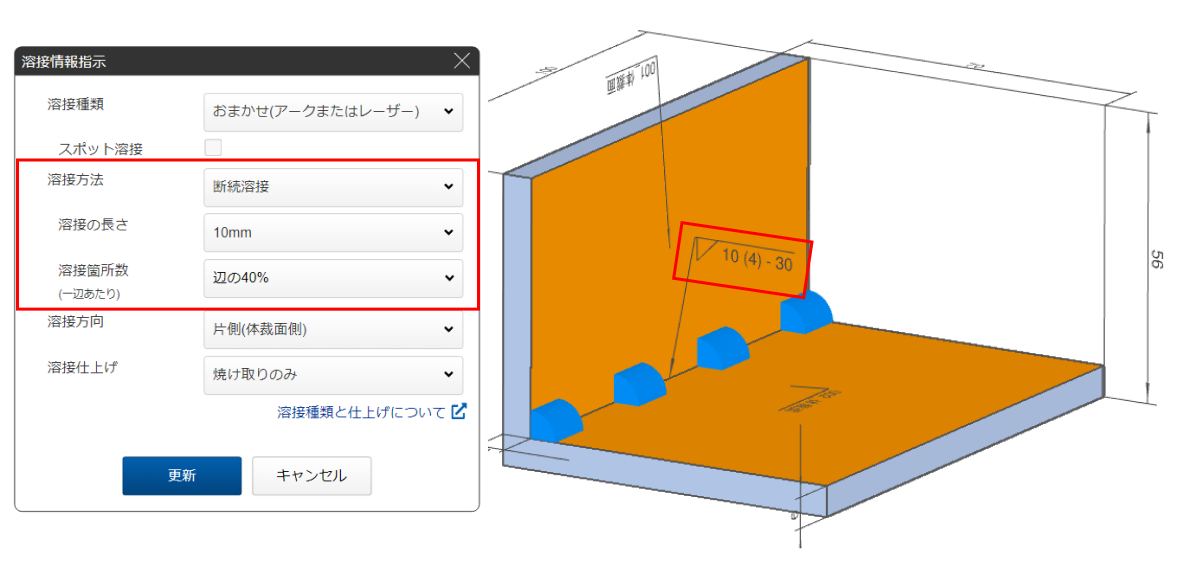
割合で計算 →一辺あたりの溶接箇所において、選択した割合分が溶接されるように溶接箇所、溶接間隔を調整します。例:溶接箇所100mmに対して「溶接長10mm 溶接箇所数(一辺あたり) 40%」で設定
注意
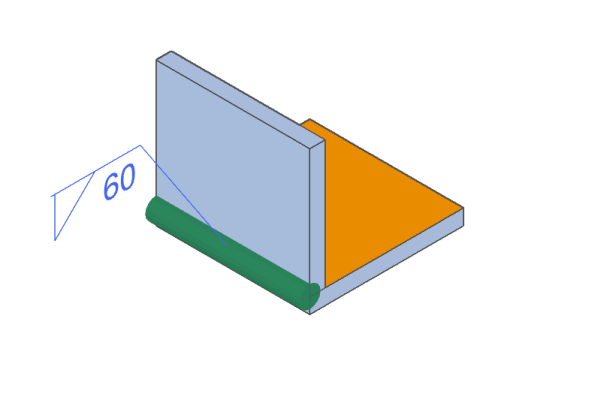
断続溶接で選択した溶接長・溶接箇所数が溶接箇所よりも長くなる場合、当該箇所は連続溶接として判定されます。
※溶接間距離が5mmを下回る場合は断続溶接が設定できません。
溶接長:30mm 溶接個所数:4 の場合
→ 30mm×4 = 120mm > 溶接可能な辺の長さ100mmとなり連続溶接
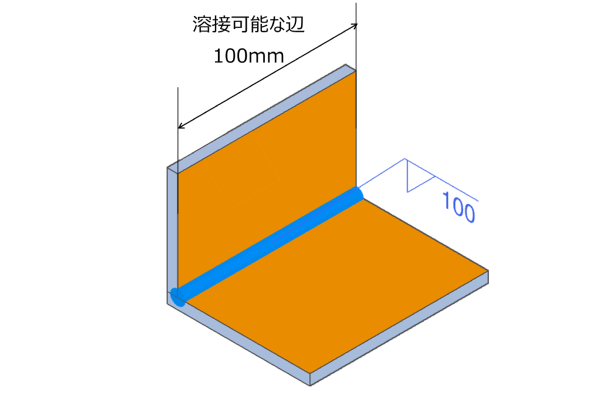 連続溶接扱いの例
連続溶接扱いの例
注意
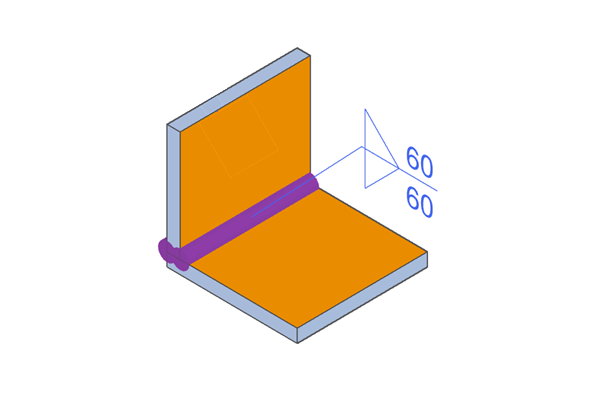
板厚面と板平面のT字溶接および板平面を重ねた溶接箇所は、溶接方向の指定はできません。
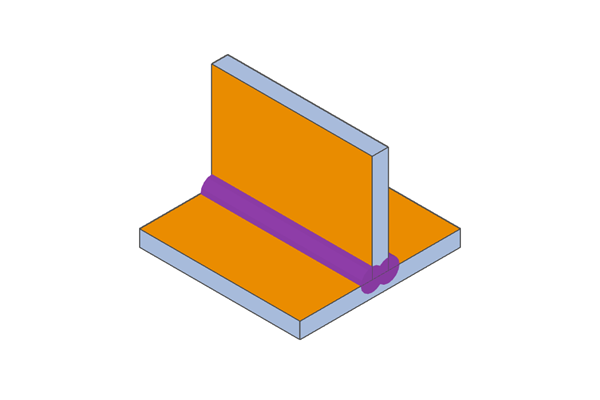 板平面のT字溶接の例
板平面のT字溶接の例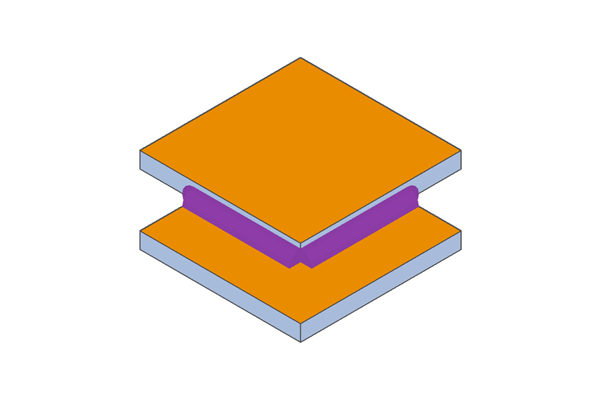 板平面を重ねた溶接の例
板平面を重ねた溶接の例
スポット溶接の加工方向は形状により製造時に決定します。
特定の向きからのスポット溶接加工をご希望の場合は、その他追加指示欄に記載の上で担当者見積をご利用ください。
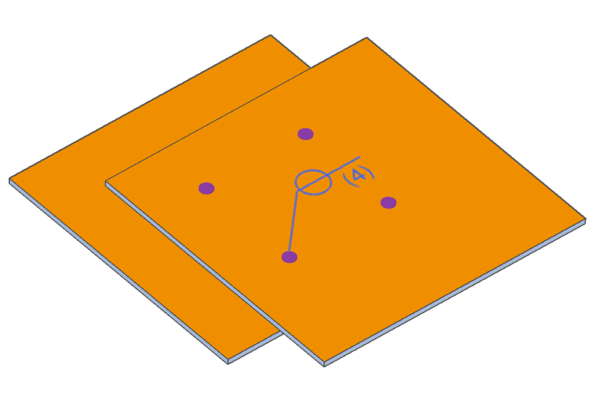
スポット溶接の例


この記事は参考になりましたか?
評価いただきありがとうございました。
この記事は評価済みです
評価の取り消しは評価した記事一覧にて可能です。
最近見た記事
「機能の使い方」 や 「エラーの解消方法」など
知りたい情報のページが楽にみつかります!
知りたい情報のページが楽にみつかります!
AIチャットボット